
Abstract
Metal foams are solids where the gas is filled inside uniformly in the metal matrix. Blowing agent supplies air inside the parent metal, and metal foam has emerged to be a promising material because of its low density, high absorption capacity, low thermal conductivity and high strength which finds its huge applications in automobile components. The present work deals with the application of the aluminium metal foam with different densities 200 and 400 kg/m3 in automobiles. Various tests such as toughness, hardness, bending and compression are carried out for four chosen densities, and the values are compared with the aluminium base metal. The result showed that the hardness value increased significantly by 24.48% with the rise in the density from 200 to 400 kg/m3. Maximum modulus of resilience for the low-density specimen is found to be 2.21 MJ/m3. Surface topography showed irregular pore shapes with discontinuity, resulting in a loss of cell integrity with the neighbouring cell walls. This affected the performance of the foam significantly. Thermal experiments were carried out to determine the thermal conductivity where thermal conductivity increased by 122% with the rise in the density from 200 to 400 kg/m3. Based on the results, it is concluded that aluminium foam with density 400 kg/m3 can be recommended for use in automobile applications due to its lightweight properties, which contribute to improving fuel efficiency, impact absorption capacity and the vehicle’s speed. Additionally, the air trapped within the foam cells serves as a sound barrier and insulator in cars.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Metal foam is a cellular structural material that is lightweight and naturally aesthetic. Metal foam holds enhanced properties such as high permeability, high stiffness, low thermal conductivity, low specific weight, better insulation and absorption capacity. The mechanical properties of the metal foam make it appropriate to use them in the automobile and aerospace sectors. Among them, aluminium foam exhibited good potential to be used in automobile industries because of its lightweight, shock-absorbing capacity and durability [1]. The use of light metallic foam minimizes the weight of the vehicle to increase the speed and hence to achieve fuel efficiency. It also absorbs the noise and shocks. The low thermal conductivity helps to minimize the heat transfer rate. Therefore, it is used in the design of automobile internal parts. In automobiles, parts such as trunk lid, sliding roof, engine hood, structural parts, bumper, etc. are built using metal foams [2]. Therefore, the damage caused by the collisions are reduced [3].
The structure of the foam is classified into open-cell foam and closed-cell foam. In open-cell foam, all the pores are joined to allow the matter to pass through it. They are used in heat exchangers, filters, catalyst supports, etc. In closed-cell foam type, the cells are separated by a thin film material, which provides remarkable energy absorption capacity, stiffness and damping properties [4]. It is utilized in noise and sound insulators, shock absorbers, foam filled tubes, etc. Mechanical properties such as compressive strength and the capacity of energy absorption depend on the cell structure, density and the porosity [5]. Increase in the porosity values increased the plateau stress and energy absorption capacity. Addition of the TiB2 particles in an aluminium foam increased the foam expansion significantly that increased the yield strength, proof stress and energy absorption capacity [6]. Some of the merits of aluminium foam with 60 to 90% porosity are good insulator, flame retardant, absorber of energy, lightweight and durable. It also permits the machining process like drilling, sawing, welding, etc. at a lower the machining cost.
Several researchers worked on the metal foam that can be used for various applications. Sun et al. [7] worked on fibre-reinforced plastic (FRP), cellular fillers and metals for the foam. This hybrid metal foam reduced the weight by 30% and is recommended to be used in aerospace, automotive and railway applications. Abidi et al. [8] used the friction stir processing (FSP) technique for manufacturing foam, which gave a porosity of 16.67% and a pore diameter of 10.5 μm. Foam was found to be applicable in the vehicle frame components. Su et al. [9] worked on a closed-cell aluminium foam that was utilized in the shock absorption layers in high-speed railway tunnels. Results indicated that closed-cell aluminium foam reduced the dynamic response in a tunnel and exhibited high shock absorption. Azizieh et al. [10] studied the effect of FSP on the metal foam where the metal foam with 40% porosity was used in bumpers of automobiles. It was found that porosity increased with the rise in the foam temperature. Aquino et al. [11] adopted an analytical model for the open and closed-cell foam, which predicted the mechanical properties. Far-field method and asymptotic expansion homogenization (AEH) techniques were used and were found that far-field approach was found to be superior. Analytical results were compared with the experimental results and they were found to be close. Nisa et al. [12] utilized metal foam in an automobile part where the mechanical characteristics of porous aluminium alloy or closed-cell metal foam were studied. It was found that the composition of the cell wall and the relative density were the key factors that affected the mechanical properties. Zhao et al. [13] determined the major influence factors in a metal foam, such as pore size, shape, and distribution on the mechanical properties such as compressive strength, elastic modulus and flexural and fatigue properties. It was found that higher porosity showed improved mechanical properties such as compressive strength, elastic modulus, flexural and absorption capacity. Qiao et al. [14] investigated the effects of the structure of the foam surface used in the vehicles. A correlation was proposed to relate the pore structure and diameter of the open-cell foam with the mechanical properties. The computed tomography characterization method was used to find the change in the strut and pore network. Results indicated that gradient foam had a larger failure stress compared to bulk foam samples. This design helped to manufacture lightweight materials compared used in vehicles.
