
Abstract
The present article produces an investigation of the material removal rate (MRR) and various surface roughness (SR) response parameters of the wire-cut electric discharge machining (WEDM) process. The paper also discusses the optimization of various machining control parameters using the grey relational analysis (GRA) technique. The investigation has obtained the optimized value of machining process parameters for maximized MRR and minimized surface roughness parameters. For carrying out the experimentation, the design of experiments (DOE) has been designed using the traditional Taguchi DOE approach and the L27 orthogonal array (OA) has been selected. In this regard, the four factors and three levels have been chosen for designing the variation control table for L27 OA, and discharge current (Ip), voltage (V), pulse-on time (Ton) as well as the pulse-off time (Toff) have been selected for variation control factors or variables. The response table based on the investigation and optimized data analysis “compares the relative magnitude of the effects,” including ranks on the basis of delta value. From the main effect plot, it can be clearly seen that the Ip is observed to be the most dominating significant factor over MRR and SR characteristics. The investigation suggests the most optimal process parameters for MRR and surface roughness performance characteristics of the aforementioned machining parameters.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
- Grey relational analysis (GRA)
- Grey-Taguchi analysis
- Machining parameters
- Material removal rate (MRR)
- Surface roughness parameters
- Wire EDM machining
- Discharge current (Ip)
- Pulse-on time (Ton)
- Pulse-off time (Toff)
1 Introduction
In the last few decades, the inclination toward understanding the behavior of titanium alloy has grown drastically and the continuous growth in the study has made it possible to commercialize such an attractive alloy. Titanium alloy (Ti-alloy) i.e., Ti–6Al–4 V is one of the toughest materials known for its characteristics of hard-to-machine using the ever-known non-conventional machining process (Gnanavelbabu et al. 2018). The said alloy is loaded with the remarkable mechanical properties of high corrosion resistance, lower thermal conductivity, comparatively higher mechanical strength as well as decent notable fatigue resistance characteristics. Owing to many other mechanical characteristics, it also possesses a lower modulus of elasticity, “high strength-to-weight ratio, and high elevating cutting temperature” (Barry et al. 2001; Hareesh et al. 2021). Titanium alloy (Ti–6Al–4 V) carries many amazing characteristics that made this alloy suitable for a larger application arena such as aerospace and rocketry, automotive and marine applications. Also, constantly increasing demand has made this alloy a quite loving material that has also been incorporated into many other industrial and marine-based applications. These are being tremendously utilized in “petroleum refining, chemical processing, surgical implantation, pulp and paper pollution control, nuclear waste storage, food processing as well as electrochemical applications” (Ezugwu and Wang 1997; Myers et al. 1984). The extended applications of such titanium alloy are found in biomedical implants, jewelry, and chemical industries (Donachie 2000; Leyens and Peters 2003; Bodunrin et al. 2020). The Ti-alloy has been remarkably introduced in biomedical applications due to its “low elastic modulus comparable to human bones” (Rack and Qazi 2006; Niinomi 1998, 2019). The enormous utilization of titanium alloys (Ti–6Al–4 V) can be estimated from the wide domain-wise utilization chart as shown in Fig. 2.1 (Web of Science 2021).

Domain-wise utilization of titanium alloy (Ti–6Al–4 V) (Web of Science 2021)
Despite having loving mechanical characteristics, the broader application arena, and attractive properties, the Ti-alloys also carry some shortcomings and challenges that restrict their demand and potential applications in many other domains. Firstly, The Ti itself is a costly material and possesses a high processing cost. Also, the Ti-alloys have a significant hindrance to their widespread utilization because the products manufactured using Ti or Ti-alloys are highly expensive and demand very complex and multistage traditional manufacturing processes (Froes et al. 2004; Esteban et al. 2008). Secondly, Ti-alloys used in biomedical implants have generally been found to have “poor tribological performance and low surface hardness (T. Fra̧czek, M. Olejnik, and A. Tokarz 2009; Textor et al. 2001; Kustas and Misra 2017). Their tribological activity is characterized by high coefficients of friction (COF), severe adhesive wear, and low abrasion resistance” (Yerokhin et al. Aug. 2000). When in contact with surfaces, Ti and its alloys exhibit poor tribological characteristics, especially under mechanical sliding conditions. The mechanical sliding can cause surface wear by destroying the protective oxide layer (Kaur et al. 2019; Dong 2010; Dong and Bell 2000). The wide range of machining characteristics and operations using Ti–6Al–4 V can be estimated by domain-wise published documents as delineated in Fig. 2.2 (Scopus.com 2021).

