
Abstract
Ball screws used for high-speed feed systems generate friction heat, which affects the preload and supporting system stiffness, and further, the dynamic characteristics of the screw system are modified and negative effects on the positioning accuracy are produced. Therefore, a thermal dynamic model for investigating dynamic performance variation with temperature is needed. First, a new dynamic temperature model of a hollow cylinder with varied heat flow was proposed based on the heat transfer theory. By using the thermocouples to read the real-time surface temperatures of heat sources, this model can be used to obtain the real-time temperature field of the supporting bearings and nut, and by using the FOCAS function to read the real-time position of nut, a finite difference heat transfer model with real-time moving heat sources was established. Based on this model, the dynamic thermally induced preload and stiffness models of the system were obtained. Second, a real-time thermal dynamic model of the ball screw system was achieved. Finally, an inverse identification method of the heat excitation was proposed. Through measuring dynamic characteristics of the feed system in machine tools, the real-time thermal dynamic models of the screw system were validated. It provided the theoretical and practical foundation for real-time monitoring and controlling of dynamic characteristics of preloaded ball screw systems.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
With the development of high-speed and high-precision machine tools, preloaded ball screw feed drive systems are widely used [1, 2], which can increase the axial rigidity, modify the nature frequency in order to avoid the vibration, and improve the manufacturing quality [3, 4]. Hence, the dynamic characteristics of high-speed ball screw systems have attracted the attention of many researchers [5,6,7,8,9,10,11,12,13,14,15,16,17,18]. Erkorkmaz et al. [8] proposed a new method of identifying the dynamic parameters and the friction characteristics of feed drive systems used in machine tools. Jerzy et al. [9] investigated a resonance frequency of ball screw feed drive systems of CNC machine tools. Li et al. [10] presented a modal identification method to investigate the dynamics of machine tool feed drive systems under different feed rates. Feng et al. [11] proposed a lumped dynamic model of the screw system to study preload influences on the dynamic response. Zhou et al. [12] found an accurate relationship between the preload and no-load drag torque. Frey et al. [13] studied the behavior of ball screw feed drives and its dominant influence. Frey et al. [14] found that the preload is one of main parameters of the working performance of ball screws. Vicente et al. [15] proposed a new high-frequency dynamic model of ball screw systems, using this model, the frequency variation of each mode of the systems was investigated under different carriage positions and masses. Wei et al. [16] proposed the kinematics model of the preloaded single-nut high-speed screw. Varanasi et al. [17] proposed a new dynamics model of screw systems that accounts for the screw inertia, compliance, and damping of the main elements. Kamalzadeh et al. [18] proposed a precision control method for ball screw systems and axial vibrations were compensated using the method.
However, preloaded high-speed screw systems generate excessive friction heat; the thermal effects were widely investigated by previous literatures [19,20,21,22,23,24,25,26,27,28,29,30,31,32,33,34,35,36,37,38]. On one hand, with the increase of feed rates, the positioning precision is affected by the thermally induced characteristics [19,20,21,22]. In the previous researches, the thermal error accounts for about 40–70% of the whole error of machine tools [23,24,25,26,27]. The methods of reducing thermal error in machine tools are usually the error control and error compensation [22,23,24,25,26,27,28,29,30,31,32,33,34,35]. On the other hand, due to the thermally induced deformation of the screw, the initial preload of the system is changed, which modify the dynamic characteristics, such as the axial rigidity and natural frequency. The preload variation with temperature rise of the double nut preloaded ball screw was analyzed by experiments [36]. A finite element model was proposed to determine the remarkable influence of the preload of a bearing on thermal stabilization of ball screw systems [37]. In literature 38, the remarkable decrease of the preload in preloaded ball screw systems was found by experiments. When the temperature rises by 12–16 K, the preload decreases by 32%.
In summary, many researches focused on the modeling of the thermo-mechanical behavior of ball screw systems. However, most of these researches were carried out to predict and compensate thermal errors [22,23,24,25,26,27,28,29,30,31,32,33,34,35]. Though some of these researchers studied the thermal-preload-mechanical dynamic characteristics by experiments and FEM [33, 36,37,38], the studies did not consider real-time characteristics of preload ball screw systems with temperature rise.
