
Abstract
The need of customized products with tight dimensional tolerances, lower production cost and shorter lead times led to the development of additive manufacturing techniques like fused deposition modelling (FDM). The digitally fabricated ABS patterns prepared on FDM needs to be processed by vapour smoothing (VS) in order to reduce the surface roughness. The post-processing of FDM-based patterns/replicas with VS increases their density, which increases heat input and complexities in ash removal during burnout stage from ceramic shell in investment casting (IC). This study highlights the step-by-step procedure for controlling the density of master patterns/replicas after processing with VS for IC applications.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The additive manufacturing techniques have revolutionized the rapid investment casting (IC) process where complicated freeform replicas are directly manufactured from CAD model and are casted within few hours [1]. Traditional IC process has been employed for fabricating highly precise castings with intricate designs, but longer tooling process (using wax patterns) consumes major lead times. With the induction of rapid tooling, IC process has been accelerated and has been widely implemented in industries for ornamental, automotive, aerospace, military, and medical applications [2]. Fused deposition modelling (FDM) utilizes acrylonitrile butadiene styrene (ABS) as part material: a strong, non-toxic, biocompatible and chemical resistant and is replacement for wax patterns [3, 4]. FDM has a vital role among various freeform fabrication techniques due to advantages of easy material change, low maintenance cost, quick production, compact size, low-temperature operation, minimum supervision and tolerances within ± 0.01 mm [5].
In spite of these advantages, the poor surface finish comes out to be major disadvantage which is an inherent defect due to layer-by-layer deposition of semi-molten plastic beads. The peaks and valleys of surface profile of ABS replicas are adopted by ceramic mould and casting during investment casting process [6]. The poor surface finish casting needs post-finishing processes which may induce dimensional variability and restricts its application for medical implants. The minute surface irregularities or dimensional variation in implants may engender pain, discomfort and other post-operative complexities.
Baul and Kumar [7] reviewed various approaches to improve surface finish of FDM-based ABS parts (i.e. post-processing, adaptive slicing, and optimization of FDM parameters, i.e. layer thickness, orientation angle, raster angle). The smaller layer thickness yielded minimum roughness but increased production time and cost. The adaptive slicing strategy requires nozzle with variable tip diameter which adds to equipment cost. Traditional surface finishing have been adopted as post-processing of ABS parts, but mechanical finishing actuated dimensional inaccuracy and edge cutting of small details. Chemical finishing using acetone bath (90% acetone and 10% water) has been reported [5] which proved to be economic and fast for freeform fabricated ABS products. The increase in average weight has been reported with shrinkage in volume due to absorption of chemical by ABS parts. The mechanical testing of chemically finished ABS parts showed lower tensile strength, greater ductility and increased flexural strength [4, 5].
In vapour smoothing (VS), the dedicated smoothing and cooling chambers treat the parts under controlled manner. The penetration of vapours causes temporary surface flattening and reflowing which results in glossy finish with minimum dimensional variation [8].
ABS replicas are finished using aforesaid process for IC applications, but the pilot experiments indicated comparatively higher heat input and burnout temperature as compared to untreated replicas. Generally, ABS replicas are flashed at 1120 °C, but vapour-treated replicas need additional 10 °C for higher density, vapour absorption, or bonding strength [9]. The higher burnout temperature of ABS may create internal cracks in ceramic shell [10] and may also result into problems related to ash removal in IC applications. During heating, the vapours trapped in ABS may cause blow holes on inner surface of ceramic shell which exit with high pressure and velocity [11].
The present study has been focused to investigate the reasons of higher heat consumption and selection of optimum set of parameters to minimize the energy input to achieve ultra smooth surface finish of ABS replicas with minimum hindrance to execute IC process. The various process parameters of combined FDM and VS process have been varied to access their impact on density change. As a practical application for biomedical field, the hip prosthesis has been selected as benchmark.
