
Abstract
According to the meshing principle of gear, the analytic equations of the involute and cycloid of screw rotor end profile are derived. Based on the geometric characteristics deduced from involute and cycloid helical surface, a mathematical model for machining screw rotor with spherical milling cutter is established, and the milling cutter center trajectory and feedrate are calculated. The correctness of the mathematical model is verified by numerical control machining simulation and actual numerical control machining experiments. Finally, the accuracy of helical surface of screw rotor is measured and analyzed on the roughness measuring instrument. The results show that the screw rotor machined by the mathematical model proposed in the paper has good surface quality.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Screw rotor flowmeter is a new type flowmeter introduced at the end of 1990s. It has the following advantages: good dynamic balance, low vibration and noise, small size, large measuring capacity, no load on the rotor surface, no wear in the process of rotation, and the life is longer. Screw rotor flowmeter consists of a pair of meshing screw rotors [1]. The screw rotor is the most crucial component of the flowmeter, whereby the geometry and the machining precision of the rotor can greatly affect flowmeter performance [2]. The screw rotor is actually a special helical surface gear with a complex end profile. Many scholars have done a lot of research on the design of the rotor profile; Su and Tseng proposed the contact lines on rotor surfaces as design indices for rotor profile optimization [3]; Zaytsev and Infante Ferreira proposed a differential method for rotor profile generation using a meshing line [4]. However, these rotor profile design methods have their own technical limitations, including promoting geometric modifiability of the rotor. Therefore, the geometric profile generation theory of the rotor could be further researched.
As a typical complex surface, helical surface is complex in the process of forming. It is difficult to manufacture and to guarantee its manufacturing accuracy. Many scholars have done a lot of research on machining methods of helical surface [5, 6], Wu and Fong defined a normal rack comprising a specific curve based on the characteristics of twin-screw compressor rotors, and the developed rack can be shared for manufacturing rotors with different helix angles as long as their normal circular pitch is the same [7]. However, the manufacturing method of disk-type form cutter is mostly used in helical surface machining; its theoretical basis is the principle of line meshing [8, 9]. The accuracy of the machined helical surface depends on the accuracy of the profile of formed cutter and the accuracy of helical motion between the cutter and the workpiece. Meanwhile, in the process of machining the surface, the cutter wear affects the machining accuracy [10], and grinding and compensation of the formed cutter are difficult. All of these make the manufacturing cost very high [11]. In general, the forming method is used for small varieties and mass batch production.
However, screw rotor studied in this paper is different from the general helical surface, its end face profile is more complex, there are sharp points, that is, there are singular lines on the helical surface, the existence of singular lines disconnects the contact line formed by the conjugate movement of cutter and surface, which makes it difficult to manufacture with form cutter, so this paper uses the standard spherical milling cutter to machine screw rotor. The spherical milling cutter machining has its advantages: unlike the form cutter, it is necessary to redesign and manufacture a new forming cutter for new type part; a pair of standard spherical cutter can manufacture different types of screw rotors. Because the cutter is a standard cutter, its manufacture cost is low. Moreover, it is convenient to adjust the technology parameters according to the measurement results. But in practice, the method also has its technical limitation: due to the point milling with spherical milling cutter, its cutting efficiency is low, its manufacturing time is longer than the forming cutter, which is generally suitable for multi-variety small batch production. Before using the spherical milling cutter to machine screw rotor, the helical surface formed by the involute and cycloid end profiles must be studied and geometric characteristics of helical surface must be analyzed.
In the paper, the remainder of this paper is organized as follows: in Sect. 2, the involute and cycloid end profiles of screw rotor are derived. In Sect. 3, on the basis of analyzing the geometric characteristics of screw rotor’s helical surface, the machining model with spherical milling cutter is obtained. In Sect. 4, three-dimensional (3D) model of screw rotor is established and cutter center trajectory and feedrate are calculated. In Sect. 5, NC machining simulation and actual NC machining and measuring experiments validate the correctness of the machining model.
2 End profile equation derivation and helical surface forming process analysis
2.1 End profile equation derivation
First of all, by analyzing the formation principle of the end face profile, the mathematical expression of the curve equation is established. Assuming that two screw rotors of the same size mesh, since the teeth number is equal, which is less than 17. Based on the gear meshing principle, their teeth will inevitably undergo undercutting and produce undercutting curves. When a pair of screw rotors mesh, the upper involute of one rotor meshes with the lower undercutting curve of the other rotor, and the lower undercutting curve of one rotor meshes with the upper involute of the other rotor. According to meshing analysis, as shown in Fig. 1, the end face of screw rotor consists of arc ab segment, involute bc segment, undercut cd segment, and arc de segment. The ab segment is the arc of the addendum circle radius and the de segment is the arc of the dedendum circle radius.

