
Abstract
Fused deposition modeling (FDM) in 3D printing is recognized as a viable method for producing polymer and polymer matrix composites with various reinforcements. This research is dedicated to enhancing the strength of polylactic acid (PLA) by incorporating short carbon fibers at a weight ratio of 20% through the chopped fiber technique. The mechanical properties, including tensile strength, flexural strength, and Izod impact strength, were evaluated on specimens fabricated using additive manufacturing techniques. The optimization of these properties was achieved through the Taguchi methodology to improve their performance. This study investigated the influence of 3D printing parameters such as layer height, orientation, printing temperature, air gap, and nozzle material on the mechanical characteristics of the printed composites. The results indicated that significant improvements could be made by carefully selecting specific parameter settings while keeping other variables constant. Notably, the introduction of carbon fibers with dimensions of 8 μm in length and 300 μm in diameter led to a substantial enhancement in tensile strength (61 MPa), flexural strength (70 MPa), and Izod impact resistance (480 J/m). These values represented an approximate 30–40% increase compared to the properties of pure PLA. Furthermore, the study investigated the impact of printing parameters on the mechanical properties of carbon fiber-reinforced PLA composites, highlighting layer height and nozzle material as the most influential parameters based on the evaluation of mechanical properties.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Additive manufacturing (AM) involves the conversion of computer-aided design (CAD)-designed or scanned virtual 3D objects into physical 3D objects by adding layers during the 3D printing process. Unlike subtractive or formative manufacturing methods, AM eliminates the need for time-consuming production of molds or machining, as objects are constructed in a single process step [1]. The process of AM, particularly in 3D printing of polymer composites, provides a solution by combining matrix and reinforcements to create a system with enhanced structural or functional properties that cannot be achieved by any of the constituents alone [2]. Incorporating particle, natural or synthetic fiber, or nano-material reinforcements into polymers, it becomes feasible to manufacture polymer matrix composites with high mechanical performance and excellent functionality [3]. Conventional fabrication techniques for composites, such as molding, casting, and machining, often lead to products with complex geometries through material processes [4]. In contrast, 3D printing allows for the production of complex composite structures without generating typical waste. The size and geometry of composites can be precisely controlled through computer-aided design, enabling a combination of process flexibility and high-performance products in 3D printing of composites. Researchers have been exploring innovative materials, such as synthetic fibers like glass fibers and carbon fibers (short fiber/long fiber) reinforcements, to enhance the strength of materials when combined with thermoplastics like Polypropylene (PP), Thermoplastic urethane (TPU), Polyester, Nylon, among others. For instance, the mechanical performance of alkali-treated 5% NaOH and 10 wt% hemp fiber-reinforced polycarbonate composites surpasses that of traditional materials, providing a viable alternative for structural components [5]. Therefore, eco-friendly and reusable reinforcements like carbon short/ling fiber added to the polymers for the betterment of engineering applications [6, 7]. The increasing use of carbon fiber-reinforced polymer composites in industrial product manufacturing is attributed to their lightweight nature, superior mechanical characteristics, and corrosion resistance. Carbon fiber additive manufacturing has gained attention for its ability to address concerns related to potential wastage and strength associated with traditional polymer composites [8]. Parts produced through this method exhibit properties comparable to other polymer matrix composites, making them attractive for modern industrial applications. In a study of short carbon fiber was added to ABS to examine the mechanical characteristics and found that the carbon fiber improved the strength [9]. The study also investigated the outcome of carbon fiber composites for moving structural parts in multi-axial testing machines. Automobiles made with carbon fiber-reinforced polymer (CFRP) material with PEEK that offers weight reduction and enhanced mechanical performance in various applications through its characterization [10]. The behavior of carbon fiber on mechanical properties at different volume fractions and fiber lengths reinforced in PLA polymer material using Taguchi’s optimization model [11].
