
Abstract
Due to the strong demand for low-cost and highly efficient products, various approaches are currently being explored and applied so as to contribute to the development and optimization of 4D printing technology. Significant progress is being made in this area of advanced manufacturing, and this comparative study helps to understand the latest developments in materials, additive techniques, and future prospects for this technology. It should, however, be noted that a large amount of progress still remains to be made. While some of the research has focused on the performance of the materials, the rest has focused on the development of new methods and techniques in additive manufacturing. This review critically evaluates the current 4D printing technologies, including the development and optimization of printing methods as well as to the printed objects. Previous developments in this area and contributions to the modern trend in manufacturing technology are briefly summarized. The review is divided into three sections. Firstly, the existing printing methods along with the frequently used printing materials as well as the processing parameters, and the factors which influence the quality and mechanical performances of the printed objects are discussed. Secondly, the optimization techniques, such as topology, shape, structure, and mechanical property, are described. Thirdly, the latest development and applications of additive manufacturing are depicted, and suggestions concerning the scope of future research are put forward.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Remarkable efforts have been made in the progress of 3D printing (3DP) technologies from their initial development in 1987 [1]. Increasing demand for 3D printed products and their application to situations where traditional manufacturing cannot obtain satisfactory results have led to the technology being used not only for academic research but also for commercial purposes [2]. Even though 3DP technology can decrease manufacturing process stages [3], it still cannot totally replace traditional manufacturing due to several drawbacks [2]. The first challenge is the speed of fabrication, which is comparatively slow, owing to its specific layer-by-layer additive method of manufacturing [4]. Even though the continuous liquid interface production (CLIP) technology was specifically introduced to speed up 3DP, this technology is still too slow for large-scale production [5]. Surface finishing is also a major drawback of 3DP. It is common to have a rough surface in the 3DP, often called the staircase effect. As layers have a finite thickness, the staircase effect occurs in the transition areas between layers usually on inclined surfaces. The more inclined a surface is, the more the staircase effect is evident [6], and is often visible to the naked eye. This effect increases the surface roughness of the printed object.
Moreover, after printing 3D objects, many objects require post-printing operations such as removing additional supports designed for overhanging features of a printed object, post-curing processes for selective laser sintering (SLS) printed objects, and mechanical operations such as polishing, sanding, and chemical vapor processes to decrease surface roughness of the object [4]. Another major drawback of 3DP is the quality of the product. Mechanical properties of printed objects are relatively weak. 3D objects are mainly anisotropic depending on the build orientation, and along the Z-axis (vertical printing axis), the objects are much weaker than in the other two directions. Between the fabrications of layers, there is a pause for the Z-axis move, and thus, there is a tendency for fracture between layers of the objects [7].
Even though 3DP is not capable of manufacturing parts at a massive scale, there have been some efforts from big companies to move in that direction. For instance, Airbus announced that for the aircraft A350 XWB, more than 1000 parts were printed by 3DP [8]. The Swedish automotive company Koenigsegg has used 3DP to produce many components of its One:1 car, enabling a saving in the car’s weight [9]. Space provider company Relativity Space has won a new contract with the US Air Force to conduct launches from Cape Canaveral, and the company is developing rockets, where 95% of the parts are printed using 3D printers [10].
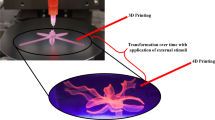
4D printing (4DP) is the new term used for an innovative process which adds a one dimension, which is time, to the conventional 3DP technology and that brings about a substantial shift in rapid prototyping [11]. The fourth dimension is about the fact of evolving of the printed object over time. It was considered initially a development of 3D printing technology by using smart materials, which makes 3D printed objects morph to their original printed shape with the help of external energy or stimulations, e.g., heat and humidity. 4DP now can afford an opportunity to fabricate an object that can adapt and change its color, volume, and shape based on the environment condition.
The term 4DP is needed to be defined clearly to understand what differences that 4DP has from conventional 3DP. According to Tibbits [11], 4DP is defined as a new category of 3D printing that offers changes of material shape or system and/or the object function after the fabrication. In this technique, there is a fourth dimension on the process, which is time, where the transformation occurs. Tibbits also included the concept “self-assembly” into the definition of 4DP, where independent different printed particles are self-assembled along after their container is shaken.
However, according to other scholars [12, 13], 4DP offers to print a single part by using proper rapid prototype technique, which is stimuli-responsive with changing properties. This means that self-assembly parts are not the product of 4DP according to this last definition.
Some review papers have been published regarding 4DP. Leist and Zhou [14] in 2016 published a review paper describing the status of 4DP and the potential for printable smart materials. They divided their paper by considering stimulus types and categorized them as self-assembly, smart materials, water-activated 4DP, heat, stress-simulated 4DP, light-activated 4DP, etc. In the paper, the future of 4DP is predicted, and some of the applications for 4DP are included.
A review paper was released in 2017 by Parandoush and Lin [13], who did a favorable review concentrating on polymer-fiber composite materials used in 3DP and 4DP. The paper sections were categorized by printing method types, such as fused deposition modeling (FDM), stereolithography (SLA), laminated object manufacturing (LOM), selective laser sintering (SLS), selective laser melting (SLM), and directed energy deposition (DED). However, the scope of the review was more wide-ranging than 4DP, making some of the topics possibly redundant for researchers focusing only on 4DP. Recently, another review on smart polymers and composites was given by Mu et al. [15], in which the researchers started by explaining the shape-memory effect (SME) which was followed by a comprehensive review of composite materials including a discussion of material functions and their applications. They also listed some limitations and constructively suggested what might be improved. Khoo et al. [16] in 2015 reviewed the progress of 4DP and used a classification based on material types, i.e., single and multiple materials. Although the paper is well-structured and informative, it contains relatively old information.
2 The materials and methods used in 4D printing
Many components, which are complex in geometry and composed of smart materials, are difficult to manufacture using conventional manufacturing methods. By integrating the technologies multi-material 3D printing and smart materials, along with appropriate mathematical modeling and consecutive simulation, 4D printing can be an effective alternative for product design and fabrication [17]. 4DP enables printed objects to convert among several forms, and the concept of 4D printing consists of 5 main components, namely, the additive manufacturing (AM) process, types of stimuli-responsive materials, stimuli, interaction mechanisms, and mathematical modeling [18]. The first pioneer of 4DP was the Self-Assembly Lab at MIT, and in collaboration with the 3DP companies Stratasys and Autodesk, they are currently developing 4DP. The Self-Assembly Lab is aiming to design programmable products that can build themselves, and it is believed that inefficiencies, high energy consumption in current manufactories, and infrastructures can be reduced with the advancement of 4DP. Some current examples of 4DP are shape-morphing materials which are being used for the designing and manufacturing of engineering tools [19] such as self-assembling robots [20]. It should be noted that printing techniques in 4 dimensions are the same as 3D printing methods, i.e., the layer-by-layer procedures. Even though the term 4DP appeared only in 2013, research works on smart material fabrication by 3DP have been already undertaken [21,22,23,24].
2.1 Fusion deposition modeling
FDM works by extruding a melted plastic filament from a nozzle which is then hardened and stuck on the bed of the printer after extrusion. Motors move the nozzle in the X- and Y-axes (two horizontal printing axes). After preparation of a layer on the 2D surface, the nozzle is moved upwards in the Z-direction by one-layer height to print the next layer. This process is repeated until the object is fully printed. FDM is used widely due to the affordability of its technology, maintenance, and consumables. Tian et al. [25] proposed a new FDM 3D printing fabrication technique that is eminently suitable for printing of multi-material composites, namely, continuous fiber-reinforced thermoplastic composites (CFRTC), that consists of polylactic acid (PLA) as the matrix and continuous carbon fiber. CFRTC is getting much interest from researchers because of its resulting high mechanical properties, low weight, and recyclability. Wang et al. [26] report on the recycling and re-manufacturing procedures of printed objects and thoughtfully examine and discuss the proposed method of their research.
