
Abstract
Characterized by a complex contour profile involving arc, cycloid, and involute, the screw rotor is usually manufactured by a forming tool. The finished surface quality and efficiency of the screw rotor are determined by the cutting performance of the forming tool. However, the machining performance of the forming tool is closely related to the structure shape of cutting edge, which is then determined by the installation parameters of the forming tool. Therefore, to make the cutting performance of forming tool controllable, it is essential to investigate the relationship between the cutting performance of the forming tool and its installation parameters at the design stage. In this paper, a novel installation parameter optimization design method of forming tool for screw rotor is presented. A parametric optimization program is designed to finalize the range of installation parameters satisfying the spatial meshing relation and machining equipment parameters. The profile characteristics of forming tool under different center distances and mounting angles have been investigated. For validation, several screw rotors were ground in experiments and the resulted profile errors were analyzed. The results show that the cost of precision grinding of screw rotor can be significantly reduced, without compromise of machining quality. As such, the proposed design method could serve as a promising platform to facilitate screw rotor manufacture.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The screw rotor is the core component of screw machinery (e.g., screw pump/compressor/vacuum pump/expander), and its manufacturing accuracy has a direct influence on the comprehensive performance of screw machinery [1]. Undesired profile errors will lead to a wide series of degraded performance including poor sealing, excessive noise and vibration, and reduced wear resistance. Therefore, in real production, the tooth profile accuracy of the screw rotor is required to be extremely high. As such, forming processing has become the most commonly used processing method in screw rotor manufacture, due to its controllable processing accuracy and convenience in profile modification. The mounting parameters of the forming tool can directly determine the attitude of the spatial contact line between the forming tool and the screw rotor, thus further affecting the cutting performance of the forming tool. Therefore, to obtain reasonable mounting parameters becomes the prerequisite in the design of forming tool. Unfortunately, in traditional screw rotor forming tool design, the mounting parameters are usually obtained by empirical methods. Such methods often lead to poor cutting performance of the forming tool, which will further affect the machining accuracy and efficiency in screw rotor manufacture. In order to achieve robust manufacture of screw rotor, it is essential to optimize the cutting performance of the forming tool by selecting appropriate mounting parameters.
The design principle and method of forming tools for screw rotors have been described in detail in previous literatures [2, 3]. These studies have provided the solution method and the solution step for the screw rotor forming tool profile, and valuable references for the design of screw rotor forming tools are provided. Furthermore, some scholars proposed different screw rotor profile forming tool design methods and realized screw rotor forming on various machine tools. Typically, Tang et al. [4] proposed a new method of screw rotor forming tool design, which managed to overcome the technical difficulty incurred by discontinuous one-medium derivative of screw rotor profile curve. Wu et al. [5] proposed a radial ray method to design the screw rotor forming grinding wheel. This method firstly solved the forming wheel profile from the given screw rotor profile and then figured out the screw rotor profile from the forming wheel profile, thus realizing the screw rotor profile precision forming grinding simulation. Li [6] proposed a novel calculation process based on the end milling cutter spiral groove machining principle to compute the grinding wheel profile with a known groove model and grinding wheel axis setting parameters. Hoang et al. [7] established a general mathematical model for internal-meshing honing for screw rotors. Furthermore, the proposed mathematical model has been verified to hone screw rotors with constant lead and variable lead. Bizzarri and Bartoň [8] proposed a method for machining screw rotors with double-flank milling on the five-axis machine tool and verified the feasibility of this method on several existing screw rotor profiles. While these studies have provided valuable information and useful reference on forming tool design methods, they have not fully addressed the influence of forming tool mounting parameters on the screw rotor profile errors.