Rotor end profile diagram
According to gear meshing theory, involute bc equation is as follows [12]:
Among them, x and y are the involute coordinates, rb is the base circle radius, and θ is the involute unfolding angle.
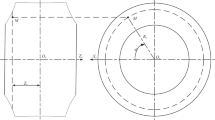
The undercut cd segment is actually an inner cycloid, and the curve equation can be obtained by the forming process of the curve. As shown in Fig. 2, assume that the pitch circle B of one rotor tooth purely rolls on the pitch circle A of the other rotor tooth meshed with it, point t1 is the edge point of the addendum circle where pitch circle B is located, the trajectory curve generated by point t1 is the undercutting curve of the tooth where pitch circle A is located. It can be seen from Fig. 2 that the distance between point t1 and pure rolling point t2 and its center O1 remains unchanged during meshing.

End profile cycloid forming process
Suppose:
From the cosine theorem, we can get
rp—pitch radius
The trajectory curve of the moving point O1 is circle C:
The trajectory curve of moving point t2 is cycloid D:
t—the angle between linear OO1 and X axis positive direction.
The curve equation of cd segment (that is, the generated trajectory of point t1) is as follows:
By substituting x1, y1, x2, y2 of formula (1) and (2) into formula (3), the parametric equation of cd segment can be obtained.
In summary, through the geometric analysis of rotor meshing, we can solve the mathematical expression of the rotor end face profile, which lays a mathematical foundation for the 3D parametric modeling of the screw rotor.
2.2 Analysis of helical surface forming process
Suppose that there is a fixed coordinate system (O-X,Y,Z) in space (as shown in Fig. 3), the unit vectors of three coordinate axes are \( \overrightarrow{i},\overrightarrow{j},\overrightarrow{k} \), respectively. Suppose the vector equation of a space curve Γ is as follows:

Helical surface forming process
When the curve Γ moves in helical motion, that is, the curve Γ rotates around the Z axis on the one hand and moves at the same speed along the Z axis at the same time, the trajectory surface formed by the curve Γ in space is a cylindrical helical surface. Its axis is Z(k) and Γ is called the generatrix of helical surface.
3 Normal vector analysis of involute and cycloid helical surfaces
In general, the involute equation in the first quadrant xoy plane of Cartesian coordinate system can be expressed as follows [13]:
In the formula (4), rb is involute basic radius, ϕ is the rolling angle of the involute point, which is equal to the sum of the pressure angle (which is related to gear teeth, is the angle at a pitch point between the line of pressure and the plane tangent to the pitch surface) and the unfold angle, β is the rotation angle of the involute starting point on the base circle.
Suppose the involute curve r = r(u) helically moves around Z axis with the lead l. Here, we only discuss the right-handed case, the left-handed case can be discussed similarly. The helical parameter p = l / 2π; then, the helical surface is formed as shown in Fig. 4:

