
Abstract
Titanium and titanium alloys (Ti6Al4V) are functional materials that have various uses in the marine, chemical, biomedical, aerospace fields because of their unique combination of mechanical and physical properties. Conventional machining of Ti6Al4V is difficult owing to its high hardness, higher chemical reactivity, and lower thermal conductivity. Non-contact operation between tool and work material such as wire electrical discharge machining (WEDM) process was found to be most effective. In the current study, the effect of different input machining parameters of the WEDM process has been studied for Ti6Al4V. Selected input WEDM process parameters based on past literature include pulse on time (Ton), pulse off time (Toff), and current while material removal rate (MRR) and surface roughness (SR) as the response variables. Grey relational analysis (GRA) technique along with Taguchi’s design was used for attaining multiple objectives simultaneously. A validation study was conducted to verify obtained results from optimization. Lastly, results obtained by GRA at optimal parameter settings were compared with nano-alumina powder mixed with dielectric fluid at a concentration of 1 g/l. Improvement in the value of MRR and SR was found by 22.08% and 16.25%, respectively, for Ti6Al4V.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Titanium and titanium alloys are functional materials that have various uses in the marine, chemical, biomedical, aerospace fields because of their unique combination of mechanical and physical properties (Chaudhari et al. 2020a, b; Khanna et al. 2020, 2021b). These materials are highly resistant to fatigue and have a satisfactory tensile strength at higher temperatures. The high toughness of these materials allows them to be used to produce machine parts and molds. Ti6Al4V is one of the most widely used alloys of titanium. It is an α-β titanium alloy that consists of 6% of aluminum and 4% of vanadium. It has a higher strength-to-weight ratio and has great biocompatibility. It is also considered a better corrosion resistive material compared to materials such as stainless steel and various alloys based on cobalt (Arrazola 2009; Khanna 2021a). It is the most commonly preferred material in the aerospace industry due to its lower density, higher strength, and corrosion resistive properties (Gupta 2021). Titanium alloys can be used when direct contact with a bone or tissue is required because of their great biocompatibility (Haghighat 2021). Conventional machining of titanium alloys is difficult owing to their high hardness, higher chemical reactivity, and lower thermal conductivity (Chaudhari et al. 2019, 2020c, d). Furthermore, as the material is very hard, the tool wear rate is very high and the time consumed to machine it is also very high. Various types of coolants are used to decrease the amount of heat generated among the workpiece and the tool, which significantly elevates the cost of production. The incongruities during machining make it challenging to imagine outcomes. Oke et al. (2020) concluded that in traditional machining, the common procedure to date is to cut titanium at high depth, however, with a lower cutting speed. Hence, compared to traditional steel machining the rate of production is significantly reduced. Cutting apparatuses and workpieces undergo a substantial amount of damage, which has been accounted as a significant challenge while machining alloys of titanium utilizing conventional methods of machining. Hence, non-conventional techniques are used to machine this element.
Wire electrical discharge machining (WEDM) is one such unconventional method of machining that can be used to machine titanium alloys (Chaudhari 2019; Prasad et al. 2021). WEDM uses sparks that are generated between the metal workpiece and the tool to remove the material (Sheth et al. 2020; Rathi et al. 2020; Chaudhari et al. 2020e). Materials like titanium alloys are difficult to machine, and WEDM can be used to machine such materials economically and effectively. There are many input process parameters through which one can machine an element and obtain the desired output. WEDM method has numerous process variables which needed to be controlled to acquire a better surface. Along with better surface integrity, higher productivity is also a key requirement of any industry that can be obtained by increasing MRR and simultaneously decreasing SR value. Nanopowder-mixed dielectric fluid for the WEDM process is one of the ways of improving the process capabilities and achieving both objectives simultaneously. Prasad et al. (2021) concluded that TON and peak current were the most considerable factors on which Ra and MRR were dependent while machining Ti6Al4V using WEDM. Dabade and Karidkar (2016) used L8 orthogonal array (OA) for determining the influence of machining variables on MRR, Kerf width, dimensional