
Abstract
Metal-polymer hybrid (MPH) injection molding is an innovative manufacturing process with vast potential in today industries. This article reviews MPH, covering its introduction, applications, significance, and associated challenges. The introduction outlines MPH unique principles distinguishing it from traditional injection molding techniques. Next, the MPH potential in the automotive industry is explored, highlighting its ability to merge high-strength metal components with polymer matrix, resulting in improved structural integrity, decreased weight, reduced gas emissions, and promising cost savings. In addition, the process allows the production of complicated shapes, providing a large design window. Furthermore, its production sustainability potential makes it an interesting alternative for eco-friendly goals. Nevertheless, several technical challenges face MPH process, which have been observed in previous research, such as process parameters, thermal expansion, shrinkage behavior, interfacial adhesion, and manufacturing defects through the molding operation are mentioned thoroughly. Furthermore, considering all the relevant factors, the future scope of study and development has also been evaluated.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The combination of plastic injection with metal, also known as metal-plastic hybrid injection molding or plastic overmolding, has evolved significantly recently. This innovative manufacturing process brings together the strengths of both materials, offering unique properties and expanded possibilities in various industries [1, 2]. Overmolding was first proposed by engineers and manufacturers in the mid-twentieth century as a technique to merge plastic and metal components to create products with increased performance and functionality. At first, simple overmolding approaches were initially used, in which plastic was molded directly onto a metal surface. However, this method had limitations in terms of adhesion and mechanical properties. Over the years, advancements in material science and injection molding technology facilitated the evolution of plastic injection onto metal. By optimizing surface treatments, primers, and bonding agents, the adhesion between plastic and metal was significantly improved [3]. This resulted in the creation of new reliable and robust MPH components as well as an increase in the complexity and precision of the MPH products. Manufacturers were able to create complex geometries and effectively combine multiple components, extending the MPH’s range of applications. In the recent decade, the automotive industries have embraced the advantages of MPH technology. In the automotive industry, overmolding allows for the creation of lightweight parts with improved strength, vibration, damping, and noise reduction (Fig. 1). Looking ahead, ongoing research and development in material science, molding technologies, and automation are expected to further enhance the capabilities of MPH injection molding. This will offer new possibilities for a wide range of applications, setting the way for a future in which hybrid products will play an increasingly important role in a variety of manufacturing industries.

Example of MPH application in car body in white (BIW), SABIC [87]
1.1 Impact of light weighting on the automotive industry
Research conducted by various institutes emphasizes that achieving lightweight vehicles holds the greatest potential as a solution for automobile manufacturers striving to meet the 2025 Corporate Average Fuel Economy (CAFE) standards [4]. It is important to note that certain survey participants are engaged in multiple technological paths, leading to a cumulative score exceeding 100%, as evident in the Fig. 2. Although lightweighting may seem straightforward, incorporating it practically into vehicles is slowed down by various intricate factors [5].

2025 CAFE standards prioritized technologies [4]
The pursuit of lightweighting may affect other aspects, such as dynamic stability, noise, and vibration performance. Furthermore, the strength and stiffness of components replaced by lighter alternatives must remain uncompromised, as any compromise could detrimentally influence both long term and, particularly, the crash performance of the vehicle. A vehicle typical mass distribution within its subsystems is predominantly governed by the body [6], constituting approximately 37% of the total vehicle mass on average. The chassis (30%), powertrain (14%), interior (12%), electrical components (4%), while the residual 3% is attributed to the heating, ventilating, and air conditioning (HVAC) and powertrain cooling systems. Similar distributions have been validated by other research studies as well [7, 8].
A consensus emerges across most studies, signifying that the body and chassis jointly contribute to approximately 65% of the total car mass. Therefore, it becomes imperative to regard the body in white (BIW) as a pivotal focal point for achieving vehicle lightweighting [9]. Within the literature, a plethora of approaches, ranging from alternative materials to optimized geometrical configurations and diverse manufacturing techniques, are under study to extract mass from the BIW while safeguarding the cars performance integrity [10, 11]. Simultaneously, automotive manufacturers must ensure that any resultant escalation in costs remains within acceptable thresholds. A standard low cost and weighty vehicle relies on traditional-stamped steel components to produces its BIW. In contrast, potentially lighter cars opt for high-strength steel (HSS) or aluminum for BIW fabrication. Among the most premium tiers, such as sports cars, where optimal dynamic stability is paramount, composites take precedence in forming the majority of components. Figure 3 shows the financial implications and potential for weight reduction in a vehicle employing diverse materials. It is worth noting that the reference point for this evaluation is the conventional medium-strength steel.

Impact of lightweight materials on the part cost [11]
The BIW of a vehicle is commonly made from stamped steel components, which are assembled through welding to constitute the entire structure. Typically, creating localized stiffening in stamped steel parts proves challenging. This difficulty arises predominantly from the nature of the raw material with uniform thickness used in the stamping or metal-forming process. The only way to manipulate stiffness along the length of a stamped steel component involves intricate geometric alterations. Yet, this is constrained by the draw ratio and becomes impractical beyond certain forming depths. The same principle holds for other materials, including aluminum, where components are often produced through an extrusion method. It goes without saying that introducing localized stiffness variations in an extruded aluminum part presents an even greater challenge. In response, automotive designers commonly employ local reinforcements within vehicles BIW to enhance stiffness and strength at specific strategic points. Examples of such reinforcements involve the central segment of the B-pillar, the roof, the center of the A-pillar, and the rocker panels [12]. These reinforcements are present also in other areas of the BIW, including the rails, floor, and C-pillar. These augmentations typically consist of HSS components, affixed through separate welding procedures. This scenario prompts both automakers and researchers to explore the integration of multi-material solutions within the BIW (Fig. 4). In contemporary times, the industry increasingly leans on multi-material design as a means to meet CAFE standards.

Automotive industry material interest [4]
2 Fundamentals of the injection molding
Injection molding stands out as a prevalent technique for creating plastic components, characterized by its cyclical progression of rapid mold filling, subsequent cooling, and ejection. A variety of materials both plastic and non-plastic can serve as feedstock. However, the machine must be configured for the type of material used. The material, usually in granule or powder form, undergoes plasticization within an injection unit, followed by high-pressure injection into a clamped mold (500–1500 bar) [13]. Injection molding proves to be a cost-effective means of mass production. Ready parts with tight tolerances can be produced often in a single automated step. Thereby, there is no need for extensive post-processing. Furthermore, the method offers the possibility of integrating different functions within a single part.
Injection molding separates the mold and the plasticizing zone, each governed by distinct conditions. The plasticizing region, including the plasticizing cylinder temperature, aligns with the processing temperature. In contrast, the mold is controlled to be sufficiently cold for demolding in the case of thermoplastics or appropriately warm for facilitating crosslinking in thermosets. The plasticized material is subsequently injected into the clamped mold. Within an injection molding machine, integration is achieved between the clamping unit, which houses the mold, and the injection unit. Full automation is feasible with a vertically parted mold installation, enabling parts to be released and ejected after demolding. Injection molding machines are typically used for the processing of thermoplastics. The injection unit exists in two variants: the piston injection unit and the reciprocating screw piston injection unit. The reciprocating screw technique is the most common. For thermoset processing, only screw piston machines are applicable due to the essential role of the screw in preventing prolonged dwell time and avoiding the risk of early crosslinking [14,15,16,17,18].
3 Transformation to MPH parts
While injection molding is relatively young in terms of manufacturing technology, several variations of the fundamental process have emerged. These include techniques like injection compression, gas-assisted molding, water injection, co-injection, and overmolding. Each of these methods is tailored to specific applications within the market. A comprehensive overview of these technologies is presented in Fig. 5. The processes outlined in the chart can be categorized into two main groups, multi-material molding and assisted molding. However, this discussion will focus exclusively on the multi-material processes category.

Process options for advanced molding technologies [13]
Although plastics already represent the state of the art in many applications, the use of plastics in load-bearing structures has been low to date for mechanical and safety-related reasons. In addition, with the progressive reduction in weight of metal structures, reductions in strength became increasingly apparent. A rise in failure due to dents was identified at nodal points and force transmission points as sheet metal became thinner and thinner. The deformation that occurs under load in this manner prevents full utilization of the load capacity of metal components. With relatively little effort, however, metal structures can be kept in their proper shape even under load. With the help of injection molding technology, plastic ribbing and bracing are molded onto the metal parts or metal profiles. These plastic structures enhance the capacity of the metal construction through optimal transmission and distribution of the forces in the component. In the case of MPH technology, the properties of two materials are combined in an optimal manner, resulting in synergistic effects that cannot be achieved with the respective materials alone. When comparing steel and plastics, each offers distinct benefits. Steel boasts a higher modulus of elasticity, providing strength and stability, ductile behavior during failure. Its versatility allows for straightforward designs and is well-established in automobile production. On the other hand, plastics excel in complex designs, integrate well, weigh less than steel, and resist corrosion. A large number of companies, automakers, research organizations, and academic institutions are intended to drive forward the MPH technology and demonstrate its potential for widespread adoption in automotive manufacturing on a large scale.
In-depth studies have shown that MPH designs can have a higher load capacity than open or even closed metal sections. With optimized ribbing, the hybrid solution is similar to a closed metal solution, even under torsional load. The technology is applied in practice in the Audi A6 AVANT (Fig. 6), and in the Ford Focus. Use of the technology in Audi vehicles led to a 10% reduction in production costs and a 15% reduction in weight. After initial experience with hybrid technology, Audi is implementing this technology successively in other models. In the case of the Ford Focus, a new step has been taken towards implementation of MPH technology through consistent integration of functions into the component [19].

MPH frontend, Audi A6
4 MPH injection molding process
The production process is based on two processing technologies: plastic injection molding and metal forming. The stamping is introduced into the mold after simple shaping of the sheet metal, and once the mold is closed, plastic is injection molded around it. The finished molding is taken from the machine when it has cooled (Fig. 7). The manufacturing process can be automated, allowing for the production of high-quality components on a large scale. MPH technology can also be used for vacuum forming, blow molding, and extrusion.

MPH process: a open mold, b positioned metal part, c molded component [19]
To make high-quality components, the injection mold must be exactly matched to the dimensions of the metal core. However, with today’s CNC-aided tooling production technology, this is doable without incurring substantial additional costs.
5 Characteristics and benefits of MPH parts
MPH parts offer a multitude of benefits and can address a range of technical challenges that might be difficult to overcome with monolithic materials. Due to the combination of strong metals and lightweight polymers, these hybrid parts often possess a high strength-to-weight ratio. This means they can provide the necessary structural strength while keeping the overall weight of the system low. Consider the case of the rear longitudinal beam, which establishes connections in various points. At the front end, it attaches to the rocker panel; in the center, it links to the shock tower; and at the rear end, it engages with the rear cross beam. The conventional design of this element, presented in Fig. 8a, consists of three distinct sub-parts: the primary U-shaped channel beam, a reinforcing plate, and a protective cover plate. These latter two components are attached to the initial one through spot welding. In contrast, Fig. 8b illustrates the MPH interpretation of this same element. The reinforcement plate has been substituted with an injection-molded thermoplastic cross-ribbed substructure, while the cover-plate thickness has been reduced.