A few researchers have focused on the different mechanical properties of a metal foam matrix, making them suitable for different automobile and aerospace-related applications. Gao et al. [15] combined the polymers with the aluminium foam, and the properties were analysed. Experimental work revealed that the combination of polymers with foam, yielded more stiffness and ultimate strength. Parveez et al. [16] correlated the compressive strength and energy absorption properties with the size of the cell and its configuration. It was found that energy absorption reached maximum value, when the porosity was increased to 60 to 70%. A similar study was carried out by Marx and Rabiei [17], where the influence of the cell configuration of composite foam was related to the mechanical properties. An increase in the cell size improved the shock absorption capacity. Kalpakoglou and Yiatros [18] carried out the analysis which determined the properties of the metal foam with varying densities. As the density of the foam increased, there was a rise in the tensile strength and the relative shear strength. Li et al. [19] applied the metal foam in the electronic cooling or as heat sinks. This work analysed the thermohydraulic property of the metal foam and was found that metal foam implementation increased the heat transfer by diffusion. This rise in the heat transfer was due to the rise in the pore size and its density, orientation and thermal conductivity. Bisht et al. [20] discussed various techniques to obtain the high-quality foam. It was found that the size and fraction of the blowing agent used, decomposition temperature and metal matrix were responsible for the foam quality. Marx et al. [21] tested the ballistic capability of the composite metal foam (CMF) armours which was tested experimentally against the 14.5 × 114 mm B32 armour piercing which later compared with the different sizes of armour piercings ranging from 7.62 to 12.7 mm. One-, two- and three-layer armours were designed using ceramic, aluminium and steel sheets. The kinetic energy absorbed by the various CMF layer combinations was compared, and it was found that CMF was able to absorb 70 to 83% of the bullet’s kinetic energy. Garcia-Avila et al. [22] manufactured the composite metal foam using the powder metallurgy method and was subjected to impact loads using 7.62 × 51 mm M80 and 7.62 × 63 mm M2 AP projectiles at different velocities. Results indicated that energy absorption capacity of the composite foam increased with the impact velocity. Nawaz and Rani [23] fabricated aluminium alloy 6063 foam using stir casting method by adding 2% wt. titanium hydride to the molten aluminium at 800 °C and then cooled down to room temperature. Archimedes principle was used to determine the density of aluminium foam and was found to be 2.43 g/cm3. This work claimed that, decrease in the density, raised the porosity and improved the shock absorption capacity. Movahedi et al. [24] conducted research on the functionally graded metal syntactic foam (FG-MSF) with a density of 2.11 g/cm3. A compression test was conducted to obtain the mechanical properties of the fabricated metal foam. It was found that, metal foam could hold higher stress value and can exhibit higher volumetric energy absorption. Proof stress, plateau stress and the energy absorption were found to be 75 MPa, 85 MPa and 36 MJ/m3, respectively. Yuan et al. [25] built a hybrid foam with a polymer combined with a metal foam and obtained higher stiffness as compared to the neat polymer. It was found that, aluminium ligament oriented along load direction yielded higher stiffness, whereas the lateral direction yielded less strength.
After conducting an extensive literature survey, it is necessary to analyse the variation of structural and thermal properties of foam with differing density values in order to recommend suitable foam for a particular automobile application. The available literature currently does not offer much information on how the mechanical and structural properties may vary with changes in density and volume. The available literature on the heat transfer characteristics for varying densities of aluminium metal foam is also insufficient to propose a suitable aluminium foam configuration for automobile applications. This lack of research highlights a significant gap in the understanding of aluminium metal foam’s potential in automotive engineering. Specifically, there is a need to determine the ideal density of aluminium metal foam that would result in optimal structural and heat transfer capabilities for automotive components. By identifying the optimal density, it would be possible to enhance the performance and efficiency of various automotive systems, ultimately contributing to the larger goal of reducing fuel consumption and carbon emissions. Therefore, there is a pressing need for further research in this area to unlock the full potential of aluminium metal foam in automotive engineering.
The study aimed to bridge the gaps by conducting experimental testing to determine the mechanical and thermal properties of foams with varying densities. Through an in-depth analysis of the microstructure, pores and cell walls, the study aimed to understand their influence on density, mechanical and thermal properties. As a result, the study recommends the use of aluminium foam with the appropriate density for automobile applications, as it offers optimal structural, mechanical and thermal properties. This recommendation is a novel finding and has the potential to significantly improve fuel efficiency, reduce fuel consumption and minimize carbon emissions.
Accordingly, objectives include.
1. Varying-density aluminium foams are manufactured and tested for compressive strength, impact resistance, hardness and bending.
2. Thermal analysis is performed to determine how conductivity varies across different density foams.
3. Scanning electron microscope (SEM) and optical micrography (OM) are used to examine the microstructure and its influence on the mechanical properties with varying densities.