The printer has one nozzle but two separate material inputs. Figure 1 shows the working procedures of the developed technique, extruding one CFRTC, which is a PLA having a fiber in the center. A careful selection of temperature and pressure is the main factor in the performance of the proposed method, and it influences directly the final mechanical performances of the material. Tian et al. [25] thoroughly studied the impacts of various parameters of the printing procedures having interfaces, quality, and properties of the printed objects. The ideal temperature of the nozzle heater was in the range of 200 to 230 °C. The maximum bending stress and bending moduli were 335 MPa and 30 GPa, respectively, which could be achieved in the material with a fiber concentration of 27%.

Schematic of FDM 3DP for continuous carbon-reinforced PLA composites [25]
The optimal layer thickness was in the range of 0.4 to 0.6 mm. The potential applications of this method can be found in many spheres where mechanical properties of the product need to be high, e.g., aerospace products [25]. There were attempts to make controllable self-morphing smart materials with continuous embedded fibers by the same researchers led by Wang et al. [27]. They used the abovementioned FDM 3D printer with two-filament inputs for their research. To prepare the smart filament material, researchers have used some extra equipment such as extruders, which are fed by raw materials or powder, and then squeezed to a printable filament with specified diameters. For instance, Kang et al. [28] used an L40/D19 Bautek extruder for their research.
Bodaghi et al. [29] studied how the fused deposition modeling (FDM) is utilized to fabricate metamaterials in 4D; that is, how FDM can be used to program the shape-memory effect of the self-foldable metamaterials. The paper considers the transformation mechanism to shape-memory polymers (SMPs). The self-folding mechanism of a printed 4D SMP depends on the printing speed, liquefier temperature, and shape change. Bodaghi et al. [29] focused on the functionally graded 4D metamaterials, which exhibit thermomechanical properties at the multi-scale level and which can transform under certain conditions. They performed finite element (FE) simulations and created a mathematical model of FDM printed functionally graded 4D metamaterials made of SMPs using ANSYS FEA [29]. The purpose is to find the right combination, i.e., suitable parameters of FDM, between the FDM method and the shape-memory characteristics of polymers. According to their study, the FDM has the potential for fabricating 3D SMP architectures and imposing inelastic pre-strain that may drive the shape-memory effects in a prescribed way. To support and compare with the FE study, Bodaghi et al. [29] created a real sample model for testing where the material used was polyurethane-based SMP filaments. The tests showed that the FDM 3D printing technology could be used to program the SMPs’ self-folding features via printing in a functionally graded metamaterial manner. With this understanding, physical models of straight beams were made, and these demonstrated shape change at different temperatures and self-folding/self-curving processes by changing their shape from 1D to 2D and then from 2D to 3D.
2.2 Stereolithography
SLA is one of the oldest rapid prototyping techniques and one of the most widely used rapid prototyping machines. It was developed in the mid-1980s by Charles Hull, chief technology officer at the 3D Systems Company. The SLA process combines light curing technology, computer graphics, and photochemistry [30]. The SLA process uses a light-sensitive liquid resin, which is known as a photopolymer. Photopolymer is a type of polymer that is capable of becoming a solid material when exposed to a light source. The light source generates energy to cause a curing reaction, which enables small molecules of the resin to have strong bonds, and eventually makes up a solid part. There are several means of radiation used for curing: gamma rays, X-rays, electron beams, ultraviolet (UV), and visible lights. UV and visible lights are the only types of radiation which are utilized for commercial purposes [31].
SLA polymers increase their viscosity during the curing process, becoming a gel-type resin, and eventually cross-linked polymers (Fig. 2). Once polymers become cross-linked, they create a strong structure, which prevents them from liquefying [31]. SLA is able to print parts, which have complex and difficult geometries cleaner and better, and, with a better surface finish when compared with many traditional machined components [17].

Photopolymer’s structure change during the curing process
Many functional materials have been developed for SLA techniques because they are getting more affordable with time, and there is an interest by many researchers to develop new materials. Some smart materials have been developed, which can be photopolymerized by applied stimuli (e.g., light, heat, water, or acid) [32].
2.3 Selective laser sintering
The Stratasys Connex multi-material printer [11] was used in the first pioneering work in 4DP with UV light used to cure the layers of the printing objects. The advantage of this printer is that it can print with several different materials without dependence on color, hardness, etc. SLS is a powder-based 3DP, where laser light scans the sintering powder layer-by-layer and builds bonding strengths between powder particles [13] as shown in Fig. 3. The main materials of SLS technology are wax, ceramics [28, 29], metals [30, 31], and polymers [34]. Widely used polymers for SLS technology are polyamide, polyurethane, PEEK, and PCL.

Schematic of SLS [33]
2.4 Selective laser melting
SLM is essentially the same technology as SLS, except the laser power can fully melt the powder. Various types of laser are used depending on the selection of the material such as CO2, Nd:YAG, and fiber lasers. To get the necessary micro-structure and properties of the printed object, laser intensity, beam speed, and infill hatch melting pattern are calibrated [35]. The main advantage of SLM is that post-processing is not required [36]. To print shape-memory alloys, researchers generally use the SLM method (NiTi-based alloys [37,38,39], Cu-based alloys [40,41,42,43], Fe-based alloys [44]).
2.5 Directed energy deposition
DED is another type of additive manufacturing processes used for printing mainly metal parts. It melts the material when it is deposited. The technology also works for powders of polymers and ceramics; however, using non-metal powders is not popular in this rapid prototyping method [45]. DED is also a well-used method to fabricate 3D objects with shape-memory alloys [24, 46,47,48]. This technique has a heat source (laser or electron beam) on the nozzle arm, which melts the deposited material on the pointed surface, on which the material solidifies later (Fig. 4). The material is deposited in the form of either wire or a powder jet [45].

Schematic of DED 3D printer [45]
DED is also known as laser engineering net shaping (LENS), directed light fabrication (DLF), direct metal deposition (DMD), 3D laser cladding, laser generation, laser-based metal deposition (LBMD), laser freeform fabrication (LFF), and others [45].
3 The material, shape, energy, and time optimization in 3D and 4D printing
A few key optimization techniques exist in terms of material, shape, and energy optimization, which play an important key role in introducing a new idea/material in additive manufacturing.
3.1 Smart materials
Numerous researchers have worked on scientific advancements in 3D painting, focusing on multi-material printing and innovations in materials. There has been some research on printable materials which change their properties over time, which are known as smart materials [14]. Many scholars state that these are materials which recognize some stimulus from an external source, and as a result, the material produces a favorable reaction. However, this meaning would cover standard sensing substances such as piezoelectric and magnetostrictive materials. However, other scientists argue that smart materials mean only materials which demonstrate some particular behaviors that can be used in products, systems, etc. [49]. Those behaviors are self-sensing, self-healing, self-actuating, and self-diagnostic and have shape memory.
4DP uses not only materials which can change their shape, but also materials which change their colors as a response to electromagnetic waves, e.g., visible and UV light. This type of printing can produce favorable camouflage or can be used as a sensor, e.g., as applied in medicine to examine extremes in insulin levels, blood pressure levels, and other medical measurements [50]. For instance, Wang et al. [51] demonstrated a way of 4D printing that can generate color and shape changes at the same time. They found out that color and shape-morphing properties can be controlled depending on the printing parameters and stimulus conditions. Ning et al. [52] have investigated the in-process temperature in metal powder bed additive manufacturing through analytical modeling using a stationary coordinate to optimize energy consumption. Ali et al. [53] have developed new techniques in shape optimization for composite polymers in 3D printing. The authors highlighted two methods for shape optimization.
