
Abstract
Inconel 718 is a hard-to-machine nickel-based alloy used for aerospace component manufacturing. The machining of Inconel 718 causes severe tool failure due to the heat generated by high friction forces. Therefore, cutting tool performance can be optimized by using a suitable cutting fluid. This paper compares the effects of synthetic and oil-based cutting fluids on wear mechanisms and failure modes of the PVD-TiAlN/NbN coated inserts during face milling of Inconel 718. Face milling was conducted by varying cutting speed at constant feed rate, axial and radial depth of cut. Flank wear (VB) was measured before the inserts were examined in SEM and EDX for tool wear mechanisms characterisation. Chipping, built-up edge (BUE) and severe notching were the most dominant failure modes observed in all cutting conditions. Pitting, galling and coat delamination associated with chipping and minor BUE were observed at low cutting speed. At high speed, progressive nose notching was the main cause of tool failure. At low cutting speed, dry cutting produced the longest tool life followed by oil-based and synthetic cutting fluids. At higher cutting speed, synthetic fluid had the longest tool life followed by oil-based cutting fluid and dry cutting. This research provides an insight on the influence of cutting speed to the choice of cutting fluids during machining so that tool wear can be minimized.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Inconel 718 is widely used in the aerospace industry due to their superior mechanical, thermal and corrosive properties. It has exceptional application in jet engines and turbine, which are exposed to high thermal and fatigue stresses. However, it is hard to machine due to high mechanical strength and hardness, formation of highly abrasive carbide particles in the microstructure, high work hardening, low thermal conductivity and strong tendency to weld and form BUE during machining [1].
The main modes of tool failure during milling of Inconel 718 are flank wear chipping, BUE, notching and abrasion. However, most researches seldom considered unprecedented tool failure caused by galling, pitting, flaking and coating delamination. Galling is induced by adhesion and particle diffusion, which often occurs while metal surfaces are in contact or slide against each other, thus, it is a common issue in metal sheet forming industries [2]. Whereas flaking is caused by the high temperature generated at the chip-tool interface [3]. Pitting corrosion leads to small cavities induced by the chemical reaction of the medium environment or workpiece especially those materials that contain aggressive chemical chloride [4]. These tool wear mechanisms and failure modes can be minimised by reducing the heat and friction forces by applying the cutting fluids during the machining process.
The cutting fluid is always considered an important machining element, which helps to improve tool life when cutting hard-to-machine metals. Cutting fluids are applied to minimise heat at relatively high cutting speed and reduce friction at relatively low speed [5]. Cutting fluids can be classified as water-based or oil-based which represent the cooling capability and lubrication properties, respectively [6]. Normally, the water-based fluids are applied for both cooling and lubrication while the oil-based fluids are specifically applied for lubrication. The water-based cutting fluids are more apt to be used in high speed regime while oil-based cutting fluids are more apt to be used in low speed regime [5, 6]. Pereira et al. [7] found out that ECO-350 recycled oil and oleic sunflower oil improved tool life by 30% and 15% respectively compared to commercial canola oil. It was also observed that oil–water emulsion can reduce tool wear more than ethanol [8] because of good combination of cooling and lubrication properties. Sterle et al. [9] discovered that the addition of solid lubricant molybdenum di-sulphide (\({\mathrm{MoS}}_{2}\)) in oil-based coolant enhanced cooling property which gives a better surface finish than normal oil-based coolant.
In recent years, cryogenic cooling method had been used as an alternative cooling technique during machining of Inconel 718. Chaaban et al. [10] observed a higher work hardening on Inconel 718 surface during CO2 cryogenic cooling which increases the friction due to low lubrication. The internal CO2 CryoMQL (minimum quantity lubrication) and external CryoMQL has less cooling property which reduces tool life as compared to conventional oil-based flood coolant [11]. It was observed that cryogenic \({\mathrm{CO}}_{2}\) cooling reduced the cutting force by 23% which minimised notching, flaking and abrasion wear and improved the surface roughness by 88% compared to dry cutting [12]. An alternative to CO2 in cryogenic is LN2. Halim et al. [13] found out that cryogenic \({\mathrm{CO}}_{2}\) has better cooling property which improves tool life more than cryogenic \({\mathrm{LN}}_{2}\) cooling. Zhang et al. [14] discovered that addition of micro-droplets of vegetable oil to cryogenic compressed air increased lubrication and improved tool life by 1.57 times as compared dry cutting.
