
Abstract
Additive manufacturing (AM) of polymer-based composites in the automotive industry has enjoyed tremendous progress in recent times. The use of this manufacturing technique has made it possible for the manufacturing of cost-effective, single, complex and customized automotive components. Of all the available additive manufacturing techniques, stereolithography (SLA), selective laser sintering (SLS), fused deposition modelling (FDM), laminated object manufacturing (LOM) and inkjet are the most used in the creation of polymer composite parts in the automotive industry. In spite of the success recorded in the use of AM of polymer composites in the automotive industry, the technology is limited by the size and quantity of parts produced as some of the components are massive in size and often requires mass production. Hence, AM should be a complement and not a replacement to traditional manufacturing methods in the automotive industry. In this review, the progress made and some of the challenges that are associated with the use of AM of polymer-based composites in the automotive industry are presented.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The advent of additive manufacturing (AM) sometimes referred to as 3D printing has revolutionised the way complex components with special features are produced [1, 2], and tremendous success has been recorded in the use of this manufacturing technique in areas such as automotive, aerospace and packaging, just to mention a few [3–5]. In recent times, the AM of polymer-based composites in automotive structures has attracted significant attention because of the improved, modified, diversified generic material properties it promises through reinforcement introduction [3].
Since the first commercial introduction of AM with stereolithography (SLA) in 1987 by 3D systems, there has been a rapid evolution in AM especially in the last decade, as several techniques such as fused deposition modelling (FDM) (introduced and commercialised by Stratasys), solid ground curing (SGC) by Cubital and Helisys, digital light processing by Envision TEC, laminated object manufacturing by Cubital and Helisys and selective laser sintering by DTM Corp. have been developed [1, 6]. Today, there are different classifications of printing technologies in AM. Some are based on the deposition methods while others are based on material selection [7–9]. Despite the fact that AM came into the limelight a few decades ago, the standardization of the different techniques in AM was done recently. Based on this recent standardization, AM processes were classified into seven major categories [10–12] namely.
-
Binder jetting.
-
Material extrusion (3D plotting, fused deposition modelling, micro extrusion).
-
Direct deposition.
-
Material jetting (polyjet printing).
-
Powder bed fusion (selective laser melting, selective laser sintering. electron beam melting).
-
Sheet lamination and.
-
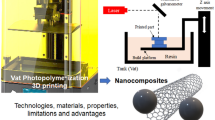
Vat photopolymerization (stereolithography or SLA, digital light processing (DPL), two-photon polymerization).
Polymers as well as blends of polymer composites have been discovered to address some limitations like mechanical and thermal performance associated with 3D printing or AM particularly in the automotive industry [13]. Tremendous research has been conducted on a number of polymers and polymer composites for use in the automotive industry. Polymers or engineering thermoplastics as it is sometimes called are some of the 3D printing materials that are available in commercial quantities. A number of these polymers provide high chemical stability and mechanical performance. The versatile nature of polymers made its use very popular particularly in the automotive industry [14] as they can be blended with other materials in the form of polymer composites to improve mechanical performance, bio-content during packaging and cost [15].
The fact that polymers are readily available in the form of a filament, resin and powder has made it a popular choice for AM processes because of the low manufacturing cost they profer especially for some classes of low-range machines [16–18]. In recent years, additional advantages such as a smaller footprint and minimal to no maintenance have been achieved in a high-end professional system of polymers printers [1], thus increasing the popularity of AM. Nevertheless, system instability that requires frequent calibration is often experienced by some AM systems. Some of the thermoplastics polymer materials commonly used for AM or 3D printing are acrylonitrile butadiene styrene (ABS) and its derivatives [19–21], polylactic acid (PLA) [22], polyvinyl alcohol (PVA) [23, 24], thermoplastic polyurethane (TPU) [25, 26], nylon [27], polyamides (Pas), polyamides (PIs), ployetherimides (PEIs), polyether block amide [28] and polycarbonates (PCs) [29]. Furthermore, the use of different materials with stiffness that ranges from soft to rubber-like and then to hard plastic material is increasing in AM processes and could be used in automotive structures, the body of amour and shoe soles [30, 31].
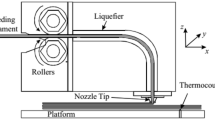
In AM, the 3D extrusion printer can be categorised based on their size as either large-scale or small-scale printers. Prior to the trademarking, small-scale 3D printers were called FDM. This name has now been replaced with fused filament fabrication (FFF), and the thermoplastic polymer filaments are extruded by the desktop-sized printer through a heated nozzle, and the extrudate is deposited on a heated bed [32] such that a bottom-up method is used in the building of the components. The cost of the printer and the final product is comparatively low when compared to selective laser sintering (SLS) [33]. Nevertheless, the printer’s limitations include a minimal filament diameter and a print area that is limited by the bed size of the printer.
During material development using 3D printing, the size of the filament influences the cost of manufacturing, as larger filament diameter increases the production cost and the time to optimize the processing conditions as more additives are needed. In a bit to overcome these, large-scale extrusion printers also known as big area additive manufacturing (BAAM) [34–36] that allows the use of filament feed systems or pellets were fabricated. BAAM increases the rate of production and the expected time of mass production using 3D printing. In selective laser sintering sometimes called powder bed fusion [37], a powder bed and a laser are needed to melt the polymer in a way that each layer of the melted polymer connects to the surrounding ones. The parts created by powder bed fusion is larger than those created by FFF. Hence, more space and resources are required if powder bed fusion is to be used. Polylactic acid (PLA) is the most commonly used thermoplastic for FFF. However, the use of PLA in SLS is limited due to its mechanical properties and thermal stability [38]. Hence, the materials used in the SLS technique are limited to resins and other materials that give minimal performance variability [39].
1.1 Fused deposition modelling
Of all the AM techniques listed above, FDM is one of the most used [40–43], as products created using this technique account for 41.5% of the market share and about 15,000 FDM machines already sold out at the end of 2010 [44], and as of July 2018, the market share grew to 69% [45]. Currently, the total sale of FDM cannot be accurately estimated as various firms have started production of cost-effective FDM printers. Initially, FDM was designed for pure thermoplastics or polymers; however, the advancement of technology has made it possible for the commercial availability of reinforced feedstock FDM although the authenticity of the developed feedstock is not guaranteed as most users customize their feedstock using suitable processing routes [46]. The availability of reinforced feedstock FDM in commercial quantity has further popularised the use of FDM in the automotive industry particularly in the production of polymer composite parts.
