
Abstract
In this paper, we suggested a novel process to fabricate bulk functionally-graded (FG) syntactic plastic foams and evaluated mechanical properties of the fabricated FG foams. The density distribution in the foams was graded due to floating phenomena of the micro-balloons in the matrix resin before gelling in the fabrication process. The distribution of the density could be predicted by finite difference analysis with Richardson and Zaki’s formula for Stoke’s velocity. The density distribution was found to be controlled by average density, micro-balloons size, and temperature and duration of the fabrication process and so on. The progressive collapse of the FG foam due to grading mechanical properties was confirmed to be effective to improve energy absorption in the compression test.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1 Introduction
Functionally-graded materials (FGMs) [1, 2] are composite materials having continuous property distributions of two or more constituent phases. The FGMs can be designed for specific functions and applications by controlling distributions of the constituent phases. The FGMs having optimized properties can be fabricated for required condition. Then, several methods for the FGMs have been developed to fabricate appropriate distribution of properties until now [3]; electrophoretic deposition [4], chemical vapor deposition [5], sparks plasma sintering [6], centrifugal casting [7] and so on. These techniques except for the centrifugal casting would not be adopted difficulty for manufacturing bulk FGMs, when thicker FGMs are in need for machine components having capability of mechanical loading. Especially, the fabrication process for the bulk FGMs must be inexpensive and simple because of requirement of large-scale production system for the machine components.
In this paper, a novel process was developed to fabricate functionally-graded (FG) syntactic plastic foams having high absorption energy, and the mechanical properties of the fabricated FG foams were measured to evaluate the fabricated foams. The foams were hollow particles (micro-balloons) filled epoxy composites, namely syntactic foams. Distributions of the micro-balloons graded due to floating the micro-balloons in low-viscous matrix resin before curing the matrix resin. In the suggested fabrication process, the distribution of the micro-balloons was graded, and the matrix resin was cured continuously after grading distribution of the micro-balloons. Effects of time and temperature in the grading process were clarified to control the distribution of the micro-balloons. Numerical analysis for distribution of the micro-balloons in the FG foams was conducted by finite difference method with Richardson and Zaki’s formula [8] for Stoke’s velocity. Finally, the compressive tests of the FG foams were performed to confirm their mechanical properties.
2 Fabrication concept of FG foam
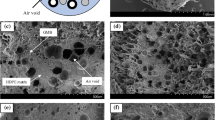
The fabrication process is composed of two procedures; grating distributions of the micro-balloons and curing the matrix resin as shown in Fig. 1. After mixing the micro-balloons and the matrix resin, the mixture is heated. Increasing mobility of the micro-balloons due to decreasing viscosity of the heated matrix resin induces floating the micro-balloons in the matrix resin. As the result, distribution of the micro-balloons, namely density of the foam is graded until gelling the matrix resin. Therefore, the distribution of the micro-balloons can be controlled due to temperature dependency on the viscosity of the matrix resin before gelling. After the gelation of the matrix resin, the distribution is not changed.

Principle of fabricating FG foam
3 Fabrication of FG foam
In the experiment, several syntactic FG foams were produced by adding acrylonitrile copolymer micro-balloons coated by calcium carbonate powder (MFL-100CA, Matsumoto Yushi-Seiyaku) into epoxy resin. The diameters of the micro-balloons were 80 μm and 110 μm. The matrix epoxy resin was a bisphenol A-type epoxide resin (AER2603, Asahi Kasei e-materials) with mixture of 4-methyl hexahydrophthalic anhydride (4-methyl HHPA) and hexahydrophthalic anhydride (HHPA) (RIKACID MH-700, New Japan Chemical) as the curing agent, and 1-benzil-2-methylimidazole (BM12, Japan Epoxy Resin) as the accelerator.The weight ratio of the resin, agent, and accelerator was determined as 100:86:1 according to stoichiometry. Temperature dependence of the viscosity of the epoxy resin was measured by a rotational viscometer (DV-1+, Brookfield). The result is shown in Fig. 2. The viscosity decreased drastically from room temperature to 330 K. After that, the viscosity approached to minimum value and was kept constant. After that, gelling of the resin occurred at 370 K.

