
Abstract
For decades, it has been common practice to manufacture steel products by welding and then batch hot-dip galvanizing these finished or at least semi-finished components. The joining of such galvanized parts to structures has so far been achieved by means of screws or bolts. With advances in joining and galvanizing technologies, new joining concepts are now conceivable. As part of an extensive testing campaign, joints of small-scale, batch hot-dip galvanized steel specimens were prepared using three joining techniques: adhesive bonding, clinching, and adhesive-clinch hybrid joining. The zinc coating was varied using conventional hot-dip galvanizing as well as thin-film galvanizing with a zinc-5% aluminium alloy. The strength of the joints was investigated by shear tensile testing. Different weathering conditions, achieved by outdoor exposure of samples for over 2 years, were used to investigate such effects on the joint strength.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Batch hot-dip galvanizing, known as a robust and durable process for protecting steel members and structures, has proven to be effective in a wide range of applications. In this process, the zinc coating is applied by immersing prefabricated components in a hot liquid-zinc melt after undergoing cleaning steps. Owing to its metallurgical bond with the steel as a result of the diffusion-controlled formation of intermetallic phases, the coating is highly resistant to both corrosive and mechanical loads. The installation of such galvanized steel members has been commonly done using mechanical fasteners, in particular screws and bolts. However, advances in joining technologies have resulted in alternative joining processes that increase the potential for cost- and material-efficient designs. These include adhesive bonding and clinching, both of which are advantageous because they are non-thermal processes that do not require the use of weight-related additives or fasteners and are relevant in terms of cost and the development of weight-reducing design concepts. In thin sheet applications, including continuous hot-dip galvanized sheets, both joining methods have long been considered state-of-the-art (e.g., in the white goods and automotive industries) [1,2,3]. However, outside these segments (e.g., the building sector or commercial vehicles), where more massive, batch hot-dip galvanized steel components are applied, the direct transfer of technical joining knowledge is not possible. One reason is because the steels used have different properties, thicknesses, and surfaces. For example, the zinc coating applied to thin sheets in the continuous hot-dip galvanizing process has a completely different structure from that applied to heavy structural steel members in the batch galvanizing process, which is reflected in the joining compound and joining technology required. On the other hand, load collectives, including mechanical as well as corrosive loading, differ in various areas of application in terms of type, level, and duration.
In recent years, studies have been conducted on new and potential applications of adhesive, clinched, and hybrid joints. Israel et al., Neugebauer et al., and Landgrebe et al. in [4,5,6] reported on the special features of thick-plate clinching and its potential application in the commercial vehicle sector. Ungermann et al., as part of a national research project, investigated the load-bearing behavior of clinched joints in small- and large-scale specimens, conducted finite element method simulations, and established the design basics for the application of clinching in civil engineering [7]. In [8], the first results on the clinching of batch hot-dip galvanized specimens and their behavior in short-term corrosion tests were presented. Investigations have been carried out to clarify the structural-mechanical relationships of steel-steel bonding [9,10,11] for the application of adhesive bonding technology in steel construction. As part of a research project, fundamental issues related to the bonding of batch hot-dip galvanized components were examined, and initial solutions were developed [12].
Based on the current state-of-the-art of bonding and clinching steel, ZINQ Technologie GmbH (Gelsenkirchen, Germany) and OCAS nv (Zelzate, Belgium) have deepened the approaches within the scope of an extensive testing campaign, with special focus on galvanized steel, to examine the potential applications as well as the boundary conditions of joining methods. Their results are presented below.
2 Test series
2.1 Material and hot-dip galvanizing variants
For the test series, steel-grade S355 MC according to EN 10025 [13] was chosen not only as the most common steel grade for batch hot-dip galvanized components, e.g., in the building industry and commercial vehicle, but also still in automotive applications in the field of chassis components. The specimens were cut from 2-mm and 3-mm steel sheets to samples of 45 × 105 mm and then batch hot-dip galvanized using two different procedures:
-
1.
Conventional hot-dip galvanizing duroZINQ according to ISO 1461 [14] (hereinafter referred to as HDG-Zn)
-
2.
Thin-film galvanizing microZINQ according to DIN 50997 [15] (hereinafter referred to as HDG-Zn5Al)
In both processes, the samples were first cleaned using a wet-chemical pretreatment in terms of alkaline degreasing and pickling in inhibited hydrochloride acid with intermediate rinsing steps, and then coated by dipping them into the molten liquid-zinc melt. The HDG-Zn alloy consisted of quasi-pure zinc (99.62 mass% zinc, the rest being amounts of alloying elements nickel and bismuth and impurities), whereas the HDG-Zn5Al alloy is characterized by a nominal composition of 95 mass% zinc and 5 mass% aluminium (leading to the abbreviation Zn5Al). The different compositions of the zinc melt significantly influence the build-up kinetics and characteristics of the resulting zinc coatings. In the case of HDG-Zn, diffusion occurs between the liquid zinc and solid steel, leading to the build-up of intermetallic zinc-iron phases (gamma-, delta-, and zeta-phase) dependent on the reaction time (residence time of the steel component in the zinc bath) and the steel reactivity, which is dominated by the steel’s silicon content. In the case of HDG-Zn5Al, the diffusion process is limited to the build-up of an intermetallic iron-aluminium phase. Fully built within the first milliseconds following immersion, it acts as a diffusion barrier and suppresses further diffusion between the solid steel and liquid zinc-aluminium alloy. Thus, a homogeneous thin zinc-aluminium coating is produced, independent of the residence time of the steel component in the liquid alloy and the steel reactivity. Besides its strong impact on the zinc coating build-up, the high aluminium content has a beneficial effect on the corrosion resistance of the HDG-Zn5Al coating as it facilitates the creation of a stronger natural passivation layer, resulting in an improved corrosion resistance [16,17,18].
The mean coating thicknesses of the HDG-Zn and HDG-Zn5Al specimens are 55.5 ± 7 µm and 8.7 ± 7 µm, respectively. The different zinc coatings from both hot-dip galvanizing methods are shown in Fig. 1.