According to the study by Miao et al. [54], the self-assembly approach is a process in which 3D objects change their configuration due to external stimuli. Origami folding is an example of self-assemble materials, and the object is manufactured with varying parameters, which makes it change non-uniformly. The object can maintain shape even after stopping the applied stimuli [55]. This approach can be widely applied to surgical operations, tissue, and organ regeneration, delivering required components into the human body [56]. Additionally, if the biomaterials of the delivered device are designed appropriately, the device can disappear after sometime, and consequently, the efficiency and safety of the medical operations can be increased [57]. Nevertheless, this approach has limitations in its medical applications and challenges and possible solutions of not only the determination of the right dozes, sizes, and scanning speed, but also the projection and monitoring of the motion of the delivered component need to be analyzed [56, 58]. Miao et al. [54] emphasized that 4D printing using smart materials such as shape-memory polymers can be applied in tissue and organ generation processes, but it has been found that after several cycles, the object does not return to its initial shape perfectly due to the aging of the material [58]. Banudevi [59] proposed a solution to this by use of laser direct-write technology to deposit 4D printing objects into the predefined locations. The shape-memory effect (SME) is a technical term describing the effect of transformation of a plastically deformed material to its initial programmed shape by the use of various numbers of external stimuli [43, 44]. SME is related to the thermoelastic reorganization of martensitic plates that takes place in materials which are known as shape-memory materials [3], and shape-memory materials are shape-memory alloys (SMAs), shape-memory polymers (SMPs), etc.
Shape-memory materials (SMMs) are generally divided into two groups: one-way shape-memory and two-way shape-memory materials. However, now, a third type of SMM has been developed, which is known as three-way shape memory [18]. The one-way shape-memory effect is exerted when the material cannot be returned to its initial shape after the shape-morphing effect, whereas the two-way shape memory is produced when the material is capable of getting back to its original shape after changing to a temporary shape, when the material has an intermediate shape between the temporary and the initial shapes [18]. The response time can be influenced by several factors, namely, internal and external factors. Internal factors are material properties and cannot be modified, e.g., glass transition temperature, specific heat capacity, and density. External factors are environmental conditions, which can be modified to control recovery time, e.g., heating rate, temperature, and geometric thickness. The thickness of the object plays a crucial role in the control recovery time [60], and Zhou et al. [57] explained the difference between shape change effects (SCE), where shape change magnitude is directly proportional to the applied stimulus. Generally, depending on environmental conditions, the shape-memory materials have both the properties SME and SCE. For example, hydrogel recovers to its initial shape under the proper environment with a lower water content, whereas it reacts to mechanical loading in a rubber-like manner [2]. Traditionally, the full process of SME of an SMM consists of two main processes, namely, programming and recovery [2, 46]. In the programming stage, the material is transformed into the required temporary configuration with the next step being the recovery of the object back to the initial stage.
However, the main limitation of this method is that it depends on the material properties, such as recovery strain and recovery ratio, with the object not recovering perfectly [2]. Therefore, proper selection of the material to make the object is important. Additionally, there is a small transformation hysteresis required for repeated action because it highly impacts operational frequency and power consumption. In some cases, this is needed for large transformation hysteresis so as to retain the stable austenite phase within a wide temperature range to maintain the desired shape. Several factors affect the transformation hysteresis, namely, the atomic radius of the alloying element, lattice compatible, stress variation, and precipitation [61]. Ge et al. [62] described the process of SME, and the paper compares the process with origami. The 3D object is thermomechanically programmed to perform the required function. For example, 3D flat objects with proper hinges can be manufactured, and with the application of the required stimuli, the objects can assemble into the desired shapes. Afterward, the finished product can be recovered to the initial shape by applying the appropriate stimuli.
3.2 Shape-memory alloy
SMA is a smart material whose shape-morphing capability occurs due to the martensitic transformation in the crystal structure of the material that is contingent on temperature change [63]. The yield strength and Young’s modulus are high for SMAs when the applied temperature is more than the transformation finishing temperature, and low when the temperature is less than the specific reverse transformation starting temperature. Super-elasticity takes place at higher temperatures above the transformation finishing temperature [63]. SMA technology can be applied for biomedicine. Auricchio et al. [64] listed some applications for SMAs in biomedicine, namely, orthodontics, orthopedics, surgeries, urology, and physiotherapy. It can also be applied in physiotherapy for atrophied muscles when it is difficult or impossible for a patient to move a part of his/her body, which occurs mainly due to insufficient physical activity. SMAs substitute for the muscle’s activities by simulating a particular body part motion. SMA materials have been widely studied for the last few decades, leading to the substantial growth of several publications and patents in medicine [64]. A major disadvantage of SMA materials is their high cost, and SMA and SMP differ from each other due to their mechanisms [28].
Nickel-titanium (NiTi, or also known as nitinol) is the most widely used material among SMA materials. Nitinol or NiTi-based alloys are used in about 90% of all applications [65]. Nitinol has good SME properties that make it biocompatible and suitable in different actuation and morphing applications [22, 66]. It possesses quite high strengths and strains, and much more stable cyclic properties compared with any other SMAs [65]. Caputo et al. [67] investigated the functionality of 4D printed parts made from the shape-memory alloy Ni-Mn-Ga in powder form. They used a binder jetting technique to produce the parts. The fabricated parts possessed reversible transformation during the heating and cooling processes. Cu-based SMA is another type of smart alloys that is more cost-effective and easier to do post-printing processes with such as machining [65]. However, it has poor ductility and martensitic stabilization [44]. Although it is not a popular shape-memory alloy, some researchers conducted scientific works based on copper-based alloys [40,41,42,43]. Dasgupta [68] carried out a thorough review of the present status and future prospects.
Iron-based alloys are also a low-cost SMA showing high pseudo-elastic strains. Very few researchers have used SLM rapid prototyping of Fe-based alloys in their research [44].
3.3 Polymers
3.3.1 Shape-memory polymers
One of the most widely used active polymer types is SMPs, which experience multi-shape change triggered by external stimuli such as light, heat, humidity, or magnetic field [4, 51,52,53]. Mechanical properties of SMPs such as Young’s modulus and yield strength are low when the temperature is higher than the glass transition temperature Tg, and vice versa [63]. SMPs are first mentioned when applied to a dental patent in 1941 by Vernons [69], who invented a single synthetic resin material, which has two different flexible physical structures. Many SMPs can be categorized into three groups: thermoresponsive, photoresponsive, and chemo-responsive [4]. It has been proven that the majority of 3D printing materials have the remarkable ability to shape memory [70], for instance, thermoplastic filaments such as polylactide acid (PLA), acrylonitrile butadiene styrene (ABS), polyvinyl alcohol (PVA), and thermoset polymer VeroWhitePlus RG835 have a shape-changing ability derived from external triggers. Zhou et al. [70] demonstrated examples of shape changes in these materials. Currently, the polymer materials SMP and hydrogels are the only widely used materials for 4DP, with the main difference between these two materials being that the change of SMPs can be programmed after printing is finished [4].
SMP resins possess high brittleness and low impact resistance comparing with other SMPs [32] because of high cross-linking density at a large strain. Therefore, many scientists have researched developing the properties of the materials [56, 57]. Recently, researchers have focused on thermoset shape-memory polyurethane (SMPU) since SMPU has good toughness [27, 58,59,60]. Xie et al. [71, 72] introduced a new class of SMP called Thermadapt SMP [61, 62], and its solid state provides a novel ability to reconfigure its permanent shape state to the SMP. Extremely complex 3D structures can be fabricated without the use of conventional molding manufacturing procedures.
The most widely used SMP resins used in SLA printers are epoxy resin and thermoset polyurethane [32]. In the work of Zhao et al. [32], the performance of SLA polyurethane was evaluated, and its printing accuracy was investigated. The composite resin consists of toluene-2,4-diisocyanate (TDI), hydroxyethyl acrylate (HEA), di-butyltindilaurate (DBTDL), and hydroquinone (HQ), which were synthesized carefully. The study used the equipment SL200 Stereolithography apparatus (ZRapid Tech) with set laser wavelength 355 nm and power 400 mW, and results of the study showed a good quality of printing for the synthesized new material. The time for the material to recover the deformed shape in hot water was less than 20 s. The results of printed objects are illustrated in Fig. 5. Repeatability of the recovery was checked by performing 16 consecutive cycles, resulting in shape fixity and recovery parameters of 96.77 ± 0.06% and 100 ± 0.08%, respectively, which demonstrate impressive shape-memory and cycling abilities. Tensile strength was found to be 6.4 MPa at an approximate strain of 83.6%. The study showed from the good results that there is the promise that these SMPUs can be widely applied in many fields.