Subject area-wise documents published for Ti–6Al–4 V machining operations (Scopus.com 2021)
In the last few decades, “heat-resistant-super alloys (HRSA) like Ni and Ti-based alloys” earned exciting popularity and attention. The Ti-alloys possess unmatched mechanical and thermal properties that have found their potential applications in very much harsh and corrosive conditions (Devarajaiah and Muthumari 2018). “Generally, Ti alloyed with 6% Al and 4% vanadium, i.e., Ti–6Al–4 V is used in most of the applications, and the incorporation of the traditional way of machining results in higher cutting forces, excessive tool wear,” and possess poor machinability characteristics. This is owing to the material's lower heat conductivity, heightened “chemical reactivity, and great strength even at high temperatures.” There are several challenges that need to consider while machining Ti-alloys using traditional processes, these are as follows:
-
i.
Higher strength of Ti-alloys at higher temperature resists the “plastic deformation” during machining.
-
ii.
During the machining process, the maximum amount of heat is generated which results in the welding of the tool to the tool face.
-
iii.
The Ti shows “chemical reactivity with almost all the tool materials” above 500 °C.
-
iv.
During machining, the issues of “deflection, rubbing and chatter occurs” result in the occurrence of a lower value of “modulus of elasticity.”
-
v.
Due to having an elevated temperature during the machining process, the risk of catching fire of Ti-alloy occurs.
Hence, in order to avoid such machining issues that generally occur with the machining of hardened materials, we take the advantage of non-conventional machining (NCM) techniques. NCM is done by employing a variety of energy sources, including “mechanical, thermal, electrical, chemical, or a combination of the aforementioned energy sources,” and does not employ any cutting tools (Devarajaiah and Muthumari 2018; Singh 2015). The two most widely accepted non-conventional machining techniques are “electrical discharge machining (EDM) and wire-EDM.” Both of the prominent techniques are the electro-thermal machining method where the removal of materials is done by the “incessant sparks generated in a minute space available between the wire electrode and workpiece in the existence of dielectrics” (Sonawane et al. 2019). This generated spark affects the MRR. During the machining, wires made-up of different materials such as “brass, copper, tungsten, molybdenum” or some sort of coated wires are utilized as an electrode. WEDM is the best-suited machining operation for micro and macro machining of hardened and brittle materials and can be employed to develop any complex shaped products that help in finding their enormous industrial application such as aerospace, automotive, space, tool, and die making.
In this regard, many researchers have carried out very significant work, and employing optimization techniques using various heuristic and meta-heuristic algorithms has tremendously helped in achieving the most suitable and desired results. Devarasiddappa and coworkers (Devarasiddappa et al. 2020) have reported surface roughness during the WEDM machining operation of Ti–6Al–4V alloy by employing a modified TLBO algorithm. In this paper, the Taguchi L16 experimental was adopted in order to optimize the four process parameters, viz., pulse-on time (Ton), pulse-off time (Toff), current (I), and wire speed (WS) at four different levels. The novelty occurs in this work in terms of minimization of surface roughness parameter in WEDM machining by employing the reusable wire technology during machining operation and the modified form of teaching–learning-based algorithm was employed to optimize the process parameters. A similar kind of work was also carried out by Neeraj and coworkers (Sharma et al. 2019) in optimizing the multi-responses obtained during the WEDM machining process for titanium alloy. They proposed the employment of grey relational theory with consideration of Taguchi L9 orthogonal array-based experiments design. They tried optimizing only two machining parameters, viz, surface roughness (SR) and cutting speed (CS), and predicted for 95% of confidence level. A similar study was also carried out by Devarasiddappa and his coworkers (Devarajaiah and Muthumari 2018) in terms of optimizing the six machining parameters at four different levels. The experimental investigations carried out suggest that the current (I) and (Toff) are the most significant parameters that influence MRR and power consumption (PC). In this work, the process parameters were optimized using the desirability function analysis (DFA) showing the improvement in composite desirability (CD) by 7.88% at optimum parameters settings. Also, the obtained optimum parameters exhibit the improvement of 9.77 and 6.40% for the current (I), and pulse-off-time (Toff), respectively. Further, the response surface methodology (RSM) and analysis of variance (ANOVA) were employed and reported by Nitin and coworkers (Gupta et al. 2021) in order to obtain the optimal machining settings for determining the significance and contribution of input parameters to analyze the changes in output characteristics, viz., cutting speed and surface roughness. The study provides a comparative study on WEDM machining of annealed titanium alloy and quenched and hardened titanium alloy which shows that the cutting speed is quite large during the processing of annealed titanium alloy and is found to be 1.75 mm/min. in this way ahead, a predictive model of WEDM machining of titanium alloy was developed by Chandrasekaran and coworkers (Devarasiddappa and Chandrasekaran 2021) using soft computing-based fuzzy logic control. The proposed predictive model was developed using 180 sets of rule-base for optimizing the machining response of MRR providing the four input parameters. The proposed prediction showed better results with higher accuracy than the regression model along with an average percentage error of 5.44%. The study plots suggest that the higher levels of Ton coupled with lower levels of Toff results in increased values of MRR. This is attributed to the higher energy sparks produced due to the current supplied for a longer duration of time as well as the faster flushing off the molten material under the supplied dielectric fluid.