Zinc coating characteristics: a HDG-Zn according to ISO 1461 and b HDG-Zn5Al according to DIN 50997
2.2 Joint variations
The testing program investigated three joining techniques: adhesive bonding, clinching, and combined clinch-adhesive hybrid joining. For each technique, 2-mm and 3-mm thick steel plates were coupled; these plates were previously hot-dip galvanized and joined to create single-shear connections. In addition to the joining technique, the HDG surfaces were combined as follows: HDG-Zn/HDG-Zn, HDG-Zn/HDG-Zn5Al, and HDG-Zn5Al/HDG-Zn5Al.
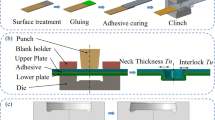
The adhesive lap-shear joints were produced with a 20-mm bond overlap. First, the plates were solvent-cleaned in the overlapping area using Dowclene 1601. Then, the adhesive Betamate 1480V203G (Dow Automotive) was applied using glass microspheres to achieve 200-µm bond thickness and cured for 30 min at 180 °C. The clinched joints were produced by applying one 10-mm clinch point at the center of the 20-mm overlap area, whereby the stamp was applied from the 2-mm plate (“thin in thick material”), as shown in Fig. 2.

Schematic overview of the clinched and hybrid clinched joint samples (spacers for the purpose of compensating eccentricity during tensile testing)
In the case of the hybrid clinch-adhesive joints, the abovementioned applications were combined. In the first step, the overlap area was cleaned and then Betamate adhesive was applied. Afterwards, the clinched joint was set and the glue was cured.
Regarding the quality of the clinch point, the HDG-Zn5Al coating, with its ductile behavior [7], is suitable for clinching, resulting in a high-performance clinch point on the die as well as on the stamp side. In contrast, the HDG-Zn coating led to flaking and peeling off of the zinc because of the limited formability of the ZnFe-phases (Fig. 3).

Clinch point performance: a HDG-Zn galvanized specimen and b HDG-Zn5Al galvanized specimen
2.3 Mechanical testing and outdoor exposure conditions
The strength of the joints was tested under uniaxial single-lap shear loading in accordance with EN 1465 [19]. The tests were carried out on an MTS-810 tensile testing machine (Fig. 4). A crosshead speed of 1 mm/min was employed for all tensile tests. Prior to clamping the samples, shim plates (spacers) were glued onto the lap shear joints with SikaPower 477 to compensate for the eccentricity of the specimen and to prevent bending effects during loading (Fig. 2).

