
Abstract
From the past three decades, the manufacturing context always in the motion to improve the plant efficiency and efficacy. With the objective of improving the production capacity in no’s of part produced, most of the sheet metal industries are now using progressive dies. Still there is the consequence among the sheet metal industries regarding the design and development of the progressive die. The present paper reveals the progressive die design with the help of AutoCAD software which is in general the 2-D drafting tool. In addition, the various components of progressive die along with their specification, and the general mathematical calculations give the better understanding to audience about the die design and development process.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
In the manufacturing industries especially dealing with sheet metal products, press tool operation is the important one. In general, it is used for custom fit operations as desired by the end customers. The metal sheets are to be cut/draw/bend/blank/pierce by the press tool operation [1]. The efficiency in terms of no’s of product produced/fabricated by the press tool in a single stroke is mainly based on the types of die used. The various types of dies used in press tool are discussed below:
-
Simple Die: As the name suggests, the simple die is designed to perform only one operation at a time or in a single stroke. The kind of operations performed by the simple dies is blanking, piercing, notching, trimming, etc.
-
Progressive Die: In the progressive die, two or more operation is combined in one die. In the progressive die, tool steel is used for the die development usually.
-
Compound Die: The compound tool is to produce two or more cutting operations per stroke in one station such as piercing and blanking [2, 3].
Though, almost in all operations in metal working, only one operation is performed on the workpiece in one stock of tool operation, the progressive die gives an advantage to perform more no. of operation in the single stock of tool operation. In the progressive die, the raw metal sheet/strip will pass the various stages to give the final shape. The sheet metal strip is pushed toward the stations by the mechanical operated feeding system, and at each station, one or more operations are performed. In the progressive die, the final station is known as the cutoff station. At this station, the finished product is separated from the carrying web which is punched away in previous operations (treated as scrap) [4]. The various types of sheet metal operations done by progressive dies are as follows:
-
Piercing: When openings (e.g., holes) are punched into a blank or a semi-finished product, the operation is known as piercing. The unwanted material is scrap which is called slug.
-
Blanking: The operation of punching about a complete contour to produce blank. The blank is punched cut of a plain stock strip (coil).
-
Piloting: The operation is used for guiding previously pierced hole.
The benefit of the progressive die is the (a) cost-effective, (b) reduced production timing, (c) improved productivity, (d) minimum process handling, etc., whereas the progressive dies have the limitation such as not in commonly used for the custom fit products. It is used for the mass production where production rate requisition is high, and the workpiece needs more than one operation for the conversion into the final product.
2 Progressive Die Design: General Concept and Specifications
The design considerations in the progressive die design are the most important one. In the progressive die, the basic elements of progressive die are the top plate and the bottom plate mating together with the guide bushes and pillars shown in Fig. 1. While designing, the proper mating alignment of both the plates is the main consideration [5]. The design of die including parts and their specifications is as discussed below:

General design for washer progressive die [8]
2.1 Step-1: Selecting the Die Set
The following ten points are considered for the selection of die set:
-
Make or manufacture,
-
Type of material used for die,
-
Size of the workpiece,
-
Type of material upon which die can perform the operations,
-
Die holder thickness,
-
Punch holder thickness,
-
Bush type and length,
-
Lengths of guideposts,
-
Shank diameter,
2.2 Step-II: Die Set Components and Materials [3, 8] (Fig. 2)
-
Punch Preferably high carbon high chromium (HcHcr) steel. Hardened and tempered 60–62 HRC.
-
Die Preferably high carbon high chromium (HcHcr) steel. Hardened and tempered 60–62 HRC.
-
Bottom plate Graded cast iron or EN8 steel.
-
Top plate: - Graded cast iron or EN8
-
Guide pillar and guide bush Carbon steel/case carburizing steel. Hardened and tempered 55–58 HRC.
-
Punch holder plate: EN8
-
Thrust plate: EN8
-
Shank Mild steel

Machine and die adjustment on machine tool [1]
2.3 Step-III: Calculation of Various Parameters [5, 9]
While designing the progressive die, the following parameters are to be considered:
-
The press tool tonnage capacity,
-
The workpiece size and shape,
-
Shut height of the tool,
-
Die thickness and margins as per the material,
-
Drawing strip layouts and comparing material utilization,
-
Locating device design,
-
Drawing die plan,
-
The punch length and mounting on the plate,
-
Finding center of pressure and check scrape disposal,
The design calculations are as follows:
-
Component, drawing and specification
$$ \begin{array}{*{20}c} {{\text{Outer}}\;{\text{diameter}}\, = \, 2 4\;{\text{mm}},} \\ {{\text{Inner}}\;{\text{diameter}}\, = \, 1 2\;{\text{mm}},} \\ \begin{aligned} {\text{Thickness}}\, = \, 1.00\;{\text{mm}}, \hfill \\ {\text{Shearing}}\;{\text{strength}}\, = \, 2 8 {\text{kg}}/{\text{mm}}^{ 2} . \hfill \\ \end{aligned} \\ \end{array} $$
-
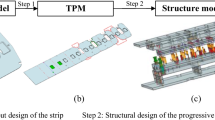
Strip layout design: The die is fabricated from the die drawing operation on the metal strip. In the strip layout design, the following analytical calculation is done to find out the economy factor of the operation [10, 11].
