
Abstract
Fused Deposition Modeling (FDM) is one among the Additive Manufacturing (AM) technologies that is most widely available and cheaper technique due to the recent developments. This paper demonstrates the application of FDM to fabricate customized fixture for Electro Chemical Micro Machining (ECMM). Redesigning the fixture from conceptual design with part consolidation and Design for Additive Manufacturing (DfAM) principles enhanced its functionality and reduced fabrication time with the proposed methodology, ECMM fixture was consolidated to a single that part can be fabricated and delivered within the day.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Additive Manufacturing (AM) refers to the group of technologies that creates components directly from the 3D models by adding material in layer-by-layer manner. FDM uses Acrylonitrile Butadiene Styrene (ABS), polylactic acid (PLA), etc., in filament form. These filaments were melted and deposited layer upon layer based on the tool path [1].
BMW an automobile manufacturer uses FDM to manufacture jigs and fixtures for the assembly of their production units. These jigs and fixtures are reported to be more ergonomic to handle because of their low weight, adapted complex organic shapes. They are produced in-house at a lesser cost and shorter time compared to conventional methods [2]. Further, additive manufactured parts were used as customized inspection fixtures for coordinate-measuring machine (CMM). AM fixtures are more suitable for a medium-size inspection volume [3] which provides better stability and measurement. Despite all these advantages, every AM technology has a different set of constraints. These new guidelines that were being developed through various researches were collectively referred as design for additive manufacturing (DfAM) [4, 5]. Products that are to be manufactured through AM have to be screened to ensure it adheres to these guidelines. New products that are being developed can take advantage of this guideline to improve its quality and functionality.
Though AM parts were used as the fixture or jig, the advantage of creating a customized fixture based on part consolidation and DfAM principles from the conceptual stage of design remains less explored. The objective of this work is to design a fixture for ECMM using these principles, fabricate with FDM, and explore its advantages. ECMM is an unconventional machining process in which electrically conductive materials were machined by anodic dissolution during an electrolysis process, and it is capable of producing features in 1–999 μm scale [6]. In the existing ECMM setup, the fixture is an assembly of different components that are subjected to corrosion. Hence, they are treated as a consumable item and replaced at regular intervals. Initially, the fixture was fabricated using ABS polymer through FDM technique to replace the corroded fixture. Later to reduce the number of components (eliminate the use of magnets), the fixture was redesigned by considering part consolidation, functional integration, and DfAM principles. The stages of design and advantage of redesigning with DfAM were documented.
1.1 ECMM Fixture
The workpiece, fixture, and tool in the ECMM setup are shown in Fig. 18.1a. The existing ECMM fixture was made of ferromagnetic material. Mostly, the workpiece will be a sheet metal of thickness ranging from 0.3 to 0.8 mm. The fixture was clamped to the acrylic tank, and the workpiece is secured over the fixture using magnets. Fixture is shown in Fig. 18.1b. The fixture and magnets were under electrolyte during machining, and it gets oxidized and corroded (Fig. 18.1c) over the period of use. Hence, both the fixture and magnets have to be replaced at regular intervals.

a Tool and ECMM fixture arrangement. b ECMM fixture. c Corroded ECMM fixture after certain period of use
2 Fixture Design—Iteration 1
With an objective to replace the existing metal fixture with polymer (ABS), it was redesigned and fabricated using in-house FDM machine. ABS material was chosen as the temperature, and pressure exerted on the fixture was negligible. It was decided to carry over the same design concept as the existing fixture. However, holes are provided on the new design (iteration 1) to clamp the fixture with the bottom of the tank. Since ABS material does not possess magnetic property, a provision was given to attach four magnets permanently to the fixture using epoxy glue. The workpiece has to be directly connected to the power supply terminals as the ABS is an insulator.
2.1 Fabrication
The fixture was fabricated with the ABS material with 0.2 mm layer thickness and 100% infill density in Accucraft i250+ FDM machine (Fig. 18.2). The fixture was fabricated with nozzle extrusion temperature of 235 °C in the horizontal orientation (XY plane) without any support structure. After fabrication, magnets were attached to fixture permanently, with epoxy glue which takes around 24 h to cure. The magnets get exposed to the electrolyte on use that makes the magnets to get corroded rendering the fixture useless. Figure 18.3 highlights the corroded magnets that are attached to the fixture. To overcome these issues, the fixture has to be redesigned to eliminate the need for magnets which is explained in the next section.

Fixture design iteration 1 fabricated with FDM

Corroded magnets in the fixture after certain period of use
3 Redesigning the Fixture Using Part Consolidation
3.1 Iteration 2—Concept Model
The design iteration 1 is an assembly of one fixture, four magnets. The functionality of each part was evaluated using part consolidation principle. It was observed that fixture can be redesigned to a single part and eliminate the need of magnets.
A concept model was developed with the inspiration of snap joints. To secure the workpiece in position, a cantilever arm was incorporated to the fixture design. Workpiece clamping mechanism of the fixture design iteration 2 is shown in Fig. 18.4. The model consists of a slot to which the workpiece can be inserted when the load is applied at the free end of the lower jaw. The workpiece will get secured as the load at the lower jaw is released.

