
Abstract
The effects of three compounded curing agents on the properties and performance of the urea-formaldehyde (UF) resin were investigated in this study. The compounded curing agents were prepared by mixing ammonium chloride with hexamethylenetetramine, citric acid, and oxalic acid respectively at a ratio of 1:1, named N-H, N–CA, and N–OA, respectively. The curing process, crystallinity, and physical properties were measured, and the three-ply plywood was fabricated to measure its prepress strength, wet shear strength, and formaldehyde emission. Results showed that the compounded curing agents N–CA and N–OA enhanced the initial viscosity, crosslinking density and thermal stability of UF resin. Additionally, the prepress strength of the plywood bonded by UF resin with N–CA and N–OA increased by 82 and 111% respectively compared to the UF resin with NH4Cl, and the wet shear strength increased by 14 and 16%, the formaldehyde emission decreased by 19 and 42% respectively. However, owing to the short pot-life of these curing agent limited their storage time, the curing agents N–CA and N–OA should be applied to fabricate plywood in winter for obtaining a better bond strength and a lower formaldehyde emission. While the UF resin with N–HT showed a suitable pot-life, so it could be applied to fabricate plywood in summer for long time storage and avoiding procuring problem.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Urea formaldehyde (UF) resin is a polymeric condensation product of formaldehyde and urea. Because of its advantages of fast curing, low cost, easy adaptability and excellent adhesion to wood, UF resin is considered as one of the most important wood adhesive and is widely used for the manufacture of various wood-composite panels. However, the drawback of low water resistance greatly limits its application. Furthermore, the formaldehyde emission from the panels is known as one of the main factors of indoor air pollution and health damage. Therefore, there is a growing need on formaldehyde emission reduction from the resulting panels.
Previous research found that the modifier, such as melamine [1], succinaldehyde [2], and glutaraldehyde [3] effectively improved the water resistance of UF resin. In addition, many innovative materials like corn flour [4], walnut/almond particle [5], and albumin [6] exhibited a certain reinforcing effect. Such systems are copolymerized sufficiently with UF resin before or during its hardening, and show a positive influence on the water resistance of the UF resin.
Many attempts have been made to tackle the formaldehyde emission issue, such as decreasing the molar ratio of formaldehyde to urea (F/U) [7] and adding melamine or phenol [8, 9] as a modifier to the resin formulations to prepared copolycondensation resins. Recently, it was reported that the UF adhesives modified by glycidyl ether [10], polyvinyl acetate [11] or pozzolan [12] provided the resulting plywood with a significantly decreased formaldehyde emission, and the similar effort was the application of renewable natural compound such as casein and vanillin [13]. However, the decrease of F/U molar ratio simultaneously deteriorates the performance of the resin, and the addition of modifier causes a high cost or toxic phenol emission.
Besides the chemical modification during synthesis process of the resin, the performance of UF resin is also affected by the curing process, where the liner structure of resin condenses into a three-dimensionally cross-linked network, and this stage is crucial for the formation of mechanical property of the resin. The curing process of resin needs an acid condition which causes by a curing agent. This acid condition accelerates the condensation reaction of resin, thus accelerates the curing process, which improves the performance of resin. Traditional curing agents like ammonium chloride react with free formaldehyde in resin and yield hydrochloric acid to accelerate the curing of resin [14]. The persulfate salts also could effectively accelerate the curing process of UF resin and improve the resin performance (According to the researches of Fan, 14). Costa [15] found that phosphoric acid effectively accelerated the cure process of UF resin, but ammonium sulfate presented a better effect on bond strength and pot-life of UF resin. However, UF resin cured by oxalic acid had a better internal bond of particleboard than that of citric acid, especially at a low concentration. Moreover, some curing agents had an effect on formaldehyde emission of products. It was found the adhesive with ammonium sulphate had less formaldehyde content due to its scavenging ability [16].
