
Abstract
With the growing industrial development and reliance on fossil fuels, green house gas emission has become a major problem. Transportation plays a massive role in producing CO2 gas emission with personal vehicles producing the largest share. Light weighting is a possible solution of reducing the CO2 gas emissions. On an average, 100 kg of mass reduction achieved on a passenger car saves about 9 g of CO2 per km at the car exhaust. Some lightweight materials are already being used in automobile sector such as aluminum, magnesium, their alloys, composite materials, etc. A novel category is metal foams, which are one of the metal matrix composites, having uniformly distributed gaseous pores as reinforcement embedded in the metal matrix. A high porosity in metal foams makes them potential candidates to absorb the large amount of mechanical energy, damping vibrations and ability of sound absorption which can be well exploited in automotive industry. As per requirement in different sectors, metal foam of different metals has been developed like Al, Mg, Fe, etc. Based on the porosity of metal foams, they have found their applications in the functional and structural field. This book chapter emphasizes on the recent development in the field of metal foams, mechanical properties, which can be exploited in the automotive industry, processing method and also gives the overview of existing and as well as the potential field where these novel material can be utilized.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
Metal foams are the cellular solids in which the gaseous pores are integrated uniformly in their structures. Metal foam is one of the hottest developing topics among the researchers due to their interesting combinations of physical and mechanical properties, such as high stiffness to weight ratio or high gas permeability combined along with high thermal conductivity. Though, the development of metal foam as engineering application started in near the beginning of 20th century when filters, batteries and self lubricated bearings were manufactured by sintered powder and meshes but the first patent on metal foam was registered by a French in 1925 (Nilsson 2007; Meller 1925). The commercialization started three decades later in USA, where some quality research was obtained for about 10 years as a recent development on metal foams. But the great surge of research and development started from 1996 when USA launched Multidisciplinary Research Initiative on Ultralight Metals (MURI) which helped in funding the projects focused on cellular metals (Banhart and Weaire 2002).
Nature has also developed cellular material like wood, bones etc. Man made cellular materials which is frequently used are polymeric foams having great variety of applications. Metals and alloys are also being converted in foam are less known (compare to polymer foams), which can produce interesting structural and functional applications in the near future. The need behind the development of metal foam is their unique set of physical and mechanical properties such as high strength to weight ratio, low thermal conductivity, good electric insulating properties, non inflammability, high gas permeability, high impact energy absorption, sound absorbing capacity etc. The produced metal foam can find suitable application as light weight construction material in automotive, naval and aerospace field. Moreover, it can be suitable in producing heat exchanger, silencers, fire arresters, filters, bullet proof jackets, heat radiators, structured templates and supports, electrode muffling devices etc. (Banhart 2001, 2003, 2005; Davis and Zhen 1983; Stöbener et al. 2005; Chen et al. 2011; Sanz et al. 2008; Wang et al. 2011; Xu et al. 2008; Hong and Herling 2006; Gomez Alvarez-Arenas and Gonzalez Gomez 2007).
On the basis of structure, metal foam can be divided in three categories closed cell, open cell, combination of both and lotus type. As the name suggests close cell metal foam are such type of structures in which the pores are completely enclosed by thin layer of metallic wall, while open cell structures have unified pores. The third type is a novel development in which there are long cylindrical pores aligned in one direction (Hyun et al. 2001; Hyun and Nakajima 2003; Simone and Gibson 1997). The close cell metal foam finds suitable application in structural load-bearing applications, while open porosity is used in functional field where load bearing is not a primary goal. In last three decades different metals and alloys foams have been developed like Al, Al–Zn (Bisht and Gangil 2018; Bisht et al. 2019), Al–Mn (Xia et al. 2013), Zn (Banhart et al. 2001),Cu (Zhao et al. 2005; Irretier and Banhart 2005; Park and Nutt 2001), Pb (Park and Nutt 2000), Fe, Steels (Park and Nutt 2001; Ikeda et al. 2005), Mg, Ti (Wuebben et al. 2000), Ti–5W alloy foams (Hyelim et al. 2017), Al–Si, Ni3Al (Bart-Smith et al. 1998), Al–Cu, MMCs, open-cell Al–Mg/Al2O3 and Al–Mg/SiC–Al2O3 composite prefoams (Sharifi et al. 2017), foamed-copper reinforced composites (Ji et al. 2014) etc. Among these wide varieties of metal foam Al has gained tremendous interest and is being developed by different industries through different trade name like Alporas, Alulight, Cymat, Duocel etc.