To better investigate the thermally induced dynamic behavior of the preload ball screw systems and further control the thermal-dynamic behavior, a real-time dynamic model of the preload ball screw systems is necessary, which, however, has been rarely studied by now.
In this paper, the real-time thermal-dynamic model to predict the variation of the preload, stiffness, and natural frequency of preloaded ball screw systems due to temperature increase was proposed by using a heat transfer method. The solution of this model was validated by experiments. It provided the theoretical and practical foundation for real-time monitoring and controlling of dynamic characteristics of preloaded ball screw systems.
2 Thermal dynamic model
The main heat sources in ball screw feed drive systems used for CNC machine tools include the two supporting bearings and moving nut, and the heat rates result from the friction among the components, which are dependent on the feed rate, assembly conditions, and lubricant conditions. Although the system working under the same feed rate, assembly conditions, and lubricant conditions, the thermal deformation also changes the coherence among the moving nut, the screw, and the supporting bearings.
The thermally induced axial deformation of the screw affects the supporting system stiffness and the friction torque, which changes the dynamic performance of the ball screw system [20].
2.1 Stiffness model of the supporting system
The stiffness of the supporting system of the ball screw feed drive system is composed of the stiffness of the supporting bearings and the stiffness of the screw.
2.1.1 Stiffness of the support bearing
When the ball screw feed drive system is fixed by one end, the stiffness of the support bearing is given by [21]
The axial deformation of the supporting bearing δb0 in Eq. 1 can be expressed as
where Q is expressed as
2.1.2 Stiffness of the screw shaft
One end of the ball screw system is fixed, and the other end is free. According to material mechanics, the elongation of the screw caused by the temperature arising makes the tensile preload of the supporting bearing weak. The thermal deformation of the screw changes the coherence of bearings [20], and the tensile preload variation influences the screw stiffness.
According to material mechanics, the lessened tensile preload ΔF0 due to the temperature increasing is defined as
where ΔL denotes the thermal elongation value of the screw shaft.
In order to obtain the thermal elongation value ΔL of the screw shaft, the determination of temperature arising of the screw shaft is necessary.
Real-time modeling of the temperature arising of the screw shaft
In this paper, a new real-time thermal model of multiple varying and moving heat sources was proposed and used for the screw shaft.
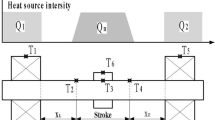
Figure 1 shows the ball screw feed drive system is fastened at the left end, and it is stretched at the other end.

Heat transfer of the screw
The expression used for calculating heat transfer of the screw can be described as
The three key point temperatures Tcb1(tj), Tcb2(tj), and Tcn(tj) of the ball screw connecting with the bearing 1, bearing 2, and nut are important for investigating thermal deformation, preloads, and thermal characteristics. However, these key point temperatures of the system are difficult to be measured, for the temperature sensors could not be put into the prescribed position.
In order to obtain the key point temperatures Tcb1(tj), Tcb2(tj), and Tcn(tj) of the ball screw connecting with the bearing 1, bearing 2, and nut, the model of the temperature arising of the bearing and nut is required.
In this paper, the bearing and nut are simplified as hollow cylinders, and a new real-time temperature model of hollow cylinders is proposed. This model was used for obtaining the key point temperatures Tcb1(tj), Tcb2(tj), and Tcn(tj) of the ball screw contacting with the bearings and moving-nut.
Modeling of real-time temperature field for a hollow cylinder
In order to establish a real-time temperature model of the supporting bearings and moving-nut, the assumptions were as follows [5, 7]:
-
1.
The bearings and screw-nut are treated as hollow cylinders.
-
2.
The friction heat generated by the bearings and screw-nut is uniform.
In this work, a real-time temperature distribution model of a hollow cylinder is proposed according to the heat transfer theory.
Figure 2 shows that the bearings and moving-nut are simplified to be the hollow cylinders with a uniform heat generation rate.

Heat transfer of the hollow cylinder
With regard to the convection heat dissipation of the cylinder surfaces, the convection heat loss is treated as a virtual negative heat source.