The 3D-printed specimens underwent testing to determine their tensile, flexural, and impact strength values by ASTM standards. The objective of the current research is to enhance the mechanical properties, such as tensile strength (TS), tensile modulus (TM), flexural strength (FS), flexural modulus (FM), and Izod impact strength (IM), of carbon-reinforced PLA composite by optimizing printing parameters, including the type of nozzle material. Tensile and flexural samples were fabricated using the FDM method, with variations in printing parameters such as 0.2/0.3/0.4 mm layer height (LH), air gap (AG) of 0.8/0.53/0.4 mm corresponding to 75%, 50%, and 100% infill density, 0°/45°/90° orientation (OR), and temperatures of 2000/2100/2200 (Temp) using Brass (BR)/hardened steel (HS)/Titanium carbide (TiC) nozzles, and tested according to ASTM standards. The utilization of carbon fiber as a reinforcement in polymer composites like PLA (poly-lactic acid) through additive manufacturing has emerged as a significant area of interest in the manufacturing sector, as evidenced by recent literature. The impact of printing parameters on enhancing the material’s mechanical properties was also investigated using Taguchi’s optimization technique.
2 Materials and methods
2.1 3D Printing of composite specimen
The study utilized PLA material reinforced with short carbon fibers at a weight ratio of 20%. The carbon fibers were chopped to a size of 300 μm in length and approximately 8 μm in diameter, as detailed in Table 1. A customized re-rap printer (refer to Fig. 1) with a bed size of 220 × 220 × 300 mm was employed in the fused deposition modeling process to fabricate samples for analysis. Prior research on controlling process parameters and their impact on printability and mechanical properties informed the modifications made to the printer configuration. The specific printing parameters applied in the production of samples for mechanical testing and analysis are outlined in Table 2.

a) Simulation of sample printing with built platform schematic representation b) FDM printer
2.2 Taguchi Model
The Taguchi method is a robust technique that can enhance the quality of manufacturing processes by reducing variation. When implemented in FDM, this method aims to produce high-quality printed items at a minimal cost. By employing orthogonal arrays to systematize process parameters, Taguchi’s optimization strategy significantly influences the experimentation process. In contrast to factorial designs that examine all possible combinations, the Taguchi method evaluates pairs of combinations, offering a more efficient and effective approach to identifying the most influential factors on product quality. The commonly used L27 array, as depicted in Tables 3 and 4, plays a vital role in Taguchi optimization methods to achieve the desired results. The optimization’s objective function is to maximize the S/N ratios related to the larger-the-better criteria throughout the experiments, ultimately enhancing quality and cost-effectiveness in the manufacturing process.
Where, n = Sample Size, and y = Objective function in that run.
2.3 Testing
Tensile, flexural, and impact specimens (refer to Figs. 2 and 3) were manufactured utilizing the Fused Deposition Modeling (FDM) technique by the ASTM-D 638 and D790 standards [10]. The tests were carried out using a universal testing machine (Model: JINAN-100KN) equipped with a 5KN load cell, employing a cross-head speed of 2 mm/min. Furthermore, an impact test was executed following the ASTM D-256 standard. Each experimental run involved testing three specimens, as specified in the L27 design.

a) Tensile specimen b) Flexural specimen c) Impact specimen., used in the test for the mechanical properties

3D printed tensile samples by C-Pla composite
The microstructures of the matrix and carbon fiber reinforcement were examined using an OLYMPUS GX3 digital microscope. An analysis was carried out to assess the tensile, flexural, and Izod impact strength characteristics of a PLA + carbon fiber composite produced under specific conditions. While existing research has predominantly concentrated on the influence of fiber lengths on mechanical properties, there is a necessity for further investigation into the impact of diverse printing parameters. This study aims to deepen our comprehension of the material’s mechanical response by investigating the effects of a 500 μm fiber length on its performance. The experimental findings were obtained through prescribed methodologies and calculations, providing valuable insights for subsequent analysis [12].
3 Results and discussion
The mechanical properties of tensile strength (TS), tensile modulus (TM), flexural strength (FS), flexural modulus (FM), and impact strength (IM) were evaluated on printed specimens produced under various build conditions by ASTM standards. The average values of the mechanical properties from three trials for each specimen are depicted in Fig. 4. Analysis was conducted using Taguchi’s L27 orthogonal array, and the signal-to-noise (S/N) ratios for the aforementioned mechanical properties are presented in Table 5. A larger-is-better S/N ratio suggests that the most crucial property value represents the optimal scenario in the current study. The determination of optimal printing conditions was based on the larger-is-better criterion. By prioritizing the highest strength value and larger-is-better S/N ratio, Table 2 was utilized to identify the optimal combination of build parameters from this experimental design. The printing parameters of layer height (LH) at level 1 (0.2), line width (AG) at level 3 (0.4 mm), infill density (OR) at level 3 (900), printing temperature (Temp) at level 3 (220 °C), and nozzle type (TiC) at level 3 provided the most favorable mechanical properties [13].