2 Methodology
2.1 Manufacturing Technique of the Metal Foam
Initially, aluminium powder of granule size of 60 μm selected. To obtain the appropriate foam with required density, powder of precise property is chosen with a regulated particle size and dispersion. Moulding tool to form an appropriate shape of the foam product is used. It allows the blowing agent to be injected inside through the vents or channels inside the mould. Mould is filled with aluminium powder and blowing agent, and it is heated to the required temperature. Titanium hydride (TiH2) and calcium carbonate (CaCO3) are used as the blowing agents in the current gas injection technique of foam production. The gas injection technique enhances the distribution of the blowing agent evenly throughout the aluminium powder. Calcium carbonate decomposes into carbon dioxide gas (CO2), whereas titanium hydride decomposes into hydrogen gas (H2). Depending upon the foam temperature range requirement, decomposition temperatures are adjusted. The gas injection method enhances the gas to dissolve into the melt and when the pressure is released, dissolved gas forms the bubbles within the metal which creates the foam structure. With the control of temperature and pressure, the composition and density of the aluminium foam are obtained. In the present case, density of foam is varied from 200 to 400 kg/m3.
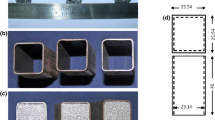
The heating unit supplies heat energy to a mixture of aluminium powder and blowing agent, causing a reaction. The mixture is heated over melting point of the aluminium. The reaction between powder and blowing agent allows the bubbles to develop inside the aluminium matrix, and the metal is formed when the required temperature is attained. The pressure control unit regulates the pressure inside the mould and controls the expansion and development of gas bubbles. Density, cell size and configuration depend on the pressure inside the mould. Controlling the pressure helps to ensure a consistent and even foam distribution, resulting in high-quality products. Finally, the aluminium foam is rapidly cooled using air to avoid deformation or collapse. Both natural and forced type convection air flow is adopted for cooling the foam. Air flow rate varies from 0.40 to 0.55 kg/s and at a temperature range of 30 to 35 °C. It is allowed to solidify naturally. Air flow rate is regulated using the blower. Proper cooling is critical to retain the ideal form, dimension and characteristics of foam. Figure 1a shows the components and steps involved in the foam manufacturing process, and Fig. 1b shows the product.

a Steps involved in the manufacturing of metal foam. b Metal foam
2.2 Metal Foam with Varied Densities
The gas injection method supplies the gas into the melt, and when the pressure is released, dissolved gas forms the bubbles within the metal, which creates the foam structure. By appropriate control of temperature and pressure, the composition and density of the aluminium foam are obtained. Aluminium foams of four different densities 200 kg/m3, 260 kg/m3, 330 kg/ m3 and 400 kg/m3 are manufactured by appropriately controlling the pressure and temperature and are subjected to mechanical characterization.
3 Testing of Mechanical Properties
The gas injection method involves introducing gas into the melt. Upon releasing pressure, the dissolved gas forms bubbles within the metal, thus creating the foam structure. Through precise control of temperature, pressure and composition, the desired density and composition of aluminium foam can be achieved. Aluminium foams of four different densities 200 kg/m3, 260 kg/m3, 330 kg/ m3 and 400 kg/m3 are considered, and experiments are conducted to determine the mechanical properties for varying loading conditions. The results are compared with that of the conventional aluminium of density 2700 kg/m3. Compression, bending, hardness and shock resistance tests are conducted using the equipment as shown in Fig. 2.

a Hardness tester b Universal testing machine (UTM) c Charpy Impact tester
A hardness test is conducted by applying a load on a specimen using an indenter, which is either made of a steel ball or a conical diamond having a rounded point called ‘brale’. It is shown in Fig. 2a. A universal testing machine (UTM) (Fig. 2b is used to carry out compression test). Impact tester as shown in the Fig. 2c has a swinging mass with greater kinetic energy, ruptures the given specimen, which is supported using an anvil. The energy absorbed by the specimen is recorded by the movement of the dial pointer. The test specimen is a square cross section with a length. A notch is cut perpendicular to the longitudinal axis of the specimen.
Aluminium foam specimen is placed between the jaws and the force is applied as shown in the Fig. 3a. Figure 3b shows the specimen after compression. Maximum stress in the material is calculated by taking a ratio of force by area and the elasticity is determined by the ratio of the stress by strain. Bending test is conducted on the rectangular cross-sectional simply supported foam and is bent till it undergoes fracture. The assessment is conducted as per ASTM standard which is an “standard test for flexural strength of Advanced Ceramics at Ambient Temperature.” Figure 4a and Fig. 4b shows the bending test of the aluminium foam and conventional aluminium specimen. Bending test gives the relationship between the deflection and load. Bending moment at yield point is given by Eq. (1).

a Specimen placed between Jaws of UTM. b Specimen after compression

a Bending of aluminium foam specimen using of UTM. b Aluminium specimen bent model. c Determination of thermal conductivity
Elastic strength is given by Eq. (2) is a ratio of product of bending moment and centre of gravity to the moment of inertia.
Modulus of resilience is given by the ratio of the product of vertical force and deflection to the volume of the metal foam.
Maximum bending moment is calculated by Eq. (4).
Modulus of rupture is given by product of maximum bending moment and centre of gravity to the moment of inertia. It is given by Eq. (5).