The transient heat transfer equation for the hollow cylinder with a negative heat source can be expressed as
where \( \dot{\phi} \) denotes the heat flow of the negative heat source of the cylinder surface convection.
The total heat for the surface convectionϕscan be written as
where Pc is the circumference of the heat transfer section.
Considering the convection heat transfer of the up, down, and top surfaces, the circumference of the heat transfer section is written as
The negative heat source \( \dot{\phi} \)can be rewritten as
where Ac is the area of the heat transfer section.
The area of the heat transfer section Ac is expressed as
where W denotes the width of the hollow cylinder.
Substituting Eq. 9 into Eq. 6, the temperature model of the hollow cylinder can be rewritten as
where T(r, t) is the temperature distribution of the hollow cylinder, which is the function of time t and the radius r, and hs is the surface convection coefficient of the hollow cylinder.
According to the variable separation theory, the temperature distribution of the hollow cylinder T(r, t) is written as
Temperature of a hollow cylinder always shows a logarithm decrease with the radius [39]. In this paper, the function Tr(r) of the position can be written as
The temperature of the cylinder always shows an exponential increase with time [39, 40]. In this work, the function Tt(t) of the time is expressed as
where A and B are constants.
Therefore, the transient temperature distribution of the hollow cylinder T(r, t) can be rewritten as
The \( \frac{\partial T}{\partial t} \) expression can be derived as
The \( \frac{1}{r}\frac{\partial }{\partial r}\left( kr\frac{\partial T\left(r,t\right)}{\partial r}\right) \)expression can be derived as
Substituting Eqs. 16 and 17 into Eq. 11, Eq. 11 can be rewritten as
The analytical solution of Eq. 18 is
Equation 19 is adaptive to not only the bearing temperature field but also a nut temperature field.
The real-time surface temperature T(Rout, ti) used for the boundary can be obtained by the thermocouple. The thermocouples on the bearing seat surface and the moving-nut flank surface can be used to collect the real-time temperature and time information. Two sets of data from the measured point of the heat source surface are enough to solve Eq. 19, and then A and B are obtained.
Using the thermocouples to read the surface temperature T(Rout, ti) of the heat source, this real-time model can be used to obtain the real-time temperature Tcb1(tj), Tcb2(tj), and Tcn(tj) of the screw contact surface at the position with the radius Rin of the bearings and nut.
The T(Rout, ti) is the real-time temperature for the point measured from the surface of the kinematics pair collected by thermocouples. The Tcb1(tj), Tcb2(tj), and Tcn(tj) are the contacting surface temperatures between the screw shaft and the kinematics pairs.
Hence, this modeling of real-time temperature field for a hollow cylinder can be used to obtain the Tcb1(tj), Tcb2(tj), and Tcn(tj)of the contacting surface temperature between the screw shaft and the bearings and nut.
Numerical solution method of the real-time modeling of the temperature arising of the screw shaft
When the contact surface temperatures are obtained, Eq. 5 can be used to calculate the temperature distribution of the screw shaft.
Equation 5 can be solved by the finite difference method. Partition the setting region into mesh by step size of space s and step size of time t. xi = i ⋅ s, tj = j ⋅ τ. Node (xi, tj) is simplified to (i, j). i[1, M − 1], j[1, N − 1], M, and N are positive integers, and \( {T}_j^i=T\left(i,j\right) \).
The following iterative form of solving Eq. 5 is rewritten as
The forced convective coefficient h is rewritten as [40]
Determining thermal elongation of the screw shaft
During the feed working, the axial thermal elongation of a screw shaft is always produced, for the temperature of the screw caused by frictional heat increases.
Hence, based on the result of real-time modeling of the temperature arising of the screw shaft, the expression of thermal elongation of the screw shaft can be obtained as:
where ΔT(x, t) denotes the temperature rise of the screw shaft, and αs denotes the thermal expansion coefficient.
The axial deformation caused by the friction heat mainly affects the preloads and of the stiffness of the systems.
Calculating the rest tensile preload
Because of the thermal elongation of the screw shaft, the rest tensile preload is described as,
Determining the axial stiffness of the circle bar
Considering that the tensile preload variation influences the screw stiffness, the axial stiffness of the circle bar is defined as
where P is the external axial load.