In contrast, the influence of screw rotor forming tool mounting parameters on screw rotor machining profile errors has been revealed in another group of studies. Stosic [9], for example, proposed a method for calculating the wear amount of a screw rotor forming milling tool and obtained the influence of the tool wear on the profile error of the screw rotor through the method of transforming the space coordinate system. In this study, considering the tool and the screw rotor have different relative motion speeds at different contact points, the cutting process would result in different tool wear levels. In a subsequent study, Stosic [10] illustrated the influence of installation angle, axial deviation, and center distance on the profile error of the screw rotor. Similarly, Tao et al. [11] proposed a method to evaluate the screw rotor profile error caused by the installation parameter error of forming grinding wheel, including the installation angle error, center distance error, and axial displacement error. Both single factor and coupling factors were comprehensively investigated in this method. Furthermore, Zhao et al. [12], who investigated the influence of multiple factors on screw rotor profile error in CNC precision forming grinding of screw rotor, proposed a new CNC grinding wheel segmentation dressing method to improve screw rotor grinding precision and efficiency. In addition, Hoang and Wu [13] established a general coordinate system for simulating the machining of single-thread screw rotor with end milling cutter on a multi-axis CNC milling machine. The machining accuracy of the rotor can be improved by using different combinations of end mill tool installation parameters or tool profile corrections. These studies were verified either by machining experiments or simulation experiments.
The aforementioned research is mainly focusing on the mechanism of the screw rotor profile error; meanwhile, other researchers have also proposed the compensation method to reduce the error [14,15,16]. Representatively, on the basis of studying the generation of profile error of the screw rotor, Liu et al. [17] proposed a profile error compensation method to address the wear of the forming wheel. This method was realized by adjusting the installation parameters of the forming wheel, which improved the precision forming grinding efficiency. These researchers have attempted to improve the machining accuracy of the screw rotor by controlling the mounting parameters of the forming tool. On the one hand, the reported models are helpful to improve the profile accuracy of the screw rotor to some extent. On the other hand, these models are established based on a common assumption that the forming tool mounting parameters and profile have been pre-determined, which is often not the case in real production. Furthermore, the design method of mounting parameters of the screw rotor forming tool has not been well described in these studies. In order to overcome the problem of interference between tool and rotor profile during machining of concave rotor profile, Zhang and Fong [18] proposed a novel tilt form grinding (TFG) method. With a proposed mounting parameter setting method, the undercutting and secondary enveloping can be effectively avoided in grinding the screw rotor of a vacuum pump with concave profile. Subsequently, Deng and Shu [19] used space envelopment theory to design the profile of forming tool and introduced the design method of mounting parameters. However, such methods can only ensure no interference between the forming tool and the screw rotor. There is still a lack in research to correlate the setting parameters with the cutting performance of the forming tool. Practical experience shows that reasonable installation parameters can not only reduce the manufacturing cost of the forming tool but also improve the cutting performance of the forming tool, thereby improving the manufacturing accuracy of the screw rotor and reducing the manufacturing cost.
Accordingly, this paper proposes a method to design mounting parameters of screw rotor forming tools based on their machinability, in order to guarantee that the designed forming tool have excellent cutting performance. First, the design method of forming tool and the associated forming grinding method are introduced, which provide a theoretical basis for subsequent research. Subsequently, a parametric optimization design program has been designed to solve the forming tool installation parameters satisfying the spatial meshing principle, and the cutting performance of the forming tool with various installation parameters has been analyzed to determine the range of reasonable mounting parameters. Finally, the screw rotor forming grinding experiments have been performed with the proposed approach, and the experimental results are in good agreement with the theoretical results, clearly demonstrating the effectiveness of the proposed screw rotor forming tool installation parameter design method. The main contribution of this paper is to provide theoretical support for the selection of screw rotor forming tool installation parameters, so as to avoid downgrade of machining accuracy, efficiency or increase of machining cost caused by empirical methods, or trial cutting method.
2 Theoretical background
2.1 The coordinate system relationship
It is a prerequisite for accurate design of screw rotor forming tool profile to figure out installation parameter range satisfying the spatial meshing relationship and forming process requirements. To achieve this, the analytical relationship between the coordinate systems of screw rotor and forming tool needs to be established first. With (\({x}_{t},{y}_{t}\)) denoting a point in the shaft section of the screw rotor, the three-dimensional (3D) model representation can be described as:
where p is the screw parameter of the screw rotor determined by p = S/2π, with S representing the lead of the screw rotor.