Modulus of toughness is defined as the ratio of the product of maximum force and maximum deflection to that of the volume.
Elasticity modulus can be calculated by taking the slope of stress and strain. It can also be determined by the Eq. (7).
Thermal conductivity of a material determines the amount of heat flow through a material. A specimen of length L and the cross-sectional area Ac is considered. It is heated at one end with a heat source that supplies energy and maintains a temperature of T at one end. Four foam specimens and an aluminium specimen are considered, and the temperatures at its tip for each minute are recorded for 15 min after steady state is reached. By using Fourier’s law, thermal conductivity k of the specimen is determined using Eq. (8). dT/dX is the temperature gradient.
4 Results and Discussion
Various structural and non-structural tests have been conducted with the variation of density for the metal foam structures. The results are compared with the standard aluminium material. Impact, hardness, compression and hardness tests were conducted as structural, whereas the thermal analysis determined by the heat flow variation through the prepared specimens.
4.1 Impact Test
Aluminium metal foam of four different densities was considered along with the solid aluminium. Two sets of specimens, that are notched and un-notched, are considered. Figure 5(a) shows that the energy absorbed by the metal foam with un-notched specimens are higher than the notched specimen. This is because of the stress concentration factor in the region of uneven point of the solid. In case of notched specimen, whole stress acts on the point and decreases the energy absorbing capacity [26]. It was found that with the rise in the density of the material, the impact energy absorption is greater. For lower density foams, lower impact strength may also be due to large voids in the fibre which leads to crack initiation easily [27]. The material distribution in an aluminium foam is scattered which is a non-uniform fibre orientation. This leads to lower energy absorption in the aluminium foam compared to the solid aluminium. Also, it has been found that the expansion of foam cells resulted in the displacement of fibre in terms of translation and rotary motion [28]. However, considering the weight consideration, aluminium foams are better than the standard alumimum metal even though their impact strengths are marginally lower.

a Impact strength (Notched vs. Un-notched). b Impact strength percentage difference (Notched vs. Un-notched)
The percentage difference between impact strengths for notched and un-notched specimens is depicted in Fig. 5b. It is found that the impact strength difference between notched and un-notched specimen is higher for the low-density specimen and as the density increases, the percentage difference drops from 57.14 to 40% among foamed specimens. For the solid aluminium metal with density of 2700 kg/m3, the percentage difference drops to 23.07%. Higher density of the foam increases the structural arrangement of metal fibres and atoms, and hence impact absorption capacity. Therefore, higher density foam material (400 kg/m3) gave high impact resistance in automobiles.
4.2 Hardness Test
Hardness refers to the ability of the material to withstand indentation or scratches. The hardness number is found to increase with the rise in density, as shown in Fig. 6. The reason for the increase in the hardness number with the rise in the density is that the arrangements of the atoms in the highly dense material are closer, which increases the bond lengths and hence it, offers a high hardness level. Lesser dense metal foam has more porosity. As the porosity decreases, the deflection on the cell wall also minimizes, which means the indenter needs to be pressed harder or, in other words, its larger hardness level. With more dense material, the pores get narrower, and the cell walls support one another to increase the overall rigidity across fibres [29]. When the metal foam density increased from 200 to 400 kg/m3, there was a reduction in the intercellular space and therefore the hardness value increased from 34.55 to 45.75 which is 24.48% difference in the value. Also, the aluminium metal with minimum voids gave a hardness value of 92.33. It is shown in Fig. 6.

Hardness number with the variation of density
4.3 Compression Test
Compression tests have been conducted on the metal foam specimens with the dimensions 50 mm × 50 mm × 100 mm with the load ranging from 0.3 to 7.65 kN. Higher deflection was noticed as the load on the specimen was increased as shown in the Fig. 7a. Due to the presence of larger voids and fewer molecular bonds in low-dense foams, there is more deflection observed. Also, low-dense material offered higher collapsibility and lower elastic strength [30]. Aluminium metal gives a minimum deflection of 0.5 mm since the molecules are closely bonded. Figure 7a shows that stress and strain are related and form a plateau regime, which is associated with the collapse of the cell of the foam. As the cells collapse, the opposite walls touch to raise the strain values significantly with the increase in the stress. The plateau regime increased with the rise in the density under compressive condition. It is because of the decrease in the pore size that affected the compressive stress of the foam. The collapse of the aluminium foam is initiated from the top point and leads to a collapse to the bottom. This deflection is due to the compressive energy absorption. The nature of the curve is mainly due to the pores and complex arrangements of the voids [31]. For any density value, there is a drop in the strain value in the range of 10 to 11% for each step rise in the stress values as shown in the Fig. 7b. As the stress increased from 0.12 to 3.06 MPa, there was a drop in the strain by 53.68% for the foam material density of 400 kg/m3, whereas the drop in the strain value for aluminium material was 0.4%. The current experimental results concluded that there is a rise in the energy absorption behaviour of foam, which is desired for components used in automobile applications.