Being a multifunctional property material, the research in all directions covering, material processing, mechanism of foam development, enhancing the desired properties, searching suitability in different applications and the development of predictive models for foaming process are being conducted by researchers. This article is devoted towards the development in the field of processing techniques, characterization and applications of close cell Aluminum metal foam.
2 Production Methods of Close Cell Metal Foams
There are several techniques to manufacture the metal foam. The fundamental idea for foam production is to produce uniform pores throughout the metal matrix. In this article classification is based on gas source used for foams production. Different processing methods are summarized in Fig. 4.1.

Processing method of metal foam based on gas source used
In this article the focus will be given on the techniques which are used worldwide commercially.
2.1 Blowing Agent Techniques
A blowing agent is a substance which is capable of producing a cellular structure via a foaming process for variety of material that undergo hardening or phase transition. They are typically applied when the blown material is in a liquid stage. Generally the foaming agents must undergo thermal decomposition and generate gas pressure in the matrix sufficient to overcome atmospheric pressure and cause foaming (Li et al. 2012). Blowing agents preferably decomposes with liberation of gases, these generated gases should be virtually insoluble in the matrix and the corrosive gases should be avoided from the decomposition products. Blowing agents have different decomposition temperature. The temperature required for the foaming has to be slightly above the liquids temperature of the used alloy. Generally hydrides and carbonates are used as blowing agents. TiH2, ZrH2, MgH2 etc. are hydrides, generally used in low melting point metals. On the other hand CaCO3, SrCO3, MgCO3 etc. are used in high melting point base metals. The melting behavior and decomposition characteristic of the blowing agent must be coordinated to obtain good quality foam. If the general conditions are met and heating and cooling are properly controlled, the foam with acceptable porosity can be produced. The processes based on blowing agent are melt route and powder metallurgy method.
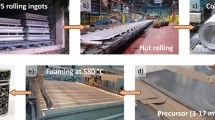
2.2 Powder Metallurgy Technique (Trade Name—Alulight)
The fundamental idea is to use the metal in powder form so called as powder metallurgy technique but the final expansion occurs in liquid state. In the process metal powders or alloy powders with blowing agent are uniformly mixed which are then compacted to get a yield semi-finished product. Compaction is completed generally by iso-static compression, rod extrusion or powder rolling method (Baumeister 1990; Baumeister and Schrader 1991; Weber et al. 1997; Yu et al. 1998). The care has to be taken to produce semi finished precursor in which blowing agent is uniformly embedded without any residual porosity. Now in which form the final shape is needed, semi finished precursors are converted through rolling process. Heat treatment process near the melting point of matrix material is the last step, where the blowing agent which is distributed uniformly in matrix decomposes and releases gas which applies the force on the compressed precursor to form highly porous structure (Fig. 4.2).

Powder metallurgy process
Aluminium alloys foams. For steels, carbonates are well suited due to their high decomposing temperature (Irretier and Banhart 2005; Park and Nutt 2000, 2001). SrCO3 is most frequently used as blowing agent in production of such foams. (Park and Nutt 2001, 2002). A content of less than 1% is sufficient for using metal hydrides as blowing agent. The method is generally used for producing foam of tin, zinc, brass, lead, gold and some other metals and alloys by selecting correct blowing agents with appropriate process parameters (Banhart 2001). Fraunhofer-Institute in Bremen (Germany) developed this technique for producing PM precursor with blowing agent or sintering of hollow spheres. So ‘Foaminal’ is other trade name for such products. Foaminal are integral metal foams with a closed cell structure and a closed surface. (Baumeister 1992, 1996; Baumeister et al. 1996, 1997; Fraunhofer-Institute Bremen 1999).