Recently, the manufacturing industries have experienced enormous growth and to meet the market demand, increasing productivity along with maintaining the component quality, the ecological and environmental concerns have been compromised which produced a very diverse effect. The environmental impact of sustainable manufacturing methods is concerned with energy efficiency, power consumption reduction, and carbon footprint is a significant issue that is needed to be addressed (Devarajaiah and Muthumari 2018). The tremendous rise in global warming and its negative consequences has driven manufacturers to adopt more sustainable means of manufacturing high-quality, cost-effective products that are also environmentally benign. Manufacturing sustainability is no more a choice but has become the necessity of today’s demand. Apart from “quality and productivity, reducing power consumption, which leads to less energy loss and reduced machining costs, has gained importance” (Tristo et al. 2015). In this regard, the present work has been carried out as a noble attempt of investigating the process parameters of multi-response optimization of Ti–6Al–4 V alloy. In the present work, the four factors such as Ip, V, Ton, and Toff have been considered to optimize the machining responses such as MRR and SR parameters like “Average surface roughness (Ra), root mean square roughness (Rq), skewness (Rsk), kurtosis (Rku), and mean line peak spacing (Rsm)” through WEDM machining process and the corresponding process parameters have been optimized using the grey relational optimization process.
2 Machining Operation
In a machining operation, the material is removed from the workpiece and the final product is obtained with the desired level of accuracy and high-end surface finish. Hence the MRR and surface topography (ST) are important aspects and of great concern. The finished product at Less machining time is another important aspect that directly depends upon the MRR, “expressed in mass per unit time as well as volume per unit time,” of the process and needs to be considered. MRR is important in terms of industrial perspective whereas, surface roughness is important in terms of tribological operation. It influences “the mechanical properties, like fatigue behavior, corrosion resistance, creep life, etc., and also affects the functional attributes of machine components like friction, wear, reflection, heat transmission, lubrication, electrical conductivity, etc.”
2.1 Surface Parameters
Surface roughness is referred to as the “variations that occurred in the height of the surface relative to a reference plane. It is measured either along a single line profile or along with a set of parallel It is usually characterized by one of the two statistical height descriptors advocated by the American National Standards Institute (ANSI) and the International Standardization Organization (ISO)” (Sahoo 2005; Bhushan 2013) and generally categorized by “three different parameters, viz., amplitude, spacing, and hybrid parameters” as discussed below.
-
(a)
Amplitude parameters: it is a measure of vertical characteristics of the occurred surface deviations. For example, “center line average roughness (Ra), root mean square roughness (Rq), skewness (Rsk), kurtosis (Rku), peak-to-valley height, etc.”
-
(b)
Spacing parameters: it is the measurement of horizontal characteristics of surface deviations. For example, “mean line peak spacing, high spot count, peak count, etc.”
-
(c)
Hybrid parameters: it is the combination of both vertical and horizontal characteristics of surface deviations. For example, “root mean square slop of profile, root mean square wavelength, core roughness depth, reduced peak height, valley depth, peak area, valley area, etc.”
Hence, the consideration of only one surface roughness parameter such as Ra is not sufficient to completely describe the surface quality.
3 Response Parameters
3.1 Material Removal Rate (MRR)
In the current study, the MRR has been selected as a response parameter that refers to the amount of materials that get removed in the unit interval of time and is generally defined as
where Wi and Wf are the initial (i.e., before machining) and final (i.e., after machining) weight of the workpiece samples and tm is considered as the machining time, taken generally in seconds (s) or in minutes (min). For the sample weight calculation, the electronic weighing machine is utilized with accuracy of 0.01 mg.
3.2 Surface Roughness Parameters
There occur various surface roughness parameters which are utilized for specific reasons. In the current work, only five surface roughness parameters have been considered which have been discussed below.