a Load vs. deflection during compression. b Variation of strain with the stress during compression
4.4 Bending Test
The prepared specimen with the dimension 120 mm × 50 mm × 30 mm is fixed at both the ends and subjected to a shear load in the range of 17.55 kN to 26.35 kN. Deflection due to the load is noted down till the fracture point and using the general Eqs. (3), (6) and (7), Modulus of Resilience, modulus of toughness and modulus of elasticity are determined and represented graphically for foam of varying density. Figure 8a shows that, with the rise in the load application at the centre of the simply supported beam, the specimen deforms uniformly. From the load of 17.55 kN to 26.35 kN, the foam material with different densities gets deflected by almost 28 mm which leads to a failure afterwards.

a Deflection & modulus of resilience with respect to load and different density foam. b Modulus of elasticity with respect to density. c Modulus of toughness with the density of foam
Three point bending test was conducted and it was found that the deflection with the load variation was linear until it reached the yield point and after that the nonlinear trend was observed as shown in the Fig. 8a. Sample failed afterwards due to the brittle cracking when it reached the tensile stress at the bottom surface of the tested beam. For the given length to the depth ratio, moderate crushing was found in the specimen. Lower density foam specimen gives larger deflections because of the discontinuity in the specimen because of the larger voids associated with it [32]. Foam structure can be used in automobile bodies because of the higher bending capability with the absorption of shocks, which is very well justified by the results shown in Fig. 8a. Term resilience represents the capacity of material to absorb the energy and recover from the deformation without a failure. It can be evaluated by the ratio of the product of the load and its deflection to the total volume of the specimen. Higher resilience is vital in aerospace and automotive applications. Resilience is directly dependent on the deflection and is found that there is a rise in the value from 0.087 to 2.21 N/mm2 for minimum to maximum load variation for the low-density specimen. It is equivalent to the energy absorption of 2.21 MJ/m3. For higher density values, the energy absorption reduces significantly because of the increase in the stiffness because of the higher intermolecular bonding. Solid aluminium specimen has a resilience of 0.21 MJ/m3 which fractures with lower deformation value. The values for the foam are comparatively higher than the standard aluminium showing the better suitability of aluminium foam for automobile and aerospace industrial components.
Modulus of elasticity can be evaluated by finding the slope of the stress strain curve or can be determined using Eq. (7). Modulus of elasticity increases with the rise in the density of the foam because the capacity for the foam to regain its original state increases with the rise in the molecular bonding. It is shown in the Fig. 8b. In terms of theoretical equation, elasticity is directly proportional to force and the length, and inversely proportional terms such as inertia and the deflection. Force, lengths and the inertia remain constant, whereas the deflection varies for varying densities. This is the reason why there is a rise in the elasticity modulus with the rise in the density of the foam material. Another reason being the phase density, which is defined as the number of atoms present in a plane of a material to the total area of the plane. It is responsible for the mechanical properties of each plane. With the rise in the density of plane, the atomic movements with the dislocation motion mechanism need high force. The rise in the force means, there is an increase in the elasticity [33]. With the rise in the density, the modulus of elasticity increased by 7.16%for the highest load applied. The above behaviour suggests that foam with density 400 kg/m3 can be suitable candidate for its use in automobile and aerospace industries.
Modulus of toughness as shown in the Fig. 8c is defined by the ratio of the maximum bending moment to its total specimen volume which is shown in the Eq. (6). Toughness indicates the ability to absorb shocks without deformation. For a maximum load of 26.35 kN, the deflection observed for a highly dense material is high, which indicates higher energy absorption. As the density increased, there was a rise in the toughness value by 5.10%. High dense material has more plastic strain which rises the toughness modulus. Even though structures are designed to keep stresses with the region of elastic limit, ductile material with high toughness modulus is better suited when an overload occurs.
4.5 Thermal Analysis
The thermal conductivity of a material determines the amount of heat flow through the material. In this study, a specimen with a length of 10 cm and a cross-sectional area of 1 cm × 1 cm is considered. It is heated at one end with a 4 kW heat source and maintains a temperature of 3 °C at one end after reaching steady-state conditions. Figure 9A shows a photograph of the experimental test rig used to determine the thermal conductivity of a solid specimen. To minimize convective heat transfer to the ambient environment, the specimen is covered with thermal insulation. It is connected to a heat source and wrapped with two layers of 8 mm thermal tape. Thermocouples are strategically positioned to measure the temperature at various points on the specimen. Four foam specimens and an aluminium specimen of equal dimensions are included in the study. The specimens are subjected to electrical heating, and after 15 min, temperatures at equal intervals along the length of the specimen are recorded. The temperature gradient is determined, and using Fourier’s law, the thermal conductivity of each specimen is evaluated and presented in Fig. 9B.