Tensile test setup
Regarding the durability of steel member connections, not only the mechanical loading but also the effects of ageing and weathering during the utilization phase of a structure must be considered. To investigate these factors, joint specimens were exposed outdoors (in accordance with EN ISO 8565 [20]) at the ZINQ site in Gelsenkirchen, Germany, and the OCAS site in Zelzate, Belgium, for 2 years and so pre-conditioned for subsequent mechanical testing (Fig. 5). Both outdoor corrosion sites are in an industrial environment and are classified as C3 corrosivity category for zinc corrosion according to ISO 9223 [21]. The specimens were placed on south-facing racks at an angle of 45° relative to the ground. To investigate ageing effects of the glue under stress, half of the glued specimens were mechanically pre-loaded with a static load of 30 kg, corresponding to a nominal stress on the adhesive joint of 0.33 N/mm2. Tensile tests were carried out under the initial condition as a reference, as well as after 1 and 2 years of outdoor exposure.

Outdoor exposure of joint specimens a at the ZINQ site in Gelsenkirchen, Germany, and b at the OCAS site in Zelzate, Belgium
3 Results under initial conditions
A comparison of the load-deformation curves of single-lap joints of batch hot-dip galvanized steel sheets under tensile shear loading under the initial condition, i.e., without outdoor exposure, shows the fundamental differences in the load-bearing characteristics of each joint type, independent of the zinc coating and its combination in the connection. Under tensile shear loading, the behavior of the adhesive joint is characterized by a high initial stiffness combined with a limited deformation capacity, which displays the properties of the chosen adhesive Betamate 1480V203G. After the load was increased continuously up to the maximum shear strength, abrupt failure occurred. In contrast, the clinched joints show a lower load level but a significantly higher deformation capacity, which was mainly governed by the mechanical properties of the steel and shape of the clinch point, especially the undercut, as well as the neck and bottom thickness at a given clinch-point diameter. The hybrid joint combines the characteristics of the aforementioned joint techniques. The superposition of the single load-bearing mechanisms leads to a high loading owing to the adhesive stiffness and the larger contact area by the adhesive, compared to the purely clinch area. After reaching the maximum shear strength and adhesive failure, high deformation occurred owing to the ductile behavior of the mechanical clinch joint. Figure 6 shows a comparison of the different load-deformation characteristics.

Example of load-deformation curves of single-lap shear tests under the initial condition for the HDG-Zn/HDG-Zn combination: a adhesive joint, b clinch joint, and c clinch-adhesive joint
For quantification and differentiation, the maximum shear force and the deformation energy, which is defined by the area enclosed by the load-deformation curve and x-axis, were evaluated for the different joint types and surface combinations; the average values in three trials were calculated for each. The results of the maximum force under tensile shear loading are shown in Fig. 7, the error bars representing + / − one standard deviation. Significant differences were observed between the adhesive and hybrid joints on the one hand, and clinched joint on the other.

Maximum shear force reached in tensile shear tests for different joining techniques and coating combinations under the initial condition
The results show that the maximum shear force of the adhesive joints and hybrid clinch-adhesive joints reached similar levels for each type of surface, which were significantly above the maximum load level achieved with solely mechanical, clinched joints. The type of zinc coating significantly affected the shear strength of the adhesive and partial adhesive joints. Compared with the full HDG-Zn variant, an increase of ~ 10% was achieved with HDG-Zn/HDG-Zn5Al, and ~ 20% with the HDG-Zn5Al joint. In contrast, for the clinched joints, the load capacity was not affected by the coating, leading to a uniform maximum shear strength of 8 kN with very low scatter for all surface variants and test repetitions.
The comparison of the deformation energy, which was recorded during the tensile shear tests and shown in Fig. 8, reveals further details on the load-bearing behavior of the different joint types and the parameters affecting them.

Deformation energy during tensile shear tests for different joining techniques and coating combinations under the initial condition
In the case of the adhesive joint, the deformation energy was very low and exhibited a stiff and low-deformation load-bearing behavior. In contrast, the potential for deformation work of the clinched and hybrid joints was 3–4.7 and 4–6 times higher compared with the adhesive joint. The zinc coating had a clear effect on the deformation energy of all joint types. The results of full or partial HDG-Zn joints are similar, whereas the full HDG-Zn5Al joints led to significant increases from 35% to nearly 90%.
The improved performance of the HDG-Zn5Al steel in adhesive joints compared with that of the HDG-Zn variants is attributed to the combined effects of reduced coating thickness; the more homogeneous, fine-grained zinc coating structure; and the suitable chemical composition of the outer surface layer, which led to improved adhesion to the adhesive and a higher shear strength within the zinc coating. The comparison of the fracture patterns between HDG-Zn and HDG-Zn5Al indicates these two effects (Fig. 9). In the case of the HDG-Zn coating, the fracture pattern shows a 20% delamination failure (DF) mode caused by the failure of the zinc coating, between the intermetallic delta and zeta phases (cf. Figure 1, left), under shear loading. This failure is attributed to the characteristics of these intermetallic phases, which are highly resistant under loading perpendicular to the coating owing to their high hardness but show limited formability for the same reason under shear loading. Because the delta and zeta phases have different stiffness, the interface between them is predefined as the breaking point when relative deformation occurs. In the HDG-Zn5Al coating, the lack of these brittle intermetallic phase structures and its lower thickness have a positive effect on adhesive joints made of such galvanized steel, i.e., the HDG-Zn5Al coating does not fail and no DF mode occurs (Fig. 9, right). The fracture pattern of the HDG-Zn5Al coating shows a partially cohesive failure mode, which led to the conclusion that the adhesion between this zinc coating and the adhesive is better compared with the HDG-Zn coating.