Demonstrations of printed sample’s shape-memory abilities, and printed Lotus in an 85 °C how to water bath [32]
The studies of Miao et al. [17] involved a new renewable liquid resin, soybean oil epoxidized acrylate with an SME effect, and Ge et al. [62] reported on adaptable SMPs using micro-stereolithography. Choong et al. [17] used a thermally responsive tBA-co-DEGDA network based on a dual-component phase switching mechanism using SLA.
Researchers from Harvard have reported on smart materials using SLA technology [14], while Bodaghi et al. [29] studied the use of FDM in 4D printing. Choong et al. [17] utilized the SLA printing technology to fabricate 4D printed parts with a good shape-memory behavior that made their photopolymers comparable with industrial SMPs. According to the study of SLA printer, photopolymers have high shape fixity of 84.9%, 95.2%, and 93.9% corresponding to the 10, 20, and 30 wt% diacrylate (DEGDA) cross-linker, which shows that the more the flexibility of the polymer network, the more the shape-memory effect. Twenty-two shape-memory cycles demonstrated the material’s durability. The study also showed that the curing technique had good characteristics such as quick and controllable curing procedures and satisfactory strength [17]. The photopolymer resin of the BA-co-DEGDA network with shape-memory properties was successfully developed and printed by SLA.
3.3.2 Hydrogels
Hydrogels are polymers [63, 64] that can change their volumes considerably while keeping a large amount of water within their structure. This has attracted significant attention of researchers because of its similarity to natural tissue, which contains a high percentage of water [73].
For the first pioneering work in 4DP, UV curable hydrogel was used in a Connex 500 printer to print a multi-material object consisting of a rigid plastic base and a soft material by curing layer-by-layer. The soft material part of the object can expand its volume up to 200% [11], and this enlargement of hydrogels was tested for different geometrical designs (see Fig. 6).

Illustrations of the a) linear, b) ring, and c) folding shape-changing against time [4]
The enlargement parameters (angle, length, etc.) can be controlled precisely depending on the concentrations of the two materials. The authors further worked on the transformation of the grid. Depending on how the planar grid was designed, the transformation is too hyperbolic or has sinusoidal surfaces, as shown in Fig. 7 [4]. The researchers from Tibbits’ group also designed a wire that can convert from the letters “MIT” to other programmed letters “SAL” as shown in Fig. 8.

Sinusoidal and hyperbolic surface transformation [4]

Illustrations of transforming wire from MIT to SAL [4]
Another research group at the University of Wollongong, Australia [19], researched the same area, designing 3D hydrogel structures which were two-way transforming, depending on hydration and temperature values. Two different hydrogels were used in the experiments, namely, 2-hydroxyethyl methacrylate (HEMA) and N-isopropyl acrylamide (NIPAM). Depending on the temperature of the water applied, the swelling ratios were different for both materials [19]. Bakarich et al. [74] researched the shape changes of 4D printing objects, which use water absorption and thermal shape-memory effects. The research was conducted to demonstrate the response of 4D printed objects to different thermal conditions, and hydrogel was used due to its reversibility of shape, depending on conditions [75]. A smart valve was designed to control the flow rate, and the valve automatically closes when the hot water flows and opens when the water is cold. However, these types of objects have limitations as there is not an immediate response from the material [74]. Suo [75] determined that fast actuation can be reached by locating a big structure near the edge of elastic instability, and Lee et al. [2] indicated another limitation associated with hydrogel, which is the necessity of the programming procedure after every use. Hydrogels can be applied for controllable physics optics as they enable not only the change in the focal length but also the reflective index, optical angle, and intensity [76].
Some printing polymers are biodegradable (e.g., PLA), which can lead to eco-friendliness of the product. Polylactic acid (PLA) is a bioplastic polymer made from natural resources like corn starch, sugar beets, and sugar cane [77]. It is considered one of the main plastic types that can be widely substituted for non-biodegradable plastics with the rise of demand for eco-friendly products [78]. The common uses of PLA include rigid bottles for beverages and yogurt, food packaging [78], and biodegradable medical devices, e.g., screws, pins, rods, and plates, that are expected to biodegrade in 6–12 months. Another benefit of smart polymers is their low mass. The complex structure can be printed by minimizing the material while improving or keeping its functionality at the same time.
3.4 Shape-memory composites
The biggest challenges of SMA and SMP are to improve on their low strength and non-reversibility. In the last few years, much research has been focused on the improvement of those characteristics [28]. Shape-memory composite (SMC) was developed to create more functionalities and more advantages by integrating SMA with SMP [63] or by integrating SMP with other reinforcing fibers [15]. Reinforced shape-memory polymers have mainly a higher driving force of the morphing behavior and better mechanical properties. The main fibers for the reinforcements are a particle, nanofiber, short fiber, and long fiber [15], and carbon materials are utilized widely for fibers because they provide powerful reinforcement and they own good chemical and physical properties and link well with polymers.
Hanyang University researchers from the Republic of Korea developed a composite material which consists of both SMA and SMP to improve the material properties and tackle the abovementioned challenges [28]. They got optimal concentrations of SMA and SMP that result in the highest efficiency in terms of higher strain and quicker recovery speeds shown in Fig. 9. The volume fraction of SMA to SMP was varied from 1/5 to 1/40, and the results showed that the 1/5 ratio provided the highest performance.

A specimen of the experiment [28]
Wang et al. conducted another attempt at composite multi-material printing. [27], who utilized a novel FDM 3DP [20, 21] to prepare a composite fiber-reinforced material with a flexible polyamide PA66 material as a matrix with embedded carbon fiber. The printer they used is already mentioned in this paper (see Fig. 1) [25]. Wang et al. [22] devised a method of programming and predicting the shape deformation of the composite material by adjusting the fiber direction. They believe that their approach to painting will be applied in many areas like robotics, smart deformable, and self-morphing materials [27]. A hydrogel-based composite material was prepared and studied by Mulakkal et al. [79] where the researchers focused on the development of a sustainable and affordable shape-memory inducing ink with cellulose fibers (approximate volume fraction of the fiber is 50%) and a hydrogel matrix, where cellulose itself is a biodegradable and cost-effective material [79]. Schematics of the preparation of the composite are shown in Fig. 10.

a Cellulose structure. b–d Cellulose processing. e Schematics of mixing and preparing hydrogel-cellulose composite [79]
Results have shown that adding cellulosic hydrogel tackled the common clogging problem of the printing nozzle that occurs due to shear thickening of hydrogen bonding [79]. The work that the authors did should help the understanding of multi-material composite SLA printing, and the shape-morphing behavior is directly impacted by the printing parameters such as nozzle diameter, printing feed rate, and reinforcement trajectory, and the design decisions such as thickness and porosity [79]. However, Mulakkal et al. [79] did not study the performances of repeating cycles of hydration and dehydration processes, which were left for future work.
3.5 Dielectric elastomers and liquid crystal elastomers
Dielectric elastomers (DE) [80] and liquid crystal elastomers [81] are also active materials capable of morphing shape. DE is an electroactive polymer (EAP) that alters its shape after electric field application [82], and DE can be considered an “artificial muscle.” This is capturing more attention in the research area as it is capable of sensing, actuating, and changing its mechanical stain. Rossiter et al. proposed a new and easy method of producing DE by means of 3DP [83]. Where the Eden 350V was used by Objet Geometries that has a print head depositing material onto a platform, it uses a UV lamp in order to cure the deposited material, and Rossiter et al. showed a simple and compact actuator structure printed by the 3DP method, proving that it is feasible to fabricate by 3DP. DE prepared by 3DP has a good potential in the soft robotics industry, medical implants, and other devices [83]. Coulter and Ianakiev [84] printed low-power artificial muscles by using a spray-deposit Smooth-On Ecoflex 00-30 printer where the work proposed and showed the initial step of tubular 4DP structures for soft robotic systems. The liquid crystal elastomer (LCE) is another smart material that is often used in soft robotics, and LCE actuates with the help of heat and light stimuli. Ambulo et al. [85] and Yuan et al. [86] fabricated structures for their experiments. They demonstrated that it is feasible to print LCE, which can undergo shape changing.