Rear longitudinal beam. a All-metal; b MPH rear longitudinal beam [88]
Furthermore, the polymers in these hybrid parts offer excellent resistance to corrosion and wear, protecting the metal components and prolonging the life of the part [20, 21]. Concerning the thermal and electrical conductivity, the metal components ensure that these hybrid parts have good conductivity. This is particularly useful in applications where heat dissipation or electrical conductivity is important. The flexibility and moldability is one of the advantages, the polymers allowing these parts to be produced in complex shapes and designs. This extends their application to areas where specific geometrical configurations are required. Despite the differing thermal expansion rates of metals and polymers, careful design and material selection can result in hybrid parts with excellent dimensional stability over a range of temperatures. In addition, in many cases, producing hybrid parts can be more cost-effective than manufacturing parts from metals alone. This is due to the lower cost of polymers and the potential for reducing the amount of metal needed. These hybrid parts also can offer improved performance characteristics. For example, they can provide enhanced damping properties, reduce noise, improve heat dissipation, and offer better electrical conductivity [22, 23]. Furthermore, hybrid parts can potentially be more sustainable than those made from a single material, the use of lighter, less energy-intensive polymers can reduce the overall environmental impact of the manufacturing process.
6 Polymer materials for MPH
Based on the requirements of the automotive industry, the most suitable materials are stiff, with good impact properties, durability, facilitating low-cost system design, processes, and low weight. The most interesting materials are glass-filled thermoplastics. Normally, a polypropylene (PP) matrix material gives a good balance of properties and cost, and is suitable for a wide range of processes. An overview of the balance of properties is shown in Fig. 9 for various PP-based glass-filled materials. It can be seen that the glass content determines the basic stiffness of the material. A 30% short glass fiber PP has similar stiffness to a 30% long glass fiber PP. Increasing glass content increase the stiffness levels. The main reasons to move from short glass fiber to long glass fiber are impact resistance and durability. Moving from the injection-molding process to compression molding results in longer fibers in the finished parts, allowing some increases in the impact and durability properties of the carrier, depending on the needs for the system [24, 25].

Comparison of properties of short and long glass fiber PP injection-molded [24]
In 2019, SABIC introduced NORYL GTX resin in MPH technology, blending modified PPE and PA. It offers benefits surpassing traditional auto materials like PA66 and PBT. NORYL GTX is E-Coat compatible, maintaining shape under load, up to 20% lighter than other plastics, and up to 40% lighter than steel for fuel economy. It withstands − 40 °C to 220 °C, improving production stability. Its ductile low-temp impact shields components, hydrolysis resistance outperforms PBT, and stability surpasses PA6 and PA6, 6. This resin finds application in auto under-hood, interior, and body parts [26].
7 Polymer-tube-based hybrid parts
Among the recent innovations in MPH manufacturing, ElringKlinger introduced the process of internal high-pressure forming (IHPF) (Fig. 10). This technique involves the automated insertion of a thin-walled metal tube into a mold. As the mold halves are brought together, the tube is filled with a liquid and exposed to elevated pressure, hydroformed to its final shape. Subsequently, the process seamlessly transitions into a highly integrated injection-molding operation. This entails various procedures such as over-molding metallic elements, and incorporating additional functional components. Within the same tool cavity, thermoplastic material is injected, seamlessly taking shape to form the intricate contours of the component. Following adequate cooling within the mold, the MPH component is then automatically extracted and proceeds to undergo finalization in subsequent processing stages [27].

IHPF and injection molding process [32]
However, this fusion introduces intricate challenges when these materials are subjected to different load directions, particularly concerning tensile strength, shearing strength, and torsion strength. While metals typically exhibit high tensile strength, polymers are comparatively less robust. Balancing these differing properties to prevent premature failure or delamination under different loads demands precise material selection and design of connecting concepts, as illustrated in Fig. 11, which depicts different load cases and MPH connection strategies [28].

Connecting concepts for optimized load paths, Fraunhofer [28]
Hybrid cross-car beam (CCB) in Fig. 12 created through a metal hydroforming and polymer injection process exhibit a synergy between thermoplastic injection molding and localized metal reinforcement. This reinforcement can involve steel, aluminum, or cast structures. Within this framework, this innovative hydroforming hybrid technique takes center stage, combine hydroforming of metallic hollow structures or pipe profiles with injection molding. This approach replaces traditional methods like welded steel/aluminum or aluminum/magnesium, die-cast structures, and opting instead for hybrid designs that incorporate aluminum or steel tubes alongside thermoplastic materials. An array of benefits emerges from this hybridization, as highlighted by ElringKlinger. When compared to conventional technologies such as welded metal structures, these hybrid-formed components offer outstanding crash resilience and robust rigidity at a remarkably low weight. Furthermore, the design permits the strategic incorporation of metal components composed of magnesium, aluminum, or steel sheet in high-stress regions. The plastic injection molding process facilitates the integration of supplementary functionalities, including localized fixing points [29].

High-pressure forming and injection molding, a CCB, b front-end carrier, ElringKlinger [29]
Back to 2005, a collaborative research by General Electric Company, Carlisle Engineered Products, and Vari-Form, Goral et al. presents an engineered structure (Radiator Support of Nissan Xterra SUV) that combines a pressure sequenced hydroform (PSH) tube over molded with engineered thermoplastic (ETP) panel [30]. An exclusive attachment mechanism is formed during of the molding process (Fig. 13). This approach obviates the need for mechanical fasteners that would conventionally be obligatory to join the tube and the plastic panel. In the case of the hydroform tube, targeted features have been integrated to facilitate localized overmolding. The incorporation of flow-through holes on three sides of the tube permits the plastic material to traverse from the exterior to the interior of the tube, thereby engendering a cohesive three-dimensional attachment. The tube fourth side incorporates an opening for a mold core, effectively providing a shutoff mechanism capable of shaping an attachment band. The authors claim that this robust engineering is substantiated by impressive mechanical performance, with average peak loads consistently within the range of 3600 N.

Hybrid radiator support (Nissan Xterra SUV) [30]
The combination of hydroforming and polymer injection molding is an efficient solution to shorten the manufacturing process chain and to generate potential cost-savings. Landgrebe et al. in 2017 present an approach for the evaluation of the energy-efficiency and the robustness of process chains for resource-efficient manufacturing of MPH components [31]. This process involves semi-finished aluminum tubes with distinct surface treatments (sandblasted, laser-structured, and chemically treated), as well as glass fiber polymer (GFP) tubes. The hybrid process depicted in Fig. 14a and b initiates with the introduction of the tubular semi-finished product into the designated tool. Preceding this step, GFP tubes undergo initial preheating to 220 °C using an infrared heater. Upon achieving the desired temperature, the tempered tool is securely closed, generating a substantial closing force of 2500 kN. Employing hydroforming, the tube takes shape under a pressure of approximately 185 bar. Subsequently, plastic material is injected into the mold at a pressure of 1000 bar. Following the injection stage, a sequence of pressing, cooling, and plasticization follows (Fig. 14c).

a MPH Experimental setup; b hybrid process chain of hydroforming and polymer injection molding; c final part [31]
To ensure a dry process, the use of gaseous active media was implemented. Figure 15 show a cockpit crossbeam innovated as a demonstrative element intended for the prototype vehicle KULAN by Fraunhofer IWU in 2017. This assembly comprises a hydroformed crossbeam made from aluminum EN-AW6060, accompanied by a steering carrier produced via injection molding using glass-fiber-reinforced PA6. After the hydroforming and injection molding, the end caps are individually attached, facilitating the attachment of the assembly to the vehicle framework [32].

CCB for the KULAN vehicle [32]
Albert et al. investigated a special pipe, which is based on an extruded short fiber-reinforced thermoplastic inner tube. This inner tube was then wrapped by continuous fiber-reinforced thermoplastic tapes. Using the same matrix and fiber materials between the extruded tubes and the tapes, an ideal fusion of both layers was achieved. Figure 16 depicts the hydroformed-injection-molded composite. The authors found that the chosen pipe design yielded the achievement of airtight integrity for the pipes throughout the hydroforming-injection-molding process, while also establishing a highly effective bond between the pipe- and the injection-molding component [33].

Hybrid fiber-reinforced plastic pipes [32]
8 Polymer-sheet metal-based hybrid parts
Illustrated in Fig. 17 is an example of a load-bearing automotive BIW component employing the MPH concept. Commonly referred to as the rear cross-roof beam, this component interfaces with the C-pillars on the sides. Its flanges provide a support for both the roof panel and the rear window [34].

MPH injection overmolding, rear-end cross-roof carrier
Ford adopted this technology and applied in the front end of the Ford Focus model (Fig. 18), by the connection of three sheet metal profiles to a complex carrier by overmolding with plastic in one-step [35].

MPH front end for the Ford Focus [35]
In 2017, Dinesh et al. conducted a study at SABIC Research and Technology Pvt. Ltd., investigating the potential for weight reduction within a practical vehicle platform (with an approximate weight of 1070 kg). The study involved the substitution of select BIW reinforcements with lighter plastic hybrid alternatives. These reinforcements were present in various areas of the vehicle model, including the A-pillar vertical member, front rails, B-pillar, and rocker. A significant weight reduction potential (approximately 30%) is observed, as the baseline BIW structures were down-gauged with overmolded thermoplastics [5]. Another interesting example can be observed in the context of the Audi TT (Fig. 19). In this case, a hybrid front-end carrier featuring three contoured aluminum panels enveloped with glass fiber-reinforced Durethan BKV30 polyamide 6. Employing this manufacturing technology leads to a substantial weight reduction of 15% when compared to the conventional design. This aluminum-polymer hybrid front end not only contributes to a decrease in fuel consumption but also brings about enhancements in the vehicles driving dynamics. This is due to the strategic weight reduction achieved ahead of the front axle, giving stability to the front of the car [36].

MPH-front end of an Audi TT [36]
In 2017, Hoffmann et al. have extensively explored load-bearing, multifunctional MPH structures created by injecting plastic around large-scale sheet-metal frameworks. Through a series of tests, they closely investigated this approach. The utilized plastic in their study was the LNP VERTON RV00AESP (PA66LGF50), while the aluminum was AlMg3, 3.3535, with a sheet thickness of 1 mm. The authors found that the sheets and the polymer core both possess minimal torsional rigidity and work flexibly under torsion. When both components are simultaneously twisted without bonding, the resulting torsional stiffness is essentially an accumulation of the individual component stiffness. The deformed test beam displayed an intact bond between the metal and plastic [37]. In 2017, Kleffel et al. introduced a developed paint system functioning as an adhesion promoter, utilizing the reactive copolyamide Vestamelt Hylink from Evonik. This paint system was customized to meet the demands of MPH components, aligning with automotive industry requirements such as resistance to corrosion and temperature. The presented method demonstrates, using the example of the front-end carrier of the Ford CMAX. Furthermore, the paint application process was meticulously adapted for efficiency and full automation, suitable for coating sheet metal blanks through the continuous strip method illustrated in Fig. 20. Despite the absence of specific details concerning the utilized paint coating, possibly due to fierce competition in mastering this technology, the authors assert that the observed performance improvement in the front-end carrier could potentially lead to an approximately 20% reduction in weight [38].

a MPH process chain; b performance enhancements of the front-end carrier; c, d test vehicle Ford C-MAX with integrated MPH front-end carrier [38]
Figure 21 shows the roof frame manufactured using MPH technology from the work presented by Jäschke and Dajek in 2004. According to the authors, the elimination of the top sheet-metal shell by substitution of plastic reinforcement leads to a weight reduction achieved per part and vehicle in the region of 30% [39].

