
Abstract
To solve the problems of low strength and unsatisfactory connection quality of single joining technology, a method of clinch-adhesive hybrid joining of steel/aluminum sheets with partially glued and inclined wall die was proposed. Al5052 aluminum alloy and Q235 steel were used as sample materials, finite element simulation combined with actual experiments was adopted, the effect of the gluing process on the strength of clinch-adhesive hybrid joints on the inclined wall die was explored, and the failure forms and failure mechanisms of the joints in shear and peel experiments were studied. The results showed that the partial gluing process is more effective than complete gluing. The interlock of the partially glued hybrid joints was increased by 144% compared to the fully glued joints, but the neck thickness value was reduced by only 10.6%. The shear strength and peel strength of partially glued hybrid joints were higher than those of fully glued hybrid joints and clinch joints. The failure mode of the hybrid joints under shear and peel loads was a mixed failure comprising interface failure and upper sheet separation failure.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
With the development of the automobile industry and the strong demand for energy conservation and emission reduction, lightweight automobiles are in great demand, as reported by [7, 8, 13, 17]. The clinching process provides a new method for joining steel-aluminum heterogeneous plates by plastic deformation without rivets and heating. Gluing is a simple process and is not limited by the type of material, as reported by [1]. Therefore, it is widely used in connecting heterogeneous plates in car frames. However, the low strength of clinching and the vulnerability of the gluing connection at high temperatures have hindered the wide application of both processes.

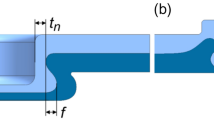
Diagram of gluing-clinching hybrid connection on the inclined wall die (a) Actual process flow diagram; (b) the joint shape and evaluation index of joints; and (c) Straight wall mold versus inclined wall mold
Therefore, at present, many scholars combine clinch and glue processes by taking advantage of their respective benefits and avoiding their disadvantages. Etemadi et al. [10] found that the presence of an adhesive in the clinch-adhesive hybrid joint reduces the interlock, with the help of finite element analysis and experiments. To demonstrate the feasibility of the practical application of clinch-adhesive hybrid connections, [15] developed a cohesion model of gluing-clinching hybrid connections for aluminum alloys. Balawender et al. [2] used numerical simulations and experiments to investigate the effect of clinching time on the strength of clinch-adhesive hybrid joints. The results indicated that riveting before curing the adhesive was more effective in improving the stability of the joint. Hahn et al. [11] reduced bonding agent spillage during forming by optimizing the shape of the rivet and die in clinch-adhesive hybrid joints. Calabrese et al. [3] investigated the service life of steel and aluminum clinch-adhesive hybrid joints in a salt spray environment and found that adding an adhesive layer significantly improved the service life of the joint.
In addition to process innovation, some studies have focused on optimizing the design of the clinch die structure following the technique by [4, 12]. Among them, the inclined wall die structure is the most effective and striking. An inclined wall die structure can guide the material to flow into the die groove unlike a straight wall die, as reported by [21]. In addition, [9] investigated the effect of various die parameters on steel and aluminum heterogeneous sheet clinching based on LS-DYNA software and found that the most significant parameters were the fillister height of the die, die diameter, punch diameter, punch corner radius, and the gap between the punch and blank holder. Furthermore, when the bottom of the joint had an inclined wall, the interlock of the joint showed a noticeable improvement. Lambiase and Di Ilio [14] used fixed and retractable dies to form joints with different forming forces and found that the retractable dies have more fabulous interlock and higher strength, which developed some joints with a pronounced inclined wall structure. Recently, [21] explored the influence of different inclined wall angles in the clinching process and comprehensively analyzed the inclined wall die mechanism by combining elastic–plastic finite element numerical simulations and experiments.

Diagram of the inclined wall die

Process flow of the clinch-adhesive hybrid joining connection of (a) fully glued and (b) partially glued joints
In summary, related research has mainly improved the connection strength in two ways: mold optimization and process innovation, and has several achievements. However, there are only few studies on the influence of the gluing process on clinch-adhesive hybrid joints. Therefore, the clinch-adhesive hybrid connection between an AL5052 aluminum plate and a Q235 steel plate is the focus of this study. First, an inclined wall die structure was designed. Second, the influence of the gluing process on the clinch-adhesive hybrid joints was investigated by combining finite element simulation and experiments. Finally, the failure forms and mechanisms of each joint in the shear and peel experiments were analyzed, and the joint strength and failure forms of clinch-adhesive hybrid joints of steel/aluminum double-layer plates with different gluing processes were obtained.