Fracture patterns of adhesive joints after failure: a HDG-Zn and b HDG-Zn5Al
In the case of the clinched joint, the HDG-Zn5Al variants again showed better performance, but only in terms of the deformability of the connection, whereas the maximum joint strength remained unaffected. The comparison of the clinch point after failure between HDG-Zn, HDG-Zn-Zn5Al, and HDG-Zn5Al joints showed that in the first two cases, failure occurred owing to neck fracture; in the third case, there was a significant amount of unbuttoning, which contributes to load-bearing and corresponds to the higher deformation energy absorbed from these joints (Fig. 10). This positive behavior is associated to the thinner and more ductile zinc-aluminium layer, where no flaking and/or peeling of the zinc coating occurs compared to the HDG-Zn variants, as a result of the clinch-forming process. Thus, a better fit is achieved at the interlock of the clinched joint, resulting in the higher effectiveness of the same joint type. With increasing deformation, stronger support effect can develop at the clinch point through which the redistribution from shear stress to bending stress can occur with progressive loading, resulting in increased deformation capacity because of the substrate’s ductility.

Clinch point after failure: a HDG-Zn, b HDG-Zn/HDG-Zn5Al, and c HDG-Zn5Al
Regarding the influence of the zinc surfaces on the maximum shear strength and deformation capacity, the hybrid joints showed the same dependencies as the single connection type, influencing their respective contributions to the load-bearing behavior.
4 Results after outdoor exposure
4.1 Surface effects
The hot-dip galvanized specimens show the expected evolution of zinc coating after 2 years of outdoor exposure, uniformly at both sites. Under atmospheric weathering, the initial silver-shiny appearance of the HDG-Zn samples changed into a matte light gray, characterized by a large spangle pattern. No zinc corrosion was detected on any sample, except for slight impurities, due to atmospheric exposure. In all clinched joints, base material corrosion (red rust) occurred within the area of the die bottom and rim (Fig. 11, left), corresponding to the area of the damaged zinc coating under the initial condition (Fig. 3). The punched sides remained unaffected with no signs of corrosion (Fig. 11, right).

Example of an HDG-Zn hybrid joint specimen after 2 years of outdoor exposure: a corrosion on the die side, and b unaffected punched side
The appearance of the HDG-Zn5Al samples changed from the initial shiny silver surface to a homogeneous light gray. No zinc corrosion nor base material corrosion occurred, especially in the highly deformed clinch points. Only a few impurities were observed (Fig. 12).

Exemplary condition of an HDG-Zn5Al hybrid joint specimen after 2 years of outdoor exposure: a die side, and b punched side
4.2 Effects on the load-deformation behavior
After 1 year and 2 years of outdoor exposure, respectively, the specimens were removed from the racks and tested. The load-deformation curves for each specimen exhibited similar behavior compared with the initial state, with the initial stiffness affected by atmospheric weathering (Fig. 13). For the adhesive joints, this effect occurred for all coatings of the same magnitude. In contrast, this effect was less pronounced for hybrid and clinched joints and was dependent on the coating composition. The HDG-Zn5Al coatings (full or partial in the connection) showed better results, i.e., less reduction of the initial stiffness. For example, in the case of purely clinched joints with the HDG-Zn5Al coating, no reduction was observed.

Example of load–displacement curves of single-lap shear tests under the initial condition, after 1 year, and after 2 years of exposure for the HDG-Zn/HDG-Zn5Al combination: a adhesive joint, b clinched joint, and c clinch-adhesive joint
The load capacity and deformation energy of the different joint types and coating combinations after 1 year and 2 years of outdoor exposure are shown in Figs. 14 and 15, respectively. For comparison, the values reached under the initial condition are also given.