Hybrid roof frame design and analysis, and comparison of weight between series production and MPH design [39]
Volkswagen, BASF, Thyssenkrupp Steel Europe, and the Technical University of Braunschweig collaborated on solution approaches for the series implementation of MPH technology at the Open Hybrid LabFactory research campus in Wolfsburg. The work is represented in 2020 by Benjamin Bader et al. A hybrid structural component in the form of the A-pillar reinforcement of a Volkswagen Golf has been successfully produced. Compared to the series component made with monolithic steel construction, a 20% reduction in component weight was achieved while maintaining the same component performance. Furthermore, the number of individual components has been nearly halved through functional/component integration while retaining the same functionality. In the initial state of production process, the injection molding system is open, and the plasticizing unit is fully dosed. Control and component handling are highly automated through a robot using a multifunctional gripper. The IR oven heats the fiber-reinforced plastic (FRP) semi-finished product, while the multifunctional gripper is loaded with the pre-coated sheet metal blanks and pin inserts. After placing the blanks in the respective halves of the first tool stage, the sheet metal blank and the pre-applied adhesive layer warm up due to contact heat within the tool. When the tool closes, the heated FRP semi-finished product is pressed with the pre-coated sheet metal blank. The resulting material bond is cooled after thermoforming, and the resulting hybrid material (FRP-metal hybrid) is transferred for the application of the rib structure using injection molding in the second stage [40].
9 Polymer injection forming (PIF)
Polymer injection forming (PIF) is a new technology to manufacture sheet metal/polymer composite components in a one-operation production process. During the process, a metal blank is shaped inside an injection mould by using the injection pressure of the molten polymer. In the same step, the polymer is permanently bonded to the metal sheet creating a fully finished product in only one production step [41,42,43,44]. Tekkaya et al. introduced a combination of injection molding and sheet metal-hydroforming process in which polymer melt serves as a pressure medium. It has been observed that higher injection rate, higher injection temperature, and higher melt flow index of the processed polymer are necessary for the uniform pressure distribution and subsequently uniform forming of the sheet metal [45].
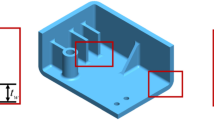
In 2016, Landgrebe et al. conducted a series of investigations to create a new manufacturing process by integrating the technologies of deep drawing, and injection molding of molten polymer forming. By combining these techniques, a novel approach was developed for the in situ production of MPH sheet components using a single tool. The process involves a two-step procedure. The initial step entails a mechanical deep drawing operation. Once the deep drawing is completed, the tool remains in the closed position, and the fluid polymer will be injected. This infusion results in the creation of a polymer-based reinforcement for the metal component. Simultaneously, the pressure exerted by the injected polymer induces localized deformations in the metal portion. These deformations can include the formation of undercuts and other intricate features. Figure 22 displays a pertinent test piece. This test component is comprised of a cup exhibiting internal ribbing and an undercut structure [46].

Principle of the PIF process [46]
In the integrated process of deep drawing and injection molding, the molten polymer assumes a dual role as a forming medium and deforms the inserted sheet metal during the filling phase of the injection molding process. Recent findings by Farahani et al. in 2019 highlight a substantial disparity in the compaction of the polymer melt within the hybrid-forming injection-molding procedure compared to the conventional injection molding conditions. This divergence arises from the simultaneous sheet deformation attributed to the notably elevated pressure applied to the melt within the cavity in the former method. Consequently, this can lead to a higher density of the injected part and possibly eliminate the packing phase in the hybrid process, especially in case of using pin-point gate (due to faster solidification of the gate) [47]. Figure 23 illustrates the sequences of the deep drawing and injection molding process proposed by Farahani et al.

Sequences of the PIF process [47]
10 Adhesion and bonding strength
Metal plastic–bonding strength is a critical aspect in engineering and manufacturing, as it determines the durability and reliability of products that incorporate both metal and plastic components. The interaction between these dissimilar materials requires a strong and lasting connection to ensure structural integrity and performance. Achieving a robust bond between metal and plastic involves intricate material science, surface preparation, and adhesive selection. This section explores the fundamental factors that influence metal plastic–bonding strength and underlines its significance.
10.1 MPH frictional connection
The type of connection known as force or frictional connection involves clamping together two touching surfaces. This creates a frictional force FR that counteracts any relative displacement between the surfaces. The frictional force is determined by Eq. 10.1, which takes into account the contact area AB, the stress between the contact surfaces σB, and the coefficient of friction μ.
In MPH technology, the shrinkage behavior of plastics is deliberately utilized to create a force-fit connection. During cooling from the molten state, the metal component impedes the shrinkage of the plastic, resulting in shrinkage stress. This pressure forces the plastic and metal together, enabling the transmission of forces and moments [48]. The transferable load significantly depends on the chosen plastic, the surface condition of the metal, and the geometry of both components. However, the practically usable portion is lower and is influenced by the operating temperature and the required service life. This is due, on the one hand, to the viscoelastic material behavior, which leads to stress reduction over time and is also temperature-dependent. On the other hand, during temperature increases, the more pronounced thermal expansion behavior of plastics results in stress reduction, which in extreme cases can lead to the detachment of the connection.
10.2 Form fit elements for joining MPH
Form fit can be defined by the interlocking of at least two individual parts through the selection of appropriate boundary surface geometries. Typically, the connection is achieved by the shape of the composite partners and not through material interaction. Depending on the constructive design, both rigid and movable connections can be realized in this manner. In MPH components, form fit is traditionally achieved by overmolding edges, openings, undercuts, or recesses. For flat connections in hybrid technology, new approaches also utilize regular patterns applied to the surface of the metal structures. These could involve line-shaped indentations or localized applied patterns. The size of these structures is crucial, as the general concept of form fit transitions smoothly into the theory of adhesion, particularly mechanical, as the structures become smaller. Based on the maximum dimensions of the structure’s width and height, a categorization of structures into nano, micro, meso, and macrostructures can be established, as shown in Fig. 24.

Depending on the design, point-like or line-shaped connections are formed as the plastic cools. It is important to note that due to the shrinkage and thermal expansion behavior, rigid connections generally result in force fit as well. The choice of design depends on the direction of stress. When appropriately designed, the use of form fit is suitable for transmitting multi-axial stress states, which can be challenging when manufacturing complex composite components subjected to diverse loads. Additionally, the risk of residual stresses and warping due to varying operating temperatures or moisture absorption is reduced based on the design, as no extensive surface connection is present [48]. Temesi and Czigany and Vasconcelos et al. have introduced a classification framework for adhesion theories, illustrated in Fig. 25, based on the dominant scale of action within the adhesion process [1, 49]. Metal surface preparation techniques can be categorized into three distinct groups:
-
1.
Subtractive technologies, including processes that remove material from the metal surface to generate micro or nano-scale structures, thereby increase the overall surface area (examples include abrasive blasting, laser structuring, and chemical etching)
-
2.
Additive technologies, involving the introduction of external components to the metal surface to enhance interfacial strength through physical and/or chemical adhesion mechanisms (methods like adhesion promoters, formation of oxide layers via electrochemical processes like anodizing, and the incorporation of metal powder in laser powder bed fusion)
-
3.
Alternative surface modification techniques, which primarily involve reshaping or forming the metal surface to create protrusions and indentations, without material removal (illustrated by methods like electron beam surface structuring)

10.3 Micro-structuring methods
Microstructures can be effectively employed to enhance the tightness of MPH components by utilizing mechanical adhesion. There are numerous methods available for producing microstructures [50,51,52,53,54]. An overview of various potential methods and the achievable structure sizes are presented in Fig. 26.

Microstructure methods [55]
Due to their complexity, costs, and required time, not all the methods listed in Fig. 26 for structuring metals are suitable for high-volume production. Therefore, the following will only focus on the methods that have been studied and investigated by researchers involving the improvement of MPH-bonding performance.
10.4 Microstructure filling in MPH
To achieve dense and robust MPH based on microstructures, these structures need to be filled with plastic. It is important to note that the filling of microstructures differs from that of macrostructures in conventional injection molding. This difference is primarily due to the small volume of plastic in relation to the surface area of the microstructures. As a result, heat transfer processes and solidification behavior have a significantly stronger impact on the filling process. Additionally, capillary forces cannot be entirely disregarded [50, 55]. In order to describe the filling of microstructures with molten plastic, knowledge of material specific parameters such as viscosity and surface tension of the molten plastic is required. Additionally, the wetting behavior of the plastic on the metal surface being used plays a crucial role.
10.4.1 Viscosity
Viscosity η is a parameter used to describe the flow behavior of molten plastics and fluids in general. According to Eq. 10.2, it is defined as the quotient of shear stress τ and shear rate γ̇, and thus concretely describes the resistance of the molten plastic against deformation through shear [50, 56].
Viscosity is influenced by several factors, with temperature and shear rate being the two main factors during processing. In terms of temperature, viscosity decreases exponentially as temperature increases. This is attributed to the increased free volume between polymer chains at higher temperatures, allowing molecules more space to move and flow. In contrast to Newtonian fluids like water, the viscosity of molten plastics is not constant. As the shear rate increases, the viscosity of molten plastics typically decreases, a behavior known as shear-thinning behavior. Only at very low shear rates do molten plastics exhibit a shear-rate-independent viscosity. This range is referred to as the Newtonian plateau, and the viscosity within this range is known as the zero-shear viscosity. Other factors influencing viscosity include pressure, molecular weight, and the use of fillers. Increasing these factors or their concentration leads to an increase in viscosity [57, 58].
10.4.2 Wettability behavior
The term “wettability” generally refers to the formation of an interface between a liquid and solid phase [59]. The contact angle β is used as a measure to describe the wetting state. It is formed by the tangent inclined to the droplets surface and the surface to be wetted. The equilibrium of interfacial tensions is described at the three-phase boundary depicted in Fig. 27 by the Young’s equation [60], Eq. 10.3. In this equation, σL represents surface tension, σSL represents the interfacial tension between the liquid and solid phases, and σS represents the interfacial tension between the solid and gas phases. A prerequisite for measuring the contact angle is that the surface tension is greater than the interfacial tension between the solid and gas phases [55].

