
Abstract
Wire electric discharge machining [WEDM] is a method of cutting materials which are electrically conductive in nature by following a well-defined programmed path according to the requirement. Inconel 600 is a nickel–chromium alloy generally used where corrosion and high temperature resistance are in utmost demand. The present work demonstrates the optimization of WEDM process parameters of Inconel 600 with multiple performance characteristics such as material removal rate (MRR), surface roughness (SR) and kerf width (K). The process parameters considered in this research work are peak current, servo voltage, pulse on time and pulse off time. Face-centred central composite design (FCCCD) is used to conduct the experiments on WEDM. Grey relational analysis (GRA) has been used to optimize the process parameters.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
- Metal removal rate
- Surface roughness
- Kerf width
- Face-centred central composite design
- Grey relational analysis
1 Introduction
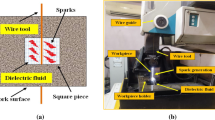
Wire electric discharge machining (WEDM) is being widely used in manufacturing industries to machine intricate profiles. WEDM has been evolved from a simple method of making tools and dies to the best alternatives of producing micro-scale parts with the highest degree of dimensional accuracy and surface finish quality [1]. It is a thermoelectric process in which heat energy in the form of spark is used to remove material from the workpiece. The dielectric fluid (deionized water) having low viscosity and high cooling rate is fed continuously to the machining area to flush away the eroded particles [2]. Conventional machining of nickel–chromium alloys has problems such as poor surface quality, low-dimensional accuracy, high tool wear rate and poor machinability [3]. Non-traditional machining techniques such as water jet machining (WJM) and laser beam machining (LBM) can be used, but the machining equipment is expensive, height of the workpiece is a constraint, and surface finish obtained is not good [4, 5].
Wire electric discharge machining [WEDM] as shown in Fig. 32.1 was used for machining of different materials with good precision, but it is affected by a large number of input parameters which make it difficult to obtain better results such as surface roughness, material removal rate and kerf width [6]. So that optimal selection of process parameters is required to achieve higher metal removal rate and better surface finish simultaneously [7]. The selection of optimum machining parameters in WEDM is an important step [8, 9]. Gowri et al. [10] investigated the effects of WEDM process parameters, particularly cutting speed, feed and depth of cut on Inconel. Dabade et al. [11] studied the effect of process parameters like MRR, SR, kerf width and dimensional deviation on Inconel 718.

Wire electric discharge machine [WEDM]
Inconel 600 is used in broad applications where it is excellent resistance to corrosion and could withstand high temperatures and used in nuclear reactors where no indication of chloride-ion stress-corrosion cracking in reactor water system has been detected. The basic objective to obtain is the material which is used for a number of applications should have good multiple performance characteristics within the given input process parameters.
2 Experimentation
Experiments were performed on Electronica Sprintcut (Electra-Elplus 40A DLX) CNC WEDM. Face-centred central composite design (FCCCD) with four process parameters and five levels was selected for experimentation [12]. The machining parameters are pulse on time (Ton), pulse off time (Toff), spark gap set voltage (SV) and peak current (IP). Table 32.1 shows chemical composition of Inconel 600, and Table 32.2 shows various process parameters with the corresponding levels.
The fixed process parameters which are considered for machining are wire tension 8 g, wire feed 4 mm/min, servo feed 2200 and pulse peak voltage 1. Thirty experiments were conducted on wire EDM.
Table 32.3 shows the input process parameters and output responses after machining. Machining is done using zinc-coated brass wire electrode of 0.25 mm diameter.
The surface roughness value in µm was obtained by using Mitutoyo SJ-201. The SR values of the WEDM surface were obtained by taking the average roughness values of 5 mm length measurement [13]. The kerf width was taken as average of top width and bottom width and measured by using video measuring system. The material removal rate (MRR) was calculated by Eq. (32.1).
where K is the kerf width in (mm), t is the thickness of workpiece (mm), d is the length of depth of cut (mm), and T is the machining time in (min) [14]. Kerf width was measured on video measurement system as shown in Fig. 32.2.

