
Abstract
The influencing parameters like infill density, infill pattern, nozzle temperature and layer height on tensile strength of carbon fiber-reinforced Polylactic Acid (PLA) samples were investigated. PLA along with carbon fiber composite filament is used as a printing material owing to its excellent structural properties. Fused Deposition Modeling (FDM) technique is employed in the present investigation due to its simplicity. Fused Filament Fabrication (FFF) is one of the simplest and most cost-effective printing techniques in the Additive manufacturing process. The different printing parameters are used to develop the tensile samples as per Taguchi’s design of experiments. A L16 orthogonal array was selected from the set of levels and factors in the present investigation. The tensile specimens were printed as per the ASTM D638 testing standard. It has been observed from the results that the most influencing parameter on tensile strength is infill density, and infill pattern layer thickness is having very less influence on tensile strength followed by nozzle temperature. The maximum tensile strength of 61.83 MPa is obtained at a line pattern with 90% of infill density with a layer thickness of 0.05 mm printed with a nozzle temperature of 210 °C.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
In recent years, AM (Additive Manufacturing) technology has been used in many industries especially in the field of medical sector [1]. FDM is considered to be one of the easily accessible and cost-effective methods of 3D printing as compared to stereolithography (SLA) and selective laser sintering (SLS) methods [2]. In the past few years, there is a rapid growth in the 3D printer market due to increased demand for the desktop customized machines [3]. Likewise, the demand for the polymers for printing in the form of filaments is also increased. Different Filament materials like polylactic acid (PLA), polyacrylonitrile butadiene styrene (ABS), Polycarbonate (PC) and Polyetheretherketone (PEEK) are the mainly used filament materials in FDM. Despite this variety, the majority of the applications use PLA material because of its environmental compatibility and biodegradability and also it emits less dangerous ultra-fine particles than ABS [4]. Many research articles report that the parts made by ABS start delaminating during printing. Thus, the parts made by PLA show less shrinkage and no local stresses developed and thereby show good mechanical properties. Tymrak et al. [3] reported that the mean tensile strength of the samples was 28.5 MPa and 56.6 MPa for ABS and PLA, respectively. Normally all desktop-level FDM 3D printers use the filament diameters of 1.75 and 2.85 mm. The printing parameters decide the quality of the product in the FDM method. It is very important to define certain printing parameters to obtain the effective product during the FDM method [5]. The process characteristics decide the mechanical properties of the parts by showing explicit anisotropy due to layer deposition of the fine threads of molten polymer material. In most of the studies, the print orientation and layer thickness were selected as the most influencing parameters.
The development in the additive manufacturing technology is accompanied by filler materials in the thermoplastic filaments. The various filler materials such as short fibers like glass fibers, carbon fibers, carbon nanotubes and natural fibers were reinforced with polymer filaments [6,7,8]. Over the past five years, several companies started to fabricate composite parts commonly known as continuous fiber additive manufacturing (CF-AM) [9], where the continuous fibers are reinforced together in the thermoplastic materials which act as a matrix material. This process shows significant improvement in the mechanical properties of the printed parts [10]. Chacon et al. [11] conducted an extensive mechanical and bending test to access the effect of layer orientation, layer thickness and fiber volume content. Dickson et al. [12] used different types of fibers to understand the effect of reinforcement on tensile and flexural behavior of the 3D printed specimens under different process characteristics. Al Abadi et al. [13] investigated the elastic properties of the composite structures. Three different types of Fiber-reinforced materials were used in the study. They finally concluded that the level of reinforcements and their orientation have a major effect on the structural performance of the composite parts.
The objective of the paper is to study the tensile properties of the carbon fiber-reinforced PLA samples developed by using the FDM process with different print parameters. The tensile strength of the developed samples was tested under a tensile testing machine and the results obtained are discussed in the result section.
2 Experimental Method
The Taguchi Design of Experiment was employed to identify the most influencing parameters and the optimal conditions on the tensile properties [14]. From the literature, the four most influencing factors and four levels were chosen for the current study. The infill pattern, infill density, nozzle temperature and layer thickness are chosen as the common influencing factors. The details of the parameters and the levels are listed in Table 1.
From the above data, the Taguchi L16 orthogonal array was designed by using MINITAB software [15]. All the 16 tensile test specimens were prepared as per the Taguchi design combinations. Total of 16 experiments were carried out with different combinations. The details of the test combinations and the tensile test results were shown in Table 2. All the tensile test specimens were prepared as per the ASTM D-638 standard [16]. The 2D drawing of the test specimen was shown in Fig. 1.