Main Effective plots for 300 μm fiber length of all the printing paramters effecting the mechanical properties a) TS(MPa) with the data means b) TM(GPa) with data means c)FS(MPa) with data means d) FM(GPa) with data means e) IM with data means
Furthermore, the Analysis of Variance (ANOVA) was utilized to determine the significance of the build parameter on impact resistance. Table 4 presents the ANOVA results for mechanical properties. A p-value below 0.05 signifies the variable’s significance. In this study, layer height (LH) was found to be significant. Conversely, parameters with p-values exceeding 0.05 are considered insignificant in impact strength. Figure 4 illustrates the mean impact strength graphically, derived from experimental data, showcasing the influence of all five process parameters on mechanical properties [14].
Figure 4 illustrates the parameter levels that yield maximum and minimum experimental values across different tests. Utilizing Taguchi optimization, the S/N ratios for each mechanical property were determined through mechanical testing. The optimal parameter levels for tensile strength, tensile modulus, flexural strength, flexural modulus, and impact strength are summarized below. The experimental outcomes were notably influenced by the printing parameters and the properties of the CFRP composite. The optimal parameter configuration included a layer height of 0.2 mm, an air gap of 0.4 mm, a printing temperature of 900 °C, and a TiC nozzle, as depicted in Fig. 4(a-e). The test results indicated tensile strength of 61 MPa, tensile modulus of 6.9GPa, flexural strength of 70 MPa, flexural modulus of 7.5GPa, and impact strength of 480 J/m.
The utilization of PLA fiber has been shown to have a positive impact on the enhancement of material properties, as evidenced by multiple studies documented in the published literature. Analysis of Table 6 reveals that the discrepancies in optimal values are attributable to the distinct orientations of the samples employed in individual experimental approaches. The study noted that increased values of LH, Temp, and OR had a positive correlation with the tensile strength and impact strength of Carbon fiber reinforced PLA samples, whereas elevated values of LH, Temp, and nozzle (TiC) were found to enhance the flexural strength.
Furthermore, previous research has indicated that a 20% increase in carbon fiber reinforcement yields favorable outcomes on the mechanical characteristics of carbon fiber-reinforced PLA composite materials. This observation aligns with the results acquired in the current investigation. Nevertheless, it should be noted that a higher level of fiber reinforcement may adversely impact the processability of specimens, resulting in porosity and reduced strength [15].
The incorporation of PLA fiber has demonstrated advantageous outcomes on the mechanical characteristics of composite materials. It is crucial to evaluate the advantages and disadvantages of fiber reinforcement during the design and innovation of novel materials. Additional investigation in this domain could enhance the efficacy of utilizing PLA fiber in composite materials, ensuring that the benefits outweigh any potential drawbacks [16].
The layer height in Fused Deposition Modeling (FDM) is a critical factor that influences the quality and durability of 3D printed objects. An optimal layer height of 0.2 mm is recommended due to its ability to facilitate strong adhesion between layers, decrease porosity, and improve the overall structural integrity of the printed item when compared to layer heights of 0.3 mm and 0.4 mm, as illustrated in Fig. 1. Utilizing the appropriate layer height helps reduce gaps in the printed object, resulting in a more robust and aesthetically pleasing final product [17].
In Fig. 5, the depiction of a nozzle print structure includes dimensions of 0.4 mm in diameter and a single strand of 0.2 mm, distributed across three different nozzles made of TiC, hardened steel, and brass materials. The flow characteristics of these materials were analyzed through microscopic observation to comprehend their surface properties. The TiC nozzle material demonstrated superior flow ability, showing minimal void formation during the study, thus emphasizing its efficacy in the printing process [18].

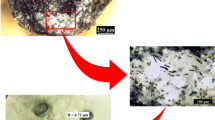
a) Micrograph of pure PLA b) 0.2 mm strand from nozzle c) 200–300 μm length chopped carbon fiber on the printed surface d) layered surface of a printed specimen
The Izod test was performed on specimens [18], where a hammer was applied in opposition to the notch of the specimen to evaluate strength characteristics. It was observed that higher strength values were achieved in the fiber direction, while lower strengths were noted in the transverse direction. Moderate strength levels were attained in the 450 orientations. Temperature was recognized as a crucial factor that impacts the strength and surface finish of printed objects. Maintaining adequate temperature control, with layers adhering to each other through conduction and convection mechanisms, is imperative for achieving optimal strength and a smooth finish in the final product. Porosity levels were found to be higher at lower temperatures (200 °C) compared to higher temperatures (220 °C), suggesting that improved conduction and convection at higher temperatures result in better adhesion between layers, leading to enhanced strength and surface finish.