Beside cryogenic cooling, there are new discoveries of nano-particles which improve the lubrication properties of cutting fluids. The addition of nano-particles improved the cutting fluids by reducing circularity errors, burr heights and thrust force which are common problems experienced in oil-based flood cooling and MQL conditions [15]. Bertolini et al. [16] observed that graphene nano-platelets improved surface roughness and cutting force by 38% and 59%, respectively as compared to oil-based fluids. Marques et al. [17] discovered that the \({\mathrm{MoS}}_{2}\) solid lubricants in LB 2000 oil minimised notching, abrasion, diffusion and chipping wear which increased the tool life by 12% and 46% as compared to dry cutting and pure LB 2000 fluid, respectively.
Although advanced techniques such as nanofluid have shown substantial improvement in lubrication properties, the conventional water-based synthetic and oil-based fluids still offers the best cooling and lubricating properties. Most of the researches focused much on the effect of various cutting fluids on tool wear evolution, cutting forces, and surface roughness. However, the characterisation and identification of wear mechanisms, which influence unprecedented failure modes of tools are equally important in the optimisation of tool life. This research presents the study of the tool wear mechanisms, failure modes and tool life of PVD TiAlN-NbN coated cemented carbide insert under the application of synthetic and oil-based cutting fluids during face milling of Inconel 718. The effect of different cutting speeds on the selection of cutting fluid for CNC milling of Inconel 718 will also be discussed in this research.
2 Methodology
2.1 Materials and Methods
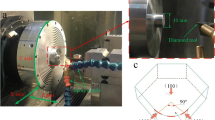
The experiment was carried out on a 14 kW model of DMC 835V-DECKEL MAHO CNC milling machine. Figure 1 shows the CNC milling environment and the equipment used for the experiment. TiAlN-NbN coated cemented carbide inserts with 32 mm diameter face milling cutter were used in this research. The cutter was placed at the centerline of the workpiece and symmetric face milling was chosen as the milling method. The symmetric milling method was more apt to tool wear phenomenon which was dominant of end of tool life instead of tool breakage. The cutting insert had an approach angle of 45°; rake angle of 18°; radial rake angle of 8°. The synthetic cutting fluid consists of 50% water, 20% corrosion Inhibitors, 29% Bio-stable Agents and 1% Biocides. The oil-based cutting fluid consists of 85% mineral oil-15% additives to water ratio of 1–18 to prevent fire risk or creating smoke that will result in an unsafe work environment because pure oil has poor heat dissipating properties which are not suitable for high-speed milling process. The cutting process was performed on \(100 \times 50 \times 25\;{\text{mm}}\) Inconel 718 block. Rough milling was done by removing 1 mm axial depth in all surfaces before commencing the main experiment. The chemical composition of the Inconel 718 and tool properties are shown in Tables 1 and 2. The PVD coated tools were tested at 3 cutting speeds which were 50, 75, 100 m/min. Dry cutting was performed for comparison purpose. The constant feed rate (f) was 0.08 mm/tooth and axial depth of cut (ADOC) was 1 mm.

CNC milling set-up and the characterization equipment
The coated cutting tool inserts were tested at 3 cutting speeds under synthetic, oil-based cutting fluids and dry cutting conditions. The experiments were interrupted at least 5 times during the machining trial to measure the flank wear, chipping and examine other failure modes under stereo microscope.
The worn inserts were collected and characterized thoroughly by an EDX analysis under a scanning electron microscope (SEM). The SEM EDX analysis was performed to study the coating delamination and diffusion of chip material on the cutting edge of the tool. The experiments were terminated when the tool inserts reached the end of tool life. The end of tool life was determined based on the following tool wear criteria [18]: Average flank wear (VB) of any insert reached 0.7 mm (4 cutting inserts per test) or chipping and flaking larger than 0.4 mm occur or maximum flank wear depth reached 1.2 mm and fracture.
3 Results and Discussion
3.1 Effects of Cutting Speed on Tool Wear and Tool Life
The tool wear measurement and dominant wear mechanisms under various cutting speed were observed and measured under the stereo-microscope. The tool life was observed to decrease with an increase in the cutting speed for all the cutting conditions, as shown in Table 3. This was because the temperature increased with cutting speed, which weakens the bonding strength and hardness of the tool coating, eventually facilitating the abrasion and TiAlN-NbN coating delamination. The second reason was due to an increase in dynamic forces and vibration, which facilitate the heavy shock and fatigue to cause severe chipping and notching.
