
Abstract
This paper presents the optimisation of weld bead geometry, through Metal Inert Gas butt-welding. Many failures occur in joints due to the bad quality of welding, influenced by a range of parameters across the welding process. With the rapid advancement of computer and automated technologies, new statistical methods for modelling and optimising have been developed. These have eliminated the need for performing experiments on the basis of conventional trial and error, for performance and quality. Experimental methods were set by selecting process parameters, which include the welding current, arc voltage and welding speed and employing a central composite design of Response Surface Methodology method. These methods were adopted as the statistical design of experimental techniques to analyse the performance of the weld bead geometry, i.e. bead height, bead width and penetration, in order to expound the numerical expression between the welding process parameters and the output variable. The results obtained from developing these models indicate that the model predicts weld bead geometry adequately. The effectiveness of process parameters can be estimated by applying the developed mathematical models to a given bead geometry, indicating the change of parameters influences the bead height and width more significantly than penetration alone.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Welding is known as a fabrication process to joining parts. It is a complex process with successful outcomes dependent on a range of input parameters. However, it is very difficult to obtain relationship between welding quality and process parameters due to the high nonlinearity [1]. Fatigue failures in engineering structures occur predominately at component connections especially welding, due to variable stresses in the material. It is become the largest parts of failure on metallic components and leads to a major threat to many structures [2,3,4]. The result from various discontinuities influence by many factors, hence will affect the quality of welding joint, these characteristics include a lack of penetration at the weld root, undercutting at weld toes, and slag inclusion or gas pores. The rate of energy input will also affect the weldment characteristic, which reduces the welding quality and productivity, whilst increasing the cost of the welding joint [5,6,7,8].
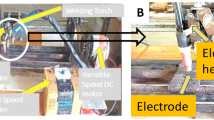
Metal Inert Gas (MIG) is one of the arc welding process types and the most widely used in today’s world. It became an important, easiest and strongest welding techniques used in manufacturing industries, oil and gas industries, and in building construction [9,10,11]. During MIG welding process, the transient heat source is supplied between filler metal and parent metal in a localized fusion zone. This heating melts and solidifies the filler metal and parent metal. The process involves critical parameters or criteria, such as welding speed, current, voltage, nozzle-plate distance, torch angle and the electrode diameter [12].
Rapid development in the advancement of computer and technologies in the manufacturing-based optimisation procedure, i.e. Design of Experiments (DoE), optimisation technique has been significantly exploited to represent and optimise the manufacturing processes to enhance performance, quality and lower costs [13]. Numerous weldment characteristic methods have been studied, leading to research in theoretical developments, statistical analysis and numerous experiments by various researchers [14,15,16,17], with the aim of enhancing productivity, the optimisation of welding parameters must be considered in order to achieve optimal welding quality to predicting weld bead geometry, mechanical properties, and Heat Affected Zones (HAZ) and others [18, 19].
Conventionally, it is time consuming to define suitable weld input parameters when producing a new welded joint product, with required specifications, through trial and error. Fortunately, one of the best-known optimisation techniques of experimental design is the Response Surface Methods (RSM) technique, which aids analysis of experiments with the least experimental effort [20, 21]. RSM is an accepted study method for the collection of mathematical and statistical techniques to facilitate the developing, improving and optimisation of this process. The response of interest is influenced by several variables and the objective is to optimise the variables [22]. At the same time, it is also possible to estimate linear, interaction and quadratic effects of the factors and to develop a prediction model for the response. With these vigorous methods, it is possible to not only cover prediction of the system responses, but also to assist in conducting the analysis of experiments in order to define the optimum quality process of parameter settings with minimised experimental effort [23].
Based on the above overview, the effects of welding parameters through experimental investigations have been discussed in this article, focusing on a weld bead of 3 mm thick hot rolled carbon steel plates JIS G3131. According to the relevant scope of work, the experiments were performed based on the Central Composite Design (CCD) matrix that led to the main objective of this study, i.e. to optimise the process parameters by maximising the aspect ratio of the weld bead under the premise of acceptable weld bead dimensions. Therefore, the limits of welding parameters will also be obtained. RSM was then used to develop mathematical models to predict the relationship between the processing parameters and the weld bead profile. Based on regression models, the optimal welding conditions can be identified, providing valuable guidance for production.
2 Methodology
The welding experimental procedure was designed based on RSM as the statistical DoE technique. The overall experimental methodology process flow of the research work is planned to be carried out as shown in Fig. 1. It was chosen as an effective way to model a quadratic relationship and would reveal good results for identifying the optimal welding conditions. RSM has widely been used to predict the weld-bead properties and to find the optimum responses of interest in many welding processes [24,25,26].