deviation, and SR while machining Inconel 718 through WEDM. They concluded that Ton was the most important parameter among other parameters. Sivaprakasam et al. (2014) performed micro-WEDM on titanium alloy and with the help of ANOVA determined that voltage, feed rate, and interaction of voltage and capacitance were the most significant parameters for MRR, kerf width, and SR. Chakraborty et al. (2020a) mixed boron carbide (B4C) of grain size 10 µm with different dielectrics like kerosene, deionized water, and surfactant added deionized water for machining titanium alloy with WEDM. Porwal and Maurya (2019) reviewed that for determining the optimal limit of response variables like MRR, SR, Kerf width. Artificial neural network (ANN) modeling is a better approach compared to mathematical modeling. Pramanik et al. (2019) performed WEDM on titanium alloy and conveyed how the output parameters kerf width, MRR, discharge gap, and wire degradation were affected by input parameters like pulse on time, flushing pressure, and wire tension. Chakraborty et al. (2020b) conducted powder mixed wire EDM (PMWEDM) on Ti6Al4V and concluded that in order to achieve high productivity with lower energy consumption, low pulse is favored. Yi et al. (2017) used cutting fluid suspended with graphene oxide for the drilling of Ti6Al4V and determined that there was a significant improvement in SR up to 15.1% and also the cutting force reduced by 17.21% when graphene oxide was mixed with cutting fluid compared to conventional cutting fluid. A review study conducted by Gupta et al. (2020) showed that powder mixed dielectric fluid has shown better machining of titanium alloys. A comparative study between the regression model and adaptive-network-based fuzzy inference system (ANFIS) model was conducted by Kumar et al. (2019) concluded that the ANFIS model performed better than the regression model in predicting SR and MRR while machining Ti-6Al-4 V. A research experiment conducted by Gugulothu (2020) determined that drinking water was a better dielectric fluid compared to deionized water and the mixture of deionized and drinking water during the electrical discharge machining of titanium alloy. Also, applying analysis of variance (ANOVA) it was figured that Ton has a major impact on SR, whereas for MRR the discharge current plays a similar role.
In this paper, Taguchi’s L9 orthogonal array was used to conduct the experiments of Ti6Al4V alloy. Selected input WEDM process parameters based on past the literature include pulse on time (Ton), pulse off time (Toff), and current while MRR and SR as the response variables. The adequacy and significance of machining parameters were tested by ANOVA for each response variable. Taguchi’s approach has a limitation of attaining only one response variable at a time. According to the same, the GRA technique along with Taguchi’s design was used for attaining multiple objectives simultaneously. A validation study was conducted to verify obtained results from optimization. Nanopowder-mixed dielectric fluid for the WEDM process can improve the process capabilities. Pursuant to the same, at optimized parameter settings obtained, alumina powder was mixed with dielectric fluid at a concentration of 1 g/l, and results were compared to understand the significance of the PMWEDM process.
2 Experimental Setup and Experimentation
Experiments of the present study were performed on concord wire-cut EDM apparatus (DK7732) by using work material of titanium-based alloy Ti6Al4V having dimensions of 10 mm diameter rod. Figure 1 shows the experimental setup of the WEDM process used in the current study. A wire of material molybdenum having a diameter of 0.18 mm is used as a tool electrode along with deionized water as dielectric fluid. The effect of nano-alumina (Al2O3) powder concentration mixed dielectric fluid on selected response variables (MRR and SR) has been studied by comparing the results obtained between with and without the addition of nano-alumina powder in dielectric fluid. Nano-alumina powder was mixed properly with dielectric fluid in the main tank, and then it was sprayed through nozzles in the machined zone. SR and MRR were considered as process variables for output, whereas discharge current, Ton, and Toff were selected as machining variables. For the experimentation, three levels for each of the three control parameters were selected using Taguchi’s L9 orthogonal array. All the experiments were repeated 3 times for better accuracy, and the average value has been considered for analysis. MRR was determined by dividing the difference between the initial mass and the final mass after machining against the time taken to machine it. On the other hand, the measurement of SR was completed using Mitutoyo make surftest SJ-410 model. The values were obtained experimentally for SR and MRR for the selected nine trials as shown in Table 1.