Similarly, with (\({Z}_{c},{R}_{t}\)) denoting a point in the cross-section of the forming tool shaft, as shown in Fig. 1, the 3D structure of the forming tool can be described by the following equation [3]:

Forming tool section diagram
where \({X}_{c}\), \({Y}_{c}\), and \({Z}_{c}\) are the 3D representation of the forming tool; \({R}_{t}\) is the radius when the width of the forming tool is \({Z}_{c}\); \(\phi\) is the angle between \({R}_{t}\) and the plane \({X}_{c}{O}_{c}{Z}_{c}\); and the positive direction is defined as from \({X}_{c}\) to \({Y}_{c}\).
During the forming process, the screw rotor profile is generated through space meshing motion between the forming tool and the screw rotor. The geometric relationship between a screw rotor and a forming tool is illustrated in Fig. 2. The rotating shafts of the screw rotor and the forming tool are spatially crossed, generating a setting angle \(\omega\). \(T\) is called the center distance, representing the distance between the forming tool axis and the screw rotor axis. \(M\) is a point on the space contact line between the screw rotor and the forming tool. \(O-XYZ\) is the space coordinate system of the screw rotor, while \(O-{X}_{c}{Y}_{c}{Z}_{c}\) is the space coordinate system of the forming tool.

Spatial position relationship between forming tool and screw rotor
The mutual transformation relationship between the space coordinate system \(O-{X}_{c}{Y}_{c}{Z}_{c}\) of the forming tool and the space coordinate system \(O-XYZ\) of the screw rotor is as follows:
where \(\overrightarrow{{\text{i}}_{\text{c}}}\), \(\overrightarrow{{\text{j}}_{\text{c}}}\), and \(\overrightarrow{{\text{k}}_{\text{c}}}\) are the unit vectors in \({X}_{c}\), \({Y}_{c}\), and \({Z}_{c}\) directions; \(\overrightarrow{\text{i}}\), \(\overrightarrow{\text{j}}\), and \(\overrightarrow{k}\) are the unit vectors in \(X\), \(Y\), and \(Z\) directions.
2.2 Forming tool profile computation model
When the 3D model of the screw rotor is given, the profile equation of the forming tool can be obtained through a series of mathematical operations. The spatial contact line equation between the forming tool and the screw rotor can be expressed by the following equation [3]:
where \(\overrightarrow{R}=\overrightarrow{{O}_{c}M}\) is the radial vector of point \(M\) in spatial coordinate system \(O-{X}_{c}{Y}_{c}{Z}_{c}\) and \(\overrightarrow{n}\) is the normal vector at point \(M\) in spatial coordinate system \(O-XYZ\). The normal vector \(\overrightarrow{n}\) in spatial coordinate system \(O-XYZ\) can be solved from the following equation:
By taking the partial derivative of each component in Eq. (1) with regard to \(t\) and \(\theta\), the following equation can be established:
By substituting Eqs. (9) and (10) into Eq. (8), the components of the normal vector \(\overrightarrow{n}\) can be solved:
Substituting Eqs. (5), (6) and (11) into Eq. (7) yields:
where \(K\) is the first derivative of \({y}_{t}\) with regard to \({x}_{t}\). As can be seen, angle \(\theta\) is the only unknown variable, and it can be solved when \(T\), \(\omega\), and the profile equation of the screw rotor are given. Thus, the spatial contact line can be deduced, and the profile equation of the forming tool can be solved.