When assessing wettability behavior, the general rule is that the smaller the contact angle, the better the wetting. A contact angle < 30° indicates optimal to sufficient wetting behavior. In the ideal scenario, the contact angle is zero, signifying complete wetting of the solid surface, also known as spreading. In addition to interfacial tensions and surface tension, wettability behavior is also greatly influenced by surface roughness, the temporal course, viscosity, and cleanliness of the surface. These factors should be carefully considered in the assessment, especially when examining microstructures [50, 55].
10.4.3 Analytical approach for shape filling
For a simple description of the shape filling of a microstructure, it can be modeled as a single capillary with the capillary radius RK and capillary height HK. This model is used to estimate the influence of capillary pressure pK by comparing it with the pressure gradient pFw resulting from flow resistance during complete filling. However, the pressure of the molten plastic pP as well as the time-dependent pressure losses due to inflow pVE (t) and flow-through pVD (t) of the capillary are not considered in. An extended model incorporating these pressures is depicted in Fig. 28, illustrating two time or filling states with the penetration depth hK (t) [50, 55].

a Model for describing the shape filling of a micro cavity upon the arrival of molten plastic, b during the filling process
When filling the mold cavity, the pressure of the molten plastic is applied to the capillary. For analytical consideration, this pressure is assumed to be constant. At the time t = 0 s of capillary filling, the filling state depicted in Fig. 28a is obtained. Starting from the beginning of shape filling at t > 0 s, in addition to the pressure of the molten plastic, the capillary pressure comes into effect. It can be calculated using the Young–Laplace equation applied to the capillary, Eq. 10.4 [61]. It is important to note that depending on the contact angle, the capillary pressure can be both positive and negative.
In general, the capillary pressure in molten plastics is small. However, as the structure size decreases, its importance grows, and it can no longer be ignored. There is no uniform definition of a critical size at which its consideration becomes necessary in the literature. Estimates vary between the sub-micrometer range and several hundred micrometers [62, 63]. Furthermore, when considering capillary pressure, the available time during which the molten plastic remains in a flowable state must be taken into account. Depending on the plastic, structure size, material, and process parameters, only a few milliseconds are available for this. For instance, in the case of 60-μm deep and 72-μm wide depressions in a tool made of polyphenylene sulfone at a temperature of 57 °C, using a transparent copolyamide with a melt temperature of 280 °C, a simulation estimated approximately 3.8 ms.
Furthermore, during the filling process, pressure losses occur due to the inflow and flow-through of the capillary. During the inflow of molten plastic into the capillary, an entry pressure loss pVE (t) is generated, which can be described using Eq. 10.5. Here, ζE represents the resistance coefficient during entry, and ρP is the density of the molten plastic. It is important to note that the density and velocity represented as the time derivative of penetration depth refer to the average state within the capillary [55].
As the penetration depth increases, there is an additional pressure loss due to the flow-through of the capillary, denoted as PVD (t). Depending on the penetration depth, this can be described using Eq. 10.6 [55]. Here, ζD represents the resistance coefficient for the flow-through of the capillary.
By applying the Hagen-Poiseuille law, Eq. 10.7, which also expresses flow resistance, the penetration depth can be described using the presented pressures. However, since the Hagen-Poiseuille law is only valid for homogeneous Newtonian fluids under laminar steady flow conditions, the description should be considered as an approximation. For the application, in Eq. 10.7, the volumetric flow rate is defined by the penetration depth and the capillary radius.where, RK is the capillary radius, Lk represent the capillary length, PK capillary pressure, PKE is the pressure at the capillary inlet, and PKA is the pressure at the capillary outlet.
Additionally, the pressure difference is formed by the sum of all acting pressures. Upon rearrangement, this yields the differential equation according to Eq. 10.8 for describing the penetration depth.
10.5 MPH-bonding strength investigations
In a study conducted by Landgrebe et al. in 2016, their investigation into bonding strength revealed that using polymer rings with a 6-mm width and the chemical bonding agent Vestamelt X1333 achieved a maximum shear strength of 19.7 N/mm2. Comparatively, laser-structured parts exhibited only a negligible reduction in strength, with joint failure occurring at 18.1 N/mm2. However, knurled tubes exhibited significantly lower strength, with a maximum shear value of merely 6.1 N/mm2. In contrast, uncoated or structured tubes displayed even lower performance, with only 1 N/mm2. Results for sandblasted tubes ranged similarly from 1 to 2 N/mm2. In conclusion, the authors established that among the tested methods, only laser structuring emerged as a substantial alternative to the chemical bonding agent Vestamelt X1333 in enhancing bonding strength [46].
In 2011, Lucchetta et al. investigated the aluminum sheet, surface topography, the injection overmolding process parameters, and the consequential adhesion between polymer and metal. The study revealed that elevated roughness on interfaces improves interlocking. This is attributed to rough topography facilitating polymer flow within metal cavities, increasing the interface area for better mechanical grip, and enabling glass fibers to anchor the polymer to the substrate. The authors also observed that this effect is heightened by increasing the metal substrate temperature. This accounts for the superior performance of PPS compared to PP. The rise in temperature improves the infiltration of the thermoplastic melt into the micron-sized roughness features, leading to increased fiber interaction with the metal substrate [64]. In the same context in 2018, Gebauer et al. explored also the impact of surface structuring on MPH adhesion strength. They employed aluminum AW6082T6 substrates, subjecting them to continuous wave and picosecond pulsed laser systems, followed by overmolding with a thermoplastic polyamide material. The findings revealed that continuous wave laser structuring improved the joining surface, established mechanical interlocking, and notably increased hybrid adhesion strength compared to untreated surfaces. The authors reported achieving a shear strength of 11.9 MPa, which exploits 90% of pure polyamide properties [65]. Previously, Roesner et al. explored a similar technique involving laser radiation for ablating metal surfaces to produce microstructures featuring undercut grooves. The authors stated that this approach establishes a mechanical interlock within the joint, leading to impressive shear strengths of up to 24 MPa [66]. Bonpain and Stommel in 2018 provided a schematic representation of a roughness and shear strength curve for adhesively bonded specimens (Fig. 29). This curve depicted that as the Ra (roughness average) value increases, the shear strength initially rises to a peak, then declines before experiencing another upturn [67].

Experimental roughness-shear strength curve (polymer is Zytel PA 66 GF 30). Cohesive fracture occurs at Ra > 10 μm [67]
Albert et al. presented findings regarding metal surface preparation in Table 1. The outcomes also indicated a significant surface enhancement, with the Laser structuring method. Diverse surface treatments, namely engrailing, sandblasting, and laser structuring, underwent testing on aluminum (EN AW6060) and steel pipes (1.4301). Optimal outcomes were attained for both aluminum and steel pipes through the utilization of laser structuring. The plastic material employed was PA6 with a 60% glass-fiber reinforcement. Table 1 outlines the attained adhesion levels for the laser-structured components, in comparison to the benchmark of chemical adhesion agent Vestamelt X1333 [33, 68].
In 2015, Yeh and Hsu employed plasma electrolytic oxidation (PEO) to create porous oxide layers as a coating treatment on aluminum sheets. They investigated the impact of various PEO-coating surface morphologies on plastic/metal adhesion through shear tests and microscopic analyses. The study revealed that alterations in surface morphology influenced bonding strength, and empirical data indicated that surface porosity was a significant determinant of direct adhesion. The research highlighted that dependable joints could be achieved on the porous coating, with strength proportionate to surface porosity. The shear strength observed ranged approximately from 3 to 8 MPa, corresponding to surface porosities between 7 and 20% [69]. In 2017, Hoffmann et al. assessed the feasibility of employing structuring process technology on a hybrid CCB component within the Mercedes A/B Class, MFA1 platform. This component produced by MPH process using (PA-GF60/Al) and was compared with the production state. The outcomes revealed that all test specimens met the required minimum strength threshold of 10 N/mm2. The authors stated that the direction of structuring emerged as a pivotal factor influencing the observed strength levels. Furthermore, both thermal and mechanical stresses did not result in any reduction of strength over the course of the evaluation [37].
A consensus emerges across various research studies, highlighting the efficacy of employing laser surface structuring on metal substrates prior to plastic injection processes. This method, consistently endorsed by multiple investigations, proves its utility by enhancing the adhesive interaction between the metal and plastic materials. Through precise laser-induced surface alterations, the topographical characteristics are optimized to promote improved mechanical interlocking and interfacial adhesion. This shared perspective underscores the strategic advantage of laser surface structuring as a reliable and effective technique to bolster the overall quality and performance of MPH components in diverse applications. Table 2 summarizes the research done on metal surface preparation and the achieved the MPH-bonding strength performance.
11 Moisture and the MPH adhesion
The existing research available in the open literature lacks a comprehensive exploration of the impact of water, whether absorbed by the polymer or attracted to the MPH interface, on the durability of BIW load-bearing structures. This is an essential concern that merits further attention to recognizing the significance of this issue in accurately evaluating the appropriateness of various surface preparation MPH technologies for BIW load-bearing automotive components. A concise analysis regarding the influence of moisture condition is offered in this section.
Moisture absorbed by polymeric materials can induce a spectrum of effects, some of which are reversible, while others lead to lasting alterations in polymer performance. Reversible processes include phenomena such as plasticization (entailing stiffness and strength reduction due to a lowered glass transition temperature) and swelling. Among the irreversible changes in polymeric materials are heightened hydrolysis under tensile stress in alkaline water, polymer oxidation, and formation of micro-cavities causing microstructural damage. Although thermal annealing is often used to remove absorbed water, it is widely acknowledged that polar polymers tend to retain residual water due to strong bonding to polar sites, rendering complete removal difficult [70].
Water also has the potential to reduce polymer-to-metal adhesion strength. It is commonly observed that there exists a critical humidity level or water concentration below which the MPH interface remains unaffected by environmental degradation [71]. It is widely accepted that water-induced adhesion loss is attributed to chemical reactions between adsorbed water molecules and polymer OH groups. These reactions can lead to the disruption of inter-chain hydrogen bonds and displacement of adsorbed OH groups from the substrate’s surface. Alternative mechanisms have been proposed suggesting that in adhesive joints relying only on secondary forces for adhesion, the inherent stability of the MPH substrate interface in the presence of absorbed liquids can be assessed by considering the thermodynamic work of adhesion [72].
Generally, the work of adhesion for a dry adhesive/substrate interface is characterized by a positive value, indicating thermodynamic stability within the interface. Nevertheless, the inclusion of water often triggers a notable decrease in the work of adhesion. In certain scenarios, the work of adhesion can even turn negative, leading to interface instability and rendering the polymer susceptible to displacement from the substrate by water [73]. Several researchers have observed that water or moisture’s presence can catalyze the hydrolysis of interfacial metal oxide. This process culminates in the creation of a hydrated oxide layer situated between the underlying metal substrate and the polymer. This newly formed layer possesses mechanical weakness, making it a probable location for interfacial failures. In summary, the aforementioned insights collectively suggest that a decline in adhesion strength can emerge from the impact of water on either the polymer’s interfacial layer, the metal’s interfacial layer, or both [74,75,76].
In general, the non-mechanical bond formed between metal and thermoplastic polymer is influenced by the polymer’s polar nature. In polar plastics, bonding is not purely covalent, resulting in an uneven time-averaged electron charge density and the emergence of electrical dipoles. These dipoles, existing at the MPH interface, impact electron distribution on the metal side, leading to the establishment of London dispersion bonding. This kind of bonding is typically absent in non-polar polymers. Examples of polar polymers include polymethyl-methacrylate (PMMA), polyamide (PA), poly-vinyl-chloride (PVC), and polycarbonate (PC), while poly-tetrafluoroethylene (PTFE), polyethylene (PE), PP, and polystyrene (PS) are illustrative of non-polar polymers [77]. The discussion above underscores that, for maximal chemical polymer-to-metal adhesion, polar polymers are favored. Nonetheless, a challenge arises with polar polymers due to their propensity to absorb excessive water. This, as previously mentioned, can trigger undesired micro-structural changes, introduce internal stresses through swelling, and weaken the MPH interface. As such, pinpointing the optimal thermoplastic polymer for direct-adhesion MPH applications proves complex. One noteworthy observation is that the micro-scale mechanical interlocking approach to BIW load-bearing MPH technology is least impacted by the presence of water. Given that polyamide (nylon) exhibits a relatively elevated maximum service temperature, a crucial consideration in ensuring the compatibility of MPH technology with E-coat curing treatment is the influence of water adsorption (surface phenomenon) and water absorption (bulk phenomenon) on the adhesion between nylon and metal, as well as the properties of nylon itself.
Within the nylon family, multiple variants exist, such as nylon 6, nylon 6/6, and nylon 6/12. The numerical labels denote the count of methyl units (–CH2–) next each nitrogen atom (amide groups), consequently shaping the material’s property spectrum. As the separation increases and the positional regularity of the amide groups declines, the polarity (and moisture absorbance) diminishes. At the same time, thermal stability decreases due to increased flexibility and mobility in the methyl unit segments of the main chain. With the elongation of these units, leading molecules to resemble polyethylene, as seen in nylon 6/12, the nylon’s characteristics shift closer to those of polyethylene. Accordingly, nylon 6/12 exhibits lower modulus, higher elongation, reduced strength, decreased thermal distortion temperature, lower hardness, and a lower melting point in comparison to nylon 6/6. Notably, moisture absorption in nylon 6/12, while more than nylon 6/6, is about half that of the latter. This ensures heightened consistency in the properties of nylon 6/12, with fewer fluctuations due to humidity exposure [78].
12 Thermal expansion behavior
The thermal expansion in MPHs arises due to the differences in the coefficients of thermal expansion (CTE) between the materials. The CTE refers to how much a material expands or contracts with changes in temperature. During the injection molding process, the plastic material is heated to a molten state and injected into the mold cavity, which includes the sheet metal or tube. As the molten plastic cools and solidifies, it undergoes a volumetric shrinkage or contraction. However, the metal has a lower CTE compared to the plastic. This means that it contracts less during the cooling process [65, 79]. The differential CTE between the plastic and the metal can lead to several challenges such as the mismatch in the CTE rates can result in residual stresses within the molded part. As the plastic cools and contracts more than the aluminium tube, it can exert internal stresses that may cause warping, distortion, or even cracking of the molded part. Furthermore, the differential contraction can lead to dimensional inconsistencies or deviations in the final part. The differential contraction can also affect the bond between the plastic and the metal.
The differential CTE between the plastic and the metal can result in surface defects on the molded part, such as sink marks or surface depressions. These defects occur when the plastic contracts unevenly, causing localized depressions or indentations on the surface of the part. Figure 30 shows design optimization of a MPH CCB to improve the bounding strength and overcome the CTE defects based on mechanical locking.