1.2 Selective laser sintering
With the aid of high laser power, the polymeric powder particles are fused in the SLS technique [47, 48]. Just like the other AM technologies, the polymer powders are laser fused at specific locations for each of the specified layers in the design [49] such that the quality of the final print is dependent on the processing conditions such as the scan speed and laser power [50, 51]. Also, the SLS technique allows the usage of blended polymers as well as polymer composites [52–55]. The advancement and use of this technique in the automotive industry have led to a drastic reduction in the cost and time of part production [56, 78]. Also, the polymer/polymer composite powder used in this technique makes it possible to print fine and exact part details as compared to the other printing methods as a fine layer of the powder polymer/polymer composite is produced by the printer sets using a laser to produce a second layer. This process continues until the desired part with a much smoother finish as compared to the other AM method is achieved.
1.3 Stereolithography
In terms of high resolution, watertight mechanical channel creation using liquidized photo-curable resin feedstock that is cured by ultraviolet (UV) light [57, 79] and mechanical stability, the stereolithography (SLA) has an edge when compared to the other AM techniques [58, 59]. Nevertheless, the photopolymer resin or UV resin used in this technique needs to be properly cured under ultraviolet light as the uncured or not properly cured resin is toxic and can be harmful to the user (as it could lead to severe health issues) and environment [60, 61]. When the resin is properly cured, it hardened and thus no longer toxic. The SLA technique has proven to be a fast, maskless, stable and layer-by-layer AM process with exceptional ability to build a 3D, high aspect ratio, lightweight microscale and mesoscale components [62]. Just like the SLS technique, SLA can utilize both synthetic and natural polymers; as such, they have areas of noticeable scope of application [63], particularly in the automotive industry. The successful use of SLA in the automotive industry has allowed AM or 3D printing to gain industrial status, and more innovative use of the technology is currently a top priority in many fields of study [64, 65]. One of such innovative studies conducted was the attempt made towards the development of mathematical models and the design of algorithms for the stereotography process to determine if a proposed objected or part could be created using 3D printing [66].
1.4 Laminated object manufacturing or sheet lamination
The laminated object manufacturing (LOM), sometimes addressed as sheet lamination, is the least explored and least popular AM technique. With the help of polymeric films, metal, foils and paper laminates as feedstock, this technique is used in the production of prototypes [67–69]. In this AM technique, the use of different combinations of the feedstocks helps in the creation of parts with improved mechanical properties [70]. Three major steps, namely, adhesion joining, clamping and ultrasonic welding, are involved during LOM-based printing. As such, there is a compromise between strategies of additive and subtractive manufacturing when this technique is adopted in building a 3D structure. Just like FDM, a prestep is required in LOM during the fabrication of fibre-reinforced composites and laminated before printing [71]. This technique offers a convenient and cost-effective way of producing millimetre to metre-sized parts such as automobile parts while incorporating micrometre-sized features. There has been significant improvement in the modern LOM machine as compared to the one patent by DiMatteo [72]. The modern LOM machine allows for a continuous material feed which makes it possible for a continuous strand of polymer tape, metal foil or paper to run through instead of the tedious manual layer stacking associated with the old LOM machines [72]. The application of multiple sensors and a CO2 laser in the modern LOM machine has drastically improved its cutting technique [72].
1.5 Inkjet
Inkjet printing differs from the other AM techniques in terms of its high resolutions and its ability to allow drop-on demand of different types of feedstocks such as hydrogels, liquid polymers, ceramics, metallic solutions and bio-inks [73–75]. Aside from the conductive interfaces which have been widely practised with inkjet printing, the technology has also been successfully used for building electrical devices, sensors in automotive and biomedical devices etc. [74,75,76,77, 80,81,82].
Depicted in Table 1 is a schematic description of the AM techniques of polymer composite frequently used in the automotive industry. In the table, used polymer matrix, filler and area of application in automotive is presented.
2 AM procedure in automotive applications
Over the years, the procedures used in AM have been improved and the applied techniques have ensured the production of precise component parts. The following are the AM procedure currently in use:
-
I. Computer-aided design (CAD): In AM process, the first step is the design of a digital model of the component to be produced [47, 57]. This procedure is not peculiar to the design of automotive parts alone but to all components that need to be produced using AM. The most common and perhaps the easiest method for developing the digital model is through CAD [83]. It is worth noting that the use of reverse engineering through 3D scanning has enjoyed patronage in the generation of digital models in the automotive industry [84].
-
II. Conversion of CAD model to STL file and the manipulation of the file: After the development of the CAD, there is a need to convert the CAD model to STL (stereolithography) file since the AM process varies from the traditional manufacturing methodology [85]. The surfaces of objects to be developed using AM whose CAD model has been converted to STL file are described using polygons [84]. Based on this, several model limitations such as the physical size of the model, the polygon count and the water tightness are considered before the developed CAD models are converted into STL files [84, 86]. Once the CAD model is converted into the STL file, the file is imported into a slicer program where it is converted into a G-code (a numerical control (NC) programming language) used in computer-aided manufacturing (CAM) to control the automated machine tools such as the computer numerical control (CNC) and 3D printers [84]. With the help of the slicer program, the designer can customize the build parameters such as layer height, support and the orientation of the parts of the components.
-
III. Printing: Often, the 3D printing machine comprises several small and complicated parts that require appropriate calibration and maintenance in order to create and print accurate parts [84]. After these are considered, the print material is carefully loaded in the printer having in mind that most of the used raw materials in AM often have a limited shelf life and thus require careful handling, although some AM processes allows for the recycling of excess build materials. Repeated reuse often results in a significant reduction in the properties of the produced component [84]. Most of the newly produced AM machines do not require monitoring once the print has been initiated as the machine would follow an automated process and only requires attention when the machine runs short of materials or encounters software errors.
-
IV. Print removal: The removal of parts for some AM technologies is as simple as just separating the printed part from the build platform while for others, it involves a highly technical process that requires precise extraction of the print while it is still attached to the build plate or encased in the build material. Thus, a complex removal procedure requires a highly skilled machine operator, controlled environments and the use of safety equipment [84].
-
V. Post-processing: Just like print removal, the post-processing procedure in AM varies from one printer technology to another. Stereolithography (SLA) requires the printed component to cure under ultraviolet (UV) light before handling [60]. Also, metal parts are often subjected to a stress relief procedure in an oven while parts produced using FDM can be handled immediately after printing [84]. For AM technologies that use support, the print is removed at the post-processing stage and most 3D printing materials are sanded while other post-processing techniques such as high-pressure air cleaning, tumbling, polishing and colouring are implemented to get the print user ready [83].