Forming process of involute helical surface
The equation of helical surface can be expressed as
In the formula (5), θ is rotation angle of the involute curve r(u) around z axis.
The acquisition of normal vector of the surface is very important for calculating the coordinates of cutter center.
If β in the equation of involute helical surface is a constant value, set \( \sqrt{p^2+{r_b}^2}=s \), then the unit normal vector of the surface can be expressed as follows:
Because θ of end profile is equal to zero, then n0 can be simplified as follows:
In milling process, the coordinate value of the cutter center corresponding to the machined point is the coordinate value of the point plus the product of the unit normal vector of the point and the radius of the cutter.
If the radius of spherical milling cutter is R, the coordinate value of cutter center can be expressed as
Then, the vector distance between the cutter center and the involute helical surface is
When Z is a constant value, the square sum of the vector x and y coordinates between the cutter center and the involute helical surface is shown as follows:
Assuming that the end profile of the involute is known, the end profile of the involute only needs to be offset pR / s distance on the xoy plane, the machining position of the cutter center on the xoy plane can be obtained.
Formula (8) shows that the vector distance between the cutter center and the involute helical surface is a constant value rbR / s in the direction parallel to Z axis. Assuming that the end profile of the involute is known, the end profile of the involute only needs to be offset rbR / s distance in Z axis direction, the machining position of the cutter center in Z axis direction can be obtained.
Similarly, it can be deduced that the cycloid helical surface has the same properties as the involute helical surface.
Based on the unique geometric properties of involute and cycloid helical surfaces, the mathematical basis for machining screw rotor with standard spherical milling cutter is established.
4 Modeling of screw rotor and cutter center trajectory and feedrate calculation
Standard spherical milling cutter is used to machine screw rotor on four-axis NC machine tool in the paper. The milling mechanism is shown in Fig. 5: end profile curve of the rotor is formed by interpolation motion of Y-axis and Z-axis, X-axis and A-axis interpolation motion drives the rotor to produce helical motion, two axes interactive interpolation motions of four-axis machine tool are used for milling helical surfaces.

Milling mechanism of screw rotor
4.1 Three-dimensional parametric modeling
Firstly, the profile curves of screw rotor are generated in Pro/E, which is a three-dimensional modeler. According to Sect. 2.1, the profile curve of screw rotor is composed of three curves: involute, cycloid, and arc. After the profile curves are generated, the end profile section of the rotor is generated by means of mirror, intersection, and cutting, as shown in Fig. 6. Then, the end profile section is taken as the scanning section, the rotor axis as the original trajectory curve, the helix on the pitch circle as the X-trajectory curve for the variable section solid scanning, and a single tooth of the screw rotor is obtained, as shown in Fig. 7. Finally, the screw rotor solid model is obtained by using the generated tooth as circumference array and adding hole feature, as shown in Fig. 8. Moreover, because the screw rotor model is a parametric model, that is, a new 3D screw rotor model can be generated in Pro/E software by changing the basic parameters of the screw rotor.

End profile scanning section

Single tooth generation

Solid model of screw rotor
4.2 Calculation of spherical milling cutter center trajectory
Since profile interpolation is carried out on the two-dimensional involute (cycloid) profile, it can be seen from Sect. 3 that the vector distance between the cutter center and the involute (or cycloid) helical surface is a constant value on the xoy plane. As shown in Fig. 9, after calculating the coordinates of the interpolation point P, shifting P point a calculated constant value along normal tooth profile, the center point P′ can be obtained, that is,

Schematic diagram for calculating cutter center point
In the formula (10):
d—calculated constant value
n—normal vector of P point on helical surface
4.3 The correlation between feedrate of the cutter and rotational speed of the rotor
As shown in Fig. 5, the rotor moves uniformly in the X-axis direction and rotates around the X-axis at the same time, feedrate of the cutter is related to rotational speed and the size of the rotor (i.e., the lead). Suppose the rotational speed of the rotor is ω, and its lead is l, then the feedrate is f = lω/(2π).
5 Machining simulation and experiments of screw rotor
The flow chart framework of the experimental design is shown in Fig. 10.

The flow chart of experiment design
5.1 NC machining simulation
The 3D solid model built in Pro/E is used for NC machining simulation. Firstly, the correct machine coordinate system and programming coordinate system are established, and the motion relationship of motion axis is defined. On the basic of defining the blank, machine tool, and cutter, the correct NC system type and appropriate machining parameters are set up to simulate the milling process. Figure 11 is the simulation process of screw rotor milling. After the machining simulation process is confirmed to be correct, the post-processing program of Pro/E is used to generate NC code for machining.