Design optimizations from cylindrical aluminum tube to a U-shaped steel profile to improve the MPH-bounding strength based on mechanical locking a MPH CCB, aluminum tube; b MPH CCB, U-shaped steel
A significant challenge arises from the temperature range within which the MPH component is intended to operate. In the automotive, this range can vary widely depending on the installation location, such as in the engine compartment, spanning from − 40 to 125 °C. Due to substantial differences in the CTE of plastics and metals, the stress condition between these materials can vary significantly with temperature. The magnitude of these stresses results from the interplay between the difference in expansion and the stiffness of the plastic and metal. In Fig. 31, the temperature-dependent behaviors of the linear CTE (a) and Young’s modulus (b) for PA66 and PP are illustrated alongside those of aluminum and non-alloyed steel for visual reference.

a Linear CTE; b Young’s modulus of PA66, PP, aluminum, and unalloyed steel as a function of temperature [55]
Due to the significantly different thermal conductivities of plastics and metals, temperature changes result in uneven heating or cooling of the composite components. As a result, the difference in expansion is either increased or reduced, leading to high stresses, especially in the case of sudden temperature changes. The thermal conductivity a is determined by the material characteristics density ρ, specific heat capacity Cp, and thermal conductivity λ according to Eq. 12.1. In terms of volume, the heat capacity at room temperature for plastics and metals is in the same order of magnitude. However, this differs for thermal conductivity, which is significantly lower in plastics. For example, the thermal conductivity of PA66 is 0.23 W·m−1·K−1, while for aluminum, it is about 455 times greater at 132 W·m−1·K−1. In contrast to the linear CTE, it only varies slightly. Molecular and fiber orientations must be considered, as thermal conductivity is increased parallel to these orientations and decreased perpendicular to them. The moisture content also needs to be taken into account as it affects the level of thermal conductivity.
In the design and construction process, it is essential, based on the understanding of thermal expansion behavior, to ensure that the stresses can be accommodated. Furthermore, attention must be paid to prevent excessive deformation of the composite component, for instance, due to an asymmetrical configuration.
12.1 Fillers and CTE
To enhance the CTE of plastic during MPH injection molding, various fillers can be added to the plastic matrix. These fillers help to modify the material properties and reduce the differential thermal expansion between the plastic and metal [80,81,82]. Commonly used fillers in plastic composites include glass fibers and carbon fibers, which contribute to improved strength, stiffness, and dimensional stability of the plastic material. The incorporation of glass fibers, for example, can effectively reduce the CTE of the plastic, bringing it closer to that of the metal. This is particularly evident in glass fiber–reinforced plastics (GFRPs), which exhibit enhanced thermal expansion properties, minimizing differential contraction during the cooling process. Additionally, mineral fillers like talc, mica, or calcium carbonate can be introduced to the plastic matrix to modify its thermal expansion properties. These fillers, with lower CTE values than the base plastic material, contribute to reduced differential thermal expansion, offering improved dimensional stability and minimizing warping during cooling. Another strategy involves the use of ceramic fillers, such as alumina or silica, to enhance the thermal expansion properties of the plastic. Ceramic fillers, known for their low CTE values, can enhance dimensional stability and further reduce differential contraction.
13 MPH and corrosion behavior
One crucial prerequisite for implementing MPH technology in BIW construction is the satisfaction of corrosion requirements. The car is divided into distinct corrosion sections, including dry sections (exposed to minimal corrosion), moist sections (subject to a minor degree of corrosion), and wet sections (subject to a higher degree of corrosion). For each of these sections, different requirements apply with regard to corrosion properties, and the result is that around a 12-year guarantee against corrosive penetration of the body can be given. By passive corrosion protection is meant the application of a layer of a protective material which hinders attack by corrosive media. Here, the coating thicknesses may range from 10−3 to several millimeters. At Audi, for example, the entire body is protected against corrosion by a primer coat applied by cathodic dip painting (cataphoretic paint). The question raised by Jäschke and Dajek was whether an MPH component would satisfy the same requirements as comparable metal components. In this direction, Jäschke and Dajek carried out a corrosion tests based on Audi internal inspection specifications INKA and P-VW 1210. The test pieces made of galvanized production sheet metal (quality St07 Z) and sheet metal coated with Granocoat (quality DC05) used in corrosion testing. The results showed that in both corrosion tests, compared with Granocoat components, MPH components of standard sheet metal consisting of galvanized steel (St 07 Z) showed considerably more advanced corrosion on the upper side, particularly in the area of the plastic connections [39].
14 Shrinkage behavior
Another challenge arises from the shrinkage behavior of plastics, impacting both design, construction, and manufacturing processes. Shrinkage in plastics engineering refers to the decrease in volume and dimensions of the molded part compared to the shape of the mold cavity or the initial form at room temperature. This is due to the temperature- and pressure-dependent expansion and contraction behavior as discussed in “Thermal expansion behavior,” known as the pvT behavior, of plastics. For a semi-crystalline plastic, this is schematically depicted in Fig. 32 with a description of the injection molding process. In this context, point 4 indicates the material state when ambient pressure is reached, and the plastic begins to shrink. Concerning insert components, this results in an expansion or contraction of the plastic component depending on the direction of shrinkage [55].