2.3 Rotor profile computation model
Similarly, when the 3D model of the forming tool is given, the profile equation of the screw rotor can be obtained through a series of mathematical operations. The spatial contact line equation between the screw rotor and the forming tool can be expressed by the following equation [3]:
where \(\overrightarrow{r}=\overrightarrow{OM}\) is the radial vector of point \(M\) in spatial coordinate system \(O-XYZ\). In the forming tool spatial coordinate system \(O-{X}_{c}{Y}_{c}{Z}_{c}\), the vector \(\overrightarrow{r}\) can be expressed in the following equation:
By introducing Eq. (6) into Eq. (14), in the spatial coordinate system \(O-XYZ\) of screw rotor, the vector \(\overrightarrow{r}\) can be represented using the following equation:
The term \(\overrightarrow{k}\times \overrightarrow{r}+p\overrightarrow{k}\) can be deduced as follows:
The normal vector \(\vec{n}\) can be deduced according to the following equation:
By taking the partial derivative of each item in Eq. (3) with regard to \({R}_{t}\) and \({Z}_{c}\), the following equations can be established:
By substituting Eqs. (18) and (19) into Eq. (17), the components of the normal vector \(\overrightarrow{n}\) can be solved:
Therefore, the following relationship can be obtained by substituting Eqs. (16) and (20) into Eq. (13):
where \({f}^{^{\prime}}({R}_{t})\) is the first derivative of \({Z}_{c}\) with respect to \({R}_{t}\). Since each \({R}_{t}\) corresponds to two different values of \({Z}_{c}\), the \({R}_{t}\) value can be considered as a function of \({Z}_{c}\), as shown in Fig. 1. The term \(1/{f}^{^{\prime}}({R}_{t})\) is deduced by the derivative rule for inverses:
Equation (21) shows that angle \(\phi\) is the only unknown variable; angle \(\phi\) can be deduced according to \(T\), \(\omega\), and the profile equation of the forming tool. Thus, the section profile of the screw rotor can be figured out.
2.4 Profile error calculation method
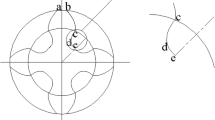
The definition of screw rotor profile error is the basis of studying the influence of mounting parameters on screw rotor profile error. The axial section of screw rotor profile is shown in Fig. 3. By comparing the difference between the machined profile and the theoretical profile, the machined profile error can be obtained, as shown in Fig. 4. The coordinates of point \({C}_{i}\) on the machined profile are denoted as (\({x}_{i},{y}_{i}\)), where \(i=\{\mathrm{1,2},...,m\}\) with m representing the number of points determined by the geometric size of the screw rotor and the measuring accuracy of the measuring equipment. In this paper, the profile error, \({E}_{i}\), is defined as the minimum distance between the point \({C}_{i}\) and the initial theoretical profile. The profile error \({E}_{i}\) is negative when point \({C}_{i}\) is inside the theoretical profile, and vice versa.

Theoretical profile of screw rotor

Schematic diagram of profile error
In order to facilitate the calculation of the profile error, the theoretical profile of the rotor can be fitted by cubic parameter splines as follows:
Therefore, \({E}_{i}\) can be obtained by the following equation:
where points (\({x}_{k},S({x}_{k})\)) satisfy Eq. (23). If \({({x}_{i}}^{2}+{{y}_{i}}^{2})>{({x}_{k}}^{2}+{S({x}_{k})}^{2})\), the machined profile is outside the theoretical profile and ‘‘ + ’’ is chosen; otherwise, ‘‘-’’ is chosen. Using this method, the profile error of any point on the machined profile can be accurately obtained.
3 Mounting parameter optimization decision method
In the screw rotor precision forming process, installation parameters determine both the precision of forming tool profile and the machining performance. In view of the importance of mounting parameters to screw rotor forming tool, it is worthy to investigate the selection strategy of mounting parameters. In Sect. 2, the mutual transformation relation between screw rotor and forming tool and the calculation method of screw rotor profile error have been explained in detail. Based on such knowledge, two sequential tasks are proposed in this section to optimize the design of installation parameters. Firstly, the range of installation parameters of the forming grinding wheel satisfying the spatial meshing characteristics is figured out. Subsequently, the evaluation criterion of cutting performance of forming grinding wheel is established, and a decent range of installation parameters is determined according to the actual processing requirements. Thus, a feasible strategy is provided for the precise design and selection of installation parameters of screw rotor forming tool. In this paper, the screw rotor precision forming grinding was investigated to demonstrate the effectiveness of the proposed approach.
3.1 Mounting angle range optimization decision method
In order to solve the mounting angle range satisfying the machining requirements, the mounting angle optimization design program is illustrated in Fig. 5. During the actual grinding process of the screw rotor, the forming wheel radius becomes smaller and smaller with the increase of grinding time. In order to make full use of the abrasive on the forming wheel, the minimum installation center distance satisfying the process requirements is taken as the initial center distance parameter. Taking a certain type of male rotor for example, its geometric parameters are shown in the Table 1.