Screw rotor NC machining simulation
5.2 Collision detection and avoidance
The process of machining screw rotor and the interpolation movement of X-axis can be seen from Fig. 5.
A-axis is provided by the machine tool feed system, the interpolation movement of Y-axis and Z-axis of the cutter is controlled by the machine tool spindle, and some Gcodes of X-axis and A-axis are as follows:
G00 G90 Z100
Y#2 Z#3
G01 G91 X242 A198
G00 G90 Z100
X0 A0
G00 Y-#2 Z#3
G01 G91 X242 A198
G00 G90 Z100
X0 A0
It can be seen from the above Gcodes: before starting machining, the Z-axis is at the safe retracting height. After starting machining, Z-axis descends, Z-axis and Y-axis carry out interpolation motion to complete milling. After finishing a machining cycle, the X-axis and A-axis return to zero, and the Z-axis returns to the safe height. The machining method can avoid the collision between the cutter and the rotor.
At the same time, we choose the radius of the spherical milling cutter according to the minimum curvature radius of rotor end face curve, which can avoid the removal of excess material in the vicinity of the cutter contact (CC) point(s) due to the mismatch in curvatures between the tool swept surface and the rotor surface at the CC points.
5.3 NC machining experiments
In the paper, RIFA-RFMV80 vertical machining center (as shown in Fig. 12) was selected to carry out NC milling of screw rotor. The design parameters of screw rotor selected in the paper are shown in Table 1:

RFMV80 vertical machining center
The milling parameters selected in the machining process are shown in Table 2:
Figure 13 shows the machining process of screw rotor with spherical milling cutter on the four-axis machining center.

Screw motor machining process
5.4 Analysis for machining accuracy of screw rotor
Theoretically speaking, the machined rotor should be precisely coincident with the original design shape, while it may have errors caused by the mathematical expression and the Geometric machining model. In this paper, the average surface roughness Ra and the meshing of screw rotor were conducted to validate if the developed model could satisfy the required accuracy.
In order to measure the Ra, the roughness measurement experiments were carried out on TRIMOS TR-SCAN micro-topography measuring instrument, and the measured data were compared to the predicted values of Ra. Assume that the tool path interval and tool radius R are known, the predicted value of Ra can be computed [14]. The involute measure range is divided into 5 lines (line 1–line5 ), as shown in Fig. 14. In the same way, the cycloid measure range is divided into 4 lines (line 1–line 4), as shown in Fig. 15.

Measurement scheme of involute surface

Measurement scheme of cycloid surface
After a series of measurement experiments, the comparison diagram of involute surface predicted value and measured values of Ra can be obtained as shown in Fig. 16. The comparison diagram of cycloid surface predicted value and measured values of Ra can be obtained as shown in Fig. 17. When measuring surface roughness, we measured the roughness Ra under three different feedrates. At the same feedrate, we measured the roughness value three times, and the measured value Ra in the Figs. 16 and 17 is the average value of the three measurements. From the results in Figs. 16 and 17, it can be seen that the predicted value is lower than the actual measured value; we do not take into account other factors (such as machine vibration) when we build the roughness model of screw tooth surface. With the increase of feedrate, the measured roughness decreases gradually, which also conforms to metal cutting mechanism. The predicted value of surface roughness is close to the actual measured value, which can be used as a reference model for machining technology.

Comparison between measured Ra and predicted Ra of involute surface

Comparison between measured Ra and predicted Ra of cycloid surface
Finally, we have carried out the meshing experiment of the screw rotor, as shown in Fig. 18. The experimental results show that the rotor machined by the mathematical model in the paper completely meets meshing accuracy requirements. The experimental results thereby validate the correctness of the mathematical expression and the mathematical model for rotor machining with the spherical cutter.