During the plywood fabrication process, the resin-coated veneer was firstly assembled and prepressed for about 2–4 h at a room temperature to form an assembled plywood slab with strength. Then the assembled plywood slab was moved, turned over, and repaired the gaps and holes on the surface of the slab. So that, the prepress property is important for the plywood fabrication, especially for the low formaldehyde/urea mole ratio (below 1.1) UF resins, because these resins have a low curing rates and free urea, which decline bonding property and the prepress strength. In addition, the prepress property of UF resin affects the mechanical properties and the formaldehyde emission of the bonded panels [17].
Although some attention has been paid to improve the prepress property, the formation and enhancement mechanism of the prepress property in the low F/U mole ratio UF resin is still unclear. Our previous study indicated that the structural changes of melamine modified UF resin containing the increased molecular weight, initial viscosity, and methylol content and the formation of gel-state, significantly improved the prepress strength of the resin [18]. Because the produced acid condition and some special effects, the addition of curing agent will also contribute to the prepress property of UF resin. However, common strong acidic salts may produce low prepress strength because of an insufficient acid condition. As a result, the research on different curing agents with diverse pH values is needed in order to enhance the prepress strength and adapt to different seasons. Based on these issues, in the present study, ammonium chloride was compounded with hexamethylenetetramine (HMTA), citric acid, and oxalic acid respectively in a ratio of 1:1 to prepare four compounded curing agents, named N, N–H, N–CA, and N–OA respectively. Those compounded curing agents showed suitable pH values and pot-life with a low molar ratio UF resin. And besides, the raw materials of compounded reagents were low cost and easy to get. The effect of different compounded curing agents on the performance of the resins was investigated. The crystallization property of cured resin was characterized by X-ray diffraction (XRD). Differential scanning calorimetry (DSC) was used to study the curing behavior of the resins. Three-layer plywood were fabricated using the compounded curing agent-added UF resins, and the prepress strength, wet shear strength and formaldehyde emission were evaluated to investigate the relationship between the prepress property for exploring the formation and enhancement mechanism of the prepress property in the low F/U mole ratio UF resin.
Materials and Methods
Materials
Formaldehyde solution (HCHO, 37 wt%) and solid urea were of industrial grade were supplied respectively by Xilong Chemical Industries and Lanyi Chemical Company, China. Formic acid (HCOOH) and all the other chemicals were of AR grade and purchased from Beijing Chemical Works, China. Wheat flour was obtained from Beijing Guchuan Flour Company, China. The poplar (Populus tomentosa) veneers with 8% moisture content were purchased from Hebei province of China and were cut to a size of 400 × 400 × 1.5 mm.
Synthesis of UF Resins
UF resins with a F/U molar ratio of 1:1 were prepared in laboratory following traditional “alkali-acid-alkali” three-step reaction [19]. Formaldehyde was added once and urea was added three times. Prior to hot-pressing process, the ammonium chloride and its compound with HMTA, citric acid, and oxalic acid half to half were added into the prepared UF resin respectively with 1% addition amount based on the mass of liquid resin and stirred for 10 min. The curing agent ammonium chloride was labeled N and the compounded curing agents were labeled N-HT, N-CA and N-OA, respectively.
Properties of UF Resins
The pH values of the resins were tested with PHS-25C acidometer (LIDA Instruction Factory, China) at 20 °C. The initial viscosities of the finished glues were measured by a viscometer (Brookfield, USA). The spinning rate was 50 rpm with 61# rotor. All of the measurements were conducted in triplicate and the average value was determined.
The gel time of the UF resin was measured using boiling water bath (1.0 wt% of the solid curing agents considered for the mass of the solid UF resin). An average of five replications was presented.
The pot-life was noted as the time that elapsed until gelation occurred at ambient condition with the weight of 100 g. Each sample was measured five times, and then its average was taken as the final result.