3 Meeting the requirements in automotive industry using AM
In the automotive industry, fuel economy and speed are very important factors that are considered during component/material selection, hence the need to develop lightweight components with intricate parts that allow for significant fuel economy. In order to fabricate these automotive components with high complexity in shapes, AM has been at the forefront for several years now and the following are required:
-
I. Weight-final parts: Weight reduction, in a bid to reduce fuel consumption, is one of the most critical aspects of the automotive industry [87]. In an attempt to improve performance, automotive applications use advanced engineering components with complex geometries. Creating these complex components using the traditional methods is tedious and time-consuming. Hence, AM is capable of producing these lightweight polymer parts that are useful in weight reduction in the automotive industry in the shortest possible time [87].
-
II. Complex geometry prototypes and final parts: Some parts of automotive are complex in geometry. A number of them require internal channels for conformal cooling, thin walls hidden features, complex curve surfaces and fine meshes [87]. Using AM of polymer composite, these complex structures can be manufactured such that they possess the needed lightweight and stability that is required of them [88], as this manufacturing technique provides a high degree of design freedom that is optimized by integrating the functional features in the components. Employing this manufacturing technique gives room for the cost-effective manufacturing of small batches of components/products with a high degree of customization. Also, the more complex the shape of the component is, the better it is to have it printed in 3D because the energy and cost for printing are independent of the complexity of the shape [89]. Thus, several parts can be integrated into one complex shape through redesigning, and the need to assemble or dismantle several components would be reduced [90].
-
III. Temperature testing and final parts: Some automotive application requires components to show a significant level of minimum heat deflection. A number of AM processes produce materials that are capable of withstanding temperatures well above \(105^\circ{\rm C}\), which are often maintained in the engine compartment of automotive [87]. The SLS-produced nylon as well as UV light-cured polymer are some of the AM-produced components suitable for high-temperature applications [84].
-
IV. Moisture testing and final parts: Most of the components of automobiles are moisture proof or moisture resistant, and this gives AM an edge over other manufacturing processes as printed parts can be post-processed to create a part that is watertight and moisture resistant [87].
-
V. Consolidation of parts, prototyping and final parts: With AM, the herculean task of item/part assembly that is associated with other manufacturing techniques can be drastically reduced since a single complex component can be produced in AM [83]. When considering how to reduce material usage, consolidation of parts is a major factor to consider in AM, as it helps in weight and cost reduction [84, 87]. Through part consolidation, inventory is reduced since many assemblies can be replaced with a single part. This helps in the reduction of repair/maintenance time in the automotive industry.
4 Benefits of AM in the automotive industry
The concept/usage of AM has benefited the automotive industry in more ways than one, and some of the benefits are.
Communication: In the automotive industry, design often begins with a scaled model that showcases the form of the vehicle or component of the vehicle that needs to be manufactured. After which a high detailed, smooth and scaled model of the automotive component is produced. In the automotive industry, these smooth, detailed and scaled components are usually produced using SLA and material jetting such that the intention of a design is clearly communicated, and the overall concept is showcased if the component is accurately modelled [84, 87].
Validation: The use of prototyping in AM is becoming more popular in the automotive industry as it allows the fast printing of a full-sized wing mirror using the low-cost FDM for the printing of a high-detailed full-coloured dashboard [87]. So far, there is a suitable AM technology for every needed prototype, and some of the available AM materials allow for full testing and prototype validation.
Pre-production: Although AM has been a bit disruptive in the area of production of low-cost rapid tooling for injection moulding, jig and thermoforming fixtures [84, 91]. However, in the automotive industry, low-cost toolings are allowed to be quickly manufactured and used to produce parts with low to medium runs [87]. Nonetheless, this pre-production prevents the risk associated with investing in high-cost tooling during the production stage.
Production: Owning to the large volume (greater than 100,000 parts per year) of production required in the automotive industry [92, 93], AM is mostly used as a prototyping solution rather than the manufacturing of end parts [94]. Also, due to the constant improvement in the speed and size of industrial printers, and the available materials, AM has enjoyed high patronage in medium-sized production runs, especially for higher-end automobile manufacturers with a restricted number of productions below average [87]. Since AM technique can be used to produce multiple design iteration within a short period, although with a little increment in production cost, the technique (3D printing or AM) serves as an effective tool for the development of products. Also, the technique provides a comparative speed in terms of production time as other typical techniques would have to go through several cycles before agreeing on the final design [84]. In addition to the comparative advantage in the area of speed, the technique is cost-effective in the event of any need to modify any design since expensive tools are not required to produce prototypes in AM.
Tooling: The use of tooling in the automotive industry is very extensive because it aids the production of high-quality products. Employing AM as a complement to this process has helped in the creation of jigs, complex features and other customized tooling equipment that are needed in the automotive industry. Already, an in-house AM-produced tooling equipment is been used at the Volkswagen Europa assembly [84], and this has discouraged sourcing of tooling equipment from third-party providers. The use of AM has drastically reduced the turnaround time and has proved to give a cost-effective return on investment through the enhancement of the overall production process [95, 96].
End-part production: The recent advancement in AM technology and materials has made it possible for the production of medium and small parts although this technology was initially designed as a prototype tool. The current use of AM in the automotive industry ranges from the production of interior components such as bellows, mounting brackets, complex dunting and engine parts to exterior components. A typical example is the use of 3D printing by Bugatti (a luxury car manufacturing company) in the production of a fully functional brake caliper [84]. With this success, 3D is set to be at the forefront of the production of this component.
Spare parts: By leveraging the advantages of AM, automakers can create spare parts upon demand and this will help in the reduction of inventory costs associated with part storage, improve the delivery time of produced components and simplify the supply chain.
5 Common automotive applications of AM of polymer composites
Owning to the near neat component produced and its flexibility, AM technique has found serious patronage in the automotive industry [97, 98]. Some of the common applications of AM of polymer composite in the automotive industry are.
-
I. Bellows: A semi-functional bellow piece that requires some level of flexibility in its mating or assembly can be produced using AM. In general, AM is suitable for applications that require the produced parts to be exposed to limited repetitive flexing motions. If the component to be produced requires significant flexing, other polyethene-based SLS materials like Duraform Flex are more suitable. Depicted in Fig. 1 is a 3D printed bellow using inkjet technique.