Viscosity of epoxy resin before curing
After mixing the epoxy resin and the micro-balloons sufficiently until distribution of the micro-balloons was uniform, the mixture was stored in a vacuum vessel to remove voids and was poured into an aluminum mold coated with a Teflon sheet, which was set up in an oven. The mold was 260 mm long, 5 mm wide and 130 mm deep. The weight fractions of the micro-balloons were within 0.05–0.07.
The process was done in three steps (Fig. 3). First, the mixture was kept at T D K for t D hours to grade the distribution of the micro-balloons. In the experiment, T D was 338 or 323 K, and t D was ranged from 2 h to 24 h. The process after first step was general for curing the matrix resin. The second step, pre-curing was done at 373 K for 2 h for gelling the resin, and the third step, post-curing, which greatly affects the cross-linking reaction of the resin, was done at 403 K for 15 h. Small pieces were cut from cured FG plates to measure density distribution by using Archimedian method.

Fabrication process
4 Analysis of grading density distribution
The FG foam was fabricated by utilizing floating phenomena of the micro-balloons in the matrix before gelling. Generally, floating velocity of one micro-balloon can be evaluated by the following Stoke’s equations, u s ,
where η, D and ρ are the viscosity of the matrix, diameter of the micro-balloon, density, respectively. The subscript M and B denote the density of the matrix resin and the micro-balloon.
When the micro-balloons are filled into the matrix resin with high volume faction, the Stoke’s velocity must be modified to evaluate average floating velocity of the micro-balloons taking interaction of the micro-balloons in the matrix resin into consideration. The modification is known as Richardson and Zaki’s formula [8];
where u and ϕ are the average floating velocity and the volume fraction of the micro-balloons. n is exponent dependent on Reynold’s number, Re [9]. For low Reynold’s number; Re < 0. 2 or Re < 2. 0, n = 4. 65 is recommended generally. Then, this value of the exponent was selected in the paper.
Assuming that floating the micro-balloons is one-dimensional, the equation of continuity must be satisfied,
where x is vertical coordinate.
Equations (1)–(3) were calculated by finite difference method. The volume fraction ϕ of the micro-balloons was discretized by x = iΔx and t = jΔt (i, j = 0, 1, 2, . . . )
By substituting Eq. (4) into Eqs. (2) and (3), the difference equation are obtained as follows;
where \(\lambda = {u}_{s}\Delta t/\Delta x\).
In the numerical analysis, the density of the micro-balloons and the epoxy resin were 130 and 1,190 kg/m3, respectively. The viscosity of the matrix epoxy resin was assumed to be constant; η = 0. 13 Pas (Fig. 2). In the numerical analysis, the depth of the FG foam was 130 mm and divided into 600 nodes. The increment time, Δt was 3 s. Because the initial distribution of the micro-balloons was uniform, the initial condition was given as
where ϕ0 is average volume fraction.
Because the bottom of the mold was the origin of x, the boundary condition was
In the analysis, the maximum value of the volume fraction was assumed to be 0.632 which was determined by the experiment.
5 Density distribution
The density distributions of the foams fabricated under different conditions are shown with the numerical results in Figs. 4–6. The grading distributions of the density were confirmed to be yielded in the foam. The different distributions were also confirmed to be obtained due to different conditions; average density and fabrication process. When the average density was low, the distribution varied rapidly according to Eq. (2). Then, the distribution in Fig. 5 was gradual compared with the one in Fig. 4. If the micro-balloons diameter was larger, the distribution would be also gradual. After long time passed in the first step of the process, the density distribution in the foams was divided into two phases as shown in Fig. 6.