Preparation of Plywood Samples
Three-layer plywood panels were prepared in this study. The adhesive formulation was 100 parts resin, one parts curing agent, and twenty-five parts wheat flour. The adhesive was applied to single surface with a spread rate of 180 g/m2. Uncoated veneer was stacked between two adhesive-coated veneers with the grain directions of consecutive veneers perpendicular to one another. Each curing agent type of adhesive was prepared for two panels. All of the plywood panels were pre-pressed at 1.0 MPa for 2h under the ambient environment, and afterward half of the plywood panels were hot-pressed at 1.0 MPa and 120 °C for 360 s. Finally, all the panels were stored under ambient condition for at least 12 h before testing.
Bonding Strength Test
The bonding strength of the plywood was determined by electronic universal testing machine (XINXIELI, China) using the Chinese Standard GB/T 9846.3-2004. The speed of electronic universal testing machine was 10.0 mm/min. The samples were prepared as follows: Six plywood specimens (25 mm × 100 mm, gluing area of 25 mm × 25 mm) without hot press were cut from each plywood panels for prepress strength test, and six plywood specimens with the same dimension were cut from each hot-pressed plywood panels and submerged in water at 63 ± 2 °C for 3 h, and then dried at 20 °C for 10 min before the shear strength testing. The value of the bonding strength was calculated as:
Formaldehyde Emission Test
The formaldehyde emission from the plywood was measured by a desiccator method as described in Standard GB/T 9846.3-2004. Ten hot-pressed plywood specimens from the same panel were prepared (each 50 × 150 mm). They were put into a sealed container at 20 ± 2 °C and 12% relative humidity for 24 h. The emitted formaldehyde was absorbed by 300 mL of deionized water in a same container. The formaldehyde concentration of the sample solution was determined by Spectrumlab 22PC spectrophotometer (LengGuang Technology Co. Ltd, China) using ammonium acetate and acetyl acetone solution method with colorimetric detection at 412 nm. The formaldehyde emission results were the average of three times tested in parallel.
XRD and DSC Measurement
The four types of UF resins and neat UF resin were stored and cured in an oven at 120 °C until a constant weight were obtained, and then each type of resin was ground into 100 mesh powder. X-ray diffraction (XRD) patterns were recorded on a D8 advance diffractometer (Bruker, USA) using a cobalt source and 0.2 theta scan ranging from 5° to 60° at 45 kV and 30 mA.
The differential scanning calorimetry (DSC) analysis with a TA Instruments model Q2000 (USA) was used to evaluate the curing and thermal behavior of the UF resins. Resin thermograms were analyzed by TA universal analysis software. These resins were placed in a freeze dryer for 24 h at −60 °C, and then about 1–4 mg weights of each sample were transferred into Tzero Low-Mass Pan (USA) and closed with Tzero Hermetic Lid (USA). The sealed pans were heated from 30 to 140 °C at a rate of 10 °C/min. For each sample, the onset temperature, peak temperature and heat of reaction were recorded. The average value of the measurement was calculated from three parallel samples.
Results and Discussion
The Basic Performance of UF Resin
The basic performance of cured UF resins with different curing agents are shown in Table 1. The pH value of UF resin without curing agent was 7.42, and the initial viscosity was 60.7 mPa s. When 1% NH4Cl was added, the pH value of UF resin decreased to 6.50 and the initial viscosity increased to 63.9 mPa s. This is because the NH4Cl reacts with free formaldehyde in the resin and yields hydrochloric acid to increase the acidity, and the acid condition facilitates the condensation reaction, which improves the initial viscosity. When using curing agent N-HT, the pH value increased from 6.50 to 7.40 and the initial viscosity decreased slightly. This is because on one hand, the HMTA decomposes in UF resin to produce the ammonium hydroxide (NH3·H2O), thus decreases the acidity. On the other hand, the NH4Cl that included in N-HT promotes curing process, so the initial viscosity increases slightly compared with the UF resin without curing agent. Because of the strong acidity of citric acid, the pH value of UF resin with N-CA decreased from 7.42 to 4.60, and the initial viscosity increased to 81.6 mPa s. Moreover, the pH value of the UF resin with N-OA was 4.18 and its initial viscosity was 136.9 mPa s, which increased by 114% compared to the UF resin with NH4Cl. According to a literature, the UF resin prepared under weak acid condition (pH = 4.5) showed the highest viscosity compared with the resins prepared under both alkaline and strong acid conditions [20]. Therefore, the UF resin with N-CA and N-OA meet the requirement for improving curing reaction.