The phenomenon of internal shrinkage, as illustrated in Fig. 6, leads to an increase in the air gap and has a direct impact on infill density. A comparison between 100% infill density and 50% infill density demonstrates that higher density results in reduced gaps between consecutive layers. The infill density level plays a crucial role in determining the adhesion between layers in the specimen, thereby influencing the overall strength of the printed object. Examination of the contour plots in Figs. 3, 4, and 7 uncovers a complex relationship among various parameters that collectively affect the mechanical properties of the printed objects. This intricate interplay is essential for achieving optimal printability, as evidenced by the presence of darker shades in specific regions of the plots. These darker hues indicate areas where superior properties and characteristics are observed, implying a direct link between adjustments in parameters and the quality of the print [19].

Contour plot of TS(MPa) with printing parameters (a) LH (mm) Vs (b) Nozzle material

Contour plot of FS(MPa) with printing parameters LH (mm) vs. OR(Deg)
The relationship between various parameters in additive manufacturing processes is complex. Variables like layer height, infill density, print speed, and material composition interact to influence the ultimate mechanical properties of a printed item. By analyzing contour plots, we can ascertain the impact of adjustments to these parameters on the overall printing quality and structural soundness of the end product.
Figures 6, 7, and 8 likely present a thorough analysis of the influence of various parameters on mechanical properties explained below in detail. Each graph provides a distinct viewpoint on the effects of specific modifications on the ultimate results, offering valuable insights into the intricate dynamics inherent in the printing process. By thoroughly examining these graphical depictions, researchers can enhance their comprehension of the subtleties associated with optimizing printability. Incorporating dark color shades in the contour plots is a visual indicator for regions where mechanical properties exhibit significant enhancement. This visual representation plays a crucial role in directing researchers toward setups that result in improved print quality and structural strength. Analyzing these dark areas in correlation with parameter values enables the identification of patterns that contribute to the desired mechanical performance outcome [20].

Contour plot of IM(J/M) vs. LH(mm) and AG(mm)
In detail, the analysis of contour plots in Fig. 6 provides insights into the effectiveness of the nozzle in comparison to other parameters influencing the properties of a novel composite material fabricated using Fused Deposition Modeling (FDM). The use of TiC as the nozzle material is correlated with the Layer Height (LH) of 0.2 mm and its impact on the maximum value of Tensile Strength (TS) in Megapascals (MPa). Additionally, Fig. 7 elucidates the influence of printing orientation (OR) on the maximum value of Flexural Strength (FS) at 900, while the minimum FS value is indicated in the color code legend. Figure 8 further elaborates on the aforementioned relationship with mechanical properties. These color-coded representations offer a detailed understanding of the intricate connections between parameters and mechanical properties in additive manufacturing. By utilizing these visual aids and interpreting the darker color shades, researchers can effectively navigate the complexities of parameter optimization with enhanced precision and insight. A thorough comprehension of these interactions can lead to advancements in printability and mechanical performance, fostering ongoing innovation in the field of additive manufacturing [21].
In conclusion, the layer height, material properties, temperature control, infill density, and other critical parameters deliberated in this discussion are crucial in influencing the quality, durability, and overall efficacy of 3D printed objects in FDM. Through a comprehensive comprehension and fine-tuning of these parameters, manufacturers and designers can elevate the dependability and utility of their printed products utilized in medical and aeronautical sectors, thereby guaranteeing compliance with the required specifications and benchmarks.
Figure 9 illustrates the mechanism of layer orientation, emphasizing the significant role of load application along the fiber orientation in the printing process, where the actual printing occurs in the transverse direction. This approach leads to higher strength in the fiber direction compared to the transverse direction, with moderate strength values evident in the 45-degree orientation. The variation in strength values can be attributed to the different failure modes within the lamina; fibers tend to fail longitudinally, while the matrix fails in the transverse direction. This discrepancy in failure modes is not limited to the orientations mentioned, as similar trends can be observed in other orientations as well [22]. The micrographs illustrating the PLA and PLA composite printing process for specimen fabrication are presented in Fig. 5. The samples were printed using a 0.2 mm strand to achieve a layer thickness of 0.2 mm for each successive layer as explained above in discussion.