Fig. 1 
Three-dimensional printed bellows using inkjet [99]
Fig. 2 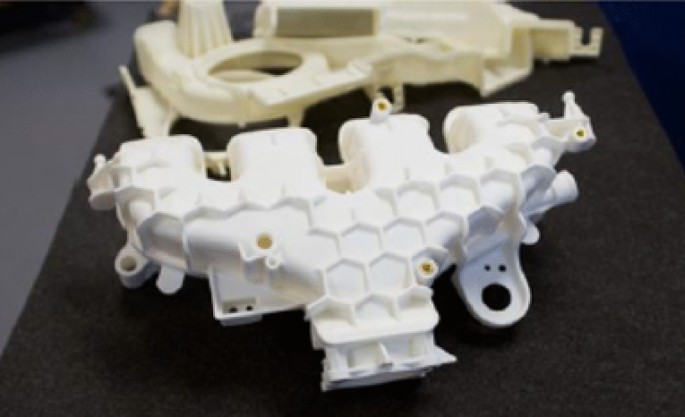
Three-dimensional printed complex functional ducting using SLS [84]


-
II. Complex ducting: The use of SLS additive manufacturing technique for the manufacturing of non-structural low-volume ducting like the environmental control system (ECS) ducting used for performance racing in automobiles and cabin pressurization in aerospace, one can as well design a highly optimised but very complex single-piece structure. Depicted in Fig. 2 is an SLS 3D printed complex functional ducting of an automobile.
Through the use of the SLS additive manufacturing technique, it is possible to vary the wall thickness, which in return helps in the increase of the strength-to-weight ratio through structural application of optimized surface webbing. It is worth noting that this procedure is quite expensive if the conventional manufacturing technique is used, but with the SLS technique, the complexity of the part has no cost implication on the prints as parts are printed with a high level of accuracy and without any support.
-
III. High detailed visual prototype: Some AM processes, unlike the traditional prototyping methods, are capable of producing multicolour designs with a surface finish similar to those produced via injection moulding. Using these models or AM processes, designers get a better understanding of how parts are formed and how they can perfectly fit. These highly accurate prototyping methods are ideal in the analysis and testing of aerodynamics. In automotive, AM is frequently used in the manufacturing of components that depends on aesthetics such as wing mirror, steering wheels, light housing and full interior dashboard. Of all the AM methods, SLA printing and material jetting are the most used for producing aesthetic prototype parts from a photo-activated resin. A full-coloured texture visual prototype centre console of automobile produced using AM technique is shown in Fig. 3.

Full-coloured, textured visual prototype centre console produced using AM [84]

Three-dimensional printed functional alternator bracket using SLS nylon [84]
-
IV. Functional mounting brackets: The ability to manufacture a lightweight, complex bracket within a short period is synonymous with AM industry. Aside from the simplicity in manufacturing organic shapes and designs, AM requires minimal input from operators as the technique is very fast in taking a design from the computing stage to the assembly stage, a procedure that is almost impossible with the traditional manufacturing methods such as CNC machining which requires the services of a skilled operator during part production. For the production of functional parts, powder bed fusion technologies such as SLS nylon and metal printing that allows a range of materials from nylon to titanium are more suitable. Through the use of SLS nylon, a functional alternator bracket of an automobile shown in Fig. 4 is 3D printed.
6 Current uses of AM of polymer/polymer composite in automotive
Fluid handling: Currently, electron beam and selective laser melting are used with polymer composites to make the fuel pumps and valves of the fluid handling system of automobiles [84].

Current and future use of AM in the automotive industry [100]

Some of the polymer/polymer composites manufactured parts of automobiles [105]
-
I. Automobiles exterior: With the help of selective laser technique, polymers have been successfully used in the manufacturing of windbreakers and bumpers of automobiles [100].
-
II. Manufacturing process: The use of polymer and hot worked steel in conjunction with the available AM techniques like selective laser melting, selective laser sintering and fused deposition modelling, the creation of prototypes, customized tooling and casting are possible, and these techniques can be used in both small and big automotive industry [83].
-
III. Seating and interior: The use of polymers/polymer composites and AM techniques such as laser sintering and stereolithography (STL), seat frames and dashboards could be easily manufactured [84].
-
IV. Suspension, tyres and wheels: With the use of AM techniques such as selective laser melting, laser sintering and inkjet technology, polymers and polymer composites can be manipulated to produce hubcaps, suspension springs and tyres [84].
-
V. Electronic components: The use of selective laser sintering on polymers/polymer composites has made it possible for the manufacturing of a range of delicate components such as embedded parts like sensors and single control panel parts [84, 101].
-
VI. Frameworks and doors: The use of selective laser melting has made it possible for polymer composite to be used in the creation of lightweight body panels such as doors and frameworks [102].
-
VII. Engine components: AM techniques such as selective laser melting and selective sintering [103, 104] have made it possible for reinforced polymer composite to be used in the creation of automotive engine components such as the crankshaft bearings, camshaft gear, crankshaft gear and timing gears. Figure 5 shows the current and future general use of additive manufacturing technology in the automotive industry while depicted in Fig. 6 are some of the parts/components of the automobile that are currently enjoying the usage of polymer/polymer composites in their production. The use of these polymer/polymer composites in the production of the parts/components is reported to have improved heat resistance, better durability and are less susceptible to shrinkage when compared to the previously used components [105].
7 Current challenges facing the use of AM in the automotive industry
-
I. Mass production: Although there is a fast acceptance and incorporation of AM by automotive original equipment manufacturers (OEMs) in the development and production of parts. However, general acceptance of this method is faced with the volume of production. In 2017 alone, over 80 million cars were produced [84], thus making the automotive industry dependent on mass, series production. Hence, AM should not be seen as a total replacement for the traditional manufacturing methods known for their mass or high volume production but as a complement for the production of low volume, customised automotive components or parts [106].
-
II. Build size: Currently, the build size of AM systems is limited [107] and is faced with the challenge of appropriately accounting for the needed sizes required by automakers. Although 3D printing technology allows for the production of larger parts, this needs to be created in modular parts after which other coupling technologies such as welding are used to assemble the parts. Nonetheless, there is growing research in the creation of large-scale AM technologies such as big area additive manufacturing (BAAM) [108] and wire additive manufacturing (WAAM) that can support larger built sizes similar to those required in the automotive industry [84].
-
III. AM skill gap: So far, there is still a wide gap between the available and needed skills required for AM technology to gain the required patronage expected of it [109, 110]. Important skills in the area of AM design, operation, systems maintenance, AM materials and post-processing must be developed and fostered. Also, the automotive industry must create a strong collaboration with universities and AM experts in order to improve and increase the pool of skilled talent in the use of AM technology.
-
IV. Some of the current applications of AM of polymer composites, material systems and the techniques used in the production of the component/part in the automotive industry are highlighted in Table 2.