Flowchart of installation angle optimization design
The steps of the program for optimization of grinding wheel installation angle of screw rotor are described as follows:
-
Step 1. Input initial parameter, including discrete data points of screw rotor section profile, pitch circle lead angle, screw parameter, center distance, and cycle-index.
-
Step 2. Set initial center distance and mounting angle.
-
Step 3. Generate forming tool profile.
-
Step 4. Generate screw rotor simulation profile.
-
Step 5. Go to the next step if cycle-index n is no larger than 3; otherwise, return to the first step.
-
Step 6. Evaluate the profile error of simulation profile of screw rotor. When the maximum value of the profile error ≤ threshold \(\Delta\), the current mounting angle value would be recorded; otherwise, return to step 2.
In the initial parameter setting, the range of the installation angle is limited to [λ-5, λ + 5], and the judgment condition is set as \({E}_{i\mathrm{max}}\le \Delta\). Through three cycles of optimization calculations, the precise mounting angle range satisfying the manufacturing conditions can be obtained. In order to guarantee the machining accuracy of the screw rotor, a higher precision screw rotor forming tool is required. Therefore, in this paper, the threshold \(\Delta\) is set to be a higher order of precision than the screw rotor profile. For example, when the screw rotor profile tolerance is ± 0.01 mm, the threshold should be defined as 0.001 mm.
3.2 Center distance range optimization decision method
Similarly, in order to solve the center distance range that meets the process conditions, the center distance optimization design program is designed as shown in Fig. 6. In the actual screw rotor grinding process, the installation center distance is usually determined by the structure of the grinding machine and the size of the forming grinding wheel. Therefore, center distance should be searched within the interval [\({T}_{\mathrm{min}},{T}_{\mathrm{max}}\)], as it satisfies the structural parameters of machine tool and cutting tool.

Flowchart of center distance optimization design
The steps of the program for optimization of grinding wheel installation center distance of screw rotor are as follows:
-
Step 1. Input initial parameter, including discrete data points of screw rotor section profile, pitch circle lead angle, center distance, and screw parameter.
-
Step 2. Set initial center distance and mounting angle.
-
Step 3. Generate forming tool profile.
-
Step 4. Generate screw rotor simulation profile.
-
Step 5. Evaluate the profile error of simulation profile of screw rotor. When the maximum value of the profile error ≤ threshold \(\Delta\), record the current mounting angle; otherwise, prompt an error and end the program.
The mounting angle and center distance of the forming tool before the screw rotor forming process can be optimized by the method mentioned in this paper. The mounting parameters of the forming tool of the female screw rotor mentioned in Table 1 are shown in Fig. 7.

Mounting parameters range of forming tool
3.3 Profile characteristic analysis of forming tool
As shown in Fig. 8, as long as the rotary surface of the forming tool moves relative to the screw surface of the screw rotor, there is always a tangent contact line between the two surfaces, which is the most essential feature of forming grinding. In the process of screw rotor form grinding, contact line can be considered as the actual grinding blade. The forming tool only keeps rotating at high speed around its own axis without any translation. Meanwhile, the screw rotor performs linear and rotary composite motion, equivalent to rotary cutting by the grinding wheel along the screw groove of the screw rotor, so as to remove excessive workpiece material.

The shape and pose of space contact line
The forming tool profile is the projection of the contact line on the cross section of the grinding wheel shaft. As such, the shape and spatial pose of the contact line determine not only the spatial contact relationship between the grinding wheel and the screw rotor but also the profile of the grinding wheel. Therefore, the precision grinding quality of screw rotor is closely related to the shape and position of the spatial contact line.
In order to obtain the mounting parameters that match the processing requirements, it is necessary to carry out further in-depth research on the profile characteristics of the forming tool under different mounting parameters. Furthermore, to evaluate the cutting performance of the forming tool under different mounting parameters, the cutting performance evaluation system of the forming tool should be established first, as shown in Fig. 9.