UF resin is usually stored for a certain time before using, so the long-term storage stability is another important factor relating the use of adhesive. During storage, the viscosity of UF resin increases, which has an effect on the processability and performance of the resin adhesive [21]. The gel time and pot-life of UF resin with different curing agents are shown in Table 1, respectively. Because UF resin was hard to cure without curing agent in a short time, the gel time and pot-life for the neat UF were not measured as shown in Table 1. The gel time and pot-life of the UF resin cured with NH4Cl were 100 s and 8 h, which kept resin property in room temperature for a period. The gel time and pot-life of the UF resin with N-HT were prolonged to 286 s and 19 h, respectively, more than twice as much as the UF resin with NH4Cl. This is because the HMTA is known as a latent curing agent, it non-reactive in the room temperature but reacts with formaldehyde and produces hydrochloric acid during hot-pressing process. This latent property has a benefit for the resin operation, since it avoids resin pre-cure problem and is good for long time storage [22]. The gel time and pot-life of the UF resin with N-CA and N-OA decreased obviously, especially for the UF resin with N-OA, which had the least pot-life of 2 h. Thus the UF resin with N-OA may have pre-cure problem, which limits its practical application. But this problem could be overcome by encapsulating the curing agent with a material that melts or bursts during board pressing or stored the UF resin in lower temperature condition.
Prepress Strength of Plywood
The prepress process is a crucial factor affecting bond strength and formaldehyde emission of UF resin-bonded wood panels [17]. This is due to three reasons. First, the veneers must be prepressed into stable shapes to prevent cracking or warping when the veneers are moved, flipped, and trimmed [23]. Second, the moisture content of plywood is balanced during prepress process, and this benefits the subsequent heat transmission in the hot-press. Third, the adhesive property declines sharply with a low F/U molar ratio (below 1.1), theoretically resulting in a longer hot-press time, which consumes large amounts of energy. The prepress process makes the plywood preliminarily to get better bond property, which further save time and energy during the following hot-press process.
As shown in Fig. 1 the prepress strength of plywood boned by UF resin with N-HT was 0.48 MPa, which was similar with the UF resin with NH4Cl bonded plywood (0.45 MPa). This further proved that the HMTA was difficult to react with formaldehyde in room temperature. The prepress strength of plywood boned by UF resin with N-CA and N-OA were 0.82 and 0.95 MPa respectively, which increased by 82 and 111% respectively compared to the UF resin with NH4Cl. The reasons attribute to two factors. First, the increasing of the acidity value of curing agent leads to an improvement of viscosity and a complete condensation of the UF resin, and finally enhances the prepress properties of the UF resin [24]. Second, due to the condensation improvement of UF resin, the cured polymer network formed a higher mechanical interlocking strength between adhesive and veneer [25]. According to the above results, it is obviously that the plywood prepress strength can be controlled by different compounded curing agents, among them the curing agent compounded by ammonium chloride and oxalic acid is the best one.