8 Economic feasibility/sustainability and environmental impacts of AM in the automotive industry
The economic impact of AM in the automotive industry was noticed during the days of rapid prototyping on product development, where its usage was limited to the production of prototypes to minimize cost and speed up the production rate [113, 114]. Ranging from soft tooling to hard tooling or supporting the assembly line, AM has proved to be an unavoidable process due to its flexibility and ability to produce optimized automotive components [115]. In the automotive industry, mass customization plays a major role and the possibility of manufacturing a customized vehicle upon request has enhanced the customer-manufacturer collaboration, hence simplifying or shortening the supply chain. Also, the use of AM technique in the automotive industry allows customers and manufacturers to codesign products in such a way that their mutual requirements are met. Based on this flexibility, the range of the products can grow almost infinitely, and the cost of manufacturing is not increased significantly, except the customer needs and additional features which may require an additional price. Hence, AM is indeed a powerful tool capable of achieving a high level of product customization, and with unlimited market potential [116].
In a bid to estimate the economic feasibility and sustainability of AM in the automotive industry, a cost modelling of conventional manufacturing techniques and additive manufacturing techniques were used as the basis, and the material, machine and labour cost of the two manufacturing processes were used for the evaluation [117, 118]. Different variations of couplings ranging from single variation to 10 variation couplings were used to calculate the production cost for the two manufacturing techniques (conventional and additive), and it was discovered that the cost of AM produced parts is constant irrespective of the number of variation couplings used. However, the final cost of the component produced using the conventional technique (i.e. injection moulding) is dependent on the number of moulds used to produce the part variations [117, 119]. A breakeven point of both techniques for a single-type variation is the same, but differs as the number of variations increases, with the AM technique being a more cost-efficient way in the production of parts with multiple variations [119], and preferable in the production of very small series components, as this makes it possible keep inventories low or solve unexpected gripper configuration.
For the automotive manufacturers, AM profers a different approach for stocks management and the chain of supply. It is worth noting that automotive manufacturers are mandated to keep spare parts for the different models of vehicles manufactured for a legal duration of 10 years. Based on this, a number of the automotive industries depends on a third party for the manufacturing of these components and thus supports the spare part supply chain. This helps to reduce downtime as the AM provides the possibility of reproducing parts without specific and expensive tools which allow the stock of physical parts to be converted to a digital warehouse, such that the files of the 3D model, manufacturing methods/strategies are stored and can be used when needed [114, 116, 120]. On an industrial scale, the feasibility of using AM in the automotive industry is on the increase due to the entry of third-party suppliers of raw materials, and this enables the user to be independent of proprietary materials as the manufacturers of AM equipment are forced to make their equipment third-party material compatible. Hence, reducing the cost of raw materials required for the production of parts and also increasing competition in the market [120].
In the area of manufacturing and environment, the use of AM in automotive has a significant economic impact as it allows for the decentralization of manufacturing; and through digitalization, logistics can be simplified such that manufacturing of the automotive parts will be independent of location. Thus, there is a substantial reduction in the physical flow of materials and products which results in a significant reduction of emissions [113, 116, 121].
In spite of the vast benefits provided by the use of AM especially in materializing a digital product, critical issues such as the respect for the property of products designed have seriously affected the usage of this manufacturing technique, and this has been discovered to be one of the most severe economic consequence of additive manufacturing [114] because the 3D model of the developed or designed products are transmitted for end-user or industrial purpose base on the established contractual confidence between the supplier and the customer, and the transmitted files often contain not only the geometry of the designed product but also the material information, building strategies and parameters among other details that are needed to produce a product with high quality, which indeed needs to be protected [122]. In a bid to protect these AM files, a special security feature has been proposed to be incorporated in the files for the protection of the files and ease of identification of genuine products [123].
9 Conclusion
In this review paper, the recent progress made in the use of additive manufacturing of polymer and polymer composite in the automotive industry is presented. The different AM techniques that are available and those that are suitable for use with polymers and polymer composites are also presented. The enormous volume of parts, relatively slow speed of production and sometimes the massive size of some of the components were identified as the major challenge of the use of AM of polymer composite in the automotive industry. Nevertheless, there is tremendous research geared towards increasing the production speed in AM and the improvement in large-scale AM technologies such as BAAM and WAAM that are capable of supporting the massive sizes peculiar to the automotive industry. Lastly, the use of conventional manufacturing methods cannot be wished away because of the advent of AM but should serve as a complement to the already existing conventional manufacturing methods.
Data availability
Not applicable.
Code availability
Not applicable.
References
Nath SD, Nilufar S (2020) An overview of additive manufacturing of polymers and associated composites. Polymers 12(11):2719
Böckin D, Tillman A-M (2019) Environmental assessment of additive manufacturing in the automotive industry. J Clean Prod 226:977–987
Maguire A, Pottackal N, Saadi M, Rahman M, Ajayan PM (2021) Additive manufacturing of polymer-based structures by extrusion technologies. Open Mater Sci 1(1)