4 Latest development and applications of 4D printing
Shape-memory materials can be used almost in all fields. According to Hu et al. [87] due to its properties, SMM can be used in a variety of fields such as intelligent medical devices, heat shrinkable packages for electronics, sensors and actuators, smart water vapor permeability materials, self-deployable structures in spacecraft, micro-systems, damping materials, self-peeling reversible adhesive, vehicle components, toys, hair treatments, and chemical feeding in chemical reactions.
Table 1 shows the list of current publications on 4D printing. SMPs are used in biomedicine as sutures and stents for minimally invasive surgery, and in robotics as sensors and actuators [17]. 4D printed materials have a wide application in biomedicine [101], for example, smart implants, which grow as patients grow; stents and organs changing shape as per requirements to solve organ shortage; organs such as the heart and lungs, which change shape as per function; and delivering nanocomponent into the required place [101]. Generally, bioprinting using 4D printing has several approaches. The first approach is based on the changing shape under appropriate stimuli, and the second is called “in vivo 4D printing.” Here a 3D printed object is placed into the required organ, with the growth of tissue or organ, then stimulated after the surgery period [101].
The third approach is based on the self-assembly of objects. Micro-droplets of the cells are implanted into the body, and then, the shape of the object is changed during cell communication [102]. Applications of 4D printing technology in biomedical, tissue, and organ regeneration applications have been studied [36, 38, 42]. SMM can be delivered to the required location, and the delivered object will disappear after a certain period. 4D printed objects combined with an enzyme can be used for calcification of bones with high resolution and accuracy [103]. Another application of 4D technology is removing blood clots (thrombus) by a laser-activated device [104]. Additionally, Keall et al. [105] observed the application of 4D radiotherapy treatment planning in temporal changes of anatomy.
According to Hu et al. [87], SMP can be utilized for smart textile fabrication where the SMP-based material can return to its original shape after proper thermal stimuli. SMPs can be utilized in camouflage technology and fashion by changing not only the object’s color and structure but also the surface textures. Camouflage-designed objects can respond depending on various weather conditions and alter their physical and visual properties by following the surrounding’s temperature [14]. Garments designed by 4DP can react to the surroundings or the temperature of the body by providing good ventilation or insulation. Pei et al. [106] proved that ABS, PLA, and Nylon could be printed on textile surfaces such as polyester, cotton, polypropylene, and Polywood. Currently, 3DP is already used in the fashion industry and also used for outfits in films. With the help of 3DP, the movie “Black Panther” won the best costume award at Oscar in 2019 [107]. Liu et al. [108] described the potential influence of 4D printed technology on an aircraft spare parts supply chain. Sokolowski et al. [109] studied the utilization of SMP for aerospace and automation applications and properly designed SMAs makes it possible to perform a flight under certain conditions. SMAs can change its shape at high cruise speed to fit the flight conditions to provide the appropriate lift and drag characteristics.
Huo [110] demonstrated a method of fabrication of composite springs by using 4D printing technology, which can be used as leaf springs for automobiles or prosthesis. He showed that it is possible to produce composite springs with usable stiffness and stress, making them comparable with current traditionally made springs. Recently, Momeni et al. [88] used 4DP in a renewable energy project by showing a new design and manufacture of wind turbine blades. They experimented with an actual plant leaf-mimetic blade. The blade exhibited a reversible bend-twist coupling behavior. As smart materials were used for the fabrication of the blades, conventional electromechanical systems are excluded such as sensors and actuators making the control of the systems straightforward. Printing an object with multi-materials, active and passive, enabled to the production of multiple shape-shifting behaviors over time. Momeni and Ni [89] developed another prototype in the renewable energy field, but this time in solar energy. They proposed a nature-inspired smart solar photovoltaic system using smart materials by optimizing the geometry of the shape. The concept was introduced inspired by flowers that are open at noon to absorb sunlight as much as possible. By analyzing many flowers, they proposed a model that is illustrated in Fig. 11 [89].

Concept and schematics of the proposed model [89]
They also compared the efficiency of different shapes of the concentrators. The study showed that a new concept has more than 25% higher optical efficiency than non-smart solar concentrators. The concept does not require any sensors or actuators. The concept can be scaled up in the future for other applications. Baker et al. demonstrated various actuations and different paradigms of multi-material origami-inspired designs [90], and printed a diverse range of triple-layer structures using cheap conventional FDM 3DP. Printed 2D thin sheets can transform into 3D constructions with water stimulus, and they showed a predictable, controllable way of printing hydrogels, which was also accessible and inexpensive.
They also prepared multiple layered compositions from two materials: three printing-layered passive polyurethane elastomers (pink); double printing-layered active polyurethane hydrogel (white) (see Fig. 12).

a) Illustration of multi-material printing; b) Illustration of shape transformation after hydration process [98]
Liu et al. [91] also researched 4D printed origami structures made by SMP by focusing on the shape recovery progression of 4DP Miura-origami mosaic and tubes under a compression application. The shape recovery ratio was above 94%, and the volume changed by 289%. A conventional FDM printer printed all specimens for the experiment. The shape-memory behaviors were directly impacted by the temperature and the loading type, and the proposed design has the potential to be used for limited space actuation.
However, SMAs have problems with long-term performance and reliability, as overheating and overstressing them may lead to failures. Additionally, SMAs are slow responsive materials due to heating and cooling limitations [110]. SMMs can be used in the aerospace industry to increase the effectiveness of an aerospace mission by decreasing weight, cost, and deployable space. For example, SMPC hinges are used to solve problems with hinge deployment; SMPC booms decrease the weight of satellites; solar arrays and deployable panels are the main energy sources in space and are used due to their lightweight and ability to save space room [112]. In the automotive industry, 4D printing objects can be used for an airflow control system around the vehicle to increase the performance of the vehicle by changing its shape [113]. Since smart materials not only can self-assemble but also can disappear under certain conditions, they can be used to reduce waste [113].
5 Conclusions and future prospects
The areas of applications of additive manufacturing technology are growing fast. Researchers and scientists have focused on wide areas of additive manufacturing such as from plastic to metal, liquid to the polymer, and filament to powder. There are many novel ideas in the field of additive manufacturing, such as multi-nozzle extrusion systems, in-fill structure development, and fast scanning processes that will enrich the 3D printing process in the coming years. The multi-extrusion-based 3D printer can use various types of materials simultaneously by extruding materials through multi-nozzles. Based on many simulation results obtained from this study, the percentage of PLA in the specimen helps to increase the tensile strength in the printed objects. However, the elasticity of the standard specimen decreases when the amount of PLA increases. The structural optimization methods, which include shape, size, and topology, play an essential role in the development of a new 4D printer. Based on the reviews on the current shape and topology optimization methods, most of the techniques focused on the reduction of material used and improvement of the mechanical properties; thus, it will help to reduce the production cost. Also, there are problems with thermal expansion and contraction during printing an object as well as in the post-printing stage. These challenges adversely affect the performance of 4D printing technology.