The prepress strength of plywood bonded by UF resins with different curing agents (here we use the abbreviations of different curing agents to represent their corresponding plywood panels respectively)
Wet Shear Strength of Plywood
The wet shear strength of plywood bonded by UF resins with different curing agents are given in Fig. 2. All the wet shear strength values were higher than the standards of type II plywood according to GB/T 9846.3-2004 (over 0.7 MPa). The wet shear strength of plywood boned by UF resin with N-HT was 0.73 MPa, which decreased by 28% compared to the UF resin with NH4Cl bonded plywood (1.01 MPa). This may due to the latent effect of the HMTA, which limits the condensation reaction during the curing process, further results in low molecular weight of the UF resin and the reduction of the networks structure [15]. Although addition of HMTA is an addition of formaldehyde hence an increase in molar ratio that could influence the wet shear strength to some extent, the addition amount of the HMTA in our research, however, is too tiny to impact the molar ratio of UF resin; therefore we do not have to consider about the molar ratio changing of UF resin.

The wet shear strength of plywood bonded by UF resins with different curing agents (here we use the abbreviations of different curing agents to represent their corresponding plywood panels respectively)
The wet shear strength of plywood boned by UF resin with N-CA and N-OA were 1.15 and 1.17 MPa respectively, which increased by 14 and 16% respectively compared to the UF resin with NH4Cl bonded plywood. This could be associated to the following three reasons: First, as previously discussed, the curing rate of the UF resin improves effectively when the pH value is around 4.5. Under this suitable acidity condition, the molecular weight of UF resin will increase and thus form a better crosslinking density [26]. Second, the well improvement function of prepress process of UF resin with N-CA and N-OA can balance the moisture content of plywood system and facilitate heat transmission during the following hot-press, which simultaneously benefits to reinforce interlocking between adhesive and veneer, and heightens bonding force as well. Last, the curing reactions of the UF resin apparently occurred during the hot-pressing. At a fixed hot-press time, the resin will be fully cured if the hot-press temperature is sufficiently high [27].
Formaldehyde Emission of Plywood
Formaldehyde is a major harmful substance in UF resin-bonded plywood. According to Pizzi’s research [28], the formaldehyde emission comes from the free formaldehyde of UF resin and unreacted formaldehyde hydrolysis of methylene-ether bridges. The formaldehyde emission of plywood bonded by UF resins with different curing agents are given in Fig. 3. From the standard deviation of plywood bonded by UF resin with NH4Cl, the formaldehyde emission could not be guaranteed to be less than 1.5 mg/L, and the rest of plywood samples could meet the standards (under 1.5 mg/L). Formaldehyde emission of plywood bonded by UF resin with N-HT was lower than the resin with NH4Cl. This may be related to the synthesis of crystalline structure of the UF resin cured by N-HT (Table 3). Because the UF resin crystal is mainly composed of dimethylolureas, and in this compounding process a large number of formaldehyde is utilized [29].

The formaldehyde emission of plywood bonded by UF resins with different curing agents (Here we use the abbreviations of different curing agents to represent their corresponding plywood panels respectively)
The formaldehyde emission of UF resin with N-CA and N-OA bonded plywood were 1.18 and 0.85 mg/L respectively, which decreased by 19 and 42%, respectively compared to the plywood bonded by UF resin with NH4Cl (1.46 mg/L). This can be associated to the two components that are contained in the compounded curing agent: On one hand, as one of the components, the ammonium chloride has the capability to react with free formaldehyde, therefore acting as a scavenger [30]. On the other hand, the rest acidic component can catalyze the curing process and encourage the condensation reaction, which further form compact three-dimensionally crosslinked network structures to prevent formaldehyde spilling out [31].