Dwivedi G, Srivastava SK, Srivastava RK (2017) Analysis of barriers to implement additive manufacturing technology in the Indian automotive sector. Int J Phys Distrib Logist Manag
Alfaify A, Saleh M, Abdullah FM, Al-Ahmari AM (2020) Design for additive manufacturing: a systematic review. Sustainability 12(19)
Wohlers T, Gornet T (2014) History of additive manufacturing. Wohlers report 24(2014):118
Taormina G, Sciancalepore C, Messori M, Bondioli F (2018) 3D printing processes for photocurable polymeric materials: technologies, materials, and future trends. J Appl Biomater Funct Mater 16(3):151–160
Stavropoulos P, Foteinopoulos P (2018) Modelling of additive manufacturing processes: a review and classification. Manuf Rev 5:2
Calignano F et al (2017) Overview on additive manufacturing technologies. Proc IEEE 105(4):593–612
Astm I (2015) ASTM52900-15 standard terminology for additive manufacturing—general principles—terminology. ASTM International, West Conshohocken, PA 3(4):5
Herzog D, Seyda V, Wycisk E, Emmelmann C (2016) Additive manufacturing of metals. Acta Mater 117:371–392
Patalas-Maliszewska J, Topczak M, Kłos S (2020) The level of the additive manufacturing technology use in polish metal and automotive manufacturing enterprises. Appl Sci 10(3):735
Curran S et al (2016) Big area additive manufacturing and hardware-in-the-loop for rapid vehicle powertrain prototyping: a case study on the development of a 3-D-printed Shelby Cobra. SAE Tech Pap 0148–7191
Picard M, Mohanty AK, Misra M (2020) Recent advances in additive manufacturing of engineering thermoplastics: challenges and opportunities. RSC Adv 10(59):36058–36089
Vadori R, Misra M, Mohanty AK (2017) Statistical optimization of compatibilized blends of poly (lactic acid) and acrylonitrile butadiene styrene. J Appl Polym Sci 134(9)
Postiglione G, Natale G, Griffini G, Levi M, Turri S (2015) Conductive 3D microstructures by direct 3D printing of polymer/carbon nanotube nanocomposites via liquid deposition modeling. Compos A Appl Sci Manuf 76:110–114
Horn TJ, Harrysson OLA (2012) Overview of current additive manufacturing technologies and selected applications. Sci Prog 95(3):255–282
Waheed S et al (2019) Three-dimensional printing of abrasive, hard, and thermally conductive synthetic microdiamond–polymer composite using low-cost fused deposition modeling printer. ACS Appl Mater Interfaces 11(4):4353–4363
Nuñez PJ, Rivas A, García-Plaza E, Beamud E, Sanz-Lobera A (2015) Dimensional and surface texture characterization in fused deposition modelling (FDM) with ABS plus. Procedia Eng 132:856–863
Weng Z, Wang J, Senthil T, Wu L (2016) Mechanical and thermal properties of ABS/montmorillonite nanocomposites for fused deposition modeling 3D printing. Mater Des 102:276–283
Samykano M, Selvamani SK, Kadirgama K, Ngui WK, Kanagaraj G, Sudhakar K (2019) Mechanical property of FDM printed ABS: influence of printing parameters. Int J Adv Manuf Technol 102(9):2779–2796
Cuiffo MA, Snyder J, Elliott AM, Romero N, Kannan S, Halada GP (2017) Impact of the fused deposition (FDM) printing process on polylactic acid (PLA) chemistry and structure. Appl Sci 7(6):579
Goyanes A, Kobayashi M, Martínez-Pacheco R, Gaisford S, Basit AW (2016) Fused-filament 3D printing of drug products: microstructure analysis and drug release characteristics of PVA-based caplets. Int J Pharm 514(1):290–295
Ni F, Wang G, Zhao H (2017) Fabrication of water‐soluble poly (vinyl alcohol)‐based composites with improved thermal behavior for potential three‐dimensional printing application. J Appl Polym Sci 134(24)
Han Y, Kim J (2018) A study on the mechanical properties of knit fabric using 3D printing-focused on PLA, TPU Filament. J Fash Bus 22(4):93–105
Xiao J, Gao Y (2017) The manufacture of 3D printing of medical grade TPU. Prog in Addit Manuf 2(3):117–123
Knoop F, Schoeppner V, Knoop FC, Schoeppner V (2015) Mechanical and thermal properties of FDM parts manufactured with polyamide. 12:10–12
Sastri VR (2010) Engineering thermoplastics: acrylics, polycarbonates, polyurethanes, polyacetals, polyesters, and polyamides, Plastics in medical devices 121–173
Kutz M (2011) Applied plastics engineering handbook: processing and materials. William Andrew 2011
Benzait Z, Trabzon L (2018) A review of recent research on materials used in polymer–matrix composites for body armor application. J Compos Mater 52(23):3241–3263
Dong G, Tessier D, Zhao YF (2019) Design of shoe soles using lattice structures fabricated by additive manufacturing 1, 719–728: Cambridge University Press
Benwood C, Anstey A, Andrzejewski J, Misra M, Mohanty AK (2018) Improving the impact strength and heat resistance of 3D printed models: structure, property, and processing correlationships during fused deposition modeling (FDM) of poly (lactic acid). ACS Omega 3(4):4400–4411
Centre MRDM, Ryder G, Ion B, Green G, Harrison D, Wood B (2002) Rapid design and manufacture tools in architecture. Autom Constr 11(3):279–290
Spreeman ME, Stretz HA, Dadmun MD (2019) Role of compatibilizer in 3D printing of polymer blends. Addit Manuf 27:267–277
Compton BG, Post BK, Duty CE, Love L, Kunc V (2017) Thermal analysis of additive manufacturing of large-scale thermoplastic polymer composites. Addit Manuf 17:77–86
Duty CE et al (2017) Structure and mechanical behavior of big area additive manufacturing (BAAM) materials. Rapid Prototyp J
Lee J-Y, An J, Chua CK (2017) Fundamentals and applications of 3D printing for novel materials. Appl Mater Today 7:120–133
Melnikova R, Ehrmann A, Finsterbusch K (2014) 3D printing of textile-based structures by fused deposition modelling (FDM) with different polymer materials 62, 012018: IOP publishing
Rocha CR, Perez ART, Roberson DA, Shemelya CM, MacDonald E, Wicker RB (2014) Novel ABS-based binary and ternary polymer blends for material extrusion 3D printing. J Mater Res 29(17):1859–1866
Kishore V et al (2017) Infrared preheating to improve interlayer strength of big area additive manufacturing (BAAM) components. Addit Manuf 14:7–12
Ning F, Cong W, Qiu J, Wei J, Wang S (2015) Additive manufacturing of carbon fiber reinforced thermoplastic composites using fused deposition modeling. Compos B Eng 80:369–378
Love LJ et al (2014) The importance of carbon fiber to polymer additive manufacturing. J Mater Res 29(17):1893–1898
Turner BN, Strong R, Gold SA (2014) A review of melt extrusion additive manufacturing processes: I. Process design and modeling. Rapid Prototyp J
Parandoush P, Lin D (2017) A review on additive manufacturing of polymer-fiber composites. Compos Struct 182:36–53
Alsop T (2018) Worldwide most used 3D printing technologies. Statista. Available: https://www.statista.com/statistics/756690/worldwide-most-used-3d-printing-technologies/