2.3 Melt Route Method (Trade Name—Alporas)
This method is also known as casting method, in which metal or metal alloy is melted in crucible where viscosity enhancer is added at 680 °C between 2 and 3%. The viscosity enhancer generally used are liquid metal matrix composites (MMCs) containing 10–20 vol% particles (typically 10 μm silicon carbide or alumina particles), 5% of 70 nm SiC, 4 wt% of TiC particles (200–1000 nm), Ca metal between 2 and 3%. Viscosity enhancer is used to enhance the viscosity which adhere on metal interface and prevent pore coalescence. In most of the cases Ca granules are added as viscosity enhancer at 680 °C and stirred up to several minutes which helps in enhancing the viscosity by a factor up to 5 due to the formation of calcium oxide (CaO), calcium–aluminium oxide (CaAl2O4) or perhaps even Al4Ca intermetallics which thicken the liquid metal (Simone and Gibson 1998; Miyoshi et al. 2000). Stirring time shows increasing effect on the viscosity as well as also increases with increase in percentage of viscosity enhancer (Banhart 2001). After this process blowing agents are introduced in viscous melt at 680–730 °C which is again stirred for few minutes. At constant pressure due to reaction, molten metal starts to expand slowly and gradually and fills the foaming vessel. After cooling solid metal foam is released and cut into desired shape for further processing (Fig. 4.3).

Melt route process for metal foam
2.4 Foaming by Gas Injection (Trade Name—Alcan or Cymat)
In this process shown in Fig. 4.4 viscosity enhancer like silicon carbide, aluminium oxide or magnesium oxide particles are added in the melt. The viscosity enhancer or reinforcing agent is added from 10 to 20% having moderate particle size from 5 to 20 μm (Banhart 2001). These particles help in stabilizing the foam by accumulating on the cell walls which depends on the wetting angle. So the proper selection of reinforcement particle is needed whose wetting angle with respect to melt must provide optimum stabilizing effect. In the next step gas (air, nitrogen, argon) is injected in viscous melt, where it is stirred by rotating impeller or vibrating nozzle to produce uniformly distributed fine gas bubbles. The foam in semi liquid state is pulled out by the help of conveyor belt and then allowed to cool down in normal air. Canadian company Cymat is the large producer of Al metal foam through this method. Same process is patented originally by Hydro Aluminium in Norway named as Alcan International. (Jin et al. 1990, 1992; Ruch and Kirkevag 1991; Thomas et al. 1994; Sang et al. 1992; Sholt et al. 1997). The problem associated in such foam is brittleness caused due to the reinforcement particles. The main feature of reinforcement particles is to enhance viscosity of melt. To avoid brittleness caused from reinforcement particles an alternate way is used, in which pure metal is foamed at lower temperature near the melting point of parent metal without using reinforcement particles (Wood 1998).

Schematic diagram of gas injection foaming process (Liu et al. 2015). Copyright: © materials research society 2015
3 Properties of Some of the Commercially Available Al Foams
Figure 4.5 shows the compressive stress strain curve of different commercially produced metal foam. The curve shows three regions namely elastic, plastic and densification region.

Stress–strain curve of different metal foam (Andrews et al. 1999). Copyright © 1999 Elsevier science S.A
First region shows the stiffness of particular foam which depends on the density, chemical composition, distribution, shape and curvature of cell walls. The next region is plateau region which is caused by homogeneous plastic deformation of uniformly distributed pores. ERG and Alporas foams have a flat plateau region which is helpful in increasing the energy absorption capacity of metal foam. In Alcan foam serrations is observed caused by fracture of cell walls. The last region is densification region where cell wall collapses and a steep rise is seen in stress corresponding to strain (Andrews et al. 1999) (Table 4.1).