Schematic representation of the injection molding process of a semi-crystalline thermoplastic in the pvT diagram [55]
The total shrinkage consists of the processing and post-shrinkage. Processing shrinkage represents the shrinkage portion measured 16 to 24 h after manufacturing at a temperature of 23 ± 2 °C. It is essential to note that shrinkage differs parallel and perpendicular to the flow direction. The subsequent shrinkage due to chemical reactions, material release, post-crystallization, or retardation is termed post-shrinkage [83, 84]. The extent of shrinkage can be influenced in the injection molding process by its control. Important adjustable parameters include melt and mold temperatures, as well as holding pressure magnitude and duration. For MPH components, shrinkage poses a particular challenge, as the metallic component acts as a hindrance to shrinkage. This applies to both partial or complete encapsulations and direct surface overmolding. Consequently, stress builds up, which must be absorbed by the connection of the two materials. Furthermore, in cases of asymmetrical configurations in composite components, warping may occur [85, 86].
15 MPH and other potential lightweight multi-material approaches
MPH combines metal and polymer in a single injection molding process, offering a tailored blend of mechanical properties from both materials. On the other hand, multi-metal hybrid integrates multiple metals, such as steel/aluminum, with varying properties in a hybrid structure, allowing for the customization of material characteristics. Regarding hybrid metal composite materials, it combines metal with other materials like carbon or glass fiber or ceramics, providing a broad range of mechanical and thermal properties. In terms of processing complexity, MPH streamlines the process in a single injection-molding step, simplifying production compared to multi-step manufacturing. Multi-metal hybrid involves multiple steps for joining different metals, requiring precision in each step to achieve the desired properties. Hybrid metal composite materials manufacturing involves multiple processes, including composite fabrication and metal integration, increasing production time.
MPH enhances mechanical strength and durability due to metal-polymer synergy, offering tailored properties based on the specific metal and polymer combination. In contrast, multi-metal hybrid exhibits variable mechanical properties based on the combination of different metals, with potential improvements in strength and toughness. Hybrid metal composite materials offer a wide range of mechanical properties based on the metal matrix and composite reinforcement. MPH has proven to be generally cost-effective due to streamlined production. The costs of multi-metal hybrid can vary based on the metals used and the complexity of the manufacturing process, with tooling and joining processes contributing to overall expenses. The complex manufacturing processes of hybrid metal composite materials increase the overall expenses. While MPH, multi metal hybrid, and hybrid metal composite materials each offer unique advantages, the choice depends on the specific requirements of the application. MPH excels in streamlined production with a balance of metal and polymer properties, whereas multi-metal hybrid and hybrid metal composite materials provide versatility in tailored mechanical characteristics for specialized applications. The decision should consider factors such as material properties, production complexity, and cost considerations based on the desired outcomes for the given industrial context. While MPH process presents promising advantages, it is not without its limitations. Material compatibility can be a challenge, requiring precise control for optimal bonding and uniform distribution. The inherent complexity of the process demands significant investment in specialized equipment. Quality control issues may arise due to variations in material properties, and achieving consistent, high-quality results can be challenging. Additionally, MPH injection molding may have slower cycle times and face limitations in material combinations, influencing overall production efficiency and application versatility. Research and development efforts are crucial to overcome these challenges, and environmental considerations, such as recyclability, must be addressed to ensure a sustainable approach.
16 Conclusion
Metal-polymer hybrid injection molding, also referred to as metal overmolding, is an innovative manufacturing process with vast potential in the automotive industries. Due to many advantages over traditional techniques, including the unique characteristics of polymer injection molding, such as automation, speed, cost efficiency, and the ability to produce complex hybrid shapes, with good accuracy. MPH structures can replace all-metal parts in a variety of industries and areas of application. This review research provides a comprehensive examination and evaluation of the most recent advances in MPH technology; the following conclusions can be drawn from this review:
-
The pursuit of lightweighting in the automotive industry, crucial for meeting 2025 CAFE standards, presents complex challenges due to factors such as material choices, component strength, and cost implications.
-
Injection molding technology has facilitated the transformation of load-bearing structures through multi-material processes, synergizing the benefits of metal and plastics, leading to weight reduction, enhanced load capacity, and design flexibility in the automotive industry.
-
Glass-filled thermoplastics, particularly PP with long glass fibers, emerge as favorable polymer materials for MPH applications due to their stiffness, impact resistance, and cost-effectiveness, while optimizing glass content enhances stiffness and mechanical properties for automotive components.
-
The combination of hydroforming and polymer injection molding demonstrates potential for cost savings and efficient manufacturing of MPH parts.
-
Polymer sheet metal hybrid parts, application in the front-end carriers and load-bearing automotive components, exhibit innovative design and manufacturing techniques, reducing weight, and enhancing performance.
-
The novel process combining deep drawing and injection molding establishes an innovative approach for fabricating MPH sheet components, leveraging simultaneous mechanical forming and polymer infusion to create intricate structures and features.
-
In MPH technology, force or frictional connections are established by utilizing the shrinkage behavior of plastics to create a force-fit connection, while form fit involves interlocking through appropriate boundary surface geometries, enhancing the tightness of MPH components.
-
Laser surface structuring emerges as a consistent and effective method for enhancing adhesive interaction between metal and plastic in MPH components, offering improved mechanical interlocking and interfacial adhesion, thereby optimizing overall performance and quality.
-
The influence of water on the durability of MPH structures remains a critical yet insufficiently explored aspect, with moisture causing reversible effects like plasticization and swelling, as well as irreversible alterations such as hydrolysis and microstructural damage in polymers.
-
Differential thermal expansion between plastics and metals in MPHs leads to challenges such as warping, dimensional inconsistencies, and reduced adhesion, necessitating design considerations and filler incorporation to mitigate these issues. Filler materials like glass fibers, carbon fibers, minerals, and ceramics can be added to the plastic matrix to alter thermal expansion properties, aligning them with metals and improving dimensional stability, addressing the complex thermal behavior of MPH components.
Data availability
The data that supports this study are available within this article.
References
Vasconcelos RL, Oliveira GHM, Amancio-Filhoet ST, Canto LB (2023) Injection overmolding of polymer-metal hybrid structures: a review. Polym Eng Sci 63(3):691–722. https://doi.org/10.1002/pen.26244
Honkanen M (2011) Injection-molded hybrids-characterization of metal-plastic interfacial features. https://urn.fi/URN:NBN:fi:tty-2011101414842.
Melentiev R, Yudhanto A, Tao R, Vuchkov T, Lubineau G (2022) Metallization of polymers and composites: state-of-the-art approaches. Mater Des 221:110958. https://doi.org/10.1016/j.matdes.2022.110958
Winter D, Automakers focus on lightweighting to Meet CAFE standards. https://wardsintelligence.informa.com/WI000716/Automakers-Focus-on-Lightweighting-to-Meet-CAFE-Standards. Accessed 25 Jul 2023
Munjurulimana D, Anil T, Tom K, Joel T, Matthew D, Dhanendra N (2017) Light metal-plastic body-in-white solutions for automotive. in 25th Inter Tech Conf on the Enhanced Safety of Vehicles, National Highway Traffic Safety Administration 17–0126. https://www-nrd.nhtsa.dot.gov/departments/esv/25th/. Accessed 20 Jul 2023
Lutsey N (2010) Review of technical literature and trends related to automobile mass-reduction technology. https://escholarship.org/uc/item/85p4x0jn. Accessed 3 Jul 2023
Sah SK, Bawase MA, Saraf M (2014) Light-weight materials and their automotive applications, SAE Technical Paper 2011–01–0854. https://doi.org/10.4271/2014-28-0025
Makino K (2014) Advanced requirements for fuel efficient cars by creating efficient body, SAE Technical Paper 2011–01–0854. https://doi.org/10.4271/2011-01-0854
Goede M, Stehlin M, Rafflenbeul L, Kopp G, Beeh E (2009) Super light car—lightweight construction thanks to a multi-material design and function integration. Eur Transp Res Rev 1(1):5–10. https://doi.org/10.1007/s12544-008-0001-2
Lei F, Chen X, Xie XP, Zhu J (2015) Research on three main lightweight approaches for automotive body engineering considering materials, structural performances and costs , SAE Technical Paper 2015–01–0580. https://doi.org/10.4271/2015-01-0580
Ruth H, Nicolai M, Wolff van S, Andreas T (2012) Lightweight heavy impact. How carbon fiber and other lightweight materials will develop across industries and specially in automotive. Adv ind rep. McKinsey & Company. https://www.mckinsey.com/~/media/mckinsey/dotcom/client_service/automotive%20and%20assembly/pdfs/lightweight_heavy_impact.ashx. Accessed 20 Jul 2023
Nagwanshi DK, Marur SR, Marks MD (2012) Reinforced body in white and method of making and using the same. Google Patents. https://patents.google.com/patent/US8322780B2/en. Accessed 10 Jun 2023
Goodship V, ARBUG practical guide to injection moulding. 2004, Rapra Technology Limited and ARBURG Limited. https://www.dynacure.nl/download/Arburg%20practical%20guide%20to%20injection%20moulding.pdf. Accessed 20 Jul 2023
Kamal MR, Isayev AI (2009) Injection molding: technology and fundamentals. Hanser, Munich, pp 295–304
Fernandes C, Pontes AJ, Viana JC, Cunha AG (2018) Modeling and optimization of the injection-molding process: a review. Adv Polym Technol 37(2):429–449. https://doi.org/10.1002/adv.21683
Kashyap S, Datta D (2015) Process parameter optimization of plastic injection molding: a review. Int J of Plastics Technol 19(1):1–18. https://doi.org/10.1007/s12588-015-9115-2
Mohan M, Ansari M, Shanks RA (2017) Review on the effects of process parameters on strength, shrinkage, and warpage of injection molding plastic component. Polym Plastics Technol Eng 56(1):1–12. https://doi.org/10.1080/03602559.2015.1132466
Primo Benitez-Rangel J, Domínguez-González A, Herrera-Ruiz G, Delgado-Rosas M (2007) Filling process in injection mold: a review. Polym-Plastics Technol Eng 46(7):721–727. https://doi.org/10.1080/15583720701271641