The evaluation system of forming tool profile
Profile characteristics of the forming tool under different installation parameters are visualized in Fig. 10. The following information can be derived from Fig. 10. When the center distance between the screw rotor and the forming tool remains constant, the maximum profile curvature of the forming tool decreases slightly with the increase of the mounting angle of the grinding wheel, and the maximum curvature appears at the transition place between the outer circle and the side of the grinding wheel. In contrast, when the mounting angle between the forming tool and the screw rotor remains stable, the profile curvature of the forming tool remains stable even if the center distance between the screw rotor and the formed grinding wheel changes. According to practical experience, the larger the curvature of forming grinding profile is, the faster the grinding wheel will wear. In addition, from the perspective of manufacturing, a smaller curvature of shaped wheel profile usually indicates a lower manufacturing cost.


Profile characteristics of forming tool. a Center distance 126.50 mm. b Center distance 136.50 mm. c Center distance 146.50 mm. d Center distance 156.50 mm. e Center distance 166.50 mm. f Center distance 176.50 mm
The wear rate \(k\), expressed in as Eq. (25), is defined as the ratio of the grinding wheel wear volume to the material volume removed from the workpiece [20].
where \({R}_{w}\) and \({L}_{s}\) are, respectively, the radius of grinding wheel and the length of rotor helix at the contact point between forming tool and workpiece. \({\mathrm{S}}_{w}\) and \({\mathrm{S}}_{s}\) are the wear unit area of grinding wheel and workpiece at their contact point.
When the grinding parameters (grinding speed, cutting depth, cooling conditions) remain unchanged, \(k\), \({\mathrm{S}}_{s}\), and \({L}_{s}\) remain constant. Therefore, when the grinding wheel radius \({R}_{w}\) is smaller, the grinding wheel wear unit area \({\mathrm{S}}_{w}\) is larger. As a result, the smaller the grinding wheel radius is, the faster the grinding wheel wear will be. In addition, the grinding wheel needs to be dressed more frequently, leading to a downgrade of grinding efficiency.
On the other hand, when the center distance remains unchanged, the grinding width of the grinding wheel decreases as the mounting angle increases. As can be seen from Fig. 10, when the mounting angle is 43.171°, the maximum grinding width of the grinding wheel is 16.1 mm. However, when the mounting angle is 46.171°, the maximum grinding width of the grinding wheel is 13.9 mm, and the corresponding abrasive of the grinding wheel is saved by more than 13%, which in turn will help reduce the processing cost.
In summary, through the analysis of screw rotor profile characteristics under different mounting parameters, the following conclusions can be known. Different mounting parameters between the screw rotor and the grinding wheel correspond to different profile characteristics of the forming wheel and may lead to different grinding performance. Compared with the center distance, the mounting angle has a more significant effect on the profile characteristics of the forming tool. In order to make full use of the grinding wheel, the mounting angle should be determined in priority. Different mounting angles will lead to different widths of grinding wheel, so that the screw rotor manufacturing costs are also different. When the above factors are taken into consideration, a smaller mounting angle should be selected to achieve precision form processing of the screw rotor with a lower cost.
4 Experiment and results
4.1 Experimental setup
In order to verify the effectiveness of the proposed mounting parameter decision method of screw rotor forming grinding wheel, a set of experiments for screw rotor forming grinding were designed. The experiment setup is shown in in Fig. 11, with equipments listed in Table 2. The screw rotor material in the experiment is Y40Mn and the hardness is HB190-210, which is in accordance with the actual application. The screw rotor profile error is measured by the fully automatic CNC-controlled P26 precision measuring center as shown in Fig. 12, and its measurement accuracy is 1 μm. The mounting parameters of the forming grinding wheel in the experiment are described in Table 3. To minimize the effects of grinding wheel wear on the accuracy of experimental results, the grinding wheel was modified before each grinding experiment. The profile error of the screw rotor was measured in the middle position.