DSC Analysis
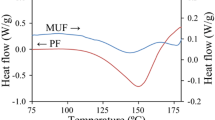
In order to evaluate the curing reaction of thermosetting polymer, a DSC based characterization was undertaken. The results of onset temperature, peak temperature and reaction enthalpy of UF resins cured with different curing agents are shown in Table 2. The onset temperature expresses as a starting temperature of curing, and the peak temperature is a temperature where the rate of cure reaches maximum during a dynamic scan of the reaction [20]. As shown in Table 2, the highest onset temperature (83.01 °C) and peak temperature (87.46 °C) values belonged to UF resin with N-HT. While the lowest onset temperature (65.32 °C) belonged to UF resin with N-OA and the lowest peak temperature (82.35 °C) values belonged to UF resin with N-CA. These results indicate that the HMTA significantly decreases curing rate of the UF resin, while the introduction of acid-catalyzed in compounded curing agent has more beneficial effect on accelerating curing reaction. This confirms the results discussed above (the basic performance of UF resin). Table 2 also appeared that the highest reaction enthalpy (ΔH) with a value of 101.60 J/g was found for UF resin with N-HT, followed by UF resin with NH4Cl (99.13 J/g), UF resin with N-OA (64.83 J/g) and UF resin with N-CA (48.91 J/g), which suggested a better thermal stability of the UF resin cured by N-OA and N-CA. The reaction enthalpy was caused by the heat release from polycondensation reactions of mono-, di-, or hydroxymethyl groups (–CH2OH) in UF resin [32]. But it is not only the change of chemical bonds influences the reaction enthalpy, the phase transformation, the initiation and propagation of chains as well as the formation of three-dimensional net structure makes the curing process become endothermic reaction. For commercial applications, the combination of low heat reaction and fast curing rate is desirable, so obviously the UF resin with N-CA and N-OA are the ideal choices. Nevertheless, it should be noted, the oxalic acid will be sublimated at 100 °C, which can affect the reaction enthalpy test.
X-ray Diffraction Analysis
X-ray different is a method generally used to evaluate the degree of crystallinity of a wide range of materials. The X-ray diffraction patterns of cured UF resins with different curing agents are shown in Fig. 4, and the crystallinity of these cured UF resins are presented in Table 3. As exhibited in Fig. 4 there were four characteristic peaks at 2θ values near 20, 25, 31 and 40°, respectively. This result agreed with the former research and proved that the low molar ratio UF resin was a semi-crystalline structure after cured [33, 34]. Four cured resins showed a quite similar trend and the curves were getting much more sharp and intense. These results indicate that the curing agents change the crystalline regions of the low mole ratio UF resins more or less.

X-ray diffraction patterns of cured neat UF and UF resins with different curing agents
In general, the higher the –CH2– cross links between molecular strands lead to a three-dimensional, cross-linked network with strong strength of hardened UF resins, the crystallinity, conversely, possibility become decrease [35, 36]. As shown in Table 3, the crystallinity of UF resin with N-HT increased from 53.5 to 61.5% compared to the UF resin with NH4Cl. This proves that the HMTA is weak in catalyzing cross-linked structure in the curing process. It was reported that the crystalline regions of the cured UF resins mainly composed of dimethylolureas [30], and during this step a lot of formaldehyde was utilized. Based on this point, we inference that a high crystalline of UF resin with N-HT is one of the reasons for formaldehyde emission reducing (as shown in Fig. 3). The crystallinity of the cured UF resin with N-OA was the lowest one, followed by the cured UF resin with N-CA. So these results suggest that the acidic compounded curing agents of N-OA and N-CA are partially responsible for the increasing cross-linking structures of the low mole ratio UF resin, further indicate the two curing agents have the ability to condense liner structure of resin into cross linked network and accelerate the curing reaction of UF resin, which is in accordance with the analysis before.
Conclusions
Using compounded curing agents N-CA and N-OA effectively improved the initial viscosity and thermal stability of UF resin, and simultaneous increased the degree of crosslinking. The prepress strength of the plywood bonded by UF resin with N-CA and N-OA increased by 82 and 111% respectively compared to the UF resin with NH4Cl, and the wet shear strength increased by 14 and 16%, the formaldehyde emission decreased by 19 and 42% respectively, which all met the interior-use plywood requirements. Therefore, these curing agents can be used to fabricate plywood in winter for obtaining a better bond strength and a lower formaldehyde emission. The UF resin with N-HT showed a delaying effect for the curing reaction and presented a long storage time, thus, it can be used to fabricate plywood in summer for avoiding procuring and extending pot life.