A Thermal conductivity determination experimental unit B Thermal conductivity variation with the density
It is found that with the rise in the density of the foam material, the thermal conductivity of the material increases and reaches the maximum limit for the solid aluminium material. When the internal structure of varying density samples is studied, the internal cell pore diameters are different, and that sample of expanded cellular pore gave low thermal conductivity because of lesser connections between the cells. The heat flow in the larger voided specimen is restricted or the thermal resistance in these specimens are high [34]. Trend of the results showed the similar pattern of thermal conductivity variation from the earlier published literature [35]. Larger voids have more air space and heat transfer from one point to the other may be reduced because of natural air convection taking place within the space. Graphical representation indicated that with the rise in the aluminium foam density from 200 to 400 kg/m3, there is a rise in the thermal conductivity from 18 to 40 W/m °C, which is a 55% rise in the absolute value. However, there is a rise of 487.5% in thermal conductivity for a normal aluminium metal from an aluminium foam specimen. Therefore, foam with a density of 400 kg/m3 can be considered as an insulator on the automobile’s outer body, which minimizes the heat flow as compared with pure aluminium justifying the suitability for such applications.
4.6 Comparison of Material Properties Between Metal Foam with the Base Metal
After carrying out various tests pertaining to impact, hardness, compression, bending and thermal properties, it was found that, as the density of the foam increased, the performance improved significantly. In the present case, aluminium foam of density 400 kg/m3 gave higher results as compared to the properties of lower densities. Even though there is a considerable difference in material properties between the aluminium foam and the base aluminium material, as seen from Table 1, the foam is found to be absorbing more energy due to impact because of higher deflection, is more resilient, and can act like an insulator due to lower thermal conductivity. These properties are vital in using the foam material in automobile and aeronautical application.
4.7 Microstructure of the Foam Material
The optical microscope (BX53M, Olympus) and field emission scanning electron microscopy (FESEM) (7610FPLUS, Jeol) were used to examine the surface morphology of the samples. Figure 10a shows the cell wall, Fig. 10b shows the pores and Fig. 10c displays the optical and FESEM micrographs of the aluminium foam sample. The surface topography shows a combination of smooth and textured surfaces. Additionally, the micrographs reveal irregular pore shapes with discontinuity in the cell wall structure. The presence of these pores with an irregular cell wall structure results in a loss of cell integrity with the neighbouring cell walls, thereby compromising the mechanical strength under external loads [36]. As the number of pores in a material increases, the material’s density decreases. When density increases, wall thickness also increases and hence porosity decreases. It exhibits good mechanical properties like impact absorption and resilience. Slices of the structural form of the model are considered, and the cells and the air units were counted, which determined the porosity, and a porosity of 80% was found for the present study samples. Thus, in comparison to a solid aluminium sample, the shape, size and distribution of pores in an aluminium foam sample are crucial in determining its mechanical, absorption and thermal properties [36].

Micrographs of aluminium foam (ρ = 400 kg/m3) sample a Optical micrographs with the cell wall b Optical micrographs with the pores indicated. c FESEM micrograph with a square box highlighting the magnified image
5 Conclusions
In the present study, aluminium foam with different densities have been prepared and subjected to characterization to evaluate the various mechanical and thermal properties. After conducting an extensive study, the following conclusions are drawn by varying the density of the foam and load acting on it.
1. When the foam density increased from 200 to 400 kg/m3, the hardness value increased significantly by 24.48%. For more denser material, the pores get narrower, and the cell walls support one another to increase the overall rigidity across fibres.
2. Impact strength difference between notched and un-notched specimen is higher for the low-density specimen. As density increases, the percentage difference drops from 57.14 to 40% among foamed specimens.
3. Due to the presence of larger voids, less molecular bond, high collapsibility and lower strength in low-dense foams, the deflection observed during compression is maximum. As the stress increased from 0.12 to 3.06 MPa, there is a drop in the strain by 53.68% for the foam material density of 400 kg/m3, whereas the drop in the strain value for solid aluminium material is 0.4%
4. The sample with the expanded cellular pore gave low thermal conductivity because of lesser connections between the cells. The heat flow in the larger voided specimen is restricted because of higher natural air convection. With the rise in the aluminium foam density from 200 to 400 kg/m3, there is a rise in the thermal conductivity from 18 to 40 W/m °C, with an increase by 55%.
5. Maximum modulus of resilience observed for the low-density specimen and is found to be 2.21 MJ/m3. For higher density values, the energy absorption reduces significantly because of the increase in the stiffness due to the higher intermolecular bonding. Solid aluminium specimen has a resilience of 0.21 MJ/m3 which fractures with lower deformation.
6. The elasticity of the material increased by 7.16% when the density of foam increased from 200 to 400 kg/m3
7. Micrographs of the aluminium foam sample surface topography show a combination of smooth and textured surfaces. Irregular pore shapes with discontinuity results in a loss of cell integrity with the neighbouring cell walls, thereby compromising the mechanical strength under external loads.
8. For a maximum load of 26.35 kN, the deflection observed for a high dense material is high which indicates the higher energy absorption. As the density increased there is a rise in the toughness value by 5.10%. High dense material has more plastic strain which rises the toughness modulus.
Aluminium foam with density 400 kg/m3 possess good stiffness at the lower densities and absorbed the high impact energy regardless of the direction of the impact load. It acted as an insulator with its lower thermal conductivity. Being lightweight, it is efficient in absorption of sound, acts as vibration dampers, and electromagnetic shielding makes it an ideal material to be used in automobiles and aerospace applications.