Grinding experimental setup. 1 Worktable. 2 Diamond dressing wheel. 3 Grinding wheel. 4 Screw rotor. 5 Auxiliary supporting

The fully automatic CNC-controlled P 26 precision measuring center. 1 Printing mechanism 2 Clamping device. 3 Screw rotor. 4 Measuring head. 5 Display instrument
4.2 Results and discussion
In the experiment, the proposed optimization design program in Sects. 3.1 and 3.2 is applied to determine the screw rotor forming tool installation parameters range. Subsequently, Eq. (25) is implemented to determine the wear resistance of formed grinding wheel. The results of the six experiments are shown in the “Appendix Fig. 13,” where the actual profile measured from experiment and the theoretical profile are compared. Compared with the theoretical profile, the error of most positions of each helical groove are within the tolerance band ± 0.01 mm. This means that the design method of mounting angle and center distance in this paper is accurate and reliable. In addition, the experimental results show that the error distribution trend of screw rotor is consistent with the curvature distribution trend of forming grinding wheel. The largest error of profile appears at the transition between arc segment (root) and cycloid segment (side), which is also the position with the largest curvature on the forming grinding wheel. It is also observed that as the radius of grinding wheel becomes smaller, the actual machining profile of screw rotor tends to be larger. The reason behind this is fewer abrasive particles will distribute on the surface as the radius of the grinding wheel gets smaller, thus leading to faster wear of abrasive particles. In conclusion, the experimental results show that the obtained range of installation parameters can achieve desired grinding accuracy of the screw rotor profile, which shows the effectiveness of the proposed method.
5 Conclusion
A novel design method for the mounting parameters of screw rotor forming grinding wheel considering the cutting performance of forming grinding wheel was proposed in this paper. An optimum design program of mounting angle and center distance has been developed. Based on the established optimum design program, the range of mounting angle and center distance satisfying the spatial meshing relationship was solved. Furthermore, the profile characteristics (cutting performance) of the grinding wheel under different mounting parameters have been investigated. The numerical cases showed that the mounting angle had a significant effect on the profile characteristics (cutting performance) of the forming grinding wheel. In contrast, the center distance had little effect on the profile characteristics (cutting performance) of the forming wheel. Nonetheless, when the center distance becomes smaller, the grinding wheel radius becomes smaller, and the grinding wheel wear becomes faster. Grinding experiments for male rotor with different mounting parameters were performed to validate the results of the numerical cases. Some important conclusions are drawn as follows:
-
1.
A novel model for calculating the mounting parameters of screw rotor forming grinding wheel has been established based on the spatial engagement principle. The range of mounting parameters satisfying the meshing principle and grinding equipment process parameters were obtained.
-
2.
The profile characteristics (cutting performance) of forming grinding wheel under different mounting parameters were investigated. The relationship between the curvature, width of the shaft section profile of the grinding wheel, and the mounting parameters of forming grinding wheel were clarified. Compared with center distance, the mounting angle which has a more significant influence on the profile characteristics of the forming grinding wheel should be controlled in priority.
-
3.
When optimizing grinding efficiency, a smaller mounting angle should be chosen because a larger grinding wheel width can improve the stability of the grinding system. When optimizing grinding quality and economy, a larger mounting angle should be selected, because a larger mounting angle can reduce the curvature of the grinding wheel profile, while reducing the width of the grinding wheel to save the cost of the grinding wheel.
The above conclusions show that the mounting parameter design method is accurate and reliable for screw rotor forming grinding. In this paper, a method based on the cutting performance of the tool is proposed for the design of tool mounting parameters in screw rotor forming machining, which provides valuable theoretical basis for the selection of installation parameters and avoids the unreliability of empirical method. The proposed optimization design method can be easily integrated into the forming machine system to improve its machining quality and efficiency. In addition, the research results of this paper have good universality and extendibility, which can be applied to the forming of spiral groove parts such as worm, helical gear, etc.
To promote the proposed approach in actual production, future work is planned to visualize the proposed approach with augmented reality and virtual reality technology to indicate quantitative analytics with consideration of actual/dynamic manufacturing requirements/constraints. Thus, the usability and generalizability of the method can be further improved.
Availability of data and material
The authors confirm that the data supporting the findings of this study are available within the article.