4 Applications and Commercialization of Close-Cell Metal Foam
Due to multifunctional properties of metal foam it is attracting different industrial sectors like automobile, naval, aerospace etc. towards itself. Reliance on fossil fuels and adverse green house effect is inspiring different sectors to use metal foam. A survey shows that in future major application about 32% by using metal foam will be in automotive and aerospace sector. Among them 26% will be used in automobile industry. Moving further it is necessary to know essential properties helpful in automotive sector (Srivastava and Sahoo 2006; Banhart 2009).
Figure 4.6. shows the important properties of Aluminum metal foam which can be utilized in transportation field. Low density and high strength to weight ratio can help it in using as light weight construction material. The long and flat plateau region in compressive stress–strain curve helps in providing high energy absorption capacity so can be used as energy absorption material. Due to uniform distribution of pores throughout the matrix, metal foams are useful as damper insulator and noise absorber. Exploitation of two or more properties can make them an effective material to be used in automobile field. Many products had been successfully prepared and some are under prototype stages.

Possible application field for metal foam (Li et al. 2012)
4.1 Light Weight Construction and Energy Absorption Applications
Lightweight construction applications depend on two properties of metallic foams: reversible quasi-elastic deformation and high stiffness to mass ratio. By using aluminum sandwich structures on the vehicle body frame where weight and stiffness are a primary concern, the number of components needed in the car can be significantly reduced, decreasing fabrication cost (Duarte and Oliveira 2009; Simančík 2015). Foamed panels could also be very helpful in reducing the energy consumption of elevators; light weight construction is an important issue because of the high frequency. Another possible application can be the car wheel. The cast wheel having metal foam inserted as core can reduce the weight of the wheel by 2 kg.
4.2 Light Weight Construction with Damping Insulation
Gear wheel with anti vibrating layer of Aluminum foam can be used in future. This product can help in reducing the weight as well as provide sound proof mating of wheel and reducing the value of thrust force (Fig. 4.7).

Gear-wheel with an anti-vibration layer of aluminium foam
4.3 Multi-functional Application
These applications can play a vital role in automobile industry. In Fig. 4.8a engine brackets are shown which are currently being used by BMW. These engine brackets helps in reducing the weight, noise and prevents engine from shock. Figure 4.8b represents the prototype of engine carrier having bulk aluminum shell with aluminum foam core.

a Engine bracket, b engine carrier, c car front safety bar
Latest study is being carrying out on engine carrier, the requirement for good engine carrier must be high strength, better performance, no change in outer shape and low cost. These engine carriers can provide safety from the crashing as well as will increase the performance of vehicle by reducing the noise. Figure 4.8c shows the car front safety bar prototype which are used for absorbing energy while crash. They can be stiff, able to absorb deformation energy and increase damping properties.
5 Conclusion
Recently many works had been carried out on processing techniques of close cell metal foam. It is clear that close cell foam will be new futuristic structural material in automotive sector. Some improvement is further needed to develop techniques for super alloys. The main issue is to produce similar density of foam maintaining the uniformity in pores. This is due to the lack of understanding of physics foaming. It seeks improvement in material development technique, characterization and understanding the foaming physics afterward searching the applications in various engineering fields. Their multi functional properties can be well utilized by developing versatile models for processing and properties. The future of metal foam in innovative engineering applications look bright and it is anticipated that the growth on various scenario of metal foam keep on going on faster rates.