2.1.3 Stiffness of the supporting system
The stiffness of the screw supporting system consists of the stiffness of support bearing and the axial stiffness of the screw shaft, which are connected in series. Hence, the stiffness of the supporting system is written as
2.2 Screw-nut stiffness model
The axial contact stiffness between the ball screw shaft and the nut is given by [41]
2.3 Ball screw system governing equation
In order to investigate the dynamic characteristics of the ball screw system varying with the different increment of temperature, the entire system is modeled, as shown in Fig. 3. The system is composed of the screw shaft, working table, and supporting bearings.

Modeling of the ball screw system with a lumped parameter system
To consider the effects of the different increment of temperature, the supporting system stiffness and the screw-nut stiffness are treated as variables.
The matrix[M] is written as
The matrix[C] is written as
The matrix[K] is written as
The vector X is written as
The vector F is written as
The matrix [M], [C], and [K] are the system mass, the system damping, and the system stiffness matrix, respectively. [F] is the excitation force vector, and [X] is the displacement vector.
Combining Eqs. 27–31, the system governing equation can be presented as the matrix form
2.4 Solving dynamic model
This model belongs to a SDOF system. The parameters of the feed drive system were listed in Table 1. Through taking the Laplace transform of all the equations and summarizing the results in matrix form, the dynamic characteristics were obtained.
2.4.1 Axial natural frequency of the working table
The axial natural frequency of the working table is obtained as
2.4.2 Axial natural frequency of the screw
The axial natural frequency of the screw is obtained as
3 Experimental verification and dynamics simulation for ball screw feed drives
3.1 Experimental verification
3.1.1 Experimental setup
In order to investigate the thermal characteristics of the ball screw feed drive system, experiments were performed on CNC machine tools; the z-axis feed system was tested under different feed rates. Figure 4 shows the experimental setup of testing the screw system.

Experimental setup
The experimental setup of the lathe consists of an infrared thermal imaging instrument, a temperature collecting instrument with four thermocouples, a computer with the Visual C++ FOCAS application, a computer with LAMS software, and a CNC lathe.
3.1.2 Sensor locations
In order to investigate the temperature characteristics of the system, experiments were carried out using the measuring location arrangement shown in Fig. 5. The 14 testing points of temperature were shown in Fig. 5. The 1st, 13th, and 14th testing points were respectively located on the surfaces of bearing seat 1, the surfaces of bearing seat 2, and the flank surface of the nut, and the three points were measured by three thermocouples, respectively. The testing points (2–12) of temperature on the screw shaft (shown in Fig. 5) is evenly taken every 42 mm from the reference origin point of the machine tool up to 420 mm. The ball screw system is warmed up by the repeated movement of the nut along the screw shaft, between points 2 and 12. To measure the measuring point temperature in the stroke of the ball screw shaft, an infrared thermal imaging instrument was selected.

Measuring location arrangement
3.1.3 Testing procedure
The z-axis feed drive of a lathe was tested using no load. First, the CNC lathe was initially begun, and the initial characteristics were collected. After this, by moving the worktable repeatedly in its stroke range, the ball screw feed system of the CNC lathe was heated. Meanwhile, the temperature of the bearings, and moving-nut was collected using the thermocouples at an interval of 0.048 s. Temperature of the screw shaft was taken using a thermal imaging instrument at an interval of 10 min. After the lathe was warmed up for 10, 20, 30, 40, and 50 min, the natural frequencies of the carriage were measured using LAMS. To obtain the position of the moving-nut, an application program based on the FOCAS was used to collect the real-time position of the carriage in sampling intervals of 0.048 s.