Tensile and peel tests of joints and sample sizes were used. (a) The size of the sheer sample. (b) The size of the peel sample. (c) Schematic diagram of the tensile test. (d) Schematic diagram of peel test
2 Methods
2.1 Clinch-adhesive hybrid joining process
As shown in Fig. 1(a), the plates to be joined are first glued and then placed on the inclined wall die after the adhesive has been cured. The punch impacts the upper plate, and the upper plate transfers the force to the adhesive layer and lower plate. Subsequently, the plates are gradually deformed to form mechanical interlocks, while the inclined wall die can better guide the flow of the lower plate to the groove of the die, which can create a well-formed joint; the joint shape is shown in Fig. 1(b). The clinch-adhesive hybrid connection process on an inclined wall has several advantages over the traditional adhesive and clinch connection processes, including the following:
-
1.
The advantages of gluing and clinching joining processes are integrated, and the shortcomings of a single joining technology in complex load-bearing environments are circumvented.
-
2.
As shown in Fig. 1(c), the mechanical interlocking value of the joint is greatly increased by guiding and facilitating the material flow to a specific location through the inclined wall structure.
2.2 Experimental equipment and molds
The equipment used for the experiment was a WDW-100 material-forming performance testing machine. The inclined wall die was designed as a two-flap structure to more easily remove the hybrid joint after forming. \(^\circ \). In a previous study, as shown in [21], the best joint performance was obtained when the inclination angle of the inclined wall of the die was \(100^\circ \). Therefore, the inclination angle of the inclined wall of the die was chosen to be \(100^\circ \). The final designed inclined-wall die is shown in Fig. 2(a), and the processed die is shown in Fig. 2(b).
2.3 Plates selection and connection scheme
The Al5052 aluminum alloy and Q235 steel have excellent formability and are widely used in vehicle frames. For the clinching connection of heterogeneous plates, the principle of lower yield strength of the upper plate is required to obtain a better joint, as shown in [20]. Therefore, a 1.5 mm Al5052 aluminum alloy plate was chosen as the upper layer, and a 1 mm Q235 steel plate was selected as the lower layer. The adhesive used was Araldite®2015, a commonly used epoxy resin adhesive for steel and aluminum body plates, with a thickness of 0.15 mm. To control the thickness of the adhesive, a 0.15 mm wire was used to apply adhesive between the plates. In addition, according to the relevant standards and the principle of constant volume, the diameter of the punch was finally determined to be 6.8 mm, and the inner diameter of the die was 10 mm.
The glue-clinch hybrid connection process is relatively complex, and the design affects the final connection. Therefore, a cured adhesive followed by clinching was used, following the technique used by [5]. Full and partial glue were designed to study the impact of the gluing process on the joint, as shown in Fig. 3.

Finite Element Geometric Model of the clinch-adhesive hybrid joint on the inclined wall die

Finite Element Geometric Model of rivetless-glued composite joint for inclined wall mold
2.4 Joint shear and peel test
The strength of joints is often measured by the tensile strength and peel strength. To test the strength of hybrid joints with different gluing processes and investigate the failure form and mechanism of hybrid joints, shear and peel experiments were conducted on the joints, and tensile and peeling tests of the joint with no gluing, full gluing, and partial gluing, including three groups of experiments and six samples, were conducted. The dimensions of the shear and peel samples are shown in Fig. 4(a) and (b). The prepared sample was clamped onto the tensile fixture, and the clamping length at both ends of the sample was 20 mm; as shown in Fig. 4(c) and (d) the tensile speed was maintained at 1 mm/min during the test.
2.5 Finite element simulation
Circular joints were used in this study, and the geometric and mechanical boundary conditions of this model were axisymmetric; therefore, the model can be simplified to a two-dimensional axisymmetric model. The finite element geometric model of the clinch-adhesive hybrid connection on the inclined wall die established using the finite element software ABAQUS is shown in Fig. 5. The punch, blank holder, and inclined wall die are resolved rigid bodies, the plate is an isotropic elastoplastic body, and the adhesive uses a commonly used cohesive unit. The material properties of the Al5052 aluminum alloy and Q235 steel are shown in Fig. 6, which was reported by [6, 16, 22]. The material properties of Araldite®2015 are presented in Table 1, which were reported by [19].
The mesh quality significantly influences the calculation efficiency and accuracy of the results. Hence, the main deformation area of the plate and adhesive layer was used with the submesh technique, as shown in [18], and the adaptive mesh technique was used, as shown in Fig. 7. In addition, the parts were in face-to-face contact. The contact conditions are defined as normal hard contact and tangential friction, where the tangential friction effect can be described by Eq. 1 with a coefficient of friction \(\mu \) of 0.15, between the plate and the mold and a coefficient of friction \(\mu \) of 0.2 between the Q235 plate and the Al5052 plate.
where \(\tau _{c}\) denotes the critical tangential stress, \(\mu \) denotes the friction coefficient, and p denotes the normal contact pressure.