3.2.1 Center Line Average or Average Surface Roughness (Ra)
It is the measure of the “mean of occurred deviations of the sample profile surface from the center-line along the profile length” and is calculated as
where L denotes the profile length and h(x) denotes the height of the deviated surface above the mean line measure from the origin along the x direction, and the Ra is generally expressed in µm as shown in Fig. 2.3.

Schematic surface profile showing the center-line average surface roughness (Bhushan 2013)
3.2.2 Root Mean Square Roughness (Rq)
It is the measure of dispersion parameters for characterizing the surface roughness that is obtained by squaring the highest values of the available data and taking the square root of the mean. It is expressed in µm, and is given as
3.2.3 Skewness (Rsk)
It is the measure of “asymmetry of surface deviation about the mean plane”. The distribution curve from its symmetry as in Gaussian distribution and is given as
It’s a “non-dimensional number, and for symmetrical distribution like Gaussian distribution curve, Rsk = 0. A surface having positive skewness has a wider range of peak heights that are higher than the mean (peak type profile)” as shown in Fig. 2.4. A surface having negative skewness possess more peaks with heights close to the “mean as compared to a gaussian distribution (valley type profile).”

Schematic showing the skewness of roughness profile (Bhushan 2013)
3.2.4 Kurtosis (Rku)
It is the measure of the “sharpness of surface height distribution curve” and is expressed as
It characterizes “the spread of height distribution” and also possesses the non-dimensionality. The Gaussian distribution surface possesses the kurtosis value, Rku = 3, and if Rku > 3 means that the surface is distributed centrally and has relatively sharper peaks than Gaussian and vice versa as shown in Fig. 2.5.

Schematic showing the kurtosis of roughness profile (Bhushan 2013)
3.2.5 Mean Line Peak Spacing (Rsm)
This is the measure of “mean spacing between the peaks, with a peak defined relative to the mean line “and is expressed as
where n denotes the “number of peaks spacing” and S denotes the “spacing between the consecutive peaks.” This quantity is expressed in millimeters (mm).
Therefore, the surface roughness is a comparable factor, hence the absolute values of surface roughness needs to be considered.
4 GRA Optimization
Genichi Taguchi was the first to propose the Taguchi technique (Ghosh et al. 2012; Taguchi et al. 2005). This is a powerful technique utilized for designing high-quality systems at a relatively lower cost. It works on “orthogonal array” (OA) trials, which yield substantially lower variance for experiments with optimal parameters control. The Taguchi approach is appropriate for single-objective (SO) problems. However, the multi-objective (MO) optimization is not similar to single-objective problems and demands some better approach that can be employed to solve either the MO problems directly or one such approach that can convert the MO problems into SO problems and then the optimization can be done.
One factor that may require the higher-the-better (HB) features can affect the system performance and at the same time another component may also require the lower-the-better (LB) criterion for their effects and performance. Hence, the properties of multi-response optimization are complex. Keeping the things in context, the grey relational analysis (GRA) has been employed in the current study for multi-response optimization. Deng firstly proposes the “grey system theory” in the year of 1989. In a grey system, some part of the information is known and some information is hidden. Due to the associated uncertainties, grey system provides various available solution (Rao 2011). Based on this theoretical perspective, the GRA technique has been adapted effectively in solving many complicated problems (Jozić et al. 2015). The GRA algorithm is depicted in Fig. 2.6.

Steps to employ the grey relational analysis optimization technique
4.1 GRA Generation
The initial stage in GRA is initiated by normalizing the experimental results or numerical data in the range of 0–1. This is sometimes referred to as “grey relational generation.” In this stage, the data-pre-processing is done “in order to transfer original sequence to a comparable sequence. However, depending on characteristics of data sequence, various methodologies of data pre-processing are available.” In this study, the normalization of various original data sequence for all the five surface roughness parameters have been done using lower-the-better performance characteristics and this performance characteristics of lower-the-better is given as
where bij are the original individual data.
Further, the normalized data sequence for MRR is done using larger-the-better performance characteristics and is given as
The normalized data sequence for MRR and other five SR parameters using the WEDM process of Ti–6Al–4 V alloy is provided in the below sections of this work.
4.2 Grey Relational Coefficient
For the jth response of ith experiment, if the value aij obtained from the “data pre-processing procedure is equal to or close to 1,” then the performance of ith experiment is regarded as best for the jth response. The reference sequence A0 is defined as (a01, a02, a0j, …, a0n) = (1, 1, …, 1, …, 1), and it seeks to find the experiment “whose comparability sequence is the closest to the reference sequence”. In other, words, the GR coefficient determines how close the aij is to a0j. The larger the GR coefficient, the closer it is. The GR coefficient is calculated as follows (Bhushan 2013):
where \(\psi\) (a0j, aij) is referred to as the grey relational coefficient between aij and a0j.