3.2 Inverse identification method of the heat excitation
In order to study the thermal dynamic performance deeply, this paper proposed an inverse identification method of the heat excitation, as shown in Fig. 6. To obtain the heat flow rates of the fixed bearing 1, the stretched bearing 2, and the moving-nut, the Monte Carlo method is used. Once the MC process is completed, the FEM process is preformed to obtain the temperature field of the ball system. In order to capture the three heat flow rates, experiments were performed to obtain the temperature rise of 14 designated points, which are denoted by M1, M2, ⋯, M14 in Fig. 5. The method to obtain the heat flow rates of three heat sources is that the temperature rises of the FEM calculation agrees with the data measured by experiments. The calculating process can search the heat flow rates, through minimizing the following expression:

Thermal dynamic identification model of the ball screw feed drive system
where \( \Delta {M}_{ij}^{\mathrm{EM}} \) denotes the measured temperature for given point i at the jth sampling time step of tj, i = 1, 2, ⋯, 14, and j = 1, 2, ⋯, N, \( \Delta {M}_{ij}^{\mathrm{MC}} \) denotes the simulated temperature for given point i at the jth sampling time step of tj, i = 1, 2, ⋯, 14, and j = 1, 2, ⋯, N. Figure 7 shows the flow diagram of the thermal dynamic identification model of the ball screw feed drive system.

Flow diagram of the thermal dynamic identification model of the ball screw feed drive system
The thermal dynamic identification process of the ball screw feed drive system is as follows:
-
1.
Generating the thermal dynamic finite element model of the system according to the geometric dimension of the ball screw feed drive system.
-
2.
Inputting the initial temperature, convention coefficient, and the thermal flux regions of the fixed bearing, stretched bearing, and nut xh ∈ [xLh, xUh], δh = xUh − xLh, h = 1, 2, 3.
-
3.
Using the Monte Carlo method, the friction heat fluxes xh = xLi + random(0, δh), h = 1, 2, 3. are generated.
-
4.
Executing the simulation of the model and collect the 14 key temperatures of the simulation.
-
5.
Calculating the objective value of the expression (35): F and search the minimum objective value of the expression (35): F*
-
6.
If F* is less than the setting small value Ɛ, the friction heat fluxes are obtained. If F* is bigger than the setting small value Ɛ, the regions of the friction heat fluxes are updated, and repeated the MC process until F* is less than the setting small value Ɛ.
-
7.
Extracting the temperatures of elements.
-
8.
Executing thermal-force simulation and extract the tensile preloads of the screw.
-
9.
Executing thermal-modal simulation and extract the natural frequencies of the system.
4 Results and discuss
In order to verify the thermal model, the tests of machine tools were conducted at Z axis positions, under the different increment of temperature of the screw using the feed rate 5 m/min.
4.1 Temperature distribution of the screw system
In order to investigate the thermal dynamic performance of ball screws, the temperature distribution of the screw system is necessary.
The comparison of key point temperatures of the thermal dynamic model, experiments, and inverse identification by experiments of the ball screw feed drive system was shown in Fig. 8.

Comparison of key point temperatures of the thermal dynamic model, experiments, and inverse identification by experiments of the ball screw feed drive system
The point line denotes the measured temperature of testing points of the bearings and nut, the solid line denotes temperature from the inverse identification of the testing points and the centers of the bearings and nut, and the dash line denotes the temperature obtained by the thermal dynamic model of the centers of the bearings and nut. The results shows that the temperature rise of the inverse identification by experiments agrees with the data of the experiments, and the temperature rise of the thermal dynamic model agrees with the data of the inverse identification by experiments under the feed rate 5 m/min. The effectiveness of the proposed thermal dynamic model was proved through the above results.
4.2 Preload variation of the screw due to temperature increase
The thermally induced axial deformation of the screw certainly affects the preload, which changes the dynamic performance of the ball screw system.
Figure 9 shows that comparison of tensile preloads of the dynamic model and inverse identification method. From the results, it is can be seen that the tensile preload of system sharply decreases with the increase of temperature. The calculated results of the model could match quite well with the inverse identification results. During ball screw systems working, due to the increase of temperature, the thermal deformation increases, which causes the decrease of the tensile preload of the screw shaft.

Comparison of tensile preloads of the dynamic model and inverse identification
4.3 Variation of the stiffness and natural frequency due to temperature increase
The thermally induced axial deformation of the screw certainly affects the supporting system stiffness and the natural frequency, which changes the dynamic performance of the ball screw system.