References
Cremonini C, Pizzi A (1999) Field weathering of plywood panels bonded with UF adhesives and low proportions of melamine salts. Eur J Wood Wood Prod 57:318–318
Wang S, A. Pizzi A (1997) Succinaldehyde induced water resistance improvements of UF wood adhesives. Holz Roh Werkst 55:9–12
Mamiński M, Borysiuk P, Zado A (2008) Study on the water resistance of plywood bonded with UF-glutaraldehyde adhesive. Holz Roh Werkst 66:469–470
Moubarik A, Mansouri HR, Pizzi A, Allal A, Charrier F, Badia MA, Charrier B (2013) Evaluation of mechanical and physical properties of industrial particleboard bonded with a corn flour-urea formaldehyde adhesive. Compos Part B 44:48–51
Pirayesh H, Khanjanzadeh H, Salari A (2013) Effect of using walnut/almond shells on the physical, mechanical properties and formaldehyde emission of particleboard. Compos Part B 45:858–863
Moubarik A, Mansouri HR, Pizzi A (2013) Improving UF particleboard adhesives water resistance by small albumin and sunflower oil additions. Eur J Wood Wood Prod 71:277–279
Chuang IS, Maciel GE (1992) Carbon-13 CP/MAS NMR study of the structural dependence of urea-formaldehyde resins on formaldehyde-to-urea molar ratios at different urea concentrations and pH values. Macromolecules 25:3204–3226
Fan DB, Chang JM, Li JZ, Xia BH, Sang ZT (2011) Cure properties and adhesive performances of cure-accelerated phenol-urea-formaldehyde resins. Eur J Wood Wood Prod 69:213–220
Gao ZZ, Yue C, Cao HB, Wang XB, Zhu XF, Lin RH (2012) Preparation and formaldehyde emission and bonding performance of novel modified urea-formaldehyde resin adhesive. Adv Mater Res 490–495:3476–3480
Ye J, Qiu T, Wang H, Guo L, Li X (2013) Study of glycidyl ether as a new kind of modifier for urea-formaldehyde wood adhesives. J Appl Polym Sci 128:4086–4094
Kim S, Kim HJ (2005) Effect of addition of polyvinyl acetate to melamine-formaldehyde resin on the adhesion and formaldehyde emission in engineered flooring. Int J Adhes Adhes 25:456–461
Kim S, An JY, Kim JA, Kim HS, Kim HJ, Kim HG (2007) Physico-mechanical properties and formaldehyde/TVOC emission of particleboards with volcanic pozzolan. Mokchae Konghak 35:39–50
Uchiyama S, Matsushima E, Kitao N, Tokunaga H, Ando M, Otsubo Y (2007) Effect of natural compounds on reducing formaldehyde emission from plywood. Atmos Environ 41:8825–8830
Fan DB, Mao A (2006) Curing characteristics of low molar ratio urea-formaldehyde resins. J Adhes Interface 7:45–52
Costa NA, Pereira J, Martins J, Ferra J, Cruz P, Magalhães FD, Mendes A, Carvalho L (2012) Alternative to latent catalysts for curing UF resins used in the production of low formaldehyde emission wood-based panels. Int J Adhes Adhes 33:56–60
Costa NA, Pereira J, Ferra J, Cruz P, Martins J, Magalhães FD, Mendes A, Carvalho, Luísa H (2013) Scavengers for achieving zero formaldehyde emission of wood-based panels. Wood Sci Technol 47:1261–1272
Chen LO, Gao Q, Zhang JZ, Chen H, Zhang SF, Li JZ (2014) Effects of assembly time on wet shear strength and formaldehyde emission of plywood bonded by urea formaldehyde resin. BioResources 9:2975–2986
Chen LO (2015) Study on influence factors and improving mechanism for prepress properties of urea-formaldehyde resin with low molar ratio. M. S. thesis (in Chinese), Materials Science and Technology, Beijing Forestry University