2D CAD model of the tensile test specimen (all dimensions are in mm)
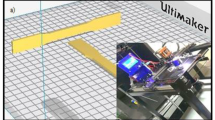
All the tensile test specimens were printed under FDM-based 3D printer (Dreamer). Figure 2a, b shows the printing process of tensile test specimens using the Dreamer printer. Each specimen was printed with different print parameters like infill pattern, infill density, nozzle temperature and layer thickness [15].

a and b Dreamer FDM 3D printer. Tensile test specimen printing process
Once the tensile test specimens were prepared, they were tested under computerized twin screw Universal Testing Machine VFD (Vector Model) as shown in Fig. 3. Figure 4 shows the UTM contains speed variation between 0.5 and 800 mm/min and the maximum load capacity of 700 kg.

The tensile specimens

Computerized tensile testing machine
All the tensile test specimens were tested under UTM and recorded changes in length, cross section area and modulus of elasticity, and the ultimate tensile strength of each specimen was calculated and listed in Table 2. The ANOVA was conducted by taking print parameters as factors and ultimate tensile strength as a response [11].
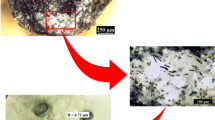
From the test result, it was observed that specimen 12 shows the maximum ultimate tensile strength of 61.83 MPa with 90% infill density, line pattern, 210 °C nozzle temperature and 0.05 mm layer thickness. Specimen 8 shows the next best result of 55.37 MPa of ultimate tensile strength with 90% infill density, triangular pattern with 220 °C of extruder temperature and 0.1 mm of layer thickness. From the results, it was observed that infill density shows a significant influence on the tensile properties of the printed specimens. Also, it was observed from the result that a large increase in the tensile strength when the infill density increases from 70 to 80%. But that trend was not observed in 80 to 90% of infill density models. Also, it was observed that there was a strong adhesive bonding between the layers when printed under optimum extrusion temperature [17]. But when increase in temperature results, the material becomes more brittle and breaks easily. The tensile strength result obtained at 200 °C and at 220 °C can be observed from the result Table 2.

3D printed specimen with exploded view of the surface
3 Results and Discussion
Experimental data were used to analyze the influencing factors on the tensile strength of the developed specimens. ANOVA was used to understand the response of each variable and it was listed in Table 3. The effect plot of each parameter is shown in Fig. 6.

SN ratio plot of different parameters
From Table 3, it was observed that the factors which show more influencing parameter on tensile strength were considered with p values less than 0.05. From the results, the most influencing factor in tensile strength was infill density with 48.20% followed by an infill pattern of 38.51%. Nozzle temperature shows very less influence on tensile strength of 7.75%. Layer thickness shows a very negligible percentage of influence on tensile strength. SN ratio response of each printing parameter and their levels were analyzed by using the “larger is the better” concept. It was observed that the Triangular infill pattern shows a better performance on tensile strength as compared with other patterns. 3D infill shows very less influence on the tensile strength of the specimens. 60% Infill density shows very less effect on tensile strength as compared to 80 and 90%. Nozzle temperature shows very less influence when compared to other parameters. 210 °C showed good results as compared to other sets of temperature. Layer thickness shows a negligible influence on tensile strength, and we can see very less variation in signal-to-noise ratio values. The R square value obtained was above 95% confident level [18].
Table 4 shows the SN ratio response of all parameters along with their levels. From the table, it was observed that the infill density shows the better response among all the other parameters, and it was ranked as one followed by the infill pattern. The infill pattern was ranked second and it shows considerable response on the output of the result. Temperature and Layer thickness show a negligible amount of response on the output, so they ranked as third and fourth. All the responses were recorded by setting Larger is the better option.
3.1 Regression Analysis
The Linear regression model was developed by using Minitab software by considering all the dependent variables. Equation 1 shows the regression equation for the tensile strength. The validation of the regression model developed was done by comparing the regression model results with actual experimental results. The variation of regression results and actual experimental results was shown in Fig. 7. After comparison, it was observed that the nominal error value was obtained and that was well within 5%.