Finite element geometric model of clinch-adhesive hybrid connection on the inclined wall die of (a)full gluing,(b)partial gluing processes
3 Results and discussion
3.1 Forming law of gluing-clinching for inclined wall die
According to the theory of clinching connection, the forming law of the clinch-adhesive hybrid joining of the inclined wall die can also be divided into four stages, as shown in Fig. 8:
Stage I, pressing stage: During this phase, the blank holder applies a specific load to the plate to prevent its movement or warping.
Stage II, the initial phase of forming. During this phase, the punch is pressed down gradually, the upper plate is plastically deformed under the action of the punch, while the upper plate transfers the compressive stress to the adhesive layer and the lower plate. During this phase, the adhesive layer in the main deformation area begins to thin slightly under compressive stress and drawing, and the lower plate starts to bend towards the die. However, the deformation of the plate is small, and the lower plate does not contact the die; therefore, the clinching load increases slowly, and the lower plate is not in contact with the die.
Stage III, the middle phase of forming. During this phase, the punch continues to press down, the lower plate gradually contacts the die, the reaction force of the die on the lower plate gradually increases, and the plate deformation also gradually increases, so the main deformation area of the upper plate is deepened and thinned. Simultaneously, the adhesive layer in the center of the joint is gradually extruded along the radial direction and further thinned. In addition, the mechanical interlock begins to form at this stage, and the riveting load increases rapidly.
Stage IV: end phase of forming, or inclined wall guidance phase. During this phase, the lower plate in the compressive stress and inclined wall structure, under the guidance of the groove, gradually flow to the groove, further forming a mechanical interlock. Owing to the direction of the inclined wall structure, the lower metal flowed more easily into the track to increase the mechanical interlock, while the upper plate deepening thinning trend slowed down and gradually formed out of the joint neck area. Both the upper and lower plates undergo sizeable plastic deformation at this stage, and the clinching load increases further until the end of the form.

Forming curve of clinch-adhesive hybrid joint on inclined wall die

Comparison of hybrid joints forming of the (I)full gluing and (II)partial gluing processes

Comparison of simulation and experimental results of hybrid joints of the (a)full gluing and (b)partial gluing processes
3.2 Comparison of fully glued and partially glued hybrid joints
A comparison of the fully and partially glued hybrid joints is shown in Fig. 9. The equivalent force development rule during the forming process is similar for the fully and partially glued hybrid joints. In the early and middle phases of formation, an adhesive layer exists in the fully glued hybrid joint area. The mechanical properties of the adhesive layer after curing were much lower than those of the aluminum and steel plates. Under the same punch stroke, the upper and lower plates of the fully glued hybrid joint exhibited less deformation and the maximum equivalent stress of the joint is lower than that of the partially glued hybrid joint. At the end phase of the formation, the presence of the adhesive layer makes it more challenging to form an interlock, and the maximum equivalent force of the fully glued hybrid joints is higher than that of the partially glued hybrid joints.