\(\xi\) is ranging from 0 to 1, i.e., (0, 1] and is termed as distinguishing coefficient (DC). In present work, \(\xi\) is assumed to have a value of 0.5. This DC exhibits the index for distinguishability. This index of distinguishability is higher for smaller value of \(\xi\).
4.3 Grey Relational Grade (GRG)
The grade values obtained in GRA depict the “relationship among the series.” It shows “measurement of quantification” in GR space. GRG is just the average of GR coefficients obtained in preceding phase that evaluates the overall response characteristics (Jozić et al. 2015; Das et al. 2015) and is given as
where \({\sum }_{j=1}^{n}{w}_{j}\) = 1, n denotes the number of process responses. \(\Gamma\)(A0, Ai) represents the GRG between the comparability sequence Ai and reference sequence A0 “The grey relational grade indicates the degree of similarity between the comparability sequence and the reference sequence. If an experiment gets the highest grey relational grade with the reference sequence, it means that comparability sequence is most similar to the reference sequence and that experiment would be the best choice” (Taylor and Ziegel 2012).
5 Ordering in GRA
The numerical values of GRG between items are not absolutely important GRA technique, but the ordering among the GRG values possesses more significant information. “The combination having the highest GRG value is given the highest order, whereas the combination having the lowest GRG value is given the lowest order.”
6 Experimentation
6.1 Experimentation Setup
The delineated Fig. 2.7 exhibits the complete experimental set-up. For carrying out the investigation procedure, the 5-axis CNC type WEDM machine (ELEKTRA, MAXICUT 434) has been utilized. A dielectric medium separates the workpiece from the electrode (i.e., deionized water). The regulated movement of “the wire through the workpiece causes spark discharges, which then erode the workpiece to produce the desired shape. Because evaporation of zinc promotes cooling at the interface of the workpiece and wire, a coating of zinc oxide on the wire helps to avoid the short-circuits and the high MRR in WEDM without wire breakage can be achieved by using zinc-coated copper wire (0.25 mm diameter).”

Experimental set-up
6.2 Selection of Process Parameters
However, there are numerous elements that might be investigated during the WEDM machining. But the literature suggests that the four machining parameters such as Ip, V, Ton, and Toff play a vital role in regulating the WEDM machining process. In the current study, the aforementioned design parameters have been chosen as design variables, whereas other parameters are considered to be “constant over the experimental domain.” Table 2.1 lists the variations in control machining variables with three different levels.
7 Design of Experiments
Design of experiments (DOE) is a technique that provides an organized way of getting the maximum possible conclusive information by conducting the minimum number of experimental runs, or from the minimum amount of energy, money, or other limited resources. Taguchi’s design techniques (Taylor and Ziegel 2012) proposed an orthogonal array (OA) concept to employ to reduce the number of conducting experiments for determining the optimal machining parameters. To determine the main effects as well as the interaction effects of the considered factors simultaneously, an OA requires the fewest number of experimental trials possible. The “total degrees of freedom (DOF) necessary to explore the main effects and interaction effects determines which OA design is best suited to conduct experiments.” The total number of degrees of freedom (DOFs) required is 20 (8 + 12). In the present work, L27 OA was chosen because according to the Taguchi approach, “the total DOFs of the chosen OA must be greater than or equal to the total DOFs necessary for the experiments.” In the present work, the variations on process control parameters have been carried out and provided in Table 2.1. In Table 2.1, Ip, V, Ton, and Toff were selected as variables that are necessary to be optimized in three different levels. The corresponding varying parameters for the aforementioned process or machining control parameters have been tabulated with three different levels.
8 Response Factors and Their Measurements
In this study, the MRR and various SR factors have been considered as the response characteristics. MRR is defined as the ratio of the difference in weights before and after performing the machining operation of the workpiece to the total machining time taken as given in Eq. 2.1. In the current study, it is the measure of material’s weight loss and is given in gm/min. Further, for the current study, five different roughness parameters viz. Ra, Rq, Rsk, Rku, and Rsm have been selected. “Roughness measurement is done using a stylus-type profilometer, Talysurf (Taylor Hobson, Surtronic 3+). Roughness measurements in the transverse direction on the workpieces are repeated five times the average of five measurements of surface roughness parameter values are recorded”. The experimental data for the aforementioned response factors have been provided in tabulated form in Table 2.2.