References
Andrews E, Sanders W, Gibson LJ (1999) Compressive and tensile behaviour of aluminum foams. Mater Sci Eng A270:113–124
Ashby MF, Evans AG, Fleck NA, Gibson LJ, Hutchinson JW, Wadley HNG (2000) Making metal foams. Metal foams: a design guide. Butterworth-Heinemann, Woburn, MA, USA, pp 6–23
Banhart J (2001) Prog Mater Sci 46:559
Banhart J (2003) MRS Bull. 290
Banhart J (2005) Indian Foundry J 51:36
Banhart J (2009) Metallic foams II—properties & applications
Banhart J, Weaire D (2002) Phys Today 55:37
Banhart J, Bellmann D, Clemens H (2001) Acta Mater 49
Bart-Smith H, Bastawros AF, Mumm DR, Evans AG, Sypeck DJ, Wadley HNG (1998) Compressive deformation and yielding mechanisms in cellular Al alloys determined using X-Ray tomography and surface strain mapping. Acta Mater 46(10):3583–3592
Baumeister J (1990) German Patent 4,018,360
Baumeister J (1992) US Patent 5,151,246
Baumeister J (1996) European Patent 0,460,392
Baumeister J, Schrader H, (1991) German Patent DE 4,101,630
Baumeister J, Banhart J, Weber M (1996) German Patent DE 4(424):157
Baumeister J, Banhart J, Weber M (1997) German Patent DE 4,426,627
Bisht A, Gangil B (2018) Structural and physico-mechanical characterization of closed-cell aluminum foams with different zinc additions. Sci Eng Compos Mater 25789–25795
Bisht A, Gangil B, Patel VK (2019) Physico-compression, sliding wear and energy absorption properties of Zn/Mg infiltrated closed cell aluminum foam. Mater Res Express 6:106583
Chen Z, Ren W, Gao L, Liu B, Pei S, Cheng H-M (2011) Three-dimensional flexible and conductive interconnected graphene networks grown by chemical vapour deposition. Nat Mater 10:424–428
Davis GJ, Zhen S (1983) J Mater Sci 18:1899
Duarte I, Oliveira M (2009) Aluminium alloy foams: production and properties
Fraunhofer-Institute Bremen (1999) Product information sheet of ‘‘Foaminal’’ and (http://www.ifam.fhg.de)
Gomez Alvarez-Arenas T, Gonzalez Gomez I (2007) Spatial normalization of the high frequency ultrasound energy loss in open-cell foams. Appl Phys Lett 90:201903
Guner A, Arıkan MM, Mehmet N (2015) Metals 5:1553–1565. https://doi.org/10.3390/met5031553
H Choi, S Shilko, J Gubicza, H Choea (2017) Study of the compression and wear-resistance properties of freeze-cast Ti and Ti-5W alloy foams for biomedical applications. J Mech Behav Biomed Mater 72:66–73
Hong ST, Herling DR (2006) Open-cell aluminum foams filled with phase change materials as compact heat sinks. Sci Mater 55:887–890
Hyun SK, Nakajima H (2003) Mat Lett 57:3149
Hyun SK, Murakami K, Nakajima H (2001) Mater Sci Eng A299:241
Ikeda T, Aoki T, Nakajima H (2005) Met Mat Trans 36A
Irretier and Banhart J (2005) Acta Mater 53:4903
Ji K, Xu Y, Zhang J, Chen J, Dai Z (2014) Foamed-metal-reinforced composites: tribological behavior of foamed copper filled with epoxy–matrix polymer. Mater Des 61:109–116
Jin I, Kenny LD, Sang H (1990) US Patent 4,973,358 (Int. Patent Application WO 91/03578)
Jin I, Kenny LD, Sang H (1992) US Patent 5,112,697
Li A-B, Xu H-Y, Geng L, Li B-L, Tan Z-B, Ren W (2012) Preparation and characterization of SiCp/2024Al composite foams by powder metallurgy
Liu X, Li Y, Chen X (2015) Bubble size control during the gas injection foaming process in aluminum alloy melt. J Mater Res 30(7):1002–1010
Meller MA (1925) Produit Métall. pour l’obtention d’objets Laminés, Moulés ou Autres, et Proc. Pour sa Fabrication, French Patent 615.147
Miyoshi T, Itoh M, Akiyama S, Kitahara A (2000) Adv Eng Mater 2:179