Singh S, Ramakrishna S, Singh R (2017) Material issues in additive manufacturing: a review. J Manuf Process 25:185–200
Prakash KS, Nancharaih T, Rao VVS (2018) Additive manufacturing techniques in manufacturing—an overview. Materials Today: Proceedings 5(2):3873–3882
Wong KV, Hernandez A (2012) A review of additive manufacturing, International scholarly research notices, vol. 2012, 2012
Chong L, Ramakrishna S, Singh S (2018) A review of digital manufacturing-based hybrid additive manufacturing processes. Int J Adv Manuf Syst 95(5):2281–2300
Caulfield B, McHugh PE, Lohfeld S (2007) Dependence of mechanical properties of polyamide components on build parameters in the SLS process. J Mater Process Technol 182(1–3):477–488
Williams JD, Deckard CR (1998) Advances in modeling the effects of selected parameters on the SLS process. Rapid Prototyp J
Salmoria GV, Leite JL, Vieira LF, Pires ATN, Roesler CRM (2012) Mechanical properties of PA6/PA12 blend specimens prepared by selective laser sintering. Polym Testing 31(3):411–416
Yan C, Hao L, Xu L, Shi Y (2011) Preparation, characterisation and processing of carbon fibre/polyamide-12 composites for selective laser sintering. Compos Sci Technol 71(16):1834–1841
Peyre P, Rouchausse Y, Defauchy D, Régnier G (2015) Experimental and numerical analysis of the selective laser sintering (SLS) of PA12 and PEKK semi-crystalline polymers. J Mater Process Technol 225:326–336
Xia Y et al (2013) Selective laser sintering fabrication of nano-hydroxyapatite/poly-ε-caprolactone scaffolds for bone tissue engineering applications. Int J Nanomed 8:4197
Reddy SN, Maranan KV, Simpson TW, Palmer T, Dickman CJ (2016) Application of topology optimization and design for additive manufacturing guidelines on an automotive component, vol. 50107, p. V02AT03A030. Am Soc Mech Eng
de Leon AC, Chen Q, Palaganas NB, Palaganas JO, Manapat J, Advincula RC (2016) High performance polymer nanocomposites for additive manufacturing applications. React Funct Polym 103:141–155
Brandhoff L, van den Driesche S, Lucklum F, Vellekoop MJ (2015) Creation of hydrophilic microfluidic devices for biomedical application through stereolithography vol 9518 p. 95180D. Int Soc Opt Photon
Stansbury JW, Idacavage MJ (2016) 3D printing with polymers: challenges among expanding options and opportunities. Dent Mater 32(1):54–64
Martin (2021) Is UV resin toxic? (cured/liquid/vapors)—complete guide. Available: https://the3dprinterbee.com/is-uv-resin-toxic-cured-liquid-vapors/
Black HT, Celina MC, McElhanon JR (2016) Additive manufacturing of polymers: materials opportunities and emerging applications. 2016
Maas J, Liu B, Hajela S, Huang Y, Gong X, Chappell WJ (2017) Laser-based layer-by-layer polymer stereolithography for high-frequency applications. Proc IEEE 105(4):645–654
Guo R, Ren Z, Bi H, Xu M, Cai L (2019) Electrical and thermal conductivity of polylactic acid (PLA)-based biocomposites by incorporation of nano-graphite fabricated with fused deposition modeling. Polymers 11(3):549
Hull C (2012) On stereolithography. Virtual and Physical Prototyping 7(3):177–177
Jacobs PF, Hull C (1992) Introduction to rapid prototyping and manufacturing, rapid prototyping & manufacturing: fundamentals of stereolithography, pp. 1–25
Asberg B et al (1997) Feasibility of design in stereolithography. Algorithmica 19(1):61–83
Liou FW (2007) Rapid prototyping and engineering applications: a toolbox for prototype development. Crc Press
Lee K (1999) Principles of cad/cam/cae systems
Gibson I, Rosen D, Stucker B, Khorasani M (2021) Materials for additive manufacturing, in Additive Manufacturing Technologies: Springer pp. 379–428
Pilipovic A, Raos P, Sercer M (2011) Experimental testing of quality of polymer parts produced by laminated object manufacturing-LOM. Tehnicki Vjesnik 18(2):253–260
Kumar S, Kruth JP (2010) Composites by rapid prototyping technology. Mater Des 31(2):850–856
Dermeik B, Travitzky N (2020) Laminated object manufacturing of ceramic-based materials. Adv Eng Mater 22(9):2000256
Calvert P (2001) Inkjet printing for materials and devices. Chem Mater 13(10):3299–3305
Calvert P, Crockett R (1997) Chemical solid free-form fabrication: making shapes without molds. Chem Mater 9(3):650–663
Kawase T, Shimoda T, Newsome C, Sirringhaus H, Friend RH (2003) Inkjet printing of polymer thin film transistors. Thin Solid Films 438:279–287
Li J, Ye F, Vaziri S, Muhammed M, Lemme MC, Östling M (2013) Efficient inkjet printing of graphene. Adv Mater 25(29):3985–3992
Sidambe AT (2014) Biocompatibility of advanced manufactured titanium implants—a review. Materials 7(12):8168–8188
Ma F, Zhang H, Hon KKB, Gong Q (2018) An optimization approach of selective laser sintering considering energy consumption and material cost. J Clean Prod 199:529–537
Tanerxun (2018) Principle of 3d printing-Stereolithography(SLA). Available: https://www.tanerxun.com/principle-of-3d-printing-stereolithography/.html
Korpela J, Kokkari A, Korhonen H, Malin M, Närhi T, Seppälä J (2013) Biodegradable and bioactive porous scaffold structures prepared using fused deposition modeling. J Biomed Mater Res B Appl Biomater 101(4):610–619
Lam CXF, Savalani MM, Teoh S-H, Hutmacher DW (2008) Dynamics of in vitro polymer degradation of polycaprolactone-based scaffolds: accelerated versus simulated physiological conditions. Biomed Mater 3(3):034108
Suresh G, Narayana KL, Mallik MK (2017) A review on development of medical implants by rapid prototyping technology. Int J Pure Appl Math 117(21):257–276
Gibson I (2015) Additive manufacturing technologies 3D printing, rapid prototyping, and direct digital manufacturing, ed: Springer
Sarvankar SG, Yewale SN (2019) Additive manufacturing in automobile industry. Int J Res Aeronaut Mech Eng 7(4):1–10
Gibson I, Rosen D, Stucker B, Khorasani M (2021) Software for additive manufacturing, in Additive Manufacturing Technologies: Springer 491–524
Iancu C, Iancu D, Stăncioiu A (2010) From CAD model to 3D print via "stl" file format. Fiability & Durability/Fiabilitate si Durabilitate no. 1
Hubs (2019, 19–11–2021) Automotive 3D printing applications. Available: https://www.hubs.com/knowledge-base/automotive-3d-printing-applications/
Gibson I (2017) The changing face of additive manufacturing. J Manuf Technol Manag
Quinlan HE, Hasan T, Jaddou J, Hart AJ (2017) Industrial and consumer uses of additive manufacturing: a discussion of capabilities, trajectories, and challenges, ed: Wiley Online Library
Kellens K, Baumers M, Gutowski TG, Flanagan W, Lifset R, Duflou JR (2017) Environmental dimensions of additive manufacturing: mapping application domains and their environmental implications. J Ind Ecol 21(S1):S49–S68