Abbreviations
- FRP:
-
Fibre-reinforced plastic
- FSP:
-
Friction stir processing
- AEH:
-
Asymptotic expansion homogenization
- FEA:
-
Finite element methods
- CMF:
-
Composite metal foam
- FG-MSF:
-
Functionally graded metal syntactic foam
- UTM:
-
Universal testing machine
- SEM:
-
Scanning electron microscope
- M by :
-
Bending moment, N-m
- M bu :
-
Maximum bending moment, N-m
- F y :
-
Force at yield point, N
- F max :
-
Maximum force, N
- L :
-
Length of beam, m
- C :
-
Centre of gravity
- I :
-
Moment of inertia, m4
- A c :
-
Area of cross section, m2
- u :
-
Modulus of resilience
- σ y :
-
Yield strength, N/m2
- σ r :
-
Modulus of rupture, N/m2
- δ max :
-
Maximum deflection, m
- δ y :
-
Vertical deflection, m
- T o :
-
Modulus of toughness, N/m2
- k :
-
Thermal conductivity, W/m°C
- dT/dX :
-
Temperature gradient, °C/m
- \(\dot{Q}\) :
-
Heat transfer rate, W
- TiH2 :
-
Titanium hydride
- CaCO3 :
-
Calcium carbonate
- CO2 :
-
Carbon dioxide gas
- H2 :
-
Hydrogen
References
Rathore, S.; Singh, R.K.R.; Khan, K.L.A.: Effect of process parameters on mechanical properties of aluminum composite foam developed by friction stir processing. Proc Inst Mech Eng, Part B: J Eng Manuf 235(12), 1892–1903 (2021)
Sharma, S.S.; Yadav, S.; Joshi, A.; Goyal, A.; Khatri, R.: Application of metallic foam in vehicle structure: a review. Mater Today: Proc 63, 347–353 (2022)
Pratomo, A.N.; Santosa, S.P.; Gunawan, L.; Widagdo, D.; Putra, I.S.: Design optimization and structural integrity simulation of aluminum foam sandwich construction for armored vehicle protection. Compos. Struct. 276, 114461 (2021)
Patel, P.; Bhingole, P.P.; Makwana, D.: Manufacturing, characterization and applications of lightweight metallic foams for structural applications. Mater Today: Proc 5(9), 20391–20402 (2018)
Ji, C.; Huang, H.; Wang, T.; Huang, Q.: Recent advances and future trends in processing methods and characterization technologies of aluminum foam composite structures: a review. J. Manuf. Process. 93, 116–152 (2023)
Zhang, R.; Geng, D.; Yan, D.; Li, H.; Zu, G.: Stabilization of closed-cell aluminum foams by horizontal steady magnetic field: numerical simulation on drainage for node-Plateau borders system. J. Mark. Res. 20, 320–329 (2022)
Sun, G.; Chen, D.; Zhu, G.; Li, Q.: Lightweight hybrid materials and structures for energy absorption: a state-of-the-art review and outlook. Thin-Walled Struct 172, 108760 (2022)
Abidi, M.H.; Moiduddin, K.; Siddiquee, A.N.; Mian, S.H.; Mohammed, M.K.: Development of aluminium metal foams via friction stir processing by utilizing MgCO3 precursor. Coatings 13(1), 162 (2023)
Su, L.; Liu, H.; Yao, G.; Zhang, J.: Experimental study on the closed-cell aluminum foam shock absorption layer of a high-speed railway tunnel. Soil Dyn. Earthq. Eng. 119, 331–345 (2019)
Azizieh, M.; Goudarzi, K.; Pourmansouri, R.; Kafashan, H.; Balak, Z.; Kim, H.S.: Influence of friction stir processing parameters on the microstructure of aluminum foams. Trans. Indian Inst. Met. 71, 483–491 (2018)
Aquino, J.; Duarte, I.; Dias-de-Oliveira, J.: Modelling and effective properties prediction of metal foams. Sci Technol Mater 30(1), 43–49 (2018)
Nisa, S.U.; Pandey, S.; Pandey, P.M.: A review of the compressive properties of closed-cell aluminum metal foams. Proc Inst Mech Eng, Part E: J of Process Mech Eng 237(2), 531–545 (2023)
Zhao, B.; Gain, A.K.; Ding, W.; Zhang, L.; Li, X.; Fu, Y.: A review on metallic porous materials: pore formation, mechanical properties, and their applications. Int. J. Adv. Manuf. Technol. 95, 2641–2659 (2018)
Qiao, H.; Murthy, T.G.; Saldana, C.: Structure and deformation of gradient metal foams produced by machining. J. Manuf. Sci. Eng. 141(7), 071009 (2019)
Gao, J.; Rayess, N.: Modeling of the mechanical properties of a polymer-metal foam interpenetrating phase composite. In: ASME International Mechanical Engineering Congress and Exposition, vol. 46583, p. V009T12A048. American Society of Mechanical Engineers (2014)
Parveez, B.; Jamal, N.A.; Anuar, H.; Ahmad, Y.; Aabid, A.; Baig, M.: Microstructure and mechanical properties of metal foams fabricated via melt foaming and powder metallurgy technique: a review. Materials 15(15), 5302 (2022)
Marx, J.; Rabiei, A.: Overview of composite metal foams and their properties and performance. Adv. Eng. Mater. 19(11), 1600776 (2017)