9 Results and Discussions
9.1 Multi-objective Performance Characteristics
In determining the performance characteristics, the present study addresses various responses, namely MRR and SR characteristics in the WEDM process of titanium alloy Ti–6Al–4 V. Surface roughness is measured using “five surface roughness parameters: Ra, Rq, Rsk, Rku, and Rsm.” For determining the optimized machining or process parameters, the grey relational analysis (Julong 1989) and the Taguchi method maximize all six response parameters at the same time.
9.2 Grey Relational Approach
The experimental data obtained during the WEDM machining operation for “MRR” and “SR” parameters have been provided in Table 2.2. Since we require the maximum for the first and minimum for the second characteristics, so in this regard, the HB criterion is employed to get the maximized result of the first characteristics and at the same time, LB criterion has been employed to obtain the minimized values of the second characteristics. Here, for all five SR parameters, the LB criterion has been implemented. Using these HB and LB criteria of the aforementioned response characteristics, the normalization of data has been carried out according to the GRA procedure. The normalized data sequence for the aforementioned response characteristics has been provided in tabulated form in Table 2.3. Further, using Eq. (2.10), the difference of the absolute value (\(\Delta oj\)) was determined and has been listed in Table 2.4. In the next step, the grey relational coefficient (GRC) has been determined using Eq. (2.9), and the results have been tabulated and shown in Table 2.5. Further, after averaging the GR coefficients, the grey relational grade (GRG) has been calculated using Eq. 2.10. “Here, it may be noted that the higher relational grade indicates that the corresponding parameter combination is closer to the optimal. The final values for the grey relational grade and their order are given in Table 2.6.”
9.3 Signal-to-Noise (S/N) Ratio Analysis
Taguchi in the year 1990 proposed a Taguchi method for optimizing the single-objective optimization problems. There he proposed the S/N ratio formula that is utilized to convert the available dataset into the dataset of evolutionary characteristics. In this work, the S/N ratio analysis has been carried out with the GRG performance index. To carry out the maximization of grey relational grade, the S/N ratio has been calculated for the higher-the-better criterion using the following S/N ratio relation as
where y is referred to as the GRG for the current maximization of grade and n indicates the number of trials or runs.
Further, the response table provided in Table 2.7 “compares the relative magnitude of the effects, including ranks based on the delta statistics.” The delta calculation is carried out by measuring the difference between the “highest average value and lowest average value” for each of the factors. Next, the ranks based on these delta values are assigned. From the response table, it is evident that factor A, i.e., the discharge current (Ip) got ranked 1 which means factor A plays a very significant role in controlling the response factors such as MRR and surface roughness characteristics during the WEDM machining process. For the GRG, the main effects plot, as well as interaction plots, has been drawn and delineated in Figs. 2.4 and 2.5.
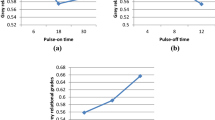
If the line for a given parameter in the main effects plot is near horizontal, the parameter has no meaningful effect. A parameter for which the line has the greatest inclination, on the other hand, will have the most impact. From the given plot in Fig. 2.4, it is clear that parameter A, i.e., the discharge current (Ip) is the most dominating factor, followed by factor D i.e., (pulse-on time). Further, estimating an interaction plot helps in determining the existence of non-parallelism of parameter effects. “Thus, if the lines on the interaction plots are non-parallel, interaction occurs and if the lines cross, strong interactions occur between parameters.” From Fig. 2.5, it can be seen that there exists a strong interaction between the factors Ip and V, between V and Ton, and between Ton and Toff that shows an appreciable agreement with the previous works done in the literatures. On performing the GRA, we finally obtain the optimal machining or process parameters from the main effects plot as A2B2C2D1, i.e., the experimental combination number 14 possess the desired “optimal machining parameters obtained for maximum MRR and minimum surface roughness” performance characteristics (Figs. 2.8 and 2.9).

Main effects plot of weighted for GRA factors

Interaction plot of weighted grade among the GRA factors
10 Conclusion
In the current work, the study of various machining parameters optimization has been carried out for the titanium alloy (Ti–6Al–4 V) under WEDM machining operation. The GRA has been implemented to get the desired optimized values for the MRR and other SR performance characteristics. The DOE has been designed for four factors with three levels. Ip, V, Ton, and Toff have been taken into account for the four factors. The main effect plot results in the best optimal combination of process parameters. Current is the most dominating factor during the optimization results. The investigation suggests the most optimal process parameters for MRR and other SR performance characteristics are A2B2C2D1, i.e., level 2 of A, B, and C (i.e., Ip, V, and Ton) and level 1 of D (i.e., Toff) being the optimal criterion of the aforementioned machining parameters.