2 Materials and Methods
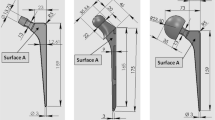
The replica of hip prosthesis has been designed in SolidWorks 2014 and converted into STL format via CatalystEx. FDM apparatus uPrint SE has been selected with ABS-P400 plastic material for fabrication of replicas of hip prostheses. The vapour finishing has been performed by Finishing Touch Smoothing Station supplied by Stratasys, Inc., USA, which has cooling chamber and smoothing chamber (330 × 406 × 508 mm) as shown in Fig. 1.

Specimen of replica of hip prostheses
Initially, the parts are hanged by cotton string in cooling chamber (precooling) for few minutes and thereafter in smoothing chamber for few seconds where parts are vapour-treated at constant temperature (65 °C) by inbuilt heaters [12]. After smoothing, the post-cooling is done for few minutes in cooling chamber at constant temperature (0 °C) which helps in the resettlement of reflowed layers. The smoothing fluid MCC-SSF01P (boiling point 43 °C) supplied by Microcare Corp., USA, is 30% decafluoropentane and 70% trans-dichloroethylene. It readily vaporizes and rises above smoothing chamber and is condensed by cooling coils running above the chambers and recirculated in smoothing chamber. Moreover, the opening and closing of smoothing camber are controlled by pneumatic lid operated by foot switch. The provision of exhaust of vapours to atmosphere has been made in cooling chamber where exhaust fan extracts the vapours from and within surface of parts. The whole precooling–smoothing–post-cooling is repeated till desired finish is achieved.
Based on the reported literature, it has been found that various FDM parameters such as layer thickness, orientation angle, raster angle and density significantly affect the surface finish, strength, raster arrangement of parts, but orientation angle and density has been selected as FDM control parameters for present experimentation. There are four control parameters of vapour smoothing apparatus (as shown in Table 1) as recommended by manufacturer, i.e. precooling time, smoothing time, post-cooling time and number of cycles, and their range has been decided as per operation manual [12].
The fluid pressure, fluid concentration, temperature of heaters and refrigeration system for cooling coils cannot be varied in the set up available and thus kept as fixed parameters. The Taguchi design of experiments approach has been implemented to minimize number of iterations and error keeping limited number of experimental runs, thus saving cost and time. To study impact of six factors, L18 orthogonal array has been formulated where one factor at two levels and five factors at three levels have been tested. The weight of replicas of hip prosthesis has been measured before and after vapour smoothing with Citizen digital weight-measuring machine having least count 0.0001 g and capacity up to 220 g. The density, being ratio of weight and volume, has been calculated by dividing weights of individual replica by constant volume (10.228 cm3). The percentage change in density has been taken as output parameter due to variation in initial weights of replicas manufactured at different densities.
The output is made robust against varying operating and environmental conditions at production stage by maximizing signal-to-noise (S/N) ratio. Thus, best levels of different parameters have been determined to minimize the noise effect. S/N ratios for six factors have been determined by selecting smaller the better characteristic to minimize the change in density. The ANOVA analysis based on S/N ratios has been performed for statistical validation of results and error calculations and to evaluate individual contribution of process parameters using Minitab 17. The signal-to-noise is calculated using the formula:
where y is response.
3 Results and Discussion
The initial and final densities are calculated by dividing weights by part volume which showed varying density of parts manufactured at low, high, and solid density as shown in Table 2.
This is attributed to internal raster arrangements extruded by machine head and gap between consecutive layers. The weight gain has been experienced in ABS patterns after vapour exposure similar to Galantucci et al. [5], where liquid acetone increased weight of test part. The observations of S/N ratios plot (see Fig. 2) reveals major contribution of smoothing time (D), precooling time (E) and number of cycles (F), while other parameters have least contribution for increasing the density (%∆ρ).