To cope with the current challenges, machine learning could be integrated into the software algorithm so that more intelligent and autonomous 4D printing technology can be developed. 4D bioprinting is a new area that has the potential to improve the field of 3D bioprinting by adding the fourth dimension of time. The degradation method of the 4D printed structures should be developed as the smart structure gradually degrades after some cycles. The new materials and fabrication processes can be invented in future research. 4D printing is still a growing industry in its initial stage. Recently, 4D printing is drawing attention as its structures have the capability to change in the structure or function over time in response to stimuli by pressure, temperature, wind, water, and light. 4D printing technology can be applied to various fields from simple shape changes to bioprinting for organisms. Using multi-material 3D printing and smart materials, 4D printing can be developed. The smart materials are the key mechanism of 4D printing. 4D printing can also be used in the research of hydrogels due to its bright prospects. Besides, it can be used in designing the color and texture of the polymer which could be useful in smart textiles for better ventilation or insulation by changing its color and texture of the fabric with the increment of comfort and functionality. This technology has a great application and potential to grow in the upcoming years, which will actively contribute to many aspects of our life. Currently, 3D printing is used in making prototypes; however, the advancement of 4D printing will promote the use of rapid prototyping for creating real usable products.
Abbreviations
- 3D:
-
Three dimensional
- 3DP:
-
3D printing
- 4DP:
-
4D printing
- ABS:
-
Acrylonitrile butadiene styrene
- AM:
-
Additive manufacturing
- CFRTC:
-
Continuous fiber-reinforced thermoplastic composites
- CLIP:
-
Continuous liquid interface production
- DE:
-
Dielectric elastomer
- DED:
-
Directed energy deposition
- DLF:
-
Directed light fabrication
- DMD:
-
Direct metal deposition
- EAP:
-
Electroactive polymer
- FDM:
-
Fused deposition modeling
- LBMD:
-
Laser-based metal deposition
- LCE:
-
Liquid crystal elastomer
- LENS:
-
Laser engineering net shaping
- LFF:
-
Laser freeform fabrication
- LOM:
-
Laminated object manufacturing
- PCL:
-
Polycaprolactone
- PLA:
-
Polylactic acid
- PVA:
-
Polyvinyl alcohol
- PEEK:
-
Polyether ether ketone
- SCE:
-
Shape change effect
- SLA:
-
Stereolithography
- SLM:
-
Selective laser melting
- SLS:
-
Selective laser sintering
- SMA:
-
Shape-memory alloy
- SME:
-
Shape-memory effect
- SMMs:
-
Shape-memory materials
- SMP:
-
Shape-memory polymer
- SMPC:
-
Shape-memory polymer composite
- UV:
-
Ultraviolet
References
Wohler T, Gornet T (2014) History of additive manufacturing. Wohlers Report. [Online]. Available: http://www.wohlersassociates.com/history2014.pdf. Accessed 10 Feb 2019.
Lee AY, An J, Chua CK (2017) Two-way 4D printing: a review on the reversibility of 3d-printed shape memory materials. Engineering 3(5):663–674
Huang W, Ding Z, Wang C, Wei J, Zhao Y, Purnawali H (2010) Shape memory materials. Mater Today 13:54–61
Wu J, Huang LM, Zhao Q, Xie T (2017) 4D printing: history and recent progress. Chin J Polym Sci 36:563–575
Tumbleston JR, Shirvanyants D, Ermoshkin N, Janusziewicz R, Johnson AR, Kelly D, Chen K, Pinschmidt R, Rolland JP, Ermoshkin A, Samulski ET, DeSimone JM (2015) Additive manufacturing. Continuous liquid interface production of 3D objects. Science 347(6228):1349–1352
Gebhardt A, Hotter J-S, Ziebura D (2014) Impact of SLM build parameters on the surface quality. RTE J 11
Davis FJ, Mitchell GR (2011) Polymeric materials for rapid manufacturing in rapid manufacturing. In: Bártolo PJ (ed.) Stereolithography: Materials, Processes and Applications. Springer, Boston, pp 113–139
Simmons D BBC News, 6 May 2015. [Online]. Available: https://www.bbc.com/news/technology-32597809. [Accessed 10 February 2019]
Davies A Business Insider, 28 February 2014. [Online]. Available: https://www.businessinsider.com/koenigsegg-one1-comes-with-3d-printed-parts-2014-2. [Accessed 10 February 2019].
Grush L The Verge, 17 January 2019. [Online]. Available: https://www.theverge.com/2019/1/17/18185136/relativity-space-3d-printing-terran-1-rocket-cape-canaveral-florida. [Accessed 11 March 2019].
Tibbits S, McKnelly C, Olguin C, Dikovsky D, Hirsch S (2014) 4D printing and universal transformation. Proceedings of the 34th Annual Conference of the Association for Computer Aided Design in Architecture, pp. 539–548
Pei E (2014) 4D printing: dawn of an emerging technology cycle. Assem Autom 34(4):310–314
Parandoush P, Lin D (2017) A review on additive manufacturing of polymer-fiber composites. Compos Struct 182:36–53
Leist SK, Zhou J (2016) Current status of 4D printing technology and the potential of light-reactive smart materials as 4D printable materials. Virtual Phys Prototyping 11(4):249–262
Mu T, Liu L, Lan X, Liu Y, Leng J (2018) Shape memory polymers for composites. Compos Sci Technol 160:169–198
Khoo ZX, Teoh JEM, Liu Y, Chua CK, Yang S, An J, Leong KF, Yeong WY (2015) 3D printing of smart materials: a review on recent progresses in 4D printing. Virtual Phys Prototyping 10(3):103–122
Choong YYC, Maleksaeedi S, Eng H, Wei J, Su P-C (2017) 4D printing of high performance shape memory polymer using stereolithography. Mater Des 126:219–225
Pei E, Loh GH (2018) Technological considerations for 4D printing: an overview. Progr Addit Manuf 3(1–2):95–107
Naficy S, Gately R, Gorkin R III, Xin H, Spinks GM (2017) 4D printing of reversible shape morphing hydrogel structures, Macromol Mater Eng 302
Felton S, Tolley M, Demaine E, Rus D, Wood R (2014) A method for building self-folding machines. Science 345(6197):644–646
Malukhin K, Ehmann K (2006) Material characterization of NiTi based memory alloys fabricated by the laser direct metal deposition process. J Manuf Sci Eng 128(3):691–696
Krishna BV, Bose S, Bandyopadhyay A (2007) Laser processing of net-shape NiTi shape memory alloy. Metall Mater Trans A 38(5):1096–1103
Krishna BV, Bose S, Bandyopadhyay A (2009) Fabrication of porous NiTi shape memory alloy structures using laser engineered net shaping. J Biomed Mater Res B Appl Biomater 89B(2):481–490
Halani PR, Kaya I, Shin YC, Karaca HE (2013) Phase transformation characteristics and mechanical characterization of nitinol synthesized by laser direct deposition. Mater Sci Eng A 559:836–843
Tian X, Liu T, Yang C, Wang Q, Li D (2016) Interface and performance of 3D printed continuous carbon fiber reinforced PLA composites. Compos Part A 88:198–205
Tian X, Liu T, Wang Q, Dilmurat A, Li D, Ziegmann G (2017) Recycling and remanufacturing of 3D printed continuous carbon fiber reinforced PLA composites. J Clean Prod 142:1609–1618
Wang Q, Tian X, Huang L, Li D, Malakhov AV, Polilov AN (2018) Programmable morphing composites with embedded continuous fibers by 4D printing. Mater Des 155:404–413