Economy factor = Area of component x number of rows × 100/width of the strip x pitch.
Generally, the 60% economy factor is requisite in case of strip. The position of the blank in the strip decides the economy factor. In our component design, I.D is 24 mm and O.D is 12 mm. scrap bride width = 1.2 × S
-
Cutting Clearance: In the progressive die, the cutting clearance is the major concern for the tool operation. It is the gap between the side of the punch and the corresponding side of the die opening on one side of the edge, when the punch is entered into the die opening. Therefore, the cutting clearance should always be thought and expressed as the amount of clearance per side.
The ideal clearance could be found by the following formula and depends on co-efficient of ‘C’.
Where ‘S’ is the sheet thickness in mm
‘C’ is constant = 0.005
Tmax = shear strength = 80% UTS. It is expressed in N/mm2. If we take ‘c’ as 0.005, we get a clearance, which yields a better and cleanest workpiece, but requires higher cutting forces and considerably more energy. If we take ‘C’ as 0.01, the cutting force energy as its minimum, but finish is bad. The usual practice however is to take ‘C’ as 0.01 mm.
Now in our component, S = 1 mm
Clearance = C × S × \( \sqrt {{{T_{{\max} } } \mathord{\left/ {\vphantom {{T_{{\max} } } {10}}} \right. \kern-0pt} {10}}} \)
= 0.01 × 1 mm × \( \sqrt {{{300} \mathord{\left/ {\vphantom {{300} {10}}} \right. \kern-0pt} {10}}} \)
=0.1 mm/side
Therefore, clearance on one side = 0.1 mm
-
Cutting force and stripping force: In the press tool operation, the force required to perform the operation has its importance because the efficiency of the operation is directly based on it. [10] The cutting force is further dependent on the cut length area (in case of straight cuts), the workpiece material and the sheet thickness.
Cutting force = L × S × Tmax
L = Length of periphery to be cut in mm
S = Sheet thickness in mm
Tmax = Shear strength in kg/mm2
F = 2πr × T × s
= 2 × 3.14 × 12 × 1 × 40
= 3.7 Tons.
Stripping force = It is usually varying between 5 and 20% of blanking force and can be calculated 3 × 20% = 0.6 ton
Total cutting force = Cutting force + stripping force = 3.6 Tons.
2.4 Design of the Die Parts
Die plate: As literature revealed, there is two types of die top and bottom plate [12,13,14]. One another plate named die plate which is mounted on bottom plate. In general, the high carbon high chromium steel material is used for the die plate having 60–62 HRC. Die plate thickness is decided on the basis of stock material being cut. Thickness of die block is given by the formula;
where
Td: Thickness of the die plate in (mm)
\( T_{d} = \sqrt[3]{{3.70 * 1000}} \)
Td = 15.4 = 16 mm
-
Bottom Plate: This plate gives a cushioning effect to the die as well as provides enough room for the tool to be clamped to the press bed. There may be an opening in the backplate which allows the blank or slug to fall clear off the tool. Thickness of bottom plate is given as;
-
Top plate: The assembly including the punch, punch holder, is mounted on the top plate. The tool shank that locates the whole tool centrally with the press ram is also screwed on the top plate. The top plate is made of mild steel or cast iron. This plate should be thick enough to prevent bending.
-
Punch plate: All the punches are accurately held in this plate. This plate should be thick enough to accommodate punch shoulder and keep the punches perpendicular. It is made out of mild steel. Punch plate is made out of single piece, and a need base is also made out of more than single piece.
-
Guide pillar: In the progressive die design, the guide pillars play an important role basically guides the plate. These are the precision pins mounted on the top plate and press fitted in accurately bored holes at the bottom plate. They are engaging guide bushings to align punch and die components with a high degree of closeness and accuracy. Guide pillar is subjected to bending due to the weight of the top tool. The deflection should be kept below 0.0025 mm. These can be treated as cantilevers. The bending force ‘W’ on the pillar can be found from the following equation.
If two rear pillars are used, then pillar dia.= \( \frac{{\sqrt {Wb^{3} } }}{15.3} \).
-
It should be remembered that W1 is the weight of the top tool and not cutting force V.
2.5 Step-IV: Estimation of Cost
In an organization, designer is estimating the cost of designed sheet metal tooling. The cost includes the following section [15,16,17]:
-
1.
Material cost: Used for the die design and development purpose,
-
2.
Machining cost: the actual cost of operation including the direct and indirect cost,
-
3.
Heat treatment charges,
-
4.
Assembling, tryout and adjustment cost.
-
Material cost: It is estimated by finding out the volume of raw material required multiplying the volume by specific gravity gives the weight of raw material.