Schematic representation and work piece clamping mechanism of iteration 2 design
The conceptual design was further developed into a 3D model. Figure 18.5a and b shows the half front and top view of the fixture design iteration 2. There are two lower jaws attached to the cantilever arms that are placed in between three upper jaws to distribute the clamping force symmetrically.

Different views of fixture design iteration 2
3.2 Material Property
Since the material property data was not readily available and the mechanical properties strongly depend on the processing parameters [7, 8], tensile and flexural test were specimens were designed and fabricated with ASTM Standards. The tensile specimens were fabricated by orienting along the X-, Y-, and Z-axes of the machine with 100% infill. The X-axis and Y-axis specimens show the maximum stress of 26 and 31 MPa, respectively, with considerable yield. Tensile modulus was found to be 2320 MPa. Z-axis specimen breaks abruptly at the maximum stress of 19 MPa. The flexural test done on the specimen fabricated with XZ plane shows the flexural strength of 66 MPa. These results conform to the anisotropic behavior of FDM components. Hence, the improper orientation of the part with respect to loading direction could cause catastrophic failure of fabricated parts.
3.3 Design Calculation
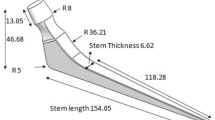
Based on the classical beam theory, the design calculations were made for the individual arm. Each arm is assumed to be a cantilever beam being fixed at one end, and load is applied at another end. The overall length of beam is 26 mm, and the distance of lower jaw from fixed end is 18 mm. The height of the slot to insert workpiece was assumed to be 2 mm, so the lower jaw should have a deflection of at least 2.5 mm to insert the workpiece. The width of each arm was assumed to be 5 mm, and the thickness (t) is calculated at maximum stress (σ) of 44 MPa which have a factor of safety at 1.65 with Eq. 18.1.
Thickness of the arm is given by Eq. 18.1
The concept model was updated with the calculated thickness (t) of 2.3 mm (Fig. 18.6). 3D model is exported into STL file and fabrication time was evaluated for both horizontal and vertical orientations. Sky blue-, dark blue-, and gray-colored lines shown in Fig. 18.7 represent outer shell, infill, and support structure in the tool path, respectively. Horizontal and vertical orientations take 4 h 08 min and 5 h 03 min fabrication time, respectively.

ECMM fixture design iteration 2

Tool path for horizontal and vertical orientation of design iteration 2
4 Iteration 3—Redesigning for FDM Fabrication
When a component is to be fabricated with FDM, the minimum feature size, orientation, loading direction, and support removal play a vital role in the success of functional applications. Various DfAM literature shows redesigning the part to the selected AM technique which enables a better utilization of the process [9]. A pilot study was done on the machine to explore some of the design factors that affect the quality of the prints as they were mostly specific to print parameters and the machine. Minimum wall thickness, hole and pin size, and overhang that can be fabricated without support were found to be 0.8 mm, 3 mm, and 45°, respectively. Iteration 2 is evaluated with these parameters. There are few faces that are in right angle to the build orientation which requires support structures. All the other features satisfy the remaining parameters.
The orientation of the part during fabrication plays a vital role in fabrication time, strength, and support structure generation [5, 10]. Amount of support structures used in fabrication can be directly related to the increases in fabrication time, and the increase in z height will directly increase the fabrication time, whereas for a functional part orientation should be based on the loading direction. The part has to be studied to have a clear knowledge on the loading direction, type of load. So that best orientation can be selected irrespective of fabrication time and support structures [10]. For a feature subjected to a flexural load, best orientation was to keep the flexible member in a way that loading direction does not delaminate the layers. Though the most preferred orientation is to keep the Z height as low as possible and have a larger face at the base, orienting in the horizontal direction as Fig. 18.7a is not suitable as load acting on upper jaw tends to delaminate the layers. Hence, the fixture is oriented vertically in the context of the loading direction as shown in Fig. 18.7b.
Since the machine equipped with a single extruder breakaway type support is used. The support structure will be printed with the same material and it has to be removed manually through mechanical action. Design iteration 2 was evaluated for sufficient gaps that allow tools to remove the support structures generated during vertical orientation. As the vertical orientation of the fixture was selected based on loading conditions, support structures were generated in the gaps between each arm and the fixture base. To reduce support structure, the faces perpendicular to the build direction in the iteration 2 were redesigned with a 45° inclination in iteration 3 design.
Figure 18.8 shows the front and back view of the iteration 3 design highlighted with the faces modified for overhang angle. The fabrication time of iteration 3 design is 4 h 31 min. Toolpath generated and fabricated fixture is shown in Fig. 18.9.