Density distribution. Process: T D = 338K, t D = 2h, average density 736 kg/m3

Density distribution. Process: T D = 338K, t D = 2h, average density 838 kg/m3

Density distribution. Process: T D = 323K, t D = 12h, average density 848 kg/m3
The numerical results in Figs. 4–6 agreed with the experimental results. By using calculation based on Richardson and Zaki’s formula, the distribution could be predicted generally. Therefore, the distribution of the mechanical properties in the foams would be able to be calculated from the density distribution, since mechanical properties of foams; elastic modulus, strength, and so on, can be evaluated by approximate equation [10].
6 Compression tests
Compression test of the fabricated FG foams were conducted to confirm availability of the foams. Two specimens were cut from the fabricated plate. One specimen was FG foam (Fig. 7) and the other was uniform (Fig. 8). Since the FG foam collapsed progressively from low density region to high density one due to compression, the compressive stress gradually increased after yielding. Then the progressive collapse caused high energy absorption. On the other hand, the whole specimen having uniform distribution of the density collapsed and the plateau region occurred on the stress–strain curve after yielding. Therefore, the FG foams were found to be effective for materials of mechanical components because the FG foams had high energy absorption under compression.

Compression test of FG foam: (a) density distribution; (b) compressive stress–strain curve; (c) specimen after test

Compression test of uniform foam: (a) density distribution; (b) compressive stress–strain curve; (c) specimen after test
7 Conclusion
In this paper, we suggested a novel process to fabricate bulk FG syntactic plastic foams, and evaluated the mechanical properties of the fabricated FG foams. The density distribution in the foams was graded by floating phenomena of the micro-balloons before gelling the matrix resin. The distribution of the micro-balloons could be predicted by finite difference analysis with Richardson-Zaki’s formula for Stoke’s velocity. The progressive collapse of the FG foam due to grading mechanical properties was confirmed to be effective to improve energy absorption.
References
Markworth, A.J., Ramesh, K.S., Parks, W.P.: Review: modeling studies applied to functionally graded materials. J. Mater. Sci. 30, 2183–2193 (1995)
Birman, V., Byrd, L.W.: Modeling and analysis of functionally graded materials and structures. Appl. Mech. Rev. 60, 195–216 (2007)
Kieback, B., Neubrand, A., Riedel, H.: Processing techniques for functionally graded materials. Mater. Sci. Eng. A, 362, 81–105 (2003)
Put, S., Vleugels, J., Van der Biest, O.: Microstructural engineering of functionally graded materials by electrophoretic deposition. J. Mater. Process. Technol. 143–144, 572–577 (2003)
Kim, J.I., Kim, W.J., Choi, D.J., Park, J.Y., Ryu, W.S.: Design of a C/SiC functionally graded coating for the oxidation protection of C/C composites. Carbon 43, 749–1757 (2005)
Shen, Z.J., Nygren, M.: Laminated and functionally graded materials prepared by spark plasma sintering. Key Eng. Mater. 206, 2155–2158 (2002)
Biesheuvel, P.M., Verweij, H.: Calculation of the composition profile of a functionally graded material produced by centrifugal casting. J. Am. Ceram. Soc. 83, 743–749 (2000)
Richardson, J.F., Zaki, W.N.: Sedimentation and fluidization: Part I. Trans. Instrum. Chem. Eng. 32, 35–53 (1954)
Siwiec, T.: The experimental verification of Richardson-Zaki Law on example of selected beds used in water treatment. Elec. J. Polish Agric. Univ. 10(2), #5 (2007)
Gibson, L.J., Ashby, M.F.: Cellular Solids, 2nd ed. Cambridge University Press, Cambridge (1999)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2012 Springer-Verlag/Wien
About this chapter
Cite this chapter
Adachi, T., Higuchi, M. (2012). Development of Integral Molding of Functionally-Graded Syntactic Foams. In: Irschik, H., Krommer, M., Belyaev, A. (eds) Advanced Dynamics and Model-Based Control of Structures and Machines. Springer, Vienna. https://doi.org/10.1007/978-3-7091-0797-3_1
Download citation
DOI: https://doi.org/10.1007/978-3-7091-0797-3_1
Published:
Publisher Name: Springer, Vienna
Print ISBN: 978-3-7091-0796-6
Online ISBN: 978-3-7091-0797-3
eBook Packages: EngineeringEngineering (R0)