S/N ratios plot at for different parameters and levels
The smoothing time exerted maximum impact as larger exposure to vapours increased vapour absorption and bonding strength of internal raster’s which further increased density of parts. The %∆ρ is also controlled by increase in post-cooling time as fan extracts the vapours trapped on and inside surface with an increase in the cooling rate.
Similarly, larger number of cycles involves more vapour exposure (smoothing time) which increased %∆ρ. The same trend has been endorsed by analysis of variance (ANOVA) results for S/N values calculated with 95% confidence level shown in Table 3.
The F0.05(1,6) value from the standard table (critical values of F-distribution at 0.05 significance level) is 5.99, and thus, the parameters having F value more than value are significant, while remaining are insignificant. The orientation angle, initial density and precooling time do not significantly contribute to density change. The optimum combinations of parameters of FDM and VS retrieved from S/N plot are A2B2C2D1E3F1. The regression equation calculated by Minitab 17 software is given as:
For parameters A2B2C2D1E3F1, S/Nopt = 12.892
The corresponding value response (%∆ρ) is calculated using equation:
The percentage change in density predicted at set of optimum parameters is 0.2267%. The results of regression equation has been confirmed by performing the vapour smoothing process again on three test replicas at optimum parameter levels (A2B2C2D1E3F1) which resulted in 0.2288% increase in density. The minimum variation between predicted and confirmatory experiments ensured robustness and consistency in VS process at optimum parameters.
The vapour smoothing process heats the plastic layers (beads), and they partially meltdown to fuse with adjacent layers which increased bonding strength and induced shrinkage. Similar structural changes have been experienced by Ahnet al. [13] when parts are heated at 170 °C to increase optical transmissvity. The time of vapour exposure has major influence on increasing density as heated plastic raster fuse together and air gaps are reduced inside the plastic replicas. The voids in internal surface are considerably reduced as vapour smoothing cycles are repeated. The internal raster arrangements also significantly vary initial densities, and thus parts have different mechanical properties depending upon FDM process parameters [14]. Then parts manufactured at low-density settings saves material cost, fabrication time and energy input [15]. The material reflows and settles to give smooth surface and the surface finish increases with number of cycles. After vapour exposure, ABS parts are cooled which takes out the hot vapours and thus increases cooling rate.
The SEM micrograph (see Fig. 3) depicts surface modification after three vapour smoothing cycles through top and transverse view of upper surface of ABS replicas. An increase in road width can be distinguished in top view due fusion with adjacent roads. The peaks and valleys of surface roughness formed as consequence of layer manufacturing technique are visible in transverse view which is completely smoothed after three smoothing cycles. There has been slight increase in road width (Fig. 3a, b) while considerable reduction in layer height (Fig. 3c, d) when compared before and after three vapour smoothing cycles.

SEM images of top view a before smoothing, b after smoothing and transverse view, c before smoothing, d after smoothing
The material flows from peaks and settles down in valleys under surface tension forces to attain minimum surface area [16]. The selection of optimum parameters for minimum density change helps to reduce burnout complications of replicas and the minimum quantity of vapours in ceramic shell during IC. The results are in line with the observations made by other investigators [17,18,19].
4 Conclusions
Based upon increased weight of FDM replicas after vapour smoothing cycles, the increase in density of parts has been noted which has been greatly influenced by smoothing time and post-cooling time. The post-cooling of parts extracts extra accumulated heat and vapours absorbed within surface which reduced density gain. The parts should have longer cooling time and minimum exposure to vapours to achieve controlled density but the smoothing cycles should be repeated depending upon required level of surface finish. Thus, it is recommended to maintain the minimum gap of 24 h between two consecutive smoothing cycles.