Kalpakoglou, T.; Yiatros, S.: Metal foams: a review for mechanical properties under tensile and shear stress. Front Mater 9, 998673 (2022)
Li, Y.; Gong, L.; Xu, M.; Joshi, Y.: A review of thermo-hydraulic performance of metal foam and its application as heat sinks for electronics cooling. J. Electron. Packag. 143(3), 030801 (2021)
Bisht, A.; Gangil, B.; Patel, V.K.: Selection of blowing agent for metal foam production: a review. J Metals, Mater Miner 30(1), 1–10 (2020)
Marx, J.; Portanova, M.; Rabiei, A.: Performance of composite metal foam armors against various threat sizes. J Compos Sci 4(4), 176 (2020)
Garcia-Avila, M.; Portanova, M.; Rabiei, A.: Ballistic performance of a composite metal foam-ceramic armor system. Procedia Mater Sci 4, 151–156 (2014)
Nawaz, A.; Rani, S.: Fabrication and evaluation of percent porosity and density reduction of aluminium alloy foam. Mater Today: Proc 47, 6025–6029 (2021)
Movahedi, N.; Murch, G.E.; Belova, I.V.; Fiedler, T.: Functionally graded metal syntactic foam: fabrication and mechanical properties. Mater. Des. 168, 107652 (2019)
Yuan, Z.; Rayess, N.; Dukhan, N.: Modeling of the mechanical properties of a polymer-metal foam hybrid. Procedia Mater Sci 4, 215–219 (2014)
Oliver-Ortega, H.; Méndez, J.A.; Espinach, F.X.; Tarrés, Q.; Ardanuy, M.; Mutjé, P.: Impact strength and water uptake behaviors of fully bio-based PA11-SGW composites. Polymers 10(7), 717 (2018)
Vázquez-Fletes, R.C.; Rosales-Rivera, L.C.; Moscoso-Sánchez, F.J.; Mendizabal, E.; Ortega-Gudiño, P.; González-Núñez, R.; Rodrigue, D.: Preparation and characterization of multilayer foamed composite by rotational molding. Polym. Eng. Sci. 56(3), 278–286 (2016)
Mihalic, M.; Pretschuh, C.; Lummerstorfer, T.; Unterweger, C.: Physical and chemical foam injection moulding of natural-fibre-reinforced polypropylene—assessment of weight-reduction potential and mechanical properties. J Compos Sci 7(4), 144 (2023)
Mania, P.; Wróblewski, M.; Wójciak, A.; Roszyk, E.; Moliński, W.: Hardness of densified wood in relation to changed chemical composition. Forests 11(5), 506 (2020)
Baştürk, S.B.; Tanoğlu, M.: Mechanical and energy absorption behaviors of metal/polymer layered sandwich structures. J. Reinf. Plast. Compos. 30(18), 1539–1547 (2011)
Kim, S.; CHUnG, H.J.; RHee, K.: Application of image processing to predict compressive behavior of aluminum foam. Arch. Metall. Mater. 61(2A), 635–640 (2016)
Smakosz, Ł.; Kreja, I.: Experimental and numerical evaluation of mechanical behaviour of composite structural insulated panels (2014)
Rabiei, M.; Palevicius, A.; Dashti, A.; Nasiri, S.; Monshi, A.; Vilkauskas, A.; Janusas, G.: Measurement modulus of elasticity related to the atomic density of planes in unit cell of crystal lattices. Materials 13(19), 4380 (2020)
Doğan, B.; Tan, H.: The numerical and experimental investigation of the change of the thermal conductivity of expanded polystyrene at different temperatures and densities. Int J Polym Sci 2019, 6350326 (2019)
Członka, S.; Bertino, M.F.; Kośny, J.; Shukla, N.: Density and shrinkage as guiding criteria for the optimization of the thermal conductivity of poly (urethane)-class aerogels. J. Sol-Gel Sci. Technol. 93, 149–167 (2020)
Campana, F.; Mancini, E.; Pilone, D.; Sasso, M.: Failure mechanisms of an Al 6061 alloy foam under dynamic conditions. Materials 14, 1349 (2021). https://doi.org/10.3390/ma14061349
Acknowledgements
The authors would like to thank the MAHE Dubai for providing the laboratory facilities for conducting the experiments. They also thank the Department of Mechanical and Industrial Engineering at Manipal Institute of Technology, MAHE-Manipal for providing the optical microscopy facility. Also, they like to acknowledge and thank CRF, NITK for providing the analytical facility (7610FPLUS, Jeol, Japan).
Funding
Open access funding provided by Manipal Academy of Higher Education, Manipal.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
There is no conflict of interest among authors for this manuscript.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Salins, S.S., Kumar, S., Shetty, S. et al. Characterization of the Aluminium-Based Metal Foam Properties for Automotive Applications. Arab J Sci Eng (2024). https://doi.org/10.1007/s13369-024-09399-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13369-024-09399-3