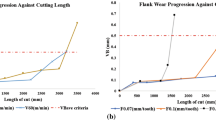
Figure 2 shows the average flank wear measurement taken on 4 inserts of the cutter. The tool life for the dry cutting condition was 47 min, outperforming all cutting fluids at a low cutting speed of 50 m/min. The average flank wear formed slowly in dry cutting (Fig. 2a) than in cutting fluids condition at low speed because of moderate heat, which minimised wear mechanisms like abrasion, oxidation and diffusion. However, dry cutting enhanced thermos-softening of Inconel 718, which significantly reduced the impact of the cutting force and friction to minimise mechanical wear. On the other hand, cyclic thermal shock or rapid variation of cutting temperature caused by cutting fluids hardened the workpiece surface by heat treatment, which increased the friction force, thereby accelerating mechanical failure on the tool’s cutting edge [19]. Thus, the precipitation hardening of Inconel 718, which increased the cutting force accelerated coating delamination, galling, chipping, and flaking. The tool life with oil-based cutting fluids was slightly longer (33 min) than the synthetic cutting fluids (29 min) at a low cutting speed of 50 m/min. This was attributed by lubricating effects of oil-based fluid, which reduced some friction forces to minimise abrasion wear [20]. Therefore, dry cutting was preferable when face milling Inconel 718 at low speed, followed by oil-based and synthetic cutting fluids.

Average flank wear at cutting condition at a V = 50 m/min; b V = 75 m/min, and c V = 100 m/min
At moderate and high cutting speed, the rate of tool wear with dry cutting tremendously decreased (Fig. 2b and c), yielding the shortest tool life at 100 m/min, as shown in Fig. 2c. During dry cutting, the cutting zone experienced high temperature, which caused thermally induced wear mechanisms, such as diffusion, oxidation, plastic deformation, and adhesion wear [21, 22], which significantly increase the unprecedented failure modes like abrasion, chipping, and other stress-related failure modes. It was noted that at high speed regime, heat accumulated at the chip-tool interface region. Under such condition, high cutting forces caused by hardened Inconel 718 surface accelerated some mechanical failure mechanisms like galling wear due to cyclic adhesion. However, the synthetic cutting fluid gave a better performance than oil-based cutting fluid, in terms of minimising flank wear to improve tool life at 75 m/min and 100 m/min, as shown in Table 3. This was attributed to a low penetration rate of oil-based coolant to provide sufficient cooling due to limited wettability, inhibiting heat reduction on the tool-workpiece contact zone. On the other hand, the flood cooling of water-diluted synthetic fluids offered the best wettability, which improves the heat dissipation capability on the shear zone [23], providing better cooling and lubrication effect than oil-based fluids at the highest temperature region [24], while preventing chemical wear using anti-oxidants. Thus, the cooling effect of synthetic fluid reduced the thermally induced failure mechanisms at moderate and high cutting speed [22], thereby minimising progressive chipping, pitting, galling, and coat delamination to improve tool life. Therefore, the tool life at moderate and high cutting speed was more dependent on cooling than lubrication effect of the cutting fluid. Hence, a cutting fluid with a better cooling effect (synthetic) is more suitable for cutting Inconel 718 at a high cutting speed more than 75 m/min.
3.2 Failure Modes and Wear Mechanism Under SEM
To comprehend the development of tool wear mechanism, which influenced the tool life, the rake face and edges of worn tool inserts were examined under the SEM. The wear modes and mechanisms observed include galling, pitting, flaking, coating delamination, progressive and severe chipping. The dominant wear modes/mechanism at various cutting speed under different cutting fluids/dry cutting conditions are shown in Table 4. The dominant wear modes evolved from micro-chipping to severe chipping at highest cutting speed.
At the low cutting speed, the dominant failure modes for all cutting conditions were galling, flaking and coating delamination. Based on Fig. 3a and b, it was observed that the galling and flaking on rake face and cutting edge occurred at low cutting speed. The occurrence of galling failure signified diffusion mechanisms of TiAlN particles to Inconel 718 surface due to high friction at the chip-tool interface region. The localized heat zone at chip-tool interface increased during machining which induces the plasticity of TiAlN coating properties and caused the diffusion of tool material resulting in galling after subsequent cuts [2]. Flaking is caused by the interaction of high thermal and mechanical stress at the chip-tool interface [3]. The sudden impact when the tool penetrated the workpiece removes large fragments of tool material as shown in Fig. 3a.