Maximum shear force reached in tensile shear tests for different joining techniques, coating combinations, and preconditioning

Deformation energy during tensile shear tests for different joining techniques, coating combinations, and preconditioning
For the adhesive joining, the maximum shear strength showed a tendency to decrease over the 2 years of atmospheric weathering by ~ 3–15%. For the HDG-Zn and HDG-Zn5Al variants, although the latter exhibited significantly better behavior at the initial state, this later declined and became less pronounced. The average maximum shear strength for all adhesive joints (n = 3) was approximately 13 kN. The comparison between the loaded and unloaded conditions during outdoor exposure showed no clear tendency in the case of HDG-Zn5Al and HDG-Zn/HDG-Zn5Al specimens; there was no significant difference in the test results. However, in the case of the HDG-Zn variant, contradictory results were obtained after 1 year (increased load capacity in the loaded condition) and 2 years (increased load capacity in the unloaded condition). The fracture mode of the HDG-Zn samples is mainly adhesive with a small portion of delamination fracture (i.e., failure of the zinc layer), as shown in Fig. 16. With increasing exposure time and stress, the number of delamination fractures increased. The fracture mode of the HDG-Zn5Al samples was mainly a special cohesive failure. Few variations occurred over time and stress, corresponding to the load capacity results in Fig. 17. It can be assumed that the mechanical loading during the exposure period was too low and/or the exposure period was too short to induce any clear effects, such as stress-induced acceleration of adhesive ageing.

Failure modes of adhesive joints for HDG-Zn after 1 year and 2 years of outdoor exposure: a–d fracture pattern and e amount of zinc delamination