LANXESS (2018) Plastic/metal hybrid technology. https://techcenter.lanxess.com/scp/americas/en/innoscp/tech/78310/article.jsp?docId=78310#. Accessed 15 Jul 2023
Ulaeto SB, Ravi RP, Udoh II, Mathew GM, Rajan TPD (2023) Polymer-based coating for steel protection, highlighting metal–organic framework as functional actives: a review. Corrosion Mater Degrad 4(2):284–316. https://doi.org/10.3390/cmd4020015
Nisa ZU, Chuan LK, Guan BH, Ayub S, Ahmad F (2022) Anti-wear and anti-erosive properties of polymers and their hybrid composites: a critical review of findings and Needs. Nanomaterials 12(13):2194. https://doi.org/10.3390/nano12132194
Zhao J, Wang G, Chen Z, Huang Y, Wang C, Zhang A, Park CB (2021) Microcellular injection molded outstanding oleophilic and sound-insulating PP/PTFE nanocomposite foam. Compos Part B Eng 215:108786. https://doi.org/10.1016/j.compositesb.2021.108786
Wang G, Zhao G, Dong G, Mu Y, Park CB, Wang G (2018) Lightweight, super-elastic, and thermal-sound insulation bio-based PEBA foams fabricated by high-pressure foam injection molding with mold-opening. Eur Polym J 103:68–79. https://doi.org/10.1016/j.eurpolymj.2018.04.002
Naughton P, Röttger J, Bowser B (2002) A new approach to hybrid front-end systems. SAE Technical Paper 2002–01–1229. https://doi.org/10.4271/2002-01-1229
Patil A, Patel A, Purohit R (2017) An overview of polymeric materials for automotive applications. Mater Today Proc 4(2):3807–3815. https://doi.org/10.1016/j.matpr.2017.02.278
SABIC, Metal/plastic hybrid solutions for structural components. https://www.sabic.com/en/Images/SABIC-NORYL-GTX-Resins-for-Structural-Components_tcm1010-24035.pdf. Accessed 13 Aug 2023
ElringKlinger (2023) Lightweight technologies. https://www.elringklinger.de/. Accessed 15 Jul 2023
Schieck F, Landgrebe D (2015) Innovative forming technologies for efficient light weight design in car body structures. https://publica.fraunhofer.de/bitstreams/2a0bbb6f-3c02-4c31-bba3-33a791313529/download. Accessed 13 Aug 2023
ElringKlinger (2023) Lightweight and elastomer technology.; https://www.elringklinger.de/en/press/publications/lightweight-and-elastomer-technology. Accessed 13 Aug 2023
Goral T, Prasad PS, Brown M, Panteret K, Klages J, Longhouse B (2005) Automotive front end structures constructed by over molding hydroform metal tubes to engineering thermoplastic structures. SAE Technical Paper 01–1680. https://doi.org/10.4271/2005-01-1680.
Landgrebe D, Kräusel V, Rautenstrauch A, Awiszus B, Boll J, Markov L (2017) Energy-efficiency and robustness in a hybrid process of hydroforming and polymer injection molding. Procedia Manuf 8:746–753. https://doi.org/10.1016/j.promfg.2017.02.096
Albert A, Werner M, Landgrebe D, Drossel WG, Layer M, Engelmann U, Kroll L (2019) Media based forming and injection molding based on fiber reinforced plastic tubes. Procedia Manuf 27:166–171. https://doi.org/10.1016/j.promfg.2018.12.060
Albert A, Zorn W, Layer M, Drossel WG, Landgrebe D, Kroll L, Nendel W (2017) Smart process combination for aluminum/plastic hybrid components. Technol For Lightweight Struct 1(2):44–53. https://doi.org/10.21935/tls.v1i2.91
Grujicic M, Sellappan V, He T, Seyr N, Obieglo A, Erdmann M, Holzleitner J (2009) Total life cycle-based materials selection for polymer metal hybrid body-in-white automotive components. J Mater Eng Perform 18:111–128. https://doi.org/10.1007/s11665-008-9279-4
NM Fürth (2023) Plastic metal hybrid technologies. https://www.nmfgmbh.de/wp-content/uploads/2022/06/Kunststoff-Metall-Hybridtechnik-deutsch-2.pdf. Accessed 13 Aug 2023
EA Association (2013) Applications – car body – body components. https://european-aluminium.eu/wp-content/uploads/2022/11/2_aam_body-components.pdf. Accessed 13 Aug 2023
Hoffmann L, Faißt B, Kose K, Eggers F (2017) Manufacturing and characterisation of high-strength plastic-metal hybrids. Lightw Des Worldwide 10:44–49. https://doi.org/10.1007/s41777-017-0014-4
Kleffel T, Kuhmann K, Drummer D (2017) Vermittler fur ungleiche Paare, in kunststoffe. https://www.kunststoffe.de/a/fachartikel/vermittler-fuer-ungleiche-paare-255477. Accessed 13 Aug 2023
Jäschke A and Dajek U (2004) Roof-frame design using hybrid technology. 25 - 45. https://techcenter.lanxess.com/scp/emea/en/docguard/Roof-frame_design_using_hybrid_technology.pdf?docId=63459. Accessed 10 May 2023
Bader B, Berlin W, Demes M (2020) Multimaterialbauweise in der Fahrzeugstruktur. ATZ Prod 7(3–4):34–39. https://doi.org/10.1007/s35726-020-0089-9
Farahani S, Arezoodar AF, Dariani BM, Pilla S (2018) An analytical model for non-hydrostatic sheet metal bulging process by means of polymer melt pressure. J Manuf Sci Eng 140(9):091010. https://doi.org/10.1115/1.4040429
Lucchetta G, Baesso R (2007) Polymer injection forming (PIF) of thin‐walled sheet metal parts—preliminary experimental results. AIP Conf Proc Am Inst Phys 907(1). https://doi.org/10.1063/1.2729652
Farahani S, Yeera VA, Pilla S (2020) Analysis of a hybrid process for manufacturing sheet metal-polymer structures using a conceptual tool design and an analytical-numerical modelling. J Mater Process Technol 279:116533. https://doi.org/10.1016/j.jmatprotec.2019.116533
Farahani S, Yelne A, Niaki FA, Pilla S (2019) Numerical simulation for the hybrid process of sheet metal forming and injection molding using smoothed particle hydrodynamics method. 01–0713. SAE Technical Paper. https://doi.org/10.4271/2019-01-0713
Tekkaya AE, Hussain MM, Witulski J (2012) The non-hydrostatic response of polymer melts as a pressure medium in sheet metal forming. Prod Eng 6(4–5):385–394. https://doi.org/10.1007/s11740-012-0392-8
Landgrebe D, Müller R, Haase R, Scholz P, Riemer M, Alberte A, Grützner R, Schieck F (2016) Manufacturing methods for hybrid metal-polymer components. in ASME Inter Mech Eng Congress Expos Am Soc Mech Eng 50527 V002T02A053. https://doi.org/10.1115/IMECE2016-65621
Farahani S, Zheng T, Pilla S (2019) Hybrid process of forming-injection molding–investigation of polymer melt behaviour and final injected part. SPE-ANTEC Detroit, MI.
Schuck M (2009) Kompatibilitätsprinzipien beim Montagespritzgießen.Friedrich-Alexander-Universität Erlangen-Nürnberg (FAU). https://opus4.kobv.de/opus4-fau/frontdoor/index/index/docId/934. Accessed 13 Aug 2023
Temesi T, Czigany T (2020) Integrated structures from dissimilar materials: the future belongs to aluminum–polymer joints. Adv Eng Mater 22(8):2000007. https://doi.org/10.1002/adem.202000007
Rytka C (2016) Replication of functional polymeric micro-and nanostructures. 2016, Dissertation, Dortmund, Technische Universität. https://eldorado.tu-dortmund.de/bitstream/2003/35192/1/RytkaPHD.pdf. Accessed 13 Aug 2023
Kleffel T, Drummer D (2017) Investigating the suitability of roughness parameters to assess the bond strength of polymer-metal hybrid structures with mechanical adhesion. Compos Part B Eng 117:20–25. https://doi.org/10.1016/j.compositesb.2017.02.042
Frey P, Heinle M, Drummer D, Merklein M (2015) Influence of metal inserts with microformed edges on subsequent injection assembly moulding for media tight electronic systems. in MATEC Web of Conf. EDP Sciences 09013. https://doi.org/10.1051/matecconf/20152109013
Chowdhury D (2009) Combination of self-assembly and nanolithography as an effective nanofabrication methodology for device realization. Current Sci 923–932. https://www.jstor.org/stable/24104682. Accessed 13 Aug 2023
Frey P, Heinle M, Leisen C, Drummer D, Merklein M (2015) Embossing of metal inserts for subsequent assembly injection moulding of media tight electronic systems. Key Eng Mater 639:99–106. https://doi.org/10.4028/www.scientific.net/KEM.639.99
Kleffel T (2022) Kunststoff-Metall Verbunde mit hoher Dichtheit auf Basis elektrochemisch erzeugter Mikrostrukturen, Friedrich-Alexander-Universität Erlangen-Nürnberg (FAU). https://opus4.kobv.de/opus4-fau/frontdoor/index/index/docId/19109. Accessed 13 Aug 2023
Koszkul J, Nabialek J (2004) Viscosity models in simulation of the filling stage of the injection molding process. J Mater Pro Technol 157(2):183–187. https://doi.org/10.1016/j.jmatprotec.2004.09.027
Brinkmann S, Schmachtenberg E (2013) Saechtling Kunststoff Taschenbuch. Carl Hanser Verlag GmbH Co KG. http://files.hanser.de/Files/Article/ARTK_LPR_9783446434424_0001.pdf. Accessed 13 Aug 2023
Lobo H, Bonilla JV (2003) Handbook of plastics analysis. Crc Press Vol 68. https://doi.org/10.1201/9780203911983.
Surace R, Sorgato M, Bellantone V, Modica F, Lucchetta G, Fassi I (2019) Effect of cavity surface roughness and wettability on the filling flow in micro injection molding. J Manuf Process 43:105–111. https://doi.org/10.1016/j.jmapro.2019.04.032
Vera J, Contraires E, Brulez AC, Larochette M, Valette S, Benayoun S (2017) Wetting of polymer melts on coated and uncoated steel surfaces. Appl Surf Sci (410) 87–98. https://doi.org/10.1016/j.apsusc.2017.02.067
Washburn EW (1921) The dynamics of capillary flow. Phys Rev 17(3):273. https://doi.org/10.1103/PhysRev.17.273
Choi SJ, Kim SK (2011) Multi-scale filling simulation of micro-injection molding process. J Mech Sci Technol 117–124. https://doi.org/10.1007/s12206-010-1025-9
Kim DS, Lee KC, Kwon TH, Lee SS (2002) Micro-channel filling flow considering surface tension effect. J Micromech Microeng 12(3):236. https://doi.org/10.1088/0960-1317/12/3/307
Lucchetta G, Marinello F, Bariani P (2011) Aluminum sheet surface roughness correlation with adhesion in polymer metal hybrid overmolding. CIRP Ann 60(1):559–562. https://doi.org/10.1016/j.cirp.2011.03.073
Gebauer J, Fischer M, Lasagni AF, Kühnert I, Klotzbach A (2018) Laser structured surfaces for metal-plastic hybrid joined by injection molding. J Laser Appl 30(3). https://doi.org/10.2351/1.5036803
Roesner A, Scheik S, Olowinsky A, Gillner A, Reisgen U, Schleser M (2011) Laser assisted joining of plastic metal hybrids. Phys Procedia 12:370–377. https://doi.org/10.1016/j.phpro.2011.03.146
Bonpain B, Stommel M (2018) Influence of surface roughness on the shear strength of direct injection molded plastic-aluminum hybrid-parts. Inter J Adhesion Adhesives 82:290–298. https://doi.org/10.1016/j.ijadhadh.2018.02.003
Albert A, Drossel WG, Zorn W, Nendel W, Raithel D (2015) Process combination of hydroforming and injection moulding for the in situ manufacturing of metal and plastic composite structures. in Mater Sci Forum Trans Tech Publ. https://doi.org/10.4028/www.scientific.net/MSF.825-826.522.
Yeh RY, Hsu RQ (2015) Application of porous oxide layer in plastic/metal direct adhesion by injection molding. J Adhesion Sci Technol 29(15):1617–1627. https://doi.org/10.1080/01694243.2015.1038955
Fan XJ, Lee SWR, Han Q (2009) Experimental investigations and model study of moisture behaviors in polymeric materials. Microelectron Reliab 49(8):861–871. https://doi.org/10.1016/j.microrel.2009.03.006
Costa ML, Rezende MC, De Almeida SFM (2006) Effect of void content on the moisture absorption in polymeric composites. Polym Plast Technol Eng 45(6):691–698. https://doi.org/10.1080/03602550600609549
Gledhill R, Kinloch A (1974) Environmental failure of structural adhesive joints. J Adhesion 6(4):315–330. https://doi.org/10.1080/00218467408075035
Airale AG, Carello M, Ferraris A, Sisca L (2016) Moisture effect on mechanical properties of polymeric composite materials. AIP Conference Proceedings. Vol. 1736. No. 1. AIP Publishing. https://doi.org/10.1063/1.4949595
Venables J (1984) Adhesion and durability of metal-polymer bonds. J Mater Sci 19:2431–2453. https://doi.org/10.1007/BF00550796
Davis G, Whisnant P, Venables J (1995) Subadhesive hydration of aluminum adherends and its detection by electrochemical impedance spectroscopy. J Adhesion Sci Technol 9(4):433–442. https://doi.org/10.1163/156856195X00374