References
Barry J, Byrne G, Lennon D (2001) Observations on chip formation and acoustic emission in machining Ti-6Al-4V alloy. Int J Mach Tools Manuf 41(7):1055–1070. https://doi.org/10.1016/S0890-6955(00)00096-1
Bhushan B (2013) An introduction to tribology, vol 17, no 1, 2nd edn. John Wiley & Sons, Ltd
Bodunrin MO et al (2020) Corrosion behavior of titanium alloys in acidic and saline media: role of alloy design, passivation integrity, and electrolyte modification. Corros Rev 38(1):25–47. https://doi.org/10.1515/corrrev-2019-0029
Das MK, Kumar K, Barman TK, Sahoo P (2015) Optimization of WEDM process parameters for MRR and surface roughness using Taguchi-based grey relational analysis, vol 2, pp 1–25. https://doi.org/10.4018/ijmfmp.2015010101
Devarajaiah D, Muthumari C (2018) Evaluation of power consumption and MRR in WEDM of Ti–6Al–4V alloy and its simultaneous optimization for sustainable production. J Braz Soc Mech Sci Eng 40(8):400. https://doi.org/10.1007/s40430-018-1318-y
Devarasiddappa D, Chandrasekaran M (2021) Fuzzy logic modelling of sustainable performance measure (MRR) during WEDM of Ti/6Al/4V alloy. Mater Today Proc 46:3373–3378. https://doi.org/10.1016/j.matpr.2020.11.487
Devarasiddappa D, Chandrasekaran M, Arunachalam R (2020) Experimental investigation and parametric optimization for minimizing surface roughness during WEDM of Ti6Al4V alloy using modified TLBO algorithm. J Braz Soc Mech Sci Eng 42(3):1–18. https://doi.org/10.1007/s40430-020-2224-7
Donachie MJ (2000) Titanium: a technical guide. ASM International, Materials Park, Ohio
Dong H (2010) Tribological properties of titanium-based alloys. In Surface engineering of light alloys. Elsevier, pp 58–80
Dong H, Bell T (2000) Enhanced wear resistance of titanium surfaces by a new thermal oxidation treatment. Wear 238(2):131–137. https://doi.org/10.1016/S0043-1648(99)00359-2
Esteban PG, Ruiz-Navas EM, Bolzoni L, Gordo E (2008) Low-cost titanium alloys? Iron may hold the answers. Met Powder Rep 63(4):24–27. https://doi.org/10.1016/S0026-0657(09)70040-2
Ezugwu EO, Wang ZM (1997) Titanium alloys and their machinability—a review. J Mater Process Technol 68(3):262–274. https://doi.org/10.1016/S0924-0136(96)00030-1
Fra̧czek T, Olejnik M, Tokarz A (2009) Evaluation of plasma nitriding efficiency of titanium alloys for medical applications. Metalurgija 48(2):83–86
Froes FH, Friedrich H, Kiese J, Bergoint D (2004) Titanium in the family automobile: the cost challenge. In: Cost - Affordable Titanium, Symposium Dedication to Professor Harvey Flower, February 2004, pp 159–166. https://doi.org/10.1007/s11837-004-0144-0
Ghosh S, Sahoo P, Sutradhar G (2012) Wear behaviour of Al-SiCp metal matrix composites and optimization using taguchi method and grey relational analysis. J Miner Mater Charact Eng 11(11):1085–1094. https://doi.org/10.4236/jmmce.2012.1111115
Gnanavelbabu A, Saravanan P, Rajkumar K, Karthikeyan S, Baskaran R (2018) Optimization of WEDM process parameters on multiple responses in cutting of Ti-6Al-4V. Mater Today Proc 5(13):27072–27080. https://doi.org/10.1016/j.matpr.2018.09.012
Gupta NK et al (2021) Revealing the WEDM process parameters for the machining of pure and heat-treated titanium (Ti-6Al-4V) alloy. Materials (basel) 14(9):2292. https://doi.org/10.3390/ma14092292
Hareesh K, Nalina Pramod KV, Linu Husain NK, Binoy KB, Dipin Kumar R, Sreejith NK (2021) Influence of process parameters of wire EDM on surface finish of Ti6Al4V. Mater. Today Proc. 47:5017–5023. https://doi.org/10.1016/j.matpr.2021.04.590
Jozić S, Bajić D, Celent L (2015) Application of compressed cold air cooling: achieving multiple performance characteristics in end milling process. J Clean Prod 100:325–332. https://doi.org/10.1016/j.jclepro.2015.03.095