WEDM setup
3 Results and Discussion
3.1 Analysis of Response Variables
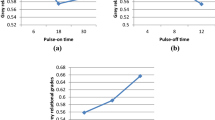
MRR plays an important role in increasing productivity, and hence, higher MRR is a favorable outcome for the experiment. Table 1 represents MRR values for the preferred trials of experimentation. Minitab 14 statistical software was considered for the analysis of the experimental data. To obtain the input process variables on each of the output process variables, analysis of variance or ANOVA approach was utilized, with a confidence level of 95%. Table 2 shows the significance of input variables Ton, Toff, and discharge current on the output parameter MRR. The close relation of the R-square values signifies that the model is appropriate for MRR. As we have considered a confidence level of 95%, the value P for any input parameter should be lesser than 0.05 to consider that parameter as significant (Chaurasia et al. 2019; Wankhede et al. 2020). The value of P for Toff is greater than 0.05, and hence, it can be considered as an insignificant parameter for MRR. The most important parameter for MRR is Ton with a contribution of 80% followed by discharge current and Toff. Figure 2 shows the influence of the three parameters at various levels of input on MRR. The increase in discharge current elevates the discharge energy which causes the rise in MRR. The increase in the value of Ton signifies a rise in the duration of a spark which causes the discharge energy to increase. The reason for this can be attributed to the fact that as Ton and current increase, discharge energy and spark intensity also upsurge which causes a rise in the melting and vaporization of the material from the workpiece at the machining zone resulting in the escalation of MRR (Chaudhari 2019). Hence, an increase in Ton increases MRR. However, a continuous decrease in the value of MRR has been observed with an increase in the value of Toff because this is due to the absence of the spark during the machining (Chaudhari 2019).

Main effect plot for MRR
To acquire better surface quality, the minimum value of SR is desired. Table 2 shows ANOVA for surface roughness. As per ANOVA, current plays the most dominant role on the surface roughness with 85.22% contribution. As the value of P was observed to be less than 0.5 for Ton and Toff which shows that Ton and Toff are not affecting SR. An extreme close relation between the R-squared values shows the adequacy of the model. A major impact plot for surface roughness contemplating the disparity in the level of input parameters is demonstrated in Fig. 3. Figure 3 shows that the value of SR was observed as increasing with an increase in the value of Ton. Because of the increase in the value of Ton, the discharge energy increases; this in succession raises the rate of melting and induces to inflate crater size and provides higher SR (Chaudhari et al. 2020c). The amount of SR is found to be decreasing as Toff increases. This is due to the decrease in discharge energy with an increase in Toff. With the increase in current, the SR appears to be increasing. Ionization of deionized water happens when a high current flows, which generates high discharge and thermal energy (Chaudhari et al. 2020c). Hence, it creates deeper and larger craters and elevates surface roughness.

Main effect plot for SR
For MRR, A3B1C3 is achieved as an ideal combination of input parameters. From the investigations in the L9 symmetrical exhibit, run 6 delivered the finest MRR of 0.005681 g/s. Furthermore, in the case of SR, the best performing combination came out to be A1B3C1. However, it can be observed that the optimal combination of machining parameters is not the same for both the selected objectives, which shows the need for a suitable optimization technique.
3.2 Optimization
Taguchi’s methodology can enhance only a single objective at a time without considering its impact on other output parameters. To fulfill such contradicting objectives at a time, an idea parameter setting is essential. Thereby with the help of GRA, the problem can be converted into a single objective problem. Implementation of the GRA technique has yielded an optimal combination of machining parameters as A3B1C1 as shown in Table 3. A validation trial has been conducted to verify obtained results from GRA. Close relation can be seen between the predicted and measured values from Table 3. It shows that the developed model along with GRA was found to be capable of predicting and optimizing the process parameters.
3.3 Effect of Alumina Powder Concentration on Response Variables
WEDM process consists of multiple process variables which should be controlled to acquire great surface. Along with better surface integrity, higher productivity is also a key requirement of any industry that can be obtained by increasing MRR and simultaneously decreasing SR. Nanopowder-mixed dielectric fluid for the WEDM process is one of the ways of improving the process capabilities and achieving both objectives simultaneously. The effect of nano-alumina (Al2O3) powder concentration mixed dielectric fluid on selected response variables (MRR and SR) has been studied by comparing the results obtained between with and without the addition of nano-alumina powder in dielectric fluid. Nano-alumina powder was mixed properly with dielectric fluid in the main tank, and then it was sprayed through nozzles in the machined zone. For comparison of results, two experiments were conducted at optimal parameters settings obtained from GRA. The obtained results are shown in Table 4. The MRR and SR values with the addition of nano-alumina powder were obtained as 0.005782 g/s and 4.95 µm, respectively, at input parameters of Ton at 100 µs, Ton at 5 µs, current at 3 A, and powder concentration at 1 g/l. An increase in nano-alumina powder concentration has increased MRR due to a higher erosion rate and simultaneously decreases SR due to uniform sparking distribution and uniform flushing of debris (Yih-Fong and Fu-Chen 2005; Chaudhari et al. 2021). It can be observed from Table 4 that MRR and SR of the Ti6Al4V were improved by 23.62% and 31.86%, respectively, with the addition of nano-alumina powder concentration with dielectric fluid at 1 g/l.