According to the dynamic model, the axial supporting stiffness of the working table at Z axis position of 336 mm is obtained under the feed rate 5 m/min. Figure 10 shows that the axial supporting stiffness of the working table nonlinearly decreases with the increase of temperature. This is because the decrease of the tensile preload of the screw shaft causes the system axial stiffness nonlinearly changes.

Axial supporting stiffness of the screw system sharply decreases at the position of 336 mm (obtained by the thermal dynamic model)
Using the above solutions Eqs. 33 and 34 of the dynamic model, the dynamic characteristics varying with the temperature of the screw system was exposed. And the natural frequencies of the working table at Z axis position of 336 mm was measured under the feed rate 5 m/min.
Figure 11 shows the comparison of natural frequencies of the dynamic model, inverse identification, and experiments. From the results, it can be seen that the natural frequency of system slowly decreases. The calculated results of the model could match quite well with the actual measured results and inverse identification.

Comparison of the natural frequencies of working table for the dynamic model, inverse identification, and experiments at the position of 336 mm
This is because in the working stage, the tensile preload of system sharply decreases, the axial stiffness of system sharply decreases, and the natural frequency of system slowly decreases.
The experimental results and analytical solution results showed the effective of the proposed dynamic model. The proposed dynamic model has been validated in the testing machine tool.
5 Conclusions
Based on the analysis of the preloads and stiffness of the feed drive system varying with temperature rise, a new lumped, thermally induced dynamic model has been successfully presented for studying the dynamic performance due to the temperature variation of the ball screw feed drive system.
-
1.
A new analytical model of the real-time temperature field of a hollow cylinder with the varied heat flow was proposed, based on the heat theory. By using the thermocouples to read the surface temperatures of heat sources, this model can be used to obtain the real-time temperature field of the bearings and moving-nut.
-
2.
A new finite difference heat transfer model with real-time moving heat sources was proposed. By using the FOCAS function to read the real-time position of moving heat sources, this model can be used to obtain the temperature distribution of the screw. Based on this model, the real-time thermally induced preloads and stiffness models of the ball screw system were obtained. Furthermore, an analytical real-time thermally induced dynamic model of the ball screw system has been successfully presented, and the analytical solutions of this model were obtained.
-
3.
An inverse identification method of the heat excitation was proposed. Using this method and experiments, the relationships between the preload, axial stiffness, and natural frequency and the temperature variation of the ball screw system were investigated. The extension preload and the axial stiffness markedly decrease with the increase of temperature. However, the natural frequency slowly decreases with the increase of temperature. The results proved that the effectiveness of the presented thermal dynamic models. These models provided the theoretical and practical foundation of the real-time monitoring and controlling of dynamic characteristics of preloaded ball screw systems. These methods focus on real-time thermal dynamic characteristics of preloaded ball screw systems, which can be used for other machines by suitable modification.
Abbreviations
- k b :
-
Axial stiffness of the support bearing
- F0 :
-
Initial tensile preload of the screw
- ΔF0 :
-
Lessened tensile preload of the temperature increasing
- ΔT(x, t):
-
Temperature increment
- S S :
-
Section area of the screw
- E:
-
Modulus of elasticity
- α S :
-
Expansion coefficient of the screw shaft
- L:
-
Length of the screw