Kang M, Pyo Y, Jang JY, Park Y, Son Y-H, Choi MC, Ha JW, Chang Y-W, Lee CS (2018) Design of a shape memory composite (SMC) using 4D printing technology. Sensors Actuators A(283):187–195
Bodaghi M, Damanpack A, Liao W (2017) Adaptive metamaterials by functionally graded 4D printing. Mater Des 135:26–36
Lu L, Fuh J, Wong Y-S (2001) Laser-induced materials and process for rapid prototyping. Springer Science & Business Media, New York
Gibson I, Rosen D, Stucker B (2010) Additive Manufactoring Tecnologies: Rapid Prototyping to Direct Digital Manufacturing. Springer, New York
Zhao T, Yu R, Li X, Cheng B, Zhang Y, Yang X, Zhao X, Zhao Y, Huang W (2018) 4D printing of shape memory polyurethane via stereolithography. Eur Polym J 101:120–126
Shahzad K, Deckers J, Zhang Z, Kruth J-P, Vleugels J (2014) Additive manufacturing of zirconia parts by indirect selective laser sintering. J Eur Ceram Soc 34(1):81–89
Bai J, Goodridge RD, Hague RJM, Song M (2013) Improving the mechanical properties of laser-sintered polyamide 12 through incorporation of carbon nanotubes. Polym Eng Sci 53
Tan X, Tan YJ (2019) 3D printing of metallic cellular scaffolds for bone implants, in 3D and 4D printing in biomedical applications. Wiley-VCH Verlag GmbH & Co. KGaA, Hoboken, pp 297–316
Khoo Z, Liu Y, An J, Chua C, Shen Y, Kuo C (2018) A review of selective laser melted NiTi shape memory alloy. Materials 11:4
Shishkovsky I, Yadroitsev I, Smurov I (2012) Direct selective laser melting of nitinol powder. Phys Procedia 39:447–454
Haberland C, Meier H, Frenzel J (2012) On the properties of Ni-rich NiTi shape memory parts produced by selective laser melting. In Volume 1: Development and characterization of multifunctional materials; modeling, simulation and control of adaptive systems; structural health monitoring, Stone Mountain, Georgia, USA
Dadbakhsh S, Speirs M, Kruth J-P, Schrooten J, Luyten J, Van Humbeeck J (2014) Effect of SLM parameters on transformation temperature of shape memory nickel titanium parts. Adv Eng Mater 16(9):1140–1146
Gustmann T, dos Santos JM, Gargarella P, Kuhn U, Van Humbeeck J, Pauly S (2016) Properties of Cu-based shape-memory alloys prepared by selective laser melting. Shape Mem Superelasticity 3(1):24–36
Mazzer EM, Kiminami CS, Gargarella P, Cava RD, Basilio LA, Bolfarini C, Botta WJ, Eckert J, Gutsmann T, Pauly S (2014) Atomization and selective laser melting of a Cu-Al-Ni-Mn shape memory alloy. Mater Sci Forum 802:343–348
Gargarella P, Kiminami CS, Mazzer EM, Cava RD, Basilio LA, Bolfarini C, Botta WJ, Eskerf J, Gustmann T, Pauly S (2015) Phase formation, thermal stability and mechanical properties of a Cu-Al-Ni-Mn shape memory alloy prepared by selective laser melting. Mater Res 18(supple 2):35–38
Li R, Shi Y, Liu J, Xie Z, Wang Z (2009) Selective laser melting W-10 wt.% Cu composite powders. Int J Adv Manuf Technol 48(5–8):597–605
Niendorf T, Brenne F, Krooß P, Vollmer M, Günther J, Schwarze D, Biermann H (2016) Microstructural evolution and functional properties of Fe-Mn-Al-Ni shape memory alloy processed by selective laser melting. Metall Mater Trans A 47(6):2569–2573
Gibson I, Rosen D, Stucker B (2015) Directed energy deposition processes. In Additive manufacturing technologies. 3D printing, rapid prototyping, and direct digital manufacturing. 2nd Edition. New York, Springer, pp 245–268
Marattukalam JJ, Singh AK, Datta S, Das M, Balla VK, Bontha S, Kalpathy SK (2015) Microstructure and corrosion behavior of laser processed NiTi alloy. Mater Sci Eng C 57:309–313
Xu X, Ling X, Yang M, Chen J, Huang W (2009) Microstructure evolution in laser solid forming of Ti-50wt% Ni alloy. J Alloys Compd 480(2):7820787
Bernard S, Balla VK, Bose S, Bandyopadhyay A (2012) Compression fatigue behavior of laser processed porous NiTi alloy. J Mech Behav Biomed Mater 13:62–68
Li X, Jianzhong S, Wong Z (2017) Intelligent materials: a review of applications in 4D printing. Assem. Autom. 37(2). https://doi.org/10.1108/AA-11-2015-093/full/html
Campbell T, Tibbits S, Garrett B (2014) The next wave: 4D printing-programming the material world. Atlantic Council, Washington DC
Wang J, Wang Z, Song Z, Ren L, Liu Q, Ren L (2019) Biomimetic shape–color double-responsive 4D printing. Advanced Materials Technologies. John Wiley & Sons, Inc, Hoboken
Ning J, Sievers D, Harmestani H, Liang S (2019) Analytical modeling of in-process temperature in powder bed manufacturing considering laser power absorption, latent heat, scanning strategy, and powder packing. Materials 12:5
Ali MH, Yerbolat G, Islam G, Amangeldi S, Zhao MY (2019) Shape optimization for composite polymers in 3D printing. Int J Innov Technol Exploring Eng (8, 6C2):55–61
Miao S, Castro N, Nowicki M, Xia L, Cui H, Zhou X, Zhang LG (2017) 4D printing of polymeric materials for tissue and organ regeneration. Mater Today 20(10):577–591
Mao Y, Ding Z, Yuan C, Ai S, Isakov M, Wu J, Wang T, Dunn ML, Qi HJ (2016) 3D printed reversible shape changing components with stimuli responsive materials. Sci Rep 6:24761. https://doi.org/10.1038/srep24761
Trnková P, Knäusl B, Actis O, Bert C, Biegun AK, Boehlen TT, Furtado H, McClelland J, Mori S, Rinaldi I, Rucinski A, Knopf AC (2018) Clinical implementations of 4D pencil beam scanned particle therapy: report on the 4D treatment planning workshop 2016 and 2017. Phys Med 54:121–130
Zhou Y, Huang W, Kang S, Wu X, Lu H, Fu J, Cui H (2015) Smart three-dimensional lightweight structure triggered from a thin composite sheet via 3D printing technique. Sci Rep 6:1
Zhang Q, Zhang K, Hu G (2016) Smart three-dimensional lightweight structure triggered from a thin composite sheet via 3D printing technique. Sci Rep 6(1)
Banudevi S (2016) Current perspectives on printing technology for biomedical applications. Biochem Physiol: Open Access 5:e154
Teoh JE, Zhao Y, An J, Chua CK, Liu Y (2017) Multi-stage responsive 4D printed smart structure through varying geometric thickness of shape memory polymer. Smart Mater Struct 26(12):125001
Liu Y (2010) Some factors affecting the transformation hysteresis in shape memory alloys. In Shape Memory Alloys, Nova Science Publisher, New York, pp 361–369
Ge Q, Dunn CK, Qi HJ, Dunn ML (2014) Active origami by 4D printing. Smart Mater Struct 23(9)
Tobushi H, Hayashi S, Pieczyska E, Date K, Nishimura Y (2011) Three-way shape memory composite actuator. Mater Sci Forum 674:225–230
Auricchio F, Boatti E, Conti M (2015) SMA biomedical applications. In Shape memory alloy engineering. Elsevier, Amsterdam, pp 307–341. https://doi.org/10.1016/B978-0-08-099920-3.00011-5
Van Humbeeck J (2001) Shape memory alloys: a material and a technology. Adv Eng Mater 3:11
Hamilton RF, Palmer TA, Bimber BA (2015) Spatial characterization of the thermal-induced phase transformation throughout as-deposited additive manufactured NiTi bulk builds. Scr Mater 101:56–59
Caputo MP, Berkowitz AE, Armstrong A, Mullner P, Solomon CV (2018) 4D printing of net shape parts made from Ni-Mn-Ga magnetic shape memory alloys. Addit Manuf 21:579–588
Dasgupta R (2014) A look into Cu-based shape memory alloys: present scenario and future prospects. J Mater Res 29(16):1681–1698