Kerf width
3 Multi-objective Optimization
Deng [15] proposed grey relational analysis [GRA] to deal with uncertain and incomplete systems. GRA is getting tremendous popularity in the recent years because of its ability to determine multiple performance measures. The optimization of multiple performance characteristics using GRA includes the following steps:
-
Identification of performance characteristics and process parameters to be evaluated.
-
Selection of process parameters levels.
-
Selection of central composite design and assigning the process parameters.
-
Experimentation as per the design.
-
Normalization of the experimental results.
-
Determination of deviation sequences.
-
Determination of grey relational coefficient (GRC).
-
Determination of grey relational grade (GRG).
-
Determination of optimal parameters.
-
Prediction of GRG under optimal parameters.
3.1 Normalization Sequence
In grey relational analysis, data pre-processing is first performed in order to normalize the raw data for analysis. Normalization is a transformation performed on a single data input to distribute the data evenly and scale it into an acceptable range for further analysis. In this study, a linear normalization is performed in the range between zero and unity, which is also called grey relational normalization [8]. Yij is normalized as Zij (0 \(\le\) Zij\(\le\) 1) by the following formula to avoid the effect of adopting different units and to reduce the variability. The normalized material removal rate corresponding to the larger-the-better criterion can be expressed as given by Eq. (32.2).
The surface roughness and kerf width should follow the lower-the-better criterion and can be given by Eq. (32.3).
3.2 Determination of Deviation Sequence
The deviation sequence is the absolute difference between the reference sequence and the comparability sequence after normalization. It is determined using Eq. (32.4).
which is the absolute difference between Yo (k) and Yj (k).
3.3 Determination of Grey Relational Coefficient (GRC)
The grey relational coefficient is calculated to express the relationship between the ideal and the actual normalized experimental results. The grey relational coefficient can be expressed by Eq. (32.5):
where j = 1, 2, …, n; k = 1, 2, …, m, n is the number of experimental data items, and m is the number of responses. Yo(k) is the reference sequence (Yo(k) = 1, k = 1, 2, …, m); Yj(k) is the specific comparison sequence.
where ξ is the distinguishing coefficient, which is defined in the range 0 \(\le \xi \le 1.\) The WEDM process parameters are equally weighted in this study, and therefore, ξ is 0.5 [9].
3.4 Determination of Grey Relational Grade (GRG)
The grey relational grade is determined by the average of grey relational coefficient corresponding to each performance characteristic and is expressed by Eq. (32.6). The overall performance characteristic of the multiple response process depends on the calculated grey relational grade.
where ϒj is the relational grade for the jth experiment and k is the number of performance characteristics.
This approach converts a multiple response process optimization problem into a single response optimization situation with the objective function of an overall grey relational grade. Table 32.5 shows the grey relational coefficient and grey relational grade for each experiment. The higher grey relational grade reveals that the corresponding experimental result is closer to ideally normalized value. Experiment 3 has the best multiple performance characteristics among 30 experiments, because it has the highest grey relational grade shown in Table 32.4 and Fig. 32.3. The higher the value of grey relational grade, the closer the corresponding factor combination is to the optimal. A higher grey relational grade implies better product quality; therefore, on the basis of the grey relational grade, the factor effect can be estimated and the optimal level for each controllable factor can also be determined.

Grey relational grade for maximum MRR, minimum Ra and minimum kerf width
Figure 32.3 shows grey relational grades [16] for maximum metal removal rate, minimum surface roughness and minimum kerf width. The mean of grey relational grades is shown in Table 32.5.
4 Results and Discussion
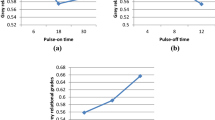
Based on experimental investigations, the influence of input parameters on performance characteristics is shown in graphs of Figs. 32.4, 32.5, 32.6 and 32.7. Based on graphs, it was observed that more influencing input parameters were peak current, servo voltage, pulse on time and pulse off time.

Grey relational grade for each level of parameter (peak current)

Grey relational grade for each level of parameter (voltage)

Grey relational grade for each level of parameter (pulse on time)