- x :
-
Position of the table in the screw
- k e :
-
Axial equivalent stiffness for the supporting bearings and the screw
- d s :
-
Diameter of the screw
- F n0 :
-
Initial compressive preload between the screw and the nut
- k n :
-
Screw-nut stiffness
- F a0 :
-
Compressive preload of the moving nut
- k s :
-
Axial stiffness for the screw
- K :
-
Rate stiffness of the screw-nut
- ε :
-
Constant of the load
- C a :
-
Rate equivalent dynamic load of the screw
- F ap :
-
Axial load applied on the working table
- δ b0 :
-
Elastic axial deformation of the fastened supporting bearing
- F b0 :
-
Compressive preload of the fastened supporting bearing
- d b :
-
Diameter of balls of the supporting bearing
- β b :
-
Contact angle of the supporting bearing
- Q :
-
Axial load of each ball of the supporting bearing
- [M]:
-
System mass matrices
- [C]:
-
System damping matrices
- [K]:
-
System stiffness matrices
- [F]:
-
Excitation force vector
- [X]:
-
Displacement vector
- T(x, t):
-
Temperature distribution of the screw, dependent on time and distance
- k :
-
Thermal conductivity of the screw
- ρ :
-
Screw density
- c :
-
Heat capacity
- h :
-
Convective coefficient
- T air(t):
-
Temperature of the ambient air
- T cb1(t):
-
Key point temperature of the screw connecting with the bearing 1
- T cb2(t):
-
Key point temperature of the screw connecting with the bearing 2
- T cn(t):
-
Key point temperature of the screw connecting with the moving-nut
- P :
-
Perimeter of the screw
- Ac:
-
Cross-sectional area of the screw
- S:
-
Feed stroke
References
Verl A, Frey S (2010) Correlation between feed velocity and preloading in ball screw drives. CIRP Ann Manuf Technol 59(1):429–432
Oyanguren A, Larrañaga J, Ulacia I (2018) Thermo-mechanical modeling of ball screw preload force variation in different working conditions. Int J Adv Manuf Technol 97(1-4):723–739
Mohring HC, Bertram O (2012) Integrated autonomous monitoring of ball screw drives. CIRP Ann Manuf Technol 61:355–358
Altintas Y, Verl A, Brecher C, Uriarte L, Pritschow G (2011) Machine tool feed drives. CIRP Ann 61(2):779–796
Cheng CC, Shiu JS (2001) Transient vibration analysis of a high-speed feed drive system. J Sound Vib 239(3):489–504
Chen JS, Huang YK, Cheng CC (2004) Mechanical model and contouring analysis of high-speed ball-screw drive systems with compliance effect. Int J Adv Manuf Technol 24:241–250
Hsieh MF, Yao WS, Chiang CR (2007) Modeling and synchronous control of a single-axis stage driven by dual mechanically-coupled parallel ball screws. Int J Adv Manuf Technol 34(9-10):933–943
Erkorkmaz K, Altintas Y (2001) High speed CNC system design. Part II: modeling and identification of feed drives. Int J Mach Tools Manuf 41:1487–1509
Jerzy Z (2012) Vibration of the ball screw drive. Eng Fail Anal 24:1–8
Li B, Luo B, Mao XY, Cai H, Peng FY, Liu HQ (2013) A new approach to identifying the dynamic behavior of CNC machine tools with respect to different worktable feed speeds. Int J Mach Tools Manuf 72:73–84
Feng GH, Pan YL (2012) Investigation of ball screw preload variation based on dynamic modeling of a preload adjustable feed-drive system and spectrum analysis of ball-nuts sensed vibration signals. Int J Mach Tools Manuf 52:85–96
Zhou CG, Feng HT, Chen ZT, Ou Y (2016) Correlation between preload and no-load drag torque of ball screws. Int J Mach Tools Manuf 102:35–40
Frey S, Dadalau A, Verl A (2012) Expedient modeling of ball screw feed drives. Prod Eng Res Devel 6:205–211
Frey S, Walther M, Verl A (2010) Periodic variation of preloading in ball screws. Prod Eng Res Dev 4(2–3):261–267
Vicente DA, Hecker RL, Villegas FJ, Flores GM (2012) Modeling and vibration mode analysis of a ball screw drive. Int J Adv Manuf Technol 58:257–265
Wei CC, Lai RS (2011) Kinematical analyses and transmission efficiency of a preloaded ball screw operating at high rotational speeds. Mech Mach Theory 46:880–898
Varanasi KK, Nayfeh S (2004) The dynamics of lead-screw drives: low-order modeling and experiments. J Dyn Syst Meas Control (ASME) 126:388–396