4 Conclusions
In the current study, the impact of Ton, Toff, and discharge current on resulting factors like MRR and SR are examined through the WEDM process for Ti6Al4V. The significance of input parametric quantities such as Ton and discharge current is dominant for MRR, whereas in the case of SR, discharge current played a major role. By analyzing the data on ANOVA for MRR, Ton came out to be the major affecting factor with the contribution of 80% followed by discharge current. On contrary, change in Toff does not show any effect on MRR. Furthermore, the key contribution of about 85.22% by discharge current followed by Ton with 9.83% and Toff with 0.56% was discovered for the output variable of SR. For both MRR and SR, a very close relationship with the least difference was observed between R-squared and Adj R-squared for SR which shows the suitability of machining parameters. Through GRA, the optimum parametric settings for maximizing MRR and minimizing SR were unveiled to be A3B1C1 (Ton = 100 µs, Toff = 5 µs, and current = 3 A). A validation study showed a negligible difference between predicted and examined values. Lastly, results obtained by GRA at optimal parameter settings were compared with nano-alumina powder mixed with dielectric fluid at a concentration of 1 g/l. It was found that MRR and SR of the Ti6Al4V were improved by 23.62% and 31.86%, respectively, with the addition of nano-alumina powder concentration with dielectric fluid at 1 g/l.
References
Arrazola P-J et al (2009) Machinability of titanium alloys (Ti6Al4V and Ti555. 3). J Mater Process Technol 209(5):2223–2230
Chakraborty S, Mitra S, Bose D (2020a) Performance analysis on eco-friendly machining of Ti6Al4V using powder mixed with different dielectrics in WEDM. Int J Autom Mech Eng 17(3):8128–8139
Chakraborty S, Mitra S, Bose D (2020b) Experimental investigation on enhancing die corner accuracy during powder mixed wire EDM of Ti6Al4V. Mater Today Proc
Chaudhari R et al (2019a) Multi-response optimization of WEDM process parameters for machining of superelastic nitinol shape-memory alloy using a heat-transfer search algorithm. Materials 12(8):1277
Chaudhari R et al (2019b) Pareto optimization of WEDM process parameters for machining a NiTi shape memory alloy using a combined approach of RSM and heat transfer search algorithm. Adv Manuf 2019:1–17
Chaudhari R, Vora J, Parikh DM, Wankhede V, Khanna S (2020a) Multi-response optimization of WEDM parameters using an integrated approach of RSM–GRA analysis for pure titanium. J Inst Eng (India) Ser D, 1–10
Chaudhari R, Vora JJ, Parikh D (2020b) A review on applications of nitinol shape memory alloy. In: Recent advances in mechanical infrastructure: proceedings of ICRAM 2020, p 123
Chaudhari R et al (2020c) Effect of WEDM process parameters on surface morphology of nitinol shape memory alloy. Materials 13(21):4943
Chaudhari R et al (2020d) Surface analysis of wire-electrical-discharge-machining-processed shape-memory alloys. Materials 13(3):530
Chaudhari R et al (2020e) Optimization of parameters of spark erosion based processes. Spark erosion machining. CRC Press, pp 190–216
Chaudhari R, Vora J, Lacalle LN, Khanna S, Patel VK, Ayesta I (2021) Parametric optimization and effect of nano-graphene mixed dielectric fluid on performance of wire electrical discharge machining process of Ni55. 8Ti shape memory alloy. Materials 14(10):2533
Chaurasia A, Wankhede V, Chaudhari R (2019) Experimental investigation of high-speed turning of Inconel 718 using PVD-coated carbide tool under wet condition. Innovations in infrastructure. Springer, pp 367–374
Dabade U, Karidkar S (2016) Analysis of response variables in WEDM of Inconel 718 using Taguchi technique. Procedia Cirp 41:886–891