Infill density or Air gap between the adjacent layers in the Impact strength specimen
The ANOVA analysis presented in Table 5 examines the influence of various printing parameters on the mechanical properties outlined below. The results indicate that LH and Nozzle have a substantial effect on the tensile property, with LH orientation being the most critical parameter for the flexural property. In terms of impact strength, the study identifies LH and airgap as the significant parameters under investigation. Table 6 presents the outcomes of the mechanical properties assessments conducted using the optimal printing parameters of LH: 0.2 mm at level-1; the remaining parameters were set at Level-3 positions to achieve the desired property values.
4 Conclusions
The research examined the integration of carbon fiber with different polymers in additive manufacturing procedures using 3D printers. It emphasized the potential of carbon fiber and its diverse applications in various sectors. The method of layer-by-layer fabrication through fused deposition modeling allows for the rapid creation of complex shapes, with the quality of the final components being affected by specific printing parameters and the type of carbon fiber reinforced PLA employed. The adaptability of carbon fiber, coupled with its wide-ranging applications across multiple industries, highlights its importance. Moreover, the recyclability of carbon fiber reinforced PLA provides additional benefits for prospective use.
-
The Fused Deposition Modeling (FDM) process was effectively utilized to 3D print a composite material consisting of carbon fiber-reinforced Polylactic Acid (PLA) using the L27 orthogonal array. This research aimed to assess the Tensile Strength and Flexural Strength characteristics of the printed material. The study utilized the Taguchi methodology to analyze the outcomes and determine the most suitable process parameters for the printing procedure.
-
The analysis identified that specific conditions, including LH-0.2 mm, OR-900, Temp-2200C, an air gap of 0.4 mm, and the utilization of the TiC4 nozzle, resulted in the highest Tensile Strength and Flexural Strength values of 61 MPa and 70 MPa, respectively, along with an impact strength of 480 J/M. These parameters contributed significantly to the improvement in strength, exhibiting a 30% enhancement compared to values reported in the existing literature on carbon fiber reinforcement with PLA. Furthermore, research has indicated a substantial increase of 30–40% in properties for carbon fiber-reinforced PLA when compared to PLA used independently.
-
The successful integration of the Fused Deposition Modeling (FDM) process, carbon fiber reinforcement, and Taguchi optimization has resulted in the development of high-performance PLA composites with enhanced mechanical properties. The outcomes of this research outcome add to the expanding knowledge in additive manufacturing and composite materials. Additionally, they provide valuable insights for researchers and engineers aiming to improve the mechanical properties of polymer composites for various applications, such as in the dental and automotive industries.
The ongoing pursuit of material innovation is driving further research and development in this field, offering the potential for the development of advanced composite materials with exceptional properties. This, in turn, creates new opportunities for engineering applications in diverse industries with the reused carbon fiber and also carbon fiber reinforced polymer composites.