-
Machining cost: It depends upon the type and size of the machine necessary for machining. The hourly rates of heavy machines can be 2–3 times rates of a smaller machine.
-
Heat treatment cost: It is the cost which depends upon the weight of the parts at the time of heat treatment. It can cost as much as the cost of the material.
-
Assembly and try out: It includes the drilling and fitting costs. These are usually estimated in hours/shifts. This time depends upon the number of parts, precision and sophistication necessary in a press tool (Table 1).
Table 1 Thumb rule for estimation
3 Results and Conclusion
In the press tool working, the progressive die is reported as one of the most economical types of die to form/cut/bend the metal components. In addition, the variety of characteristics in progressive dies such as strength, durability and wears resistance offers the competitive advantage over the other types. In the present research work, the three-stage progressive die to manufacture the automotive component (washer) is designed with the help of AutoCAD software, and the parameter calculation is done manually. While going through the operational aspect, it is observed that the progressive tool is better choice for the high production rate and economical way of producing. In this study, the various analytical calculation considered in the die design is explained carefully. The total tonnage required to manufacture washer is 3–5 tones including 30% of factor of safety. In future, the FEM and other advance tools can be implemented to understand the gap between the analytical and FEM result.
References
Joshi PH (2003) Press tools design and construction. A.H. Wheeler and Co., Ltd, K.G. Marg, New Delhi
Cakir MC, Irfan O, Cavdar K (2005) An expert system approach for die and mold making operations. Roboti Comput Integrat Manuf 21:175–183
Mittal VK, Sindhwani R, Singh PL, Kalsariya V, Salroo F (2018) Evaluating significance of green manufacturing enablers using MOORA method for Indian manufacturing sector. In: Proceedings of the international conference on modern research in aerospace engineering. Springer, Singapore, pp 303–314
Hambli R, Miller H (2003) BLANKSOFT: a code for sheet metal blanking processes optimization. J Mater Process Technol 141:234–242
Pilani R, Narasimhan K, Maiti SK, Singh UP, Date PP (2000) A hybrid intelligent systems approach for die design in sheet metal forming. Int J Adv Manuf Technol 16:370–375
Kumar K, Dhillon VS, Singh PL, Sindhwani R (2019) Modeling and analysis for barriers in healthcare services by ISM and MICMAC analysis. In: Advances in interdisciplinary engineering. Springer, Singapore, pp 501–510
Mastanamma CH, Rao KP, Rao MV (2012) Design and analysis of progressive tool. Int J Eng Res Technol 1(6):24–37
Mittal VK, Sindhwani R, Shekhar H, Singh PL (2019) Fuzzy AHP model for challenges to thermal power plant establishment in India. Int J Operat Res 34(4):562–581
Nee AYC (1986) Developing CAD/CAM software for the tool and die industry: a role to be played by tertiary institutions. Int J Mech Eng Educ 14:263–271
Rehaman MI, Reddy PS, Matta M, Murthy NG (2011) Design and analysis of progressive die for chain link plate. Int J Sci Eng Adv Technol IJSEAT 2(11):32–43
Shirai K, Murakami H (1989) A compact and practical CAD: CAM system for progressive die. Bull Japan Soc Prec Eng 23:25–30
Sindhwani R, Singh PL, Prajapati DK, Iqbal A, Phanden RK, Malhotra V (2019a) Agile system in health care: literature review. In: Advances in industrial and production engineering. Springer, Singapore, pp 643–652
Sindhwani R, Singh PL, Iqbal A, Prajapati DK, Mittal VK (2019b) Modeling and analysis of factors influencing agility in healthcare organizations: an ISM approach. In: Advances in industrial and production engineering. Springer, Singapore, pp 683–696
Sindhwani R, Singh PL, Chopra R, Sharma K, Basu A, Prajapati DK, Malhotra V (2019c) Agility evaluation in the rolling industry: a case study. In: Advances in industrial and production engineering. Springer, Singapore, pp 753–770
Singh PL, Sindhwani R, Dua NK, Jamwal A, Aggarwal A, Iqbal A, Gautam N (2019) Evaluation of common barriers to the combined lean-green-agile manufacturing system by two-way assessment method. In: Advances in industrial and production engineering. Springer, Singapore, pp 653–672
Soman A, Campbell M (2002) A grammar-based approach to sheet metal design. In: Proceeding of DETC02 ASME design engineering and technology conference. Montreal, Canada, 485–493
Tor SB, Britton GA, Zhang WY (2003) Indexing & retrieval in metal stamping die design using case based reasoning. J Comput Inf Sc Eng (ASME) 3:355–362
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Shakkarwal, P., Kumar, R., Sindhwani, R. (2021). Progressive Die Design and Development Using AutoCAD. In: Joshi, P., Gupta, S.S., Shukla, A.K., Gautam, S.S. (eds) Advances in Engineering Design. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-33-4684-0_54
Download citation
DOI: https://doi.org/10.1007/978-981-33-4684-0_54
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-33-4683-3
Online ISBN: 978-981-33-4684-0
eBook Packages: EngineeringEngineering (R0)