Kamalzadeh A, Erkorkmaz K (2007) Compensation of axial vibrations in ball screw drives. Ann CIRP 56(1):373–378
Xia JY, Wu B, Hu YM, Shi TL (2010) Experimental research on factors influencing thermal dynamics characteristics of feed system. Precis Eng 34:357–368
Xia JY, Hu YM, Wu B, Shi TL (2009) Research on thermal dynamics characteristics and modeling approach of ball screw. Int J Adv Manuf Technol 43(5-6):421–430
Bryan J (1990) International status of thermal error research. CRIP Ann-Manuf Technol 39(2):645–656
Yun WS, Kim SK, Cho DW (1999) Thermal error analysis for a CNC lathe feed drive system. Int J Mach Tools Manuf 39:1087–1101
Ramesh R, Mannan MA, Po AN (2003) Thermal error measurement and modeling in machine tools. Part I Influence of varying operation condition, Int J Mach Tools Manuf 43:391–404
Xu ZZ, Liu XJ (2011) Thermal error forecast and performance evaluation for an air-cooling ball screw system. Int J Mach Tools Manuf 51:605–611
Min X, Jiang S (2010) A thermal model of a ball screw feed drive system for a machine tool. Proceedings of the Institution of Mechanical Engineers Part C Journal of Mechanical Engineering Science 225:186-192
Li ZH, Fan KG (2014) Time-varying positioning error modeling and compensation for ball screw systems based on simulation and experimental analysis. Int J Adv Manuf Technol 73(5-8):773–782
Liang RJ, Ye WH, Haiyan H, Yang QF (2012) The thermal error optimization models for CNC machine tools. Int J Adv Manuf Technol 63(9-12):1167–1176
Xu ZZ, Liu XJ (2014) Study on thermal behavior analysis of nut/shaft air cooling ball screw for high-precision feed drive. Int J Precis Eng Manuf 15:123–128
Zhang Y, Yang JG, Jiang H (2012) Machine tool thermal error modeling and prediction by grey Neural network. Int J Adv Manuf Technol 59(9-12):1065–1072
Wu CW, Tang CH, Chang CF, Shiao YS (2012) Thermal error compensation method for machine center. Int J Adv Manuf Technol 59:681–689
Han J, Wang LP, Wang HT (2012) A new thermal error modeling method for NC machine tools. Int J Adv Manuf Technol 62:205–212
Vyroubal J (2012) Compensation of machine tool thermal deformation in spindle axis direction based on decomposition method. Precis Eng36(1):121–127
Zhang T, Ye WH, Shan YC (2016) Application of sliced inverse regression with fuzzy clustering for thermal error modeling of CNC machine tool. Int J Adv Manuf Technol 85:2761–2771
Liu K, Li TJ, Sun MJ, Wu YL, Zhu TJ (2018) Physically based modeling method for comprehensive thermally induced errors of CNC machining centers. Int J Adv Manuf Technol 94(1-4):463–474
Liu K, Li T, Li TJ, Liu Y, Wang YQ, Jia ZJ (2018) Thermal behaviour analysis of horizontal CNC lathe spindle and compensation for radial thermal drift error. Int J Adv Manuf Technol 95(1-4):1293–1301
Oyanguren A, Zahn P, Alberdi AH, Larrañaga J, Lechler A, Ulacia I (2016) Preload variation due to temperature increase in double nut ball screws. Prod Eng Res Devel 10:529–537
Horejs O (2007). Thermo-mechanical model of ball screw with non-steady heat sources. International Conference on Thermal Issues in Emerging Technologies: Theory & Application IEEE133-137
Navarro y de Sosa I, Bucht A, Junker T, Pagel K, Drossel WG (2014) Novel compensation of axial thermal expansion in ballscrew drives. Prod Eng Res Dev 8(3):397–406
Yang SM, Tao WQ (2006) Heat transfer. Beijing. Higher education press 52-53[in Chinese]
Li TJ, Zhao CY, Zhang YM (2018) Adaptive real-time model on thermal error of ball screw feed drive systems of CNC machine tools. Int J Adv Manuf Technol 94(9-12):3853–3861
Hiwin Technologies Company (2000) Hiwin ball screw technical information. Hiwin Company, Taiwan
Funding
This work was supported by the National Natural Science Foundation of China under Grants 51775085 and U1708254.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Li, Tj., Liu, K. Dynamic model on thermally induced characteristics of ball screw systems . Int J Adv Manuf Technol 103, 3703–3715 (2019). https://doi.org/10.1007/s00170-019-03760-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-03760-9