The experimental process flow for the research
The ultimate objective of the RSM method is to establish the optimal operating conditions of experimental requirement. For the analysis, the relevant statistical-based software was then used to create the design matrix and analyse the experimental data.
2.1 Process Selection for RSM Procedure
All the regression model building methods and tools are significant to ensure the adequacy of the model, and therefore it is appropriate in RSM [27]. In order to define limitations of the selected process input welding parameter, three-factor and three levels (33) independent variables of the welding process parameter were identified and evaluated in random design. A pilot experimental test setting, based on the welding standards recommended by the American Welding Society (AWS), and the manuals for MIG welding equipment were consulted. In MIG welding, the variable parameter affecting the weldment quality are welding current (C), welding speed (S) and welding voltage (V) and were run according to CCD. The values of the independent process variable and experimental design levels, with their limits and notations are given in Table 1.
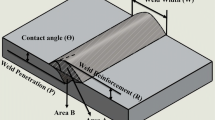
The experimental measured responses are defined as heat input and weld bead geometry, contained weld width, penetration, and weld height. Figure 2 illustrates the criterion of weld bead geometry which normally occurs during the welding process. The welding quality criteria was defined and set as a goal to establish the optimal setting of welding parameters.

Experimental weld bead geometry and illustration of measured responses
The aim of the experiment is to measure the possible reaction and then to generate a design matrix, as shown in Tables 2 and 3, respectively. The total generated design by software can also be defined by a matrix form as Eqs. 1 and 2.
where y is the monitored value of response function, depending upon the levels \(x_{1} ,x_{2} , \ldots ,x_{k}\) of some k quantitative factors of design variable, \(\beta\) is the regression coefficient vector and \(\varepsilon\) is the noise of error in term of monitoring the response. The quadratic response model consists of all the linear terms, square terms and linear interactions.
2.2 Materials and Experimental Work
The material used in this experiment was hot rolled carbon steel plates with the standard serial number of JIS G3131 SPH270C. The inert gas used was carbon dioxide (CO2) and the electrode wire ER70S-6 was selected based on the properties and characteristic of the base material, weld dimension and existing filler wire inventory. The material composition and filler metal are tabulated in Table 4.
Welding assemblies were prepared by the MIG butt joint welding process of a 3 mm thick sheet and was conducted on the two plates with dimensions of 200 × 80 widths respectively. Basic geometry of the specimens was prepared according to the AWS D1.1 standard [28], as illustrated in Fig. 3. The experimental work was carried out using the MIG robot welding procedure and according to the total 20 conditions of design matrix as tabulated in Table 3. These design matrixes were generated by statistical software in a random order. To minimise any systematic error in the experiment, the welded plates were cleaned in order to make sure all solidified molten drops were removed from the intended test surface. To obtain and record an average value of the measured responses of weld bead geometry, at least two transverse sections of the specimen were cut from each respective welded specimen, according to AWS D1.1 standard [28].

The geometry of the tested specimen
The specimen was then grinded to remove the cold work, and cut and polished as per standard metallographic procedures to obtain better edge flatness by silicon carbide abrasive paper of grades 100, 240, 400, 800 and 1200 grit, on a rotating polishing wheel machine. The resulting weld bead geometry profile was attained through the measurement process described in Fig. 2, after cutting and polishing according to the welded specimen perpendicular to the direction of welding process.
3 Preliminary Result
The measures responses result of experiments from every test material are tabulated in Table 5. The RSM was used on the experimental data to obtain the impact of the regression models on the individual model, and to determine the mathematical models with best fits. The associated p-value of less than 0.05, (i.e., α is Equal to 0.05 or 95% confident level) indicates that the model terms can be considered as statistically significant. The coefficients and their lack-of-fit through the step wise regression method were used, which Eliminated the irrelevant model term. The indicated variance Value and the significance of each model terms respectively. The complete model was checked through the verification coefficient (R2) where its value was always in a range of 0–1. This value was defined as the indicator to calculate an optimal choice of the responses. The nearer its value is to 1, the more accurate the developed model is [29].