Grey relational grade for each level of a parameter (pulse off time)
It was observed that strong sparks are generated at high peak current (IP) and higher pulse on time (Ton) ensures to hold energy for longer duration of time producing high temperature, due to which more material is melted and eroded and hence MRR increases. The interelectrode gap is quite narrow by lowering the servo voltage (SV), thereby maintaining the wire much closer to the workpiece which helps in machining the peaks and minimizing the surface roughness. At lower peak current (IP) and servo voltage (SV), spark energy is less forming small-size debris which can be easily evacuated from the machining zone, thereby resulting in lower kerf width.
The confirmation test was conducted based on optimum parameters to evaluate the performance characteristics for WEDM of Inconel 600. Table 32.5 shows the comparison of the experimental results based on the initial (A3B3C1D3) and optimal (A4B4C1D2) process parameters.
The response values obtained from the confirmation experiment are MRR = 0.2398 mm3/min, surface roughness (SR) = 0.9 µm and kerf width = 0.273 mm. The material removal rate indicates an increased value from 0.18 to 0.2398 mm3/min. The surface roughness was decreased from 0.97 to 0.9 µm, and the kerf width also decreased from 0.293 to 0.273 mm, respectively. The corresponding improvement in material removal rate, surface roughness and kerf width were 33.2, 7.22, and 6.83%, respectively.
5 Conclusions
In this paper, face-centred central composite design (FCCCD) and grey relational analysis were used to improve the multi-response characteristics of metal removal rate (MRR), surface roughness (SR) and kerf width (K) on the wire electrical discharge machining (WEDM) of Inconel 600 which has been reported.
-
i.
The optimal process parameters based on grey relational analysis for the WEDM of Inconel 600 were selected as peak current (140 A), servo voltage (65 V), pulse on time (100 µs) and pulse off time (44 µs).
-
ii.
Increase in pulse on time causes high discharge energy, and also increase in current causes increase of discharge energy leading to high metal removal rate.
-
iii.
Surface roughness was improved with decrease in servo voltage.
-
iv.
Based on grey relational analysis, the material removal rate improved from 0.18 to 0.2398 mm3/min (33.2%), the surface roughness reduced from 0.97 to 0.9 µm (7.22%), and the kerf width also reduced from 0.293 to 0.273 mm (6.83%), respectively, which are positive indicators of the machining processes.
References
Goswami, A., Kumar, J.: Investigation of surface integrity, material removal rate and wire ware ratio for WEDM of Nimonic 80A alloy using GRA and Taguchi method. Eng. Sci. Technol. Int. J. 17, 173–184 (2014). https://doi.org/10.1016/j.jestch.2014.05.002
Mahapatra, S.S., Patnaik, A.: Parametric optimization of wire electrical discharge machining (WEDM) process using taguchi method. J. Braz. Soc. Mech. Sci. Eng. 28, 422–429 (2006). https://doi.org/10.1590/s1678-58782006000400006
Ezugwu, E.O., Bonney, J., Yamane, Y.: An overview of the machinability of aero engine alloys. J. Mater. Process. Technol. 134(2), 233–253 (2003)
Muller, F., Monaghan, J.: Non conventional machining of reinforced particle metal matrix composite. Int. J. Mach. Tool Manuf. 40(9), 1351–1366 (2000). https://doi.org/10.1016/s0890-6955(99)00121-2
Lau, W.S., Lee, W.B.: Comparison between EDM wire cut and laser cutting of carbon fibre composite materials. Mater. Manuf. Process. 6(2), 331–342 (1991). https://doi.org/10.1080/10426919108934760
Chang, S.H., Hwang, J.R., Doong, J.L.: Optimization of the injection moulding process of short glass fiber reinforced polycarbonate composites using grey relational analysis. J. Mater. Process; Kao, J.Y., Tsao, C.C., Wang, S.S., Hsu, C.Y.: Optimization of the EDM parameters on machining Ti-6Al-4V with multiple quality characteristics. Int. J. Adv. Manuf. Technol. 47, 395–402 (2010)
Pan, L.K., Wang, C.C., Wei, S.L., Sher, H.F.: Optimizing multiple quality characteristics via Taguchi method—based grey analysis. J. Mater. Process. Technol. 182, 107–116 (2007)
Muthu Kumar, V., Suresh Babu, A., Venkatasamy, R., Raajenthiren, M.: Optimization of the WEDM parameters on machining incoloy 800 super alloy with multiple quality characteristics. Int. J. Sci. Technol. 2(6), 1538 (2010)
Nipanikar, S.R.: Parameter optimization of electro discharge machining of AISI D3 steel material by using taguchi method. J. Eng. Res. Stud. III(III), 7 (2012)
Durairaj, M., Gowri, S.: Optimization of Inconel 600 alloy micro turning process using grey relational analysis. Adv. Mater. Res. 576, 548–551 (2012)
Dabade, U.A., Karidkar, S.S.: Analysis of response variables in WEDM of Inconel 718 using Taguchi technique. In: 48th CIRF Conference on Manufacturing Systems—CIRF CMS (2015)
Gopalakannan, S., Senthilvelan, T.: Optimization of machined surface integrity. Mater. Sci. Eng. 115, 012013 (2016); . https://doi.org/10.1088/1757-899x/115/1/012013Optimization of machining parameters for EDM operations based on central composite design and desirability approach. J. Mater. Sci. Technol. 28(3), 1045–1053 (2014). https://doi.org/10.1007/s12206-013-1180-x
Ghodsiyeh, D., Golshan, A., Izmam, S.: Multi objective process optimization of WEDM based on response surface methodology. J. Braz. Soc. Mech. Sci. Eng. (2013)https://doi.org/10.1007/s40430-013-0079-x
Tonday, H.R., Tigga, A.M.: Analysis of effects of cutting parameters of wire electrical discharge machining of material removal rate and surface integrity
Deng, J.L.: Introduction to grey system. J. Grey. Syst. 1, 1–24 (1989)
Noorul Haq, A., Marimuthu, P., Jeyapaul, R.: Multi response optimization of machining parameters of drilling Al/SiC metal matrix composite using grey relational analysis in the Taguchi method. Int. J. Adv. Manuf. Technol. 37, 250–255 (2008). https://doi.org/10.1007/s00170-007-0981-4
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Naga Satya Kirti, C., Jagannadha Raju, M.V. (2019). Optimization of Process Parameters in WEDM on Inconel 600 Using Central Composite Design and Grey Relational Analysis. In: Pujari, S., Srikiran, S., Subramonian, S. (eds) Recent Advances in Material Sciences . Lecture Notes on Multidisciplinary Industrial Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-13-7643-6_32
Download citation
DOI: https://doi.org/10.1007/978-981-13-7643-6_32
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-7642-9
Online ISBN: 978-981-13-7643-6
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)