Kinloch A, Little M, Watts J (2000) The role of the interphase in the environmental failure of adhesive joints. Acta Mater 48(18–19):4543–4553. https://doi.org/10.1016/S1359-6454(00)00240-8
Zhang C, Stevens GC (2008) The dielectric response of polar and non-polar nanodielectrics. IEEE Trans Dielectr Electr Insul 15(2):606–617. https://doi.org/10.1109/TDEI.2008.4483483
Grujicic M, Sellappan V, Omar MA, Seyr N, Obieglo A, Erdmann M, Holzleitner J (2008) An overview of the polymer-to-metal direct-adhesion hybrid technologies for load-bearing automotive components. J Mater Process Technol 197(1–3):363–373. https://doi.org/10.1016/j.jmatprotec.2007.06.058
Tolinski M (2013) Metals meet plastics. Plastics Eng 69(7):16–22. https://doi.org/10.1002/j.1941-9635.2013.tb01035.x
Amancio-Filho S, Dos Santos J (2009) Joining of polymers and polymer–metal hybrid structures: recent developments and trends. Polym Eng Sci 49(8):1461–1476. https://doi.org/10.1002/pen.21424
Heinle C, Brocka Z, Hülder G, Ehrenstein GW, Osswald TA (2009) Thermal conductivity of polymers filled with non-isometric fillers: a process dependent, anisotropic property. in Proceedings of the 67th Annual Tech Conf of the Society of Plastics Eng 22–24. https://citeseerx.ist.psu.edu/document?repid=rep1&type=pdf&doi=b39ab06c2bebf2d1184c43095aab833819b13ce8. Accessed 13 Aug 2023
GEORGE A, Khachane BH (2023) IMC technology for light weighting. 28–1308. https://doi.org/10.4271/2023-28-1308.
Zhao NY, Lian JY, Wang PF, Xu ZB (2022) Recent progress in minimizing the warpage and shrinkage deformations by the optimization of process parameters in plastic injection molding: a review. Int J Adv Manuf Technol 120(1–2):85–101. https://doi.org/10.1007/s00170-022-08859-0
Wang R, Zeng J, Feng X, Xia Y (2013) Evaluation of effect of plastic injection molding process parameters on shrinkage based on neural network simulation. J Macromolecular Sci Part B 52(1):206–221. https://doi.org/10.1080/00222348.2012.700234
Heidari BS, Moghaddam AH, Davachi SM, Khamanie S, Alihosseini A (2019) Optimization of process parameters in plastic injection molding for minimizing the volumetric shrinkage and warpage using radial basis function (RBF) coupled with the k-fold cross validation technique. J Polym Eng 39(5):481–492. https://doi.org/10.1515/polyeng-2018-0359
He X, Wu W (2021) A practical numerical approach to characterizing non-linear shrinkage and optimizing dimensional deviation of injection-molded small module plastic gears. Polym 13(13):2092. https://doi.org/10.3390/polym13132092
SABIC, A lightweight body in white hybrid reinforcement solution. https://materialfinder.sabic-specialties.com/explore-applications/a-lightweight-body-in-white-hybrid-reinforcement-solution. Accessed 11 May 2023
Grujicic M (2018) Injection overmolding of polymer–metal hybrid structures 277–305. https://doi.org/10.1002/9781119429807.ch10.
Kißling S (2014) Chemische und elektrochemische Methoden zur Oberflächenbearbeitung von galvanogeformten Nickel-Mikrostrukturen.: KIT Scientific Publishing, Vol. 6. https://doi.org/10.5445/KSP/1000019375.
Li X, Liu F, Gong N, Huang P, Yang C (2017) Enhancing the joining strength of injection-molded polymer-metal hybrids by rapid heating and cooling. J Mater Process Technol 249:386–393. https://doi.org/10.1016/j.jmatprotec.2017.06.034
Li X, Gonget N, Yang C, Zeng S, Fu S, Zhang K (2018) Aluminum/polypropylene composites produced through injection molding. J Mater Process Technol 255:635–643. https://doi.org/10.1016/j.jmatprotec.2018.01.008
Li X, Liuet F, Gong N, Yang C, Wang B (2018) Surface topography induced high injection joining strength of polymer-metal composite and fracture mechanism. Compos Struct 184:545–553. https://doi.org/10.1016/j.compstruct.2017.10.020
Ramani K, Moriarty B (1998) Thermoplastic bonding to metals via injection molding for macro-composite manufacture. Polym Eng Sci 38(5):870–877. https://doi.org/10.1002/pen.10253
Li X, Wang B, Xu D, Wang B, Dong W, Li M (2021) Super-high bonding strength of polyphenylene sulfide-aluminum alloy composite structure achieved by facile molding methods. Compos Part B Eng 224:109204. https://doi.org/10.1016/j.compositesb.2021.109204
Wang S, Kimura F, Zhao S, Yamaguchi E, Ito Y, Kajihara Y (2021) Influence of fluidity improver on metal-polymer direct joining via injection molding. Precis Eng 72:620–626. https://doi.org/10.1016/j.precisioneng.2021.07.001
Kimura F, Yamaguchi E, Horie N, Suzuki G, Kajihara Y (2020) Formation of boehmite crystals on microblasted aluminum surface to enhance performance of metal–polymer direct joining. Mater Lett 260:126963. https://doi.org/10.1016/j.matlet.2019.126963
Byskov-Nielsen J, Bolle JV, Holm AH, Højsholt R, Balling P (2010) Ultra-high-strength micro-mechanical interlocking by injection molding into laser-structured surfaces. Inter J Adhesion Adhesives 30(6):485–488. https://doi.org/10.1016/j.ijadhadh.2010.03.008
Huang B, Sun L, Li L, Zhang L, Lin Y, Che J (2017) Experimental investigation of the strength of polymer-steel direct adhesion (PSDA) joints with micro-structures ablated by laser. J Mater Process Technol 249:407–414. https://doi.org/10.1016/j.jmatprotec.2017.06.031
Enami K, Kimurae F, Yokoyama K, Murakami T, Kajihara Y (2020) Experimental and simulative investigation of the effects of laser-structured metal surface on metal-polymer direct joining. Precis Eng 62:273–281. https://doi.org/10.1016/j.precisioneng.2019.12.011
Zhao S, Kimura F, Kadoya S, Kajihara Y (2020) Experimental analysis on mechanical interlocking of metal–polymer direct joining. Prec Eng 61:120–125. https://doi.org/10.1016/j.precisioneng.2019.10.009
Xu R, Xie Y, Li R, Zhang J, Zhou T (2021) Direct bonding of polymer and metal with an ultrahigh strength: laser treatment and mechanical interlocking. Adv Eng Mater 23(5):2001288. https://doi.org/10.1002/adem.202001288
Zhao S, Takeuchi A, Kimura F, Kajihara Y (2022) Experimental investigation of the anchoring effect of aluminum/amorphous-plastics joints fabricated by injection molded direct joining. Precision Eng 77:320–327. https://doi.org/10.1016/j.precisioneng.2022.06.013
Kim SL, Lyu MY (2019) Adhesive strengths between glass fiber-filled ABS and metal in insert molding with engraved and embossed metal surface treatments. Polym Eng Sci 59(S1):E93–E100. https://doi.org/10.1002/pen.24866
Fabrin P, Hoikkanen M, Vuorinen J (2007) Adhesion of thermoplastic elastomer on surface treated aluminum by injection molding. Polym Eng Sci 47(8):1187–1191. https://doi.org/10.1002/pen.20801
Wurzbacher S, Gach S, Reisgen U, Hopmann C (2021) Joining of plastic-metal hybrid components by overmoulding of specially designed form-closure elements. Materialwiss Werkstofftech 52(4):367–378. https://doi.org/10.1002/mawe.202000158
Du M, Dong W, Li X, Wang L, Wang B, Tang B (2022) Effect of surface topography on injection joining Ti alloy for improved bonding strength of metal-polymer. Surf Coat Technol 433:128132. https://doi.org/10.1016/j.surfcoat.2022.128132
Yin S, Xie Y, Li R, Zhang J, Zhou T (2020) Polymer–metal hybrid material with an ultra-high interface strength based on mechanical interlocking via nanopores produced by electrochemistry. Ind Eng Chem Res 59(27):12409–12420. https://doi.org/10.1021/acs.iecr.0c01304
Kadoya S, Kimura F, Kajihara Y (2019) PBT–anodized aluminum alloy direct joining: characteristic injection speed dependence of injected polymer replicated into nanostructures. Polym Testing 75:127–132. https://doi.org/10.1016/j.polymertesting.2019.02.006
Li X, Xu D, Gong N, Xu Z, Wang L, Dong W (2019) Improving the strength of injection molded aluminum/polyphenylene sulfide lap joints dependence on surface microstructure and composition. Mater Des 179:107875. https://doi.org/10.1016/j.matdes.2019.107875
Gong N, Wang B, Wang Y, Li X, Lin W, Fu S, Chu X (2020) Effect of metal surface state on injection joining strength of aluminum-rubber composite part. J Manuf Process 49:365–372. https://doi.org/10.1016/j.jmapro.2019.12.006
Kimura F, Kadoya S, Kajihara Y (2019) Effects of molding conditions on injection molded direct joining under various surface fine-structuring. Inter J Adv Manuf Technol 101:2703–2712. https://doi.org/10.1016/j.precisioneng.2016.02.013
Kimura F, Kadoya S, Kajihara Y (2016) Effects of molding conditions on injection molded direct joining using a metal with nano-structured surface. Precision Eng 45:203–208. https://doi.org/10.1016/j.precisioneng.2016.02.013
Yeh RY, Hsu RQ (2016) Improving the adhesion of plastic/metal direct bonding by injection moulding using surface modifications. Adv Mater Process Technol 2(1):21–30. https://doi.org/10.1080/2374068X.2016.1147765
Zhao S, Kimura F, Yamaguchi E, Horie N, Kajihara Y (2020) Manufacturing aluminum/polybutylene terephthalate direct joints by using hot water–treated aluminum via injection molding. Inter J Adv Manuf Technol 107:4637–4644. https://doi.org/10.1007/s00170-020-05364-0
Hoikkanen M, Honkanen M, Frisk L, Vippola M, Lepistö T, Vuorinen J (2012) Metal–thermoplastic urethane hybrids in environmental exposure. Inter J Adhesion Adhesives 35:21–26. https://doi.org/10.1016/j.ijadhadh.2012.01.024
Honkanen M, Hoikkanen M, Vippola M, Vuorinen J, Lepistö T, Jussila P, Ali-Löytty H, Lampimäki M, Valden M (2011) Characterization of silane layers on modified stainless steel surfaces and related stainless steel–plastic hybrids. Appl Surf Sci 257(22):9335–9346. https://doi.org/10.1016/j.apsusc.2011.05.058
Hoikkanen M, Honkanen M, Vippola M, Lepistö T, Vuorinen J (2011) Effect of silane treatment parameters on the silane layer formation and bonding to thermoplastic urethane. Prog Org Coat 72(4):716–723. https://doi.org/10.1016/j.porgcoat.2011.08.002
Honkanen M, Honkanen M, Vippola M, Vuorinen J, Lepistö T (2009) Metal–plastic adhesion in injection-molded hybrids. J Adhesion Sci Technol 23(13–14):1747–1761. https://doi.org/10.1163/016942409X12489445844435
Lin W, Li X, Dong W, Zhao Y, Li M, Wang Y (2021) Ultrahigh bonding strength and excellent corrosion resistance of Al-TPU hybrid induced by microstructures and silane layer. J Mater Process Technol 296:117180. https://doi.org/10.1016/j.jmatprotec.2021.117180
Boerio F, Shah P (2005) Adhesion of injection molded PVC to steel substrates. J Adhesion 81(6):645–675. https://doi.org/10.1080/00218460590954656
Zhang Y, Sun L, Li L, Huang B, Wang T, Wang Y (2019) Direct injection molding and mechanical properties of high strength steel/composite hybrids. Compos Struct 210:70–81. https://doi.org/10.1016/j.compstruct.2018.11.035
Funding
This work was supported by the Intelligent Aerospace Manufacturing (Beijing) Technology Co., Ltd. (SK201901A30-01).
Author information
Authors and Affiliations
Contributions
Hamza Blala: conceived the idea for the article, critical revisions throughout the writing process. Cheng Pengzhi: supervised the project, literature search and data analysis. Zhang Shenglun: data collection and analysis. Cheng Gang: draft, literature search. Ruan Shangwen: data analysis, critical revision. Zhen Ding: data analysis, critical revision. Meng Zhang: data collection, analysis, and drafting. All authors have reviewed and approved the final version of the manuscript and have agreed to be accountable for the accuracy and integrity of the work presented herein.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Blala, H., Cheng, P., Zhang, S. et al. Advances and applications of metal-polymer hybrid for load-bearing body-in-white structural components: a comprehensive review. Int J Adv Manuf Technol 133, 3023–3057 (2024). https://doi.org/10.1007/s00170-024-13792-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-13792-5