4 Conclusion
The detailed methodology of the RSM optimisation technique for MIG butt welding of hot rolled carbon steel plates JIS G3131 SPH270C was studied and statistically will be analysed. The purpose of this was to evaluate a combination of optimal parameters with acceptance responses of penetration and weld bead of HAZ. This has important criteria for welded joints through reducing the weld metal consumption by providing deeper penetration and lower bead height and width, where the mechanical metallurgical characteristics of the weld joint is influenced by HAZ sizes. This is therefore expected to minimise HAZ width and depth, which is necessary to avoid drastic micro-structure changes between HAZ and the parent metal.
References
Gao Z, Shao X, Jiang P, Cao L, Zhou Q, Yue C, Liu Y, Wang C (2016) Parameter optimization of hybrid fiber laser-arc butt welding on 316L stainless steel using Kriging model and GA. Opt Laser Technol 83:153–162
Atzori B, Lazzarin P, Meneghetti G, Ricotta M (2009) Fatigue design of complex welded structures. Int J Fatigue 31:59–69
Lazić V, Aleksandrović S, Nikolić R, Prokić-Cvetković R, Popović O, Milosavljević D, Čukić R (2012) Estimates of weldability and selection of the optimal procedure and technology for welding of high strength steels. Procedia Eng 40:310–315
Ramos-Jaime D, Juárez IL, Perez P (2013) Effect of process parameters on robotic gmaw bead area estimation. Procedia Technol 7:398–405
Balasubramanian M (2016) Prediction of optimum weld pool geometry of PCTIG welded titanium alloy using statistical design. Eng Sci Technol Int J 19:15–21
Sharma C, Dwivedi DK, Kumar P (2012) Effect of welding parameters on microstructure and mechanical properties of friction stir welded joints of AA7039 aluminum alloy. Mater Des 36:379–390
Ganjigatti JP, Pratihar DK, Roy Choudhury A (2007) Global versus cluster-wise regression analyses for prediction of bead geometry in MIG welding process. J Mater Process Technol 189:352–366
Ibrahim IA, Mohamat SA, Amir A, Ghalib A (2010) Effect of arc voltage, welding current and welding speed on fatigue life, impact energy and bead penetration of AA6061 joints produced by robotic MIG welding. Indian J Sci Technol 3(2)
Palani PK, Murugan N (2006) Review selection of parameter of pulsed current gas metal arc welding. J Mater Process Technol 172:1–10
Kolahan F, Heidari M (2009) A new approach for predicting and optimizing weld bead geometry in GMAW, vol 59. World Academy of Science, Engineering and Technology
Pal A, Handuja S (2014) The analysis of MIG welding parameters for multi response optimization using Taguchi’s Orthogonal array and Grey relational approach. Int J Adv Res Eng Sci Technol
Asibeluo IS, Emifoniye E (2015) Effect of arc welding current on the mechanical properties of a36 carbon steel weld joints. SSRG Int J Mech Eng 2
Ai Y, Jiang P, Shao X, Wang C, Li P, Mi G, Liu Y, Liu W (2016) A defect-responsive optimization method for the fiber laser butt welding of dissimilar materials. Mater Des 90:669–681
Eltawahni HA, Olabi AG, Benyounis KY (2010) Effect of process parameters and optimization of CO2 laser cutting of ultra high-performance polyethylene. Mater Des 31:4029–4038
Elatharasana G, Kumar VSS (2013) An experimental analysis and optimization of process parameter on friction stir welding of AA 6061-T6 aluminum alloy using RSM. Procedia Eng 64:1227–1234
Khan MMA, Romoli L, Fiaschi M, Dini G, Sarri F (2011) Experimental design approach to the process parameter optimization for laser welding of martensitic stainless steels in a constrained overlap configuration. Opt Laser Technol 43:158–172
Bidi L, Le Masson P, Cicala E, Primault C (2017) Experimental design method to the weld bead geometry optimization for hybrid laser-MAG welding in a narrow chamfer configuration. Opt Laser Technol 89:114–125
Umanath K, Palanikumar K (2015) Influence of process parameter on microstructural characteristics and tensile properties of friction welded ASS304L alloy. Appl Mech Mater 766–767
Palani PK, Murugan N (2007) Optimization of weld bead geometry for stainless steel claddings deposited by FCAW. J Mater Process Technol 190:291–299
Elatharasan G, Kumar VSS (2012) Modelling and optimization of friction stir welding parameters for dissimilar aluminium alloys using RSM. Procedia Eng 38:3477–3481
Ruggiero A, Tricarico L, Olabi AG, Benyounis KY (2011) Weld-bead profile and costs optimisation of the CO2 dissimilar laser welding process of low carbon steel and austenitic steel