References
Kovacevic A, Stosic N, Mujic E, Smith IK (2007) CFD integrated design of screw compressors. Eng Appl Comput Fluid Mech 1:96–108
Litvin FL, Fuentes A (2004) Gear geometry and applied theory. Cambridge University Press, New York
Wu X (2009) Theory of gearing. Xi'an Jiaotong University Press, Xi’an
Tang Q, Zhang Y, Jiang Z, Yan D (2015) Design method for screw form cutter based on tooth profile composed of discrete points. J Mech Des 137(8):085002
Wu YR, Fong ZH, Zhang ZX (2010) Simulation of a cylindrical form grinding process by the radial-ray shooting (RRS) method. Mech Mach Theory 45(2):261–272
Li G (2017) A new algorithm to solve the grinding wheel profile for end mill groove machining. Int J Adv Manuf Technol 90(1–4):775–784
Hoang MT, Wu YR, Tran VQ (2020) A general mathematical model for screw-rotor honing using an internal-meshing honing machine. Mech Mach Theory 154:104038
Bizzarri M, Bartoň M (2021) Manufacturing of screw rotors via 5-axis double-flank cnc machining. Comput Aided Des 132:102960
Stosic N (2006) Evaluating errors in screw rotor machining by tool to rotor transformation. Proc Inst Mech Eng Part B J Eng Manuf 220:1589–1596
Stosic N (2006) A geometric approach to calculating tool wear in screw rotor machining. Int J Mach Tools Manuf 46:1961–1965
Tao L, Wang Y, He Y, Feng H, Ou Y, Wang X (2016) A numerical method for evaluating effects of installation errors of grinding wheel on rotor profile in screw rotor grinding. Proc Inst Mech Eng Part B J Eng Manuf 230:1381–1398
Zhao Y, Zhao S, Wei W, Hou H (2017) Precision grinding of screw rotors using CNC method. Int J Adv Manuf Technol 89(9–12):2967–2979
Hoang MT, Wu YR (2021) Error compensation method for milling single-threaded screw rotors with end mill tools. Mech Mach Theory 157:104170
Xiang S, Li H, Deng M, Yang J (2018) Geometric error analysis and compensation for multi-axis spiral bevel gears milling machine. Mech Mach Theory 121:59–74
Ding H, Tang J, Zhong J (2016) Accurate nonlinear modeling and computing of grinding machine settings modification considering spatial geometric errors for hypoid gears. Mech Mach Theory 99:155–175
Shih YP, Chen SD (2012) A flank correction methodology for a five-axis CNC gear profile grinding machine. Mech Mach Theory 47:31–45
Liu Z, Tang Q, Liu N, Song J (2019) A profile error compensation method in precision grinding of screw rotors. Int J Adv Manuf Technol 100(9–12):2557–2567
Zhang ZX, Fong ZH (2015) A novel tilt form grinding method for the rotor of dry vacuum pump. Mech Mach Theory 90:47–58
Deng D, Shu P (1982) Rotary Compressor. China Machine Press Beijing
Chiang C, Fong Z (2010) Design of form milling cutters with multiple inserts for screw rotors. Mech Mach Theory 45:1613–1627
Funding
This work was financially supported by the National Key Research and Development Program of China (grant number 2018YFB1701203), the Doctoral Funding of Chongqing University of Chongqing Technology and Business University (grant number 1956029), the opening project of the international joint research center for healthcare in service of China-Canada equipment system (grant number KFJJ2019061), scientific research project of Chongqing Technology and Business University (no. 2152015), and key research platform research team project of Chongqing Technology and Business University (No.ZDPTTD201918).
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Zongmin Liu performed the data analyses and wrote the manuscript. Jirui Wang performed the experiment. Ning Liu contributed significantly to analysis and manuscript preparation. Qian Tang and Bin Xing helped perform the analysis with constructive discussions. All authors read and approved the final manuscript.
Corresponding authors
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
The manuscript is approved by all the authors for publication.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendix
Appendix



The results of the experiments. a Center distance 176.500 mm, mounting angle 43.171°. b Center distance 176.500 mm, mounting angle 44.171°. c Center distance 176.500 mm, mounting angle 45.171°. d Center distance 176.500 mm, mounting angle 46.171°. e Center distance 136.500 mm, mounting angle 46.171°. f Center distance 156.500 mm, mounting angle 46.171°
Rights and permissions
About this article

Cite this article
Liu, Z., Wang, J., Tang, Q. et al. A novel installation parameter optimization design method of forming tool for screw rotor. Int J Adv Manuf Technol 120, 7325–7340 (2022). https://doi.org/10.1007/s00170-022-09246-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-09246-5