V. L. &. V. H.M., Process of manufacturing articles of thermoplastic synthetic resins. USA Patent US124460A, 18 March 1941
Zhou Y, Huang W, Kang S, Wu X, Lu H, Fu J, Cui H (2015) From 3D to 4D printing: approaches and typical applications. J Mech Sci Technol 29(10):4281–4288
Xie T (2010) Tunable polymer multi-shape memory effect. Nature 464(7286):267–270
Xie T, Rousseau IA (2009) Facile tailoring of thermal transition temperatures of epoxy shape memory polymers. Polymer 50(8):1852–1856
Ahmed EM (2015) Hydrogel: preparation, characterization, and applications: a review. J Adv Res 6(2):105–121
Bakarich SE, Gorkin R, Panhuis MI, Spinks GM (2015) 4D printing with mechanically robust, thermally actuating hydrogels. Macromol Rapid Commun 36(12):1211–1217
Suo Z (2012) Mechanics of stretchable electronics and soft machines. MRS Bull 37(3):218–225
Jayaramudu T, Li Y, Ko H, Shishir IR, Kim J (2016) Poly(acrylic acid)-poly(vynil alcohol) hydrogels for reconfigurable lens actuators. Int J Precis Eng Manuf-Green Technol 3(4):375–379
Van Wijk A, van Wijk I (2015) Biomaterials. In 3D printing with biomaterials. ISO Press, pp. 35–56
Dong Y, Ghataura A, Takagi H, Haroosh HJ, Nakagaito AN, Lau K-T (2014) Polylactic acid (PLA) biocomposites reinforced with coir fibres: evaluation of mechanical performance and multifunctional properties. Compos Part A 63:76–84
Mulakkal MC, Trask RS, Ting VP, Seddon AM (2018) Responsive cellulose-hydrogel composite ink for 4D printing. Mater Des 160:108–118
Shankar R, Tushar KG, Spontak RJ (2007) Dielectric elastomers as next-generation polymeric actuators. Soft Matter 3(9):1116–1129
Yang Z, Herd GA, Clarke SM, Tajbakhsh AR, Teretjev EM, Huck WTS (2006) Thermal and UV shape shifting of surface topography. J Am Chem Soc 128(4):1074–1075
O'Halloran A, O'Malley F, McHugh P (2008) A review on dielectric elastomer actuators, technology, applications, and challenges. J Appl Phys 104
Rossiter J, Walters P, Stoimenov B (2009) Printing 3D dielectric elastomer actuators for soft robotics. Electroactive Polymer Actuators and Devices 7287
Coulter FB, Ianakiev A (2015) 4D printing inflatable silicone structures. 3D Print Addit Manuf 2(3):140–144
Ambulo CP, Burroughs JJ, Boothby JM, Kim H, Shankar MR, Ware TH Four-dimensional printing of liquid crystal elastomers. ACS 9(42):–37332, 37339
Yuan C, Roach DJ, Dunn CK, Mu Q, Kuang X, Yakacki CM, Wang TJ, Yu K, Qi HJ (2017) 3D printed reversible shape changing soft actuator assisted by liquid crystal elastomer. Soft Matter 13(33):5558–5568
Hu J, Meng H, Li G, Ibekwe SI (2012) A review of stimuli-responsive polymers for smart textile applications. Smart Mater Struct 21:5
Momeni F, Sabzpoushan S, Valizadeh R, Morad MR, Liu X, Ni J (2019) Plant leaf-mimetic smart wind turbine blades by 4D printing. Renew Energy 130:329–351
Momeni F, Ni J (2018) Nature-inspired smart solar concentrators by 4D printing. Renew Energy 122:35–44
Baker AB, Bates SRG, Llewellyn-Jones TM, Valori LPB, Dicker MPM, Trask RS (2019) 4D printing with robust thermoplastic polyurethane hydrogel-elastomer trilayers. Mater Des 163
Liu Y, Zhang W, Zhang F, Lan X, Leng J, Liu S, Jia X, Cotton C, Sun B, Gu B, Chou T-W (2018) Shape memory behavior and recovery force of 4D printed laminated Miura-origami structures subjected to compressive loading. Compos Part B 153:233–242
Gladman AS, Matsumoto EA, Nuzzo RG, Mahadevan L, Lewis JA (2016) Biomimetic 4D printing. Nat Mater 15(4):413–418
Hingorani H, Zhang Y-F, Zhang B, Serjouei A, Ge Q (2019) Modified commercial UV curable elastomers for passive 4D printing. Int J Smart Nano Mater 1–12
Su J-W, Gao W, Trinh K, Kenderes SM, Pulatsu ET, Zhang C, Whittington A, Lin M, Lin J (2019) 4D printing of polyurethane paint-based composites, Int J Smart Nano Mater 1–12
Chen X, Liu X, Ouyang M, Chen J, Taiwo O, Xia Y, Childs PRN, Brandon NP, Wu B (2019) Multi-metal 4D printing with a desktop electrochemical 3D printer. Sci Rep 9
Jeong HY, Lee E, Ha S, Kim N, Jun YC (2018) Multistable thermal actuators via multimaterial 4D printing. Adv Mater Technol
Shiblee MNI, Ahmed K, Kawakami M, Furukawa H (2019) 4D printing of shape-memory hydrogels for soft-robotic functions. Adv Mater Technol
Kuang X, Chen K, Dunn CK, Wu J, Li VCF, Qi HJ (2018) 3D printing of highly stretchable, shape-memory, and self-healing elastomer toward novel 4D printing. ACS Appl Mater Interfaces 10(8):7381–7388
Devillard CD, Mandon CA, Lambert SA, Blum LJ, Marquette CA (2018) Bioinspired multi-activities 4D printing objects: a new approach toward complex tissue engineering. Biotechnol J 13(12):e1800098. https://doi.org/10.1002/biot.201800098
Andani MT, Saedi S, Turabi AS, Karamooz MR, Haberland C, Karaca HE, Elahinia M (2017) Mechanical and shape memory properties of porous Ni 50.1 Ti 49.9 alloys manufactured by selective laser melting. J Mech Behav Biomed Mater 68:224–231
Javaid M, Haleem A (2018) 4D printing applications in medical field: a brief review. Clinical Epidemiology and Global Health
An J, Chua CK, Mironov V (2016) A perspective on 4D bioprinting. Int J Bioprinting 2
Mandon C, Blum L, Marquette C (2017) 3D–4D printed objects: new bioactive material opportunities. Micromachines 8(4):102
Behl M, Lendlein A (2011) Shape-memory polymers. Kirk-Othmer Encyclopedia of Chemical Technology
Keall PJ, Joshi S, Vedam SS, Siebers JV, Kini VR, Mohan R (2005) Four-dimensional radiotherapy planning for DMLC-based respiratory motion tracking. Med Phys 32(4):942–951
Pei E, Shen J, Watling J (2015) Direct 3D printing of polymers onto textiles: experimental studies and applications. Rapid Prototyp J 21(5):556–571
Howarth D DEZEEN, 27 February 2019. [Online]. Available: https://www.dezeen.com/2019/02/27/black-panther-best-costume-design-oscar-3d-printing/. [Accessed 3 March 2019]
Liu P, Huang SH, Mokasdar A, Zhou H, Hou L (2013) The impact of additive manufacturing in the aircraft spare parts supply chain: supply chain operation reference (SCOR) model based analysis. Prod Plan Control 25(13–14):1169–1181
Sokolowski W, Tan S, Pryor M (2004) Lightweight shape memory self-deployable structures for gossamer applications. In 45th AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics & Materials Conference
Huo SV (2019) Development of composite springs using 4D printing method. Compos Struct 210:869–876
Yoo YI, Lee JJ (2011) Two-way shape memory effect of NiTi under compressive loading cycles. Phys Procedia 22:449–454
Liu Y, Leng J (2010) Applications of shape-memory polymers in aerospace. Shape-Memory Polymers and Multifunctional Composites pp. 233–266
Kamila S (2013) Introduction, classification and applications of smart materials: an overview. Am J Appl Sci 10(8):876–880
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Ali, M.H., Abilgaziyev, A. & Adair, D. 4D printing: a critical review of current developments, and future prospects. Int J Adv Manuf Technol 105, 701–717 (2019). https://doi.org/10.1007/s00170-019-04258-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-04258-0