The shear failure mode of the clinch-adhesive hybrid joint on the inclined wall die: (a) The sheer failure of the only clinched joint, (b) the sheer failure of the fully glued hybrid joint, and (c) the sheer failure of the partially glued joint
As shown in Fig. 9(a) and (b), in the early phase of forming, both hybrid joints have the same two large stress areas. One was the contact between the corner of the punch and the upper plate, and the other was the contact between the lower plate and the corner of the die. However, the equivalent force at the contact between the upper plate and corner of the punch in the fully glued hybrid joint is higher than that in the partially glued hybrid joint because the adhesive layer increases the deformation resistance of the sheet during plastic deformation, making the material flow more difficult.
As shown in Fig. 9(c),(d), in the middle phase of forming, the punch continues to press down, and the lower plate contacts the die while being extruded by the punch, the material of the lower plate starts to flow radially. Currently, the equivalent stress in the contact area between the lower plate and the core of the die is the largest, while the upper plate has a considerable equivalent stress in the neck thickness owing to drawing. Furthermore, the adhesive layer in the neck of the entire gluing hybrid joint is under tension and shear, and its thickness decreases. The adhesive layer in the central core was thinned via extrusion. However, the thickness of the adhesive layer outside the joint area remains constant. The excess adhesive layer mainly accumulated in areas 1 and 2, as shown in Fig. 9.
Figure 9(e) and (f) shows the end of forming. In the fully glued hybrid joint, the adhesive layer accumulated in areas 1 and 2, as shown in Fig. 9. Owing to the deformation of the adhesive layer, the thickness of the adhesive layer in the neck and core of the hybrid joint became thinner, with the thinnest point being only 0.004 mm. For the partially glued composite joint, the interlocking amount \(T_{u}\) reached 0.286 mm, and the neck thickness \(T_{n}\) was still 0.627 mm because there was no obstruction of the adhesive layer in the clinching area. Compared with the fully glued hybrid joint, the neck thickness \(T_{n}\) only decreased by approximately 10.6%, whereas the interlocking amount \(T_{u}\) increased by approximately 144%. From the simulation results, the hybrid joint obtained using the partial gluing process was better.
The experimental results are in good agreement with the simulation results, as shown in Fig. 10. The errors of the neck thickness value and interlock value of the entire gluing hybrid joint are only 3.1 and 2.5%, respectively. Moreover, as shown in Fig. 10, the error of the neck thickness and interlock values of the partial gluing hybrid joint were only 1.1 and 2.1%, respectively, which proves the accuracy of the finite element model.

The peel failure form of the clinch-adhesive hybrid joint on the inclined wall die: (a) The peel failure of the only-clinched joint, (b) the peel failure of the fully glued hybrid joint, and (c) the peel failure of the partially glued joint

Shear load displacement curve of the clinch-adhesive hybrid joint on the inclined wall die
3.3 Composite joint shear and peel test
The failure form of the joint during the shear experiment is shown in Fig. 11. Owing to the small interlock of the joint, the joint failed when the upper plate was detached before it reached neck fracture during shear loading, as shown in Fig. 11. It can also be inferred from Fig. 11 that the failure modes of partial and full gluing hybrid joints are mixed failures consisting of interface failure and upper plate stripping. The failure of the partial-gluing hybrid joints may also be caused by cohesive force failure. When subjected to a shear load, the hybrid joints first experienced interfacial damage at the adhesive interface between the layers. The plates were accompanied by partial cohesive damage until the overall failure of the bond. Next, the mechanical interlock of the hybrid joint is also deformed after the adhesive injury, causing the upper plate to dislodge, resulting in the final failure of the joints. The failure modes of the hybrid joints under peeling are shown in Fig. 12. As shown in 12, the failure of the clinching joint in the peel test is in the form of upper plate dislodgement failure. The full and partial gluing hybrid joints exhibit mixed failures of interface damage and upper plate release.
The shear load–displacement curve of the joint is shown in Fig. 13. From the load–displacement curve, the shear failure of the only-clinched joint can be divided into four stages. Stage I is the initial phase of loading, in which the gap between the fixture and the sample shrinks; thus, there is no apparent change in the load. Stage II is the elastic deformation phase; the load curve at this phase is nearly a diagonal line, and the load increases to approximately 700 N. Stage III represents the plastic deformation phase. As the shearing progresses, the aluminum plate undergoes obvious plastic deformation, and the joint begins to emerge. When the load reaches the peak \(F_{max1}\), the joint partially emerges, and then the load decreases. Stage IV is the joint failure stage, in which the upper plate is still partially uncoupled. As shearing proceeds, plastic deformation occurs in this part, and the joint exhibits failure. When the upper plate is completely dislodged, the load decreases to zero.
In addition, it can be concluded from Fig. 13 that the hybrid joint shear failure deformation can be roughly divided into five stages. The I and II stages are the same as in the only-clinch joint, as previously mentioned, including the initial phase of the loading and elastic deformation phases. The III phase is the plastic deformation and bonding failure phase, in which the aluminum plate starts to undergo extensive plastic deformation and reaches the peak load \(F_{max2}\), and then the bonding suddenly fails. The main reason for bonding failure is that after the joint is subjected to tangential stress, the bonding interface between the adhesive layer and the metal plate is damaged, and at simultaneously, the cohesive force of the adhesive layer is destroyed. Stage IV represents the secondary plastic-deformation stage. At this stage, the bonding fails; however, the mechanical interlocking of the hybrid joint is not yet destroyed, and the load remained stable within a small range. Stage V is the interlock failure phase, at which point the joint continues to undergo large plastic deformation until the mechanical interlocking of the joint disappears owing to the disengagement of the upper plate, resulting in the complete failure of the joint. Moreover, the shear strengths of the fully and partially glued hybrid joints increased by 47.6 and 62.7%, respectively, compared with the only-clinched joints. In addition, the adhesive layer in the clinching area of the fully glued hybrid joint changed the friction environment and exhibited a specific hindering effect when the plate was deformed. Hence, the full gluing forming effect was slightly worse than that of the partial gluing. For hybrid joints, failure is manifested by a sudden failure of the bonding interface, followed by the dislodgement of the upper plate. The combination of gluing and clinching compensates for this shortcoming of premature bonding failure, thereby avoiding sudden damage in practical applications.