Nilsson O (2007) Substitution of rechargeable NiCd batteries: a background document to evaluate the possibilities of finding alternatives to NiCd batteries. http://www.rechargebatteries.org/07.NilssonSubstitution.pdf
Park C, Nutt SR (2000) Mater Sci Eng A288:111
Park C, Nutt SR (2001a) Mater Sci Eng A299:68
Park C, Nutt SR (2001b) Mater Sci Eng A297:62
Park C, Nutt SR (2002) Strain rate sensitivity and defects in steel foam. Mater Sci Eng A 323, 358–366
Ruch W, Kirkevag B (1991) Int. Patent Application WO 91/01387 (European Patent Application EP 0,483,184, B1)
Sang H, Thomas M, Kenny LD (1992) Int. Patent Application WO 92/03582
Sanz O, Javier Echave F, Sánchez M, Monzón A, Montes M (2008) Aluminium foams as structured supports for volatile organic compounds (VOCs) oxidation. Appl Catal A 340:125
Sharifi H, Ostovan K, Tayebi M, Rajaee A (2017) Dry sliding wear behavior of open cell Al-Mg/Al2O3 and Al-Mg/SiC-Al2O3 composite prefoams produced by a pressureless infiltration technique. Tribol Int. https://doi.org/10.1016/j.triboint.07.023
Sholt A, Metallschaume P, Banhart J (eds) (1997) Proc. Symp. Metallscha¨ume, Bremen, Germany, 6–7 March. MIT Press, Verlag, Bremen, p 27 [partially in German]
Simančík F (2015) Lighweight materials for future cars. In: 2nd symposium on Innovation, cooperation in technology and international transfer of technology 2015
Simone E, Gibson LJ (1997) Mater Sci 32:451
Simone AE, Gibson LJ (1998) Acta Mater 46:3109
Srivastava C, Sahoo KL (2006) Metallic foams: current status and future prospects
Stöbener K, Baumeister J, Rausch G, Busse M (2005) Metal powder report, January 12
Thomas M, Kenny LD, Sang H (1994) Int. Patent Application WO 94/17218
Wang JS, Liu P, Sherman E, Verbrugge M, Tataria H (2011) Formulation and characterization of ultra-thick electrodes for high energy lithium-ion batteries employing tailored metal foams. J Power Sour 196:8714–8718
Weber M, Knuwer M, Metallschaume, Banhart J (eds) (1997) Proc. Symp. Metallscha¨ume, Bremen, Germany, 6–7 March. MIT Press, Verlag, Bremen, p 73 [in German]
Wood J. (1998) In: Banhart J, Eifert H (eds) Proc. Fraunhofer USA Symposium on Metal Foams, Stanton, USA, 7–8 October. MIT Press, Verlag, Bremen. p 31
Wuebben T, Odenbach S, Banhart J (2000) Proc Eurofoam
Xia X, Feng H, Zhang X, Zhao W (2013) The compressive properties of closed-cell aluminum foams with different Mn additions. Mater Des 51:797–802
Xu J, Ji X, Zhang W, Liu G (2008) Pool boiling heat transfer of ultra-light copper foam with open cells. Int J Multiph Flow 34:1008–1022
FOAMINAL (2004) Properties overview and design guideline. Fraunhofer IFAM Institute Manufacturing and Advanced Materials
Yu CJ, Eifert H, Knuwer M, Weber M, Baumeister J (1998) Porous and cellular materials for structural applications. In: Schwartz DS, Shih DS, Evans AG, Wadley HNG (eds) MRS Symp. Proc. vol 521, p 145
Zhao YY, Fung T, Zhang LP, Zhang FL (2005) Scipta Mater 52:295
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Bisht, A., Patel, V.K., Gangil, B. (2019). Future of Metal Foam Materials in Automotive Industry. In: Katiyar, J., Bhattacharya, S., Patel, V., Kumar, V. (eds) Automotive Tribology. Energy, Environment, and Sustainability. Springer, Singapore. https://doi.org/10.1007/978-981-15-0434-1_4
Download citation
DOI: https://doi.org/10.1007/978-981-15-0434-1_4
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-0433-4
Online ISBN: 978-981-15-0434-1
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)