References
Iftikhar A, Khan M, Alam K, Jaffery SHI, Ali L, Ayaz Y, Khan A (2013) Turbine blade manufacturing through rapid tooling process and its quality inspection. Mater Manuf Processes 28:534–538
Pattnaik S, Jha PK, Karunakar DB (2013) A review of rapid prototyping integrated investment casting processes. J Mater Des Appl 228:249–277
Kuram E, Timur G, Ozcelik B, Yilmaz F (2014) Influences of injection conditions on strength properties of recycled and virgin PBT/PC/ABS. Mater Manuf Processes 29:1260–1268
Galantucci LM, Lavecchia F, Percoco G (2010) Quantitative analysis of a chemical treatment to reduce roughness of parts fabricated using fused deposition modeling. CIRP Ann Manuf Technol 59:247–250
Galantucci LM, Lavecchia F, Percoco G (2009) Experimental study aiming to enhance the surface finish of fused deposition modeled parts. CIRP Ann Manuf Technol 58:189–192
Hanus A, Špirutová N, Beňo J (2011) Surface quality of foundry pattern manufactured by FDM method—rapid prototyping. Arch Foundry Eng 11:15–20
Baul GS, Kumar P (2014) Methods to improve surface finish of parts produced by fused deposition modeling. Manuf Sci Technol 2:51–55
Espalin D, Medina,F, Arcaute K, Wicker R, Zinniel B, Hoppe T (2009) Effects of vapour smoothing on ABS part dimensions. In: Proceedings of rapid: conference and exposition 2009, Schaumburg (USA), pp 1–17
Wang S, Miranda AG, Shih C (2010) A Study of investment casting with plastic patterns. Mater Manuf Processes 25:1482–1488
Everhart, WA, Lekakh SN, Richards VL, Smith JD, Li H, Chandrashekhara K, Zhao H, Nam PS(2012) Foam pattern aging and its effect on crack formation in investment casting ceramic shells. In: Proceedings of American Foundry Society (AFS) conference 2012, Schaumburg (USA), pp 1–8
Wang D, He B, Li F, Sun B (2013) Cavity pressure and dimensional accuracy analysis of wax patterns for investment casting. Mater Manuf Processes 28:637–642
Finishing Touch Smoothing Station-Service Manual 2010, Stratasys Ltd, USA
Ahn SH, Lee CS, Jeong W (2004) Development of translucent FDM parts by post-processing. Rapid Prototyp J 10:218–224
Es-Said OS, Foyos J, Noorani R, Mendelson M, Marloth R, Pregger BA (2000) Effect of layer orientation on mechanical properties of rapid prototyped samples. Mater Manuf Processes 15:107–122
Blake P, Fodron E, Koch M, Menon U, Priedeman B, Sharp S (1997) FDM of ABS patterns for investment casting. In: Proceedings of solid freeform fabrication symposium 1997, Austin (USA), pp 195–202
Anthamatten M, Letts SA, Cook RC (2004) Controlling surface roughness in vapour-deposited poly(amic acid) films by solvent-vapour exposure. Langmuir 20:6288–6296
Singh S, Singh R (2016) Experimental investigations for use of nylon-6 industrial waste as FDM feedstock filament for investment casting applications. Indian J Eng Mater Sci 23:181–187
Garg P, Singh R, Ahuja IPS (2017) Multi-objective optimization of dimensional accuracy, surface roughness and hardness of hybrid investment cast components. Rapid Prototyp J 23:845–857
Singh J, Singh R, Singh H (2017) Investigations for improving the surface finish of FDM based ABS replicas by chemical vapor smoothing process: a case study. Assembly Autom 37:13–21
Acknowledgements
The authors would like to thank Manufacturing Research Lab (Department of Production Engineering), Guru Nanak Dev Engineering College, Ludhiana (India) for technical support.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Chohan, J.S., Singh, R. & Boparai, K.S. Post-processing of ABS Replicas with Vapour Smoothing for Investment Casting Applications. Proc. Natl. Acad. Sci., India, Sect. A Phys. Sci. 92, 97–102 (2022). https://doi.org/10.1007/s40010-020-00669-x
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40010-020-00669-x