Pear load displacement curve of the clinch-adhesive hybrid joint with the inclined wall mold
The peeling load–displacement curve of the joint is shown in Fig. 14. From the load–displacement curve, the peeling failure process is different from the shear failure in that its elastic deformation stage is very short and can be ignored. The peeling failure process of the hybrid joint can be divided into three stages: The first stage is the elastic deformation stage, the curve is almost a diagonal line, and the load rapidly rises to approximately 70–100 N. The second stage is the plastic deformation and gluing failure stage. When the load reaches the first peak value, the bonding interface between the plate and adhesive layer is destroyed, resulting in sudden bonding failure. The load decreased rapidly to approximately 50 N. The third stage was the secondary plastic deformation stage. Under mechanical interlocking, plastic deformation continued until the second peak value. The mechanical interlock causes the entire joint to fail owing to the deformation and plate disengagement. In the peel test, the peak load of the joint was smaller; however, the failure displacement of the entire joint was higher than that in the shear test. The peel strength of the partially glued hybrid joints is higher than that of the fully glued hybrid joints, which further indicates that the partially coated process is more suitable for clinch-adhesive hybrid connections.
4 Conclusion
In this study, Al5052 aluminum alloy and Q235 steel were used as research objects. A combination of finite element simulation and experiment was employed. Moreover, the effect of the gluing process on the strength of clinch-adhesive hybrid joining in an inclined wall die was explored. Finally, the failure forms and mechanisms of the joints under shear and peel loads were investigated in depth. The main conclusions are as follows.
-
1.
The forming law of the clinch-adhesive hybrid connection on the inclined wall die is explored and summarized by the finite element method. It can be found that the clinch-adhesive hybrid connection can be divided into four stages: pressing stage, forming initial stage, forming middle stage, and forming final stage (inclined wall guide phase).
-
2.
The differences in the characteristics of fully and partially glued hybrid joints were discussed using finite elements and experiments for the clinch-adhesive hybrid connection on the inclined wall die. The results show that the partial gluing process is more effective compared with the full gluing process, the interlock of the partial gluing joint increased by 144%, and the neck thickness value reduced by only 10.6%. The errors of the experimental results compared with the simulation results are less than 4%, showing good agreement, which proves that the finite element model has high credibility.
-
3.
Finally, shear and peel experiments were used to investigate the failure forms and mechanisms of the joints. The results showed that the shear and peel strengths of hybrid joints are higher than those of only-clinched joints, and the best performance was obtained for partially glued hybrid joints. The main failure form of hybrid joints is a mixture of interface damage and upper plate dislodgement.
References
Alves L, Martins P (2013) Single-stroke mechanical joining of sheet panels to tubular profiles. J Manuf Process 15(1):151-157
Balawender T, Sadowski T, Golewski P (2012) Numerical analysis and experiments of the clinch-bonded joint subjected to uniaxial tension. Computat Mater Sci 64:270–272
Calabrese L, Galtieri G, Borsellino C et al (2016) Durability of hybrid clinch-bonded steel/aluminum joints in salt spray environment. Int J Adv Manuf Technol 87(9):3137–3147