Julong D (1989) Introduction to grey systems theory. J Grey Syst 1(1):1–24. https://doi.org/10.5555/90757.90758
Kaur S, Ghadirinejad K, Oskouei RH (2019) An overview on the tribological performance of titanium alloys with surface modifications for biomedical applications. Lubricants 7(8). https://doi.org/10.3390/lubricants7080065
Kustas FM, Misra MS (2017) Friction and wear of titanium alloys. In: Friction, lubrication, and wear technology. ASM International, pp 502–508
Leyens C, Peters M (2003) Titanium and titanium alloys: fundamental and applications. Wiley
Myers JR, Bomberger HB, Froes FH (1984) Corrosion Behavior and Use of Titanium and Its Alloys. JOM 36(10):50–60. https://doi.org/10.1007/BF03338589
Niinomi M (1998) Mechanical properties of biomedical titanium alloys. Mater Sci Eng A 243(1–2):231–236. https://doi.org/10.1016/S0921-5093(97)00806-X
Niinomi M (2019) Titanium alloys. Encycl Biomed Eng 1–3:213–224. https://doi.org/10.1016/B978-0-12-801238-3.99864-7
Rack HJ, Qazi JI (2006) Titanium alloys for biomedical applications. Mater Sci Eng C 26(8):1269–1277. https://doi.org/10.1016/j.msec.2005.08.032
Rao RV (2011) Advanced modeling and optimization of manufacturing processes. Springer, London
Sahoo P (2005) Engineering tribology. Prentice Hall, India
Scopus.com (2021). https://www.scopus.com/term/analyzer.uri?sid=9fc220e5bbbda8ab3dc35c9950556928o&origin=resultslist&src=s&s=TITLE-ABS-KEY%28silk+composites%29&sort=plf-f&sdt=b&sot=b&sl=30&count=2728&analyzeResults=Analyze+results&txGid=1ce2651586f28a7ed0b3afcc9307eb7b. Accessed 18 Apr 2021
Sharma N, Khanna R, Sharma YK, Gupta RD (2019) Multi-quality characteristics optimisation on WEDM for Ti-6Al-4V using Taguchi-grey relational theory. Int J Mach Mach Mater 21(1/2):66. https://doi.org/10.1504/IJMMM.2019.098067
Singh M (2015) Influence on kerf width in machining polystyrene by heating element profile maker using nichrome wire. Int J Eng Res Technol (IJERT) 4(4):135–140. https://doi.org/10.17577/IJERTV4IS040275
Sonawane SA, Ronge BP, Pawar PM (2019) Multi-characteristic optimization of WEDM for Ti-6Al-4V by applying grey relational investigation during profile machining. J Mech Eng Sci 13(4):6059–6087. https://doi.org/10.15282/jmes.13.4.2019.22.0478
Taguchi G, Chowdhary S, Wu Y (2005) Taguchi’s quality engineering handbook. Wiley and Sons, America, US
Taylor P, Ziegel ER (2012) Taguchi techniques for quality engineering
Textor M, Sittig C, Frauchiger V, Tosatti S, Brunette DM (2001) Properties and biological significance of natural oxide films on titanium and its alloys, pp 171–230. https://doi.org/10.1007/978-3-642-56486-4_7
Tristo G, Bissacco G, Lebar A, Valentinčič J (2015) Real time power consumption monitoring for energy efficiency analysis in micro EDM milling. Int J Adv Manuf Technol 78(9–12):1511–1521. https://doi.org/10.1007/s00170-014-6725-3
Web of Science. https://www.webofscience.com/wos/woscc/analyze-results/4ee6a8cc-d967-4dbd-b420-bbb1e4e37451-1a28a043. Accessed 18 Apr 2021
Yerokhin AL, Nie X, Leyland A, Matthews A (2000) Characterisation of oxide films produced by plasma electrolytic oxidation of a Ti–6Al–4V alloy. Surf Coat Technol 130(2–3):195–206. https://doi.org/10.1016/S0257-8972(00)00719-2
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Kumar, R., Kumar, K. (2023). Multi-response Optimization on Process Parameters of WEDM for Ti–6Al–4 V Alloy Using Grey Relational Approach. In: Kulkarni, A.J. (eds) Optimization Methods for Product and System Design. Engineering Optimization: Methods and Applications. Springer, Singapore. https://doi.org/10.1007/978-981-99-1521-7_2
Download citation
DOI: https://doi.org/10.1007/978-981-99-1521-7_2
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-99-1520-0
Online ISBN: 978-981-99-1521-7
eBook Packages: Computer ScienceComputer Science (R0)