Meshing of a pair of screw rotors
6 Conclusion
In the paper, the end profile equations of screw rotor were derived based on gear meshing theory. According to end profile equations and the forming principle of helical surface, the 3D solid parametric model of screw rotor was established. According to the characteristic of the involute (cycloid) helical surface, a method of machining screw rotor with standard spherical milling cutter is proposed in the paper. NC machining simulation and actual NC machining and measuring experiments show that the method fully meets the accuracy requirements of screw rotor.
Compared with the previous rotor profile design method, the 3D solid model designed in this paper has the following advantages: because the screw rotor model established in the paper is a parametric model, a 3D model of new type rotor can be generated by changing the basic parameters of the rotor in the software, the profile design of screw rotor is more accurate and convenient.
Compared with the forming milling method, the spherical milling method has the following advantages:
- (1)
The spherical milling cutter is a standard cutter; its manufacturability and exchangeability are better.
- (2)
It is easy to realize the cutter length and radius compensation.
- (3)
It is easy to realize the dynamic simulation of machining, the cutter collision detection, and the machining technology parameters can be easily adjusted through the surface measurement results.
The general mathematical model for machining of the screw rotor with the spherical cutter established in this paper may be useful for rotor manufacturers or CNC manufacturing machine developers to simulate machining motion and evaluate the cutting results of screw rotor. Moreover, the method adopted in the paper can also be used to machine some other complex surfaces.
References
Zhao YQ, Zhao SD, Wei WF, Hou HL (2017) Precision grinding of screw rotors using CNC method. Int J Adv Manuf Technol 89(9–12):2967–2979
Wu YW, Hsu WH (2014) A general mathematical model for continuous generating machining of screw rotors with worm-shaped tools. Appl Math Model 38(6):28–37
Shyh-Haur S, Ching-Huan T (2000) Synthesis and optimization for rotor profiles in twin rotor screw compressors. ASME J Mech Des 122(4):543–552
Zaytsev D, Infante Ferreira CA (2005) Profile generation method for twin screw compressor rotors based on the meshing line. Int.J.Refrig. 28(5):744–755
Yao LG, Ye ZH, Dai JS, Cai HY (2005) Geometric analysis and tooth profiling of a three-lobe helical rotor of the roots blower. J Mater Process Technol 170(1–2):259–267
Hsieh J-F (2006) Mathematical model and sensitivity analysis for helical groove machining. Int J Mach Tools Manuf 46(10):1087–1096
Wu YR, Fong ZH (2008) Rotor profile design for the twin-screw compressor based on the normal-rack generation method. ASME J Mech Des 130(3):042601-1–042601-8
Ching-Ben C (2007) Discussion on the problems related to NC machining of toroid-shaped taper cutter with constant angle between cutting edge and the cutter axis. Int J Adv Manuf Technol 35(7):493–504
Park S-Y, Lee H-K, Yang GE, Mun S-D (2010) A study on the machining of compressor rotors using formed tools. Int J Precis Eng Manuf 11(2):195–200
Stosic N (2006) A geometric approach to calculating tool wear in screw rotor machining. Int J Mach Tools Manuf 46(15):1961–1965
Teodor VG, Popa I, Oancea N (2010) The profiling of end mill and planing tools to generate helical surfaces known by sampled points. Int J Adv Manuf Technol 51(4):439–452
Xia L, Han J, Fang X, Zhao H (2005) Research on 3-D mathematical modeling and CAD/CAM technology of helical rotor. Trans Chin Soc Agric Mach 36(8):162–164
Cang GL, Gui GS, Wang QT (2005) A characterization of involute helicoid and its application. J Harbin Inst Technol 37(12):1728–1731
Misaka T, Herwan J, Ryabov O, Kano S, Sawada H, Kasashima N, Furukawa Y (2020) Prediction of surface roughness in CNC turning by model-assisted response surface method. Precis Eng 62(3):196–203
Funding
The National Science Foundation of China (Grant No. 51275147) and the Important National Science & Technology Specific Projects (Grant No.2012ZX04001021) support this research.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Yu, DY., Ding, Z. Geometric characteristics analysis and parametric modeling for screw rotor precision machining. Int J Adv Manuf Technol 107, 3615–3623 (2020). https://doi.org/10.1007/s00170-020-05287-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-05287-w