Validation of regression model results versus experimental results
4 Conclusion
Finally, the following conclusions were drawn from the present investigation.
Carbon fiber-reinforced PLA samples were successfully developed by using the FDM technique. The tensile strength of the developed samples is mainly depending on the different print parameters. Infill Density and infill pattern show the majority of the influence on the tensile strength of the developed samples. Nozzle temperature and layer thickness show very less influence on tensile strength. The results obtained by the regression model were successfully correlated with the experimental results. The errors obtained during correlation were less than 5%. So that the model generated and the parameters chosen were more suitable for the current study. The results obtained are taken as a reference, and further studies on the compression and torsion behavior of the printed specimen can be done using other optimization techniques.
Further studies should focus on the tensile and compression strength of different binding particles like graphene particles in the filament and by varying its percentage.
References
Leite M, Fernandes J, Deus AM, Reis L, Vaz MF (2018) Study of the influence of 3D printing parameters on the mechanical properties of PLA. In: 3rd international conference on progress in additive manufacturing
Kuznetsov VE, Solonin AN, Urzhumtsev OD, Schilling R, Tavitov AG (2018) Strength of PLA components fabricated with fused deposition technology using a desktop 3D printer as a function of geometrical parameters of the process. Polymers 10(3):313
Tymrak BM, Kreiger M, Pearce JM (2014) Mechanical properties of components fabricated with open-source 3-D printers under realistic environmental conditions. Mater Des 58:242–246
Stephens B, Azimi P, El Orch Z, Ramos T (2013) Ultrafine particle emissions from desktop 3D printers. Atmos Environ 79:334–339
Wittbrodt B, Pearce JM (2015) The effects of PLA color on material properties of 3-D printed components. Addit Manuf 8:110–116
Ferreira I, Madureira R, Villa S, de Jesus A, Machado M, Alves JL (2020) Machinability of PA12 and short fibre–reinforced PA12 materials produced by fused filament fabrication. Int J Adv Manuf Technol 107(1):885–903
Ivey M, Melenka GW, Carey JP, Ayranci C (2017) Characterizing short-fiber-reinforced composites produced using additive manufacturing. Adv Manuf: Polym Compos Sci 3(3):81–91
Zandi MD, Jerez-Mesa R, Lluma-Fuentes J, Jorba-Peiro J, Travieso-Rodriguez JA (2020) Study of the manufacturing process effects of fused filament fabrication and injection molding on tensile properties of composite PLA-wood parts. Int J Adv Manuf Technol 108:1725–1735
Parmiggiani A, Prato M, Pizzorni M (2021) Effect of the fiber orientation on the tensile and flexural behavior of continuous carbon fiber composites made via fused filament fabrication. Int J Adv Manuf Technol 114(7):2085–2101
Singh S, Ramakrishna S, Berto F (2020) 3D printing of polymer composites: a short review. Mater Des Process Commun 2(2):97–102
Chacón JM, Caminero MA, Núñez PJ, García-Plaza E, García-Moreno I, Reverte JM (2019) Additive manufacturing of continuous fibre reinforced thermoplastic composites using fused deposition modelling: effect of process parameters on mechanical properties. Compos Sci Technol 181:107688
Dickson AN, Barry JN, McDonnell KA, Dowling DP (2017) Fabrication of continuous carbon, glass and Kevlar fibre reinforced polymer composites using additive manufacturing. Addit Manuf 16:146–152
Al Abadi H, Thai HT, Paton-Cole V, Patel VI (2018) Elastic properties of 3D printed fibre-reinforced structures. Compos Struct 193:8–18
Sachit TS, Kumar DV, Keshavamurthy R, Kumar GP (2021) Mechanical and tribological investigation on Al LM4/TiC composite fabricated through bottom pouring method. Mater Today: Proc 43:2909–2914
Sachit TS, Mohan N (2019) Wear rate optimization of tungsten carbide (WC) nano particles reinforced aluminum LM4 alloy composites using Taguchi techniques. Mater Res Express 6(6):066564
ASTM D638 - 14 Standard test method for tensile properties of plastics. https://www.astm.org/Standards/D638. Accessed 11 Aug 2021
Sood AK, Ohdar RK, Mahapatra SS (2012) Experimental investigation and empirical modelling of FDM process for compressive strength improvement. J Adv Res 3(1):81–90
Narayana YV, Reddy NP (2019) Influence of process parameters on tensile strength of additive manufactured PLA parts using Taguchi method. Int J Recent Technol Eng 8(3):7635–7639
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Sachit, T.S., Saini, M.R., Vinaykumar, D. (2023). Effect of Printing Parameters on Tensile Strength of 3D Printed PLA + Carbon Fiber Samples—A Taguchi Approach. In: Hegde, S., Mishra, A., Singh, D.K. (eds) Recent Developments in Mechanics and Design. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-19-4140-5_23
Download citation
DOI: https://doi.org/10.1007/978-981-19-4140-5_23
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-4139-9
Online ISBN: 978-981-19-4140-5
eBook Packages: EngineeringEngineering (R0)