Failure modes of adhesive joints for HDG-Zn5Al after 1 year and 2 years of outdoor exposure: a–d fracture pattern and e amount of cohesive failure
The maximum strength of hybrid joints decreased by an average of 15% for all coating variants after 2 years of exposure compared with the initial state. The decrease was more pronounced for the HDG-Zn5Al variant, converging to the load capacity level of ~ 10.5 kN of the HDG-Zn variant, similar to the case of adhesive joints. For the clinched joints, outdoor exposure had a slightly positive impact, i.e., increased load capacity from the initial 8 kN to a maximum 8.7 kN. This slight improvement in the load and deformation capacities is attributed to the reactions and deposits in the gap as a result of atmospheric weathering, increasing the friction between the two galvanized sheets.
5 Summary
For decades, it has been common practice to manufacture steel products by welding and then batch hot-dip galvanizing these finished or at least semi-finished components. The joining of such galvanized parts to structures has so far been achieved by means of screws or bolts. With advances in joining and galvanizing technologies, new joining concepts are now conceivable. Against the backdrop of increasing efforts to achieve greater efficiency in manufacturing and resource utilization, while simultaneously ensuring the durability of load-bearing structures, the applicability and potential of these new technologies need to be assessed. As part of an extensive testing campaign, the load-bearing capacity of the three joining techniques, adhesive bonding, clinching, and hybrid adhesive-clinch joining, was investigated using small-scale specimens of batch galvanized steel parts in shear tensile tests. In addition to conventional batch galvanizing in accordance with ISO 1461, thin-film galvanizing with Zn5Al coatings in accordance with DIN 50997 was also applied. Half of the specimens were exposed to outdoor weathering for 2 years to investigate the impact of the different connection types on load-bearing behavior. A comparison of the different connections shows the advantages of load-bearing mechanism of hybrid joints under shear loading, characterized by high initial stiffness as a result of the adhesive as well as high formability beyond the maximum load and failure of the adhesive which are reached thanks to the load-bearing component of the additional clinch point. A comparison of the two types of galvanizing showed that Zn5Al galvanizing exhibits more favorable load-bearing behavior than conventional galvanizing, both at the initial state and after ageing across all joint types. The 2-year outdoor exposure of the specimens tended to decrease the strength of the adhesive and hybrid joints, although this effect was not clearly pronounced across all specimens due to high scatter. The clinch joints showed no negative effects from exposure to outdoor conditions over time.
Data availability
The data and materials underlying the study are not openly available.
Code availability
Not relevant.
References
Abe Y, Kato T, Mori K-I, Nishino S (2014) Mechanical clinching of ultra-high strength steel sheets and strength of joints. J Mater Process Technol 214:2112–2118. https://doi.org/10.1016/j.jmatprotec.2014.03.003
Eshtayeh MM, Hrairi M, Mohiuddin AKM (2016) Clinching process for joining dissimilar materials: state of the art. J Adv Manuf Technol 82:179–195. https://doi.org/10.1007/s00170-015-7363-0
Lebaal N, Oudjene M, Roth S (2012) The optimal design of sheet metal forming processes: application to the clinching of thin sheets. Int J Comput Appl Technol 43:110–116. https://doi.org/10.1504/IJCAT.2012.046041
Israel M, Mauermann R, Schellnock J (2013) thick sheet clinching - joining up to 20 mm total thickness. Advanced Shipping and Ocean Engineering 2:1–10
Neugebauer R, Voelkner W, Mauermann R, Israel M (2013) Clinching in steel and railway construction, shipbuilding and commercial vehicles. J Prod Eng. 1:63–68
Landgrebe D, Mauermann R, Kropp T (2017) Clinching - an innovative joining technology for trucks. In: Wieland H-J, Grawitter J (eds) Proceedings of the 5th International Conference on Steels in Cars and Trucks, Amsterdam, German Steel Institute VDEH, Düsseldorf
Ungermann D, Kleeman G, Landgrebe D, Kropp T, Gehrke J, Schrön A (2018) Mechanically joined steel structures in vehicle construction and civil engineering, IGF-Project Nr. 18991 BG, Final Report, Forschungsvereinigung Stahlanwendung e. V., Düsseldorf
Pinger T, Rückriem EM (2016) Investigation on the corrosion and mechanical behaviour of thin film batch galvanized thick plate components in clinch joints. J Adv Manuf Technol 86:29–36. https://doi.org/10.1007/s00170-015-8141-8
Feldmann M, Völling B, Geßler A, Wellershoff F, Geiß P-L, Wagner A (2006) Adhesive bonding for steel construction. Stahlbau 75:834–846
Stihl T, Chassard C, Feldmann M, Bild S (2013) New technology for the suspension bridge near Mettlach, Germany - A Sandwich Plate System made bridge deck (SPS). Stahlbau 82:179–187
Feldmann M, Richter C, Abeln B, Schaaf B (2017) Design of bonded joints from the viewpoint of structural steel engineering. Stahlbau 86:1106–1112
Feldmann M, Richter C, Abeln B, Geiß P-L, Stahl J (2019) Adhesive bonding of batch hot-dip galvanized assemblies. IGF-Project 17491 N, Final Report, Forschungsvereinigung Stahlanwendung e. V., Düsseldorf
EN 10025–2:2019–10 (2019) Hot rolled products of structural steels – part 2: technical delivery conditions for non-alloy structural steels. Beuth, Berlin
ISO 1461:2009–10 (2009) Hot dip galvanized coatings on fabricated iron and steel articles – specifications and test methods. Beuth, Berlin
DIN 50997:2020-08 (2020) Zinc-aluminium coatings applied by thin film galvanising of steel - requirements and testing. Beuth, Berlin
Porter FC (1994) Corrosion resistance of zinc and zinc alloys. Marcel Dekker, New York
Aoki T, Miyoshi Y, Kittaka T (1995) Result of 10-year atmospheric corrosion testing of hot-dip Zn-5%Al alloy coated steel sheet, International Conference on Zinc and Zinc Alloy Coated Steel, Chicago
Hostetler JL (1992) Corrosion resistance of unpainted Zn–5%Al with Misch Metals Steel, ILZRO Publication, Research Triangle Park, NC, USA
EN 1465:2009–07 (2009) Adhesives - determination of tensile lap-shear strength of bonded assemblies. Beuth, Berlin
ISO 8565:2011 (2011) Metals and alloys – atmospheric corrosion testing – general requirements. Beuth, Berlin
ISO 9223:2012-02 (2012) Corrosion of metals and alloys - Corrosivity of atmospheres - Classification, determination and estimation. Beuth, Berlin
Acknowledgements
The authors thank Mr. Thomas Kropp from Fraunhofer-Institut für Werkzeugmaschinen und Umformtechnik IWU Dresden, Germany, for carrying out the clinched and hybrid joints and for his technical advice regarding these.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Pinger, T., Van den Bossche, N. On the influence of zinc coating and outdoor exposure on the strength of adhesive, clinched, and hybrid joints of batch hot-dip galvanized steel. Int J Adv Manuf Technol 118, 4031–4042 (2022). https://doi.org/10.1007/s00170-021-08123-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-08123-x