Chen C, Zhao S, Cui M, et al (2017) Study on the flat-reshaping technology with no rivet for joining aluminium alloy sheet of the automobile
Chen J, Qiu Z, Zhou Y et al (2016) Performances of clinch-bonded hybrid joints between steel-aluminum sheets. J Harbin Inst Technol 48(7):169–175
Chen Y, Li M, Yang X et al (2020) Durability and mechanical behavior of cfrp/al structural joints in accelerated cyclic corrosion environments. Int J Adhesion Adhesives 102(102):695
Chu Y, Sun L, Li L (2019) Lightweight scheme selection for automotive safety structures using a quantifiable multi-objective approach. J Cleaner Prod 241(118):316
Deepati AK, Alhazmi W, Benjeer I (2021) Mechanical characterization of aa5083 aluminum alloy welded using resistance spot welding for the lightweight automobile body fabrication. Mater Today Proc 45:5139–5148
Eshtayeh M, Hrairi M (2016) Multi objective optimization of clinching joints quality using grey-based taguchi method. Int J Adv Manuf Technol 87(1):233–249
Etemadi S, Hahn O, Roll K (2012) Simulation of hybrid joining technologies using the example of clinch-bonding
Hahn O, Meschut G, Bergau M et al (2014) Self-pierce riveting and hybrid joining of boron steels in multi-material and multi-sheet joints. Proc CIRP 18:192–196
Han X, Chen C, Liu C et al (2018) Predictive model of tensile strength in flat clinching. J Mech Eng 54:61–68
Joost WJ, Krajewski PE (2017) Towards magnesium alloys for high-volume automotive applications. Scripta Mater 128:107–112
Lambiase F, Di Ilio A (2014) An experimental study on clinched joints realized with different dies. Thin-Walled Struct 85:71–80
Lee CJ, Lee JM, Lee KH et al (2014) Development of hybrid clinched structure by using multi-cohesive zone models. Int J Precision Eng Manuf 15(6):1015–1022
Lin PC, Fang JC, Lin JW et al (2020) Preheated (heat-assisted) clinching process for al/cfrp cross-tension specimens. Materials 13(18):4170
Liu Z, Lu J, Zhu P (2016) Lightweight design of automotive composite bumper system using modified particle swarm optimizer. Composite Struct 140:630–643
Luo S, Yao J, Li J, et al (2020) Influence of forging velocity on temperature and phases of forged ti-6al-4v turbine blade. J Mater Res Technol 9(6):12,043–12,051
Marques E, da Silva LF (2008) Joint strength optimization of adhesively bonded patches. J Adhesion 84(11):915–934
Qiu ZX, Zhou YJ, Chen JQ (2015) Research of the forming laws in the clinching process between steel-aluminum sheets with different strength series. Mach Design Manuf
Wang M, Chen Y, Han Y et al (2022) Steel-aluminum plastic clinching of an inclined wall die. Int J Adv Manuf Technol 121(9):6243–6253
Zhao L, He X, Xing B et al (2015) Influence of sheet thickness on fatigue behavior and fretting of self-piercing riveted joints in aluminum alloy 5052. Mater Design 87:1010–1017
Funding
This study was supported by the Project of International Scientific and Technological Innovation Cooperation (Grant No. 2021YFH0031).
Author information
Authors and Affiliations
Contributions
Menghan Wang conceived and designed the experiments; Yifeng Chen and Yan Han performed the experiments; Lei Li and Menglong Du analyzed the data; Menglong Du and Yifeng Chen wrote the paper.
Corresponding author
Ethics declarations
Conflicts of interest
The authors declare no potential conflicts of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Menghan, W., Menglong, D., Yifeng, C. et al. Influence of the mechanism of gluing processes on the strength of clinch-adhesive hybrid joining process of steel/aluminum plates. Int J Adv Manuf Technol 127, 3325–3336 (2023). https://doi.org/10.1007/s00170-023-11464-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-11464-4