Front and back view of the fixture design-iteration 3

a Tool path for iteration 3. b fabricated fixture-iteration 3
5 Results and Discussion
Design iteration 1 that incorporated the design concept of the existing metal fixture was an assembly of a fixture and 4 magnets using epoxy. However, the fabrication time of iteration 1 fixture is 2 h and 26 min assembling the magnets permanently with epoxy glue took 24 h to cure. Total lead time to get a finished fixture is at least 26 h 26 min. Further, corrosion of the magnets made it unusable after certain period of use.
Iteration 2 design was based on inspiration from snap joints, and the need for the magnets and the problem of corrosion were eliminated. To find the orientation having lesser fabrication time, both horizontal and vertical orientations were compared. The horizontal orientation takes 4 h 8 min while the vertical orientation takes 5 h 03 min to fabricate the same part. Even though the fabrication of vertical orientation is higher than the horizontal orientation, vertical orientation was selected based on loading direction. Total time to get a finished fixture is 5 h 30 min approximately including post-processing time.
In the view of DfAM, design iteration 2 was redesigned based on limiting features of FDM. In the design iteration 3, overhanging faces were replaced to 45° inclined faces. That considerably reduced support structures and fabrication time. The total time to get the finished fixture is approximately 5 h including post-processing time which is the least time as iteration 3 eliminated the assembly process. The comparison of total time to produce the fixture is shown in Table 18.1.
6 Conclusions
The application of FDM made customized fixture for Electro Chemical Micro Machining (ECMM) was demonstrated in this work. A conceptual design was developed based on the part consolidation principles and classical beam theory. Further, the design for additive manufacturing principles (DfAM) was used to evaluate and improve the design to suit the FDM process.
Total production time of iteration 1 took 26 h 26 min including the assembly time of fixture and magnets using epoxy.
Iteration 2 takes 5 h 30 min as total production time that reduced the use of magnets. Redesigning the fixture with DfAM principles reduces the total production time to 5 h.
Though the fabrication of the iteration 1 design with in-house FDM machine reduced the cost and lead time, the application of part consolidation and DfAM principles made the total production of fixture (iteration 3) to further shorten the lead time.
Consideration should be given that the electrolyte does not chemically react with the ABS material.
This demonstrates the advantage of using part consolidation along with DfAM principles to get better economical advantage for the additive manufacturing processes to fabricate customized fixtures.
References
Rosen, G.D., Stucker, B.: Additive Manufacturing Technologies, 2nd edn. Springer, New York, NY (2015)
Schmid, G., Eidenschink, U.: Rapid Manufacturing with FDM in Jig and Fixture Construction, vol. 1, no. 1, p. 8 (2014)
Minetola, P., Iuliano, L.: The reverse guillotine tribometer for evaluation of sliding wear of additive manufactured fixtures. Rapid Prototyp. J. 20(2), 105–114 (2014)
Adam, G.A.O., Zimmer, D.: Design for additive manufacturing—element transitions and aggregated structures. CIRP J. Manuf. Sci. Technol. 7(1), 20–28 (2014)
Leutenecker-Twelsiek, B., Klahn, C., Meboldt, M.: Considering part orientation in design for additive manufacturing. Proc. CIRP 50, 408–413 (2016)
Rajurkar, K.P., Sundaram, M.M., Malshe, A.P.: Review of electrochemical and electrodischarge machining. Proc. Soc. Behav. Sci. 6, 13–26 (2013)
Wittbrodt, B., Pearce, J.M.: The effects of PLA color on material properties of 3-D printed components. Addit. Manuf. 8, 110–116 (2015)
Luzanin, O., Guduric, V., Ristic, I., Muhic, S.: Investigating impact of five build parameters on the maximum flexural force in FDM specimens—a definitive screening design approach. Rapid Prototyp. J. 23(6), 1088–1098 (2017)
Meisel, N., Williams, C.: An investigation of key design for additive manufacturing constraints in multi material three-dimensional printing. J. Mech. Des. 137(11), 111406 (2015)
Sells, E., Bowyer, A.: Design for FDM Rapid Prototyping Manufacture (Basic) (2007)
Acknowledgements
Authors like to acknowledge support from CFR, Anna University, Chennai, under Anna Centenary Research Fellowship (ACRF).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Prithvirajan, R., Mohan kumar, K., Arumaikkannu, G. (2020). Redesigning ECMM Fixture with Part Consolidation and DfAM Principles. In: Shunmugam, M., Kanthababu, M. (eds) Advances in Additive Manufacturing and Joining. Lecture Notes on Multidisciplinary Industrial Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-32-9433-2_18
Download citation
DOI: https://doi.org/10.1007/978-981-32-9433-2_18
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-32-9432-5
Online ISBN: 978-981-32-9433-2
eBook Packages: EngineeringEngineering (R0)