SEM micrograph of tool wear mechanisms under a synthetic fluid at V = 50 m/min; b oil-based fluid at V = 75 m/min; c synthetic fluid at V = 75 m/min; d EDS of a new insert and e EDS of used insert for synthetic fluid V = 75 m/min
The EDX analysis in Fig. 3d and e extracted the chip-tool interface region to determine the coating delamination and chip adhesion phenomenon. Based on the comparison between Fig. 3d and e, a large amount of tungsten (W) was detected which initially settled under the TiAlN coating layer. This implied that the coating layer was peeled off to expose W from the substrate. The TiAlN-NbN coating gets peeled together with the welded chips as they get removed when the tool insert re-enters or exits the workpiece. Besides, the EDX analysis, Fig. 3e also showed that the presence of Nickel (Ni) was found in the rake face of the coated tool. This suggested that the chip adhesion phenomenon happened at the rake face which is caused by the diffusion of chip material at high temperature and friction in the contact zone.
Pitting corrosion existed in oil-based and synthetic cutting fluids at 75 m/min as shown in Table 4. The pitting mark under synthetic fluid at 75 m/min is shown in Fig. 3c. The occurrence of pitting was due to the chemical reaction between the environment and tool material. As the presence of chemical composition in both cutting fluids, it damaged the passive film at the high-temperature chip-tool interface during machining which eventually led to the pitting wear mode [4].
As the cutting speed increased, the wear region grows from microscale tool wear to progressive chipping which evolved to severe chipping and resulted in tool breakage as shown in Fig. 4a and b. At the high cutting speed of 100 m/min, severe chipping occurred in oil-based cutting fluids and dry cutting condition which progressed to tool fracture by nose notching. This was attributed to high thermal and mechanical stresses caused by high temperature due to poor cooling capability of oil-based cutting fluid and dry cutting condition. Therefore, the cutting at higher speed makes the tool inserts disposed to chipping and plastic deformation. As the chipping progresses, the original edge-sharpness is altered by increasing the nose radius, thus, resulting in high-stress concentration region at the sharp section which leads to high deformation, crack initiation and propagation, and accelerated fracture [19].

SEM images of progressive chipping and severe chipping under a dry cutting condition at V = 75 m/min and b oil-based fluid at V = 100 m/min, respectively
4 Conclusions
The effect of cutting speed and performance of synthetic, oil-based cutting fluids, and dry cutting condition on wear characteristics of a TiAlN coated cemented carbide insert was investigated when face milling Inconel 718. The tool life reduced with increase in cutting speed for all cutting fluids/dry cutting tested. The dry cutting gave a better tool life, followed by the oil-based and synthetic cutting fluids at a low cutting speed of 50 m/min. The synthetic cutting fluid gave a better tool life as the cutting speed was raised, followed by the oil-based fluid and dry cutting. This was due to the high-speed machining prone to better cooling capabilities than lubrication properties. The coated tool in dry cutting gave tool life less than 10 min at a high cutting speed of 100 m/min. The dominant wear modes included galling, pitting, flaking, coating delamination, progressive and severe chipping under the SEM micrographs. The dominant wear modes were growing at higher cutting speed from micro-chipping to severe chipping which resulted in tool breakage by severe nose notching. The research can also be used to optimise the tool life by selecting the best speed and cutting fluids which minimises the failure modes and tool wear mechanisms of TiAlN coated inserts during machining of Inconel 718.
References
Jahanbakhsh M, Akhavan Farid A, Lotfi M (2018) Optimal flank wear in turning of Inconel 625 super-alloy using ceramic tool. Proc Inst Mech Eng Part B J Eng Manuf 232(2):208–216
Gåård A, Krakhmalev PV, Bergström J, Hallbäck N (2007) Galling resistance and wear mechanisms—cold work tool materials sliding against carbon steel sheets. Tribol Lett 26(1):67–72
Ibrahim GA, Che Haron CH, Ghani JA (2016) Tool wear mechanism in continuous cutting of difficult-to-cut material under dry machining. Adv Mater Res 2010(126–128):195–201
Houchuan Y, Zhitong C, ZiTong Z (2015) Influence of cutting speed and tool wear on the surface integrity of the titanium alloy Ti-1023 during milling. Int J Adv Manuf Technol 78(5–8):1113–1126
Milton SC (2005) Metal cutting principles, 2nd edn. Oxford University Press