Leary M (2019) Design for additive manufacturing. Elsevier
ILO (2020) The future of work in the automotive industry, in "The need to invest in people’s capabilities and decent and sustainable work," International Labour Organization. Available: https://www.ilo.org/wcmsp5/groups/public/---ed_dialogue/---sector/documents/meetingdocument/wcms_741659.pdf
Leal R et al (2017) Additive manufacturing tooling for the automotive industry. Int J Adv Manuf Technol 92(5):1671–1676
Attaran M (2017) The rise of 3-D printing: the advantages of additive manufacturing over traditional manufacturing. Bus Horiz 60(5):677–688
Cotteleer M, Neier M, Crane, J (2014) Opportunity in tooling: additive manufacturing shapes the future. Deloitte University Press
Villalon AV (2005) Electron beam fabrication of injection mold tooling with conformal cooling channels
Delic M, Eyers DR (2020) The effect of additive manufacturing adoption on supply chain flexibility and performance: an empirical analysis from the automotive industry. Int J Prod Method 228:107689
Vasco JC (2021) Additive manufacturing for the automotive industry, in Additive Manufacturing: Elsevier pp. 505–530
MacCurdy R, Katzschmann R, Kim Y, Rus D (2016) Printable hydraulics: a method for fabricating robots by 3D co-printing solids and liquids, pp. 3878–3885: IEEE
Fentahun MA, Savas MA (2018) Materials used in automotive manufacture and material selection using ashby charts. Int J Mater Eng 8(3):40–54
Wu H et al (2020) Recent developments in polymers/polymer nanocomposites for additive manufacturing. Prog Mater Sci 111:100638
Craig PI, Giffi A, Gangula B (2014) 3D opportunity in the automotive industry, in Additive manufacturing hits the road. Deloitte University. Available: https://www2.deloitte.com/content/dam/insights/us/articles/additive-manufacturing-3d-opportunity-in-automotive/DUP_707-3D-Opportunity-Auto-Industry_MASTER.pdf
Cooper D, Thornby J, Blundell N, Henrys R, Williams MA, Gibbons G (2015) Design and manufacture of high performance hollow engine valves by additive layer manufacturing. Mater Des 69:44–55
Biamino S, Klöden B, Weißgärber T, Kieback B, Ackelid U (2014) Properties of a TiAl turbocharger wheel produced by electron beam melting, pp. 1–4
Akampumuza O, Wambua PM, Ahmed A, Li W, Qin XH (2017) Review of the applications of biocomposites in the automotive industry. Polym Compos 38(11):2553–2569
Huang SH, Liu P, Mokasdar A, Hou L (2013) Additive manufacturing and its societal impact: a literature review. Int J Adv Manuf Technol 67(5):1191–1203
Gutowski T et al (2017) Note on the rate and energy efficiency limits for additive manufacturing. J Ind Ecol 21(S1):S69–S79
Amautosummit (2015) 6 challenges for additive manufacturing in the automotive industry. Available: https://www.iqpc.com/media/1001886/47327.pdf
Javdekar C et al (2016) Closing the advanced manufacturing talent gap. Procedia Manuf 5:1197–1207
Vazquez E, Valenzuela P (2016) 3D opportunity for the talent gap, in "Additive manufacturing and the workforce of the future," Deloitte University. Available: https://www2.deloitte.com/content/dam/insights/us/articles/3d-printing-talent-gap-workforce-development/ER_3062-3D-opportunity-workforce_MASTER.pdf
Roy TD, Simon JL, Ricci JL, Rekow ED, Thompson VP, Parsons JR (2003) Performance of degradable composite bone repair products made via three-dimensional fabrication techniques, Journal of Biomedical Materials Research Part A: An Official Journal of The Society for Biomaterials, The Japanese Society for Biomaterials, and The Australian Society for Biomaterials and the Korean Society for. Biomaterials 66(2):283–291
Taboas JM, Maddox RD, Krebsbach PH, Hollister SJ (2003) Indirect solid free form fabrication of local and global porous, biomimetic and composite 3D polymer-ceramic scaffolds. Biomaterials 24(1):181–194
Giffi CA, Gangula B, Illinda P (2014) 3D opportunity in the automotive industry, Additive manufacturing hits the road: Deloitte University Press, p. 24
Piller FT, Weller C, Kleer R (2015) Business models with additive manufacturing—opportunities and challenges from the perspective of economics and management, in Advances in Production Technology: Springer Cham pp. 39–48
Baumers M, Dickens P, Tuck C, Hague R (2016) The cost of additive manufacturing: machine productivity, economies of scale and technology-push. Technol Forecast Soc Chang 102:193–201
Weller C, Kleer R, Piller FT (2015) Economic implications of 3D printing: market structure models in light of additive manufacturing revisited. Int J Prod Econ 164:43–56
Atzeni E, Iuliano L, Minetola P, Salmi A (2010) Redesign and cost estimation of rapid manufactured plastic parts. Rapid Prototyp J
Rahim SL, Maidin S (2014) Feasibility study of additive manufacturing technology implementation in Malaysian automotive industry using analytic hierarchy process, vol. 903, pp. 450–454: Trans Tech Publ
Ituarte IF et al (2018) Digital manufacturing applicability of a laser sintered component for automotive industry: a case study. Rapid Prototyp J
Khajavi SH, Partanen J, Holmström J (2014) Additive manufacturing in the spare parts supply chain. Comput Ind 65(1):50–63
Thiesse F et al (2015) Economic implications of additive manufacturing and the contribution of MIS. Bus Inf Syst Eng 57(2):139–148
Pei E, Ressin M, Campbell RI, Eynard B, Xiao J (2019) Investigating the impact of additive manufacturing data exchange standards for re-distributed manufacturing. Prog Addit Manuf 4(3):331–344
Gupta N, Chen F, Tsoutsos NG, Maniatakos M (2017) ObfusCADe: obfuscating additive manufacturing CAD models against counterfeiting, pp. 1–6
Acknowledgements
This research has been supported by Tshwane University of Technology and the University of Pretoria, South Africa. Also, the authors greatly appreciate the support of Eskom Power Plant Engineering Institute (Republic of South Africa).
Author information
Authors and Affiliations
Contributions
Smith Salifu: conceptualization, writing—original draft. Dawood Desai: conceptualization, writing—review and editing. Olugbenga Ogunbiyi: writing—review and editing. Kampamba Mwale: writing—review and editing.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
The author agrees to publication in the International Journal of Advanced Manufacturing Technology and confirms that the work described has not been published before, and its publication has been approved by all coauthors.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Salifu, S., Desai, D., Ogunbiyi, O. et al. Recent development in the additive manufacturing of polymer-based composites for automotive structures—a review. Int J Adv Manuf Technol 119, 6877–6891 (2022). https://doi.org/10.1007/s00170-021-08569-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-08569-z