Gugulothu B (2020) Optimization of process parameters on EDM of titanium alloy. Mater Today Proc 27:257–262
Gupta V, Singh B, Mishra R (2020) Machining of titanium and titanium alloys by electric discharge machining process: a review. Int J Mach Mach Mater 22(2):99–121
Gupta MK et al (2021) Experimental characterisation of the performance of hybrid cryo-lubrication assisted turning of Ti–6Al–4V alloy. Tribol Int 153:106582
Haghighat PJ et al (2021) A simple approach to design fluorapatite glass-ceramic coatings on the surface modified Ti6Al4V substrates for biomedical applications. J Aust Ceramic Soc 2021:1–13
Khanna S, Patel R, Marathey P, Chaudari R, Vora J, Banerjee R, Ray A, Mukhopadhyay I (2020) Growth of titanium dioxide nanorod over shape memory material using chemical vapor deposition for energy conversion application. Mater Today Proc 28:475–479
Khanna S et al (2021a) Unravelling camphor mediated synthesis of TiO2 nanorods over shape memory alloy for efficient energy harvesting. Appl Surf Sci 541:148489
Khanna S, Marathey P, Paneliya S, Chaudhari R, Vora J (2021b) Fabrication of rutile–TiO2 nanowire on shape memory alloy: a potential material for energy storage application. In: Mater Today Proc
Kumar S, Dhanabalan S, Narayanan C (2019) Application of ANFIS and GRA for multi-objective optimization of optimal wire-EDM parameters while machining Ti–6Al–4V alloy. SN Appl Sci 1(4):1–12
Oke SR et al (2020) An overview of conventional and non-conventional techniques for machining of titanium alloys. Manuf Rev 7:34
Porwal R, Maurya, R (2019) A contribution concerning trends in modelling of Wire-micro EDM of Titanium alloys-a review. In: IOP conference series: materials science and engineering. IOP Publishing
Pramanik A, Basak A, Prakash C (2019) Understanding the wire electrical discharge machining of Ti6Al4V alloy. Heliyon 5(4):e01473
Prasad AR, Ramji K, Kolli M (2021) Machinability studies of lead induced Ti-6Al-4V alloy using Taguchi technique on WEDM process. Mater Today Proc
Rathi P et al (2020) Multi-response optimization of Ni55. 8Ti shape memory alloy using Taguchi–grey relational analysis approach. In: Recent advances in mechanical infrastructure. Springer, pp 13–23
Sheth M et al (2020) Multi-objective optimization of Inconel 718 using combined approach of Taguchi—grey relational analysis. Advances in mechanical engineering. Springer, pp 229–235
Sivaprakasam P, Hariharan P, Gowri S (2014) Modeling and analysis of micro-WEDM process of titanium alloy (Ti–6Al–4V) using response surface approach. Eng Sci Technol Int J 17(4):227–235
Wankhede V et al (2020) Experimental investigation of FDM process parameters using Taguchi analysis. Mater Today Proc 27:2117–2120
Yi S et al (2017) Performance and mechanisms of graphene oxide suspended cutting fluid in the drilling of titanium alloy Ti-6Al-4V. J Manuf Process 29:182–193
Yih-Fong T, Fu-Chen C (2005) Investigation into some surface characteristics of electrical discharge machined SKD-11 using powder-suspension dielectric oil. J Mater Process Technol 170(1–2):385–391
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Vora, J. et al. (2022). Multi-response Optimization and Effect of Alumina Mixed with Dielectric Fluid on WEDM Process of Ti6Al4V. In: Parwani, A.K., Ramkumar, P., Abhishek, K., Yadav, S.K. (eds) Recent Advances in Mechanical Infrastructure . Lecture Notes in Intelligent Transportation and Infrastructure. Springer, Singapore. https://doi.org/10.1007/978-981-16-7660-4_25
Download citation
DOI: https://doi.org/10.1007/978-981-16-7660-4_25
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-7659-8
Online ISBN: 978-981-16-7660-4
eBook Packages: EngineeringEngineering (R0)