Zhang JZ, Wang XM, Zhang SF, Gao Q, Li JZ (2013) Effects of melamine addition stage on the performance and curing behavior of melamine-urea-formaldehyde (MUF) resin. BioResources 8:5500–5514
Park BD, Kang EC, Park JY (2006) Differential scanning calorimetry of urea-formaldehyde adhesive resins, synthesized under different pH conditions. J Appl Polym Sci 100:422–427
Siimer K, Kaljuvee T, Christjanson P, Pehk T (2005) Changes in curing behaviour of aminoresins during storage. J Therm Anal Calorim 80:123–130
Xing C, Riedl B, Cloutier A, He GB (2004) The effect of urea-formaldehyde resin pre-cure on the internal bond of medium density fiberboard. Holz Roh Werkst 62(6):439–444
Ding R, Su CH, Yang YG, Li CF, Liu JC (2013) Effect of wheat flour on the viscosity of urea-formaldehyde adhesive. Int J Adhes Adhes 41:1–5
No BY, Kim MG (2004) Syntheses and properties of low-level melamine-modified urea-melamine-formaldehyde resins. J Appl Polym Sci 93:2559–2569
Shahid SA, Ali M, Zafar ZI (2014) Characterization of phenol-formaldehyde resins modified with crude bio-oil prepared from Ziziphus mauritiana endocarps. BioResources 9:5362–5384
Zhang Y, Zhan F, Shi WF (2011) Photopolymerization behavior and properties of highly branched poly (thioether-urethane) acrylates used for UV-curing coatings. Prog Org Coat 71:399–405
Gu K, Li KC (2011) Preparation and evaluation of particleboard with a soy flour-polyethylenimine-maleic anhydride adhesive. J Am Oil Chem Soc 88:673–679
Pizzi A, Lipschitz L, Valenzuela J (1994) Theory and practice of the preparation of low formaldehyde emission UF adhesives. Holzforschung 48:254–261
Park BD, Jeong HW (2011) Hydrolytic stability and crystallinity of cured urea-formaldehyde resin adhesives with different formaldehyde/urea mole ratios. Int J Adhes Adhes 31:524–529
Barberá JJ, Metzger A, Wolf M (2000) Sulfites, thiosulfates, and dithionites. Wiley, Weinheim
Singh AP, Causin V, Nuryawan A, Park BD (2014) Morphological, chemical and crystalline features of urea-formaldehyde resin cured in contact with wood. Eur Polym J 56:185–193
Siimer K, Kaljuvee T, Christjanson P (2003) Thermal behaviour of urea-formaldehyde resins during curing. J Therm Anal Calorim 72:60
Park BD, Causin V (2013) Crystallinity and domain size of cured urea-formaldehyde resin adhesives with different formaldehyde/urea mole ratios. Eur Polym J 49:532–537
Qu P, Huang HY, Wu GF, Sun EH, Chang ZZ (2015) Hydrolyzed soy protein isolates modified urea-formaldehyde resins as adhesives and its biodegradability. J Adhes Sci Technol 29:2381–2398
Ferg EE, Pizzi A, Levendis D (1993) 13C NMR analysis method for urea-formaldehyde resin strength and formaldehyde emission. J Appl Polym Sci 50:907–915
Levendis D, Pizzi A, Ferg E (1992) The correlation of strength and formaldehyde emission with the crystalline/amorphous structure of UF resins. Holzforschung 46:263–269
Acknowledgements
The authors are grateful for the financial support of the National Natural Science Foundation of China (31400501).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Liu, C., Luo, J., Li, X. et al. Effects of Compounded Curing Agents on Properties and Performance of Urea Formaldehyde Resin. J Polym Environ 26, 158–165 (2018). https://doi.org/10.1007/s10924-016-0913-1
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-016-0913-1