Sharif MN, Pervaiz S, Deiab I (2017) Potential of alternative lubrication strategies for metal cutting processes: a review. Int J Adv Manuf Technol 89:2447–2479
Pereira O, Martín-Alfonso JE, Rodríguez A, Calleja A, Fernández-Valdivielso A, López de Lacalle LN (2017) Sustainability analysis of lubricant oils for minimum quantity lubrication based on their tribo-rheological performance. J Clean Prod 164:1419–1429
Aslantas K, Çiçek A (2018) The effects of cooling/lubrication techniques on cutting performance in micro-milling of Inconel 718 superalloy. Procedia CIRP [Internet] 77(Hpc):70–73. Available from: https://doi.org/10.1016/j.procir.2018.08.219
Sterle L, Mallipeddi D, Krajnik P, Pušavec F (2020) The influence of single-channel liquid CO2 and MQL delivery on surface integrity in machining of Inconel 718. Procedia CIRP [Internet] 87:164–169. Available from: https://doi.org/10.1016/j.procir.2020.02.032
Chaabani S, Arrazola PJ, Ayed Y, Madariaga A, Tidu A, Germain G (2020) Surface integrity when machining Inconel 718 using conventional lubrication and carbon dioxide coolant. Procedia Manuf [Internet] 47:530–534. Available from: https://doi.org/10.1016/j.promfg.2020.04.150
Pereira O, Urbikain G, Rodríguez A, Fernández-Valdivielso A, Calleja A, Ayesta I et al (2017) Internal cryolubrication approach for Inconel 718 milling. Procedia Manuf [Internet] 13:89–93. Available from: https://doi.org/10.1016/j.promfg.2017.09.013
Musfirah AH, Ghani JA, Haron CHC (2017) Tool wear and surface integrity of Inconel 718 in dry and cryogenic coolant at high cutting speed. Wear 376–377:125–133
Halim NHA, Haron CHC, Ghani JA, Azhar MF (2019) Prediction of cutting force for milling of Inconel 718 under cryogenic condition by response surface methodology. J Mech Eng 16(1):1–16
Zhang S, Li JF, Wang YW (2012) Tool life and cutting forces in end milling Inconel 718 under dry and minimum quantity cooling lubrication cutting conditions. J Clean Prod 32:81–87
Khanafer K, Eltaggaz A, Deiab I, Agarwal H, Abdul-latif A (2020) Toward sustainable micro-drilling of Inconel 718 superalloy using MQL-nanofluid. Int J Adv Manuf Technol 107(7–8):3459–3469
Bertolini R, Gong L, Ghiotti A, Bruschi S (2020) Graphene nanoplatelets-assisted minimum quantity lubrication in turning to enhance Inconel 718 surface integrity. Procedia CIRP [Internet] 87:71–76. Available from: https://doi.org/10.1016/j.procir.2020.02.021
Marques A, Paipa Suarez M, Falco Sales W, Rocha Machado Á (2019) Turning of Inconel 718 with whisker-reinforced ceramic tools applying vegetable-based cutting fluid mixed with solid lubricants by MQL. J Mater Process Technol [Internet] 266:530–543. Available from: https://doi.org/10.1016/j.jmatprotec.2018.11.032
Caldeirani Filho J, Diniz AE (2002) Influence of cutting conditions on tool life, tool wear and surface finish in the face milling process. J Braz Soc Mech Sci [Internet] 24(1):10–14. Available from: http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0100-73862002000100002&lng=en&tlng=en. Cited 19 May 2021
Chetan, Ghosh S, Venkateswara Rao P (2015) Application of sustainable techniques in metal cutting for enhanced machinability: a review. J Clean Prod [Internet] 100:17–34. Available from: https://doi.org/10.1016/j.jclepro.2015.03.039
Nandy AK, Gowrishankar MC, Paul S (2009) Some studies on high-pressure cooling in turning of Ti-6Al-4V. Int J Mach Tools Manuf 49(2):182–198
Zhao H, Barber GC, Zou Q (2002) A study of flank wear in orthogonal cutting with internal cooling. Wear 253(9–10):957–962
Sharma VS, Dogra M, Suri NM (2009) Cooling techniques for improved productivity in turning. Int J Mach Tools Manuf 49:435–453
Sales WF, Diniz AE, Machado ÁR (2001) Application of cutting fluids in machining processes. J Braz Soc Mech Sci [Internet] 23(2):227–240. Available from: http://www.scielo.br/j/jbsms/a/DfB8pRH7pM6LNHtYn8nVxmJ/?lang=en. Cited 19 Aug 2021
Diniz AE, Micaroni R (2007) Influence of the direction and flow rate of the cutting fluid on tool life in turning process of AISI 1045 steel. Int J Mach Tools Manuf 47(2):247–254
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Banda, T., Song, M.S., Farid, A., Lim, C.S. (2022). Investigation of Tool Wear Mechanisms in Face Milling of Inconel 718 with Different Cutting Fluids. In: Abdul Sani, A.S., et al. Enabling Industry 4.0 through Advances in Manufacturing and Materials. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-19-2890-1_4
Download citation
DOI: https://doi.org/10.1007/978-981-19-2890-1_4
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-2889-5
Online ISBN: 978-981-19-2890-1
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)