References
Jayakrishna, M., Vijay, M., Khan, B.: An overview of extensive analysis of 3D Printing Applications in the Manufacturing Sector. J. Eng. 2023, 1–23 (2023)
Iftekar, S.F., Aabid, A., Amir, A., Baig, M.: Advancements and limitations in 3D Printing materials and technologies: A critical review. Polym. (Basel), 15, 11, (2023)
Huang, H., Liu, W., Liu, Z.: Additive manufacturing-inspired approach to re-manufacture fiber reinforced plastic with programmable orientation of recycled carbon fiber. Compos. Commun. 38, 101521 (Feb. 2023)
Ateeq, M., Shafique, M., Azam, A., Rafiq, M.: A review of 3D printing of the recycled carbon fiber reinforced polymer composites: Processing, potential, and perspectives, J. Mater. Res. Technol, vol. 26, pp. 2291–2309, Sep. (2023)
Ceylan, İ., Çakıcı, N., Alp, Aytaç, A.: Sustainable 3D printing with alkali-treated hemp fiber-reinforced polycarbonate composites. Cellulose. 31(7), 4477–4495 (2024)
Mahmood, A., Perveen, F., Chen, S., Akram, T., Irfan, A.: Polymer Composites in 3D/4D Printing: Materials, Advances, and Prospects. Molecules vol.29, no.319.pp.1–32, 2024
Pezzana, L., Wolff, R., Stampfl, J., Liska, R., Sangermano, M.: High temperature vat photopolymerization 3D printing of fully bio-based composites: Green vegetable oil epoxy matrix & bio-derived filler powder, Addit. Manuf, vol. 79, Jan. (2024)
Marabello, G., Borsellino, C., Bella, G.D.: Carbon Fiber 3D Printing: Technologies and Performance—A brief review. Mater. (Basel), 16, 23, (2023)
Lopes, B.J., Roberto, J., Almeida, M.: ScienceDirect Initial development and characterization of carbon fiber reinforced ABS for future Additive Manufacturing applications, Mater. Today Proc, vol. 8, pp. 719–730, (2019)
Rabinowitz, A., DeSantis, P.M., Basgul, C., Spece, H., Kurtz, S.M.: Taguchi optimization of 3D printed short carbon fiber polyetherketoneketone (CFR PEKK). J. Mech. Behav. Biomed. Mater. 145, p105981 (Sep. 2023)
Lokesh, N., Praveena, B.A., Sudheer Reddy, J., Vasu, V.K., Vijaykumar, S.: Evaluation on effect of printing process parameter through Taguchi approach on mechanical properties of 3D printed PLA specimens using FDM at constant printing temperature. Mater. Today Proc. 52, 1288–1293 (2022)
Park, J.W., Shin, J.H., Shim, G.S., Sim, K.B., Jang, S.W., Kim, H.J.: Mechanical strength enhancement of polylactic acid hybrid composites. Polym. (Basel). 11(2), 1–12 (2019)
Kam, M., Ipekçi, A., Şengül: Taguchi optimization of fused deposition modeling process parameters on mechanical characteristics of PLA + _lament material. Sci. Iran. 29(1), 79–89 (2022)
Hikmat, M., Rostam, S., Ahmed, Y.M.: Investigation of tensile property-based Taguchi method of PLA parts fabricated by FDM 3D printing technology. Results Eng. 11, 100264 (2021)
Parandoush, P., Lin, D.: A review on additive manufacturing of polymer-fiber composites. Compos. Struct. 182, 36–53 (2017)
Sharma, K., Kumar, K., Singh, K.R., Rawat, M.S.: Optimization of FDM 3D printing process parameters using Taguchi technique. IOP Conf. Ser. Mater. Sci. Eng. 1168(1), 012022 (2021)
Chohan, J.S., et al.: Optimization of FDM Printing process parameters on Surface Finish, Thickness, and outer dimension with ABS polymer specimens using Taguchi Orthogonal array and genetic algorithms. Math. Probl. Eng. 2022, 1–13 (2022)
Vishal, K., Rajkumar, K., Sabarinathan, P., Dhinakaran, V.: Mechanical and wear characteristics investigation on 3D printed Silicon filled poly (lactic acid) Biopolymer Composite fabricated by fused deposition modeling. Silicon, no. 0123456789, (2022)
Yavas, D., Zhang, Z., Liu, Q., Wu, D.: Fracture behavior of 3D printed carbon fiber-reinforced polymer composites, Compos. Sci. Technol, vol. 208, no. June p. 108741, 2021. (2020)
Van De Werken, N., Tekinalp, H., Khanbolouki, P., Ozcan, S.: Additively manufactured carbon fiber-reinforced composites: State of the art and perspective, Addit. Manuf, vol. 31, no. July p. 100962, 2020. (2019)
Zharylkassyn, B., Perveen, A., Talamona, D.: Effect of process parameters and materials on the dimensional accuracy of FDM parts. Mater. Today Proc. 44, 1307–1311 (2021)
Fallon, J.J., McKnight, S.H., Bortner, M.J.: Highly loaded fiber filled polymers for material extrusion: A review of current understanding, Addit. Manuf, vol. 30, Dec. (2019)
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors have no conflicts of interest to declare. All co-authors have seen and agree with the contents of the manuscript and there is no financial interest to report. We certify that the submission is original work and is not under review at any other publication.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Guduru, K., Setti, S.G. 3D printed carbon fiber reinforced PLA composite using fused deposition modeling by Taguchi’s optimization: influence of printing parameters. Int J Interact Des Manuf (2024). https://doi.org/10.1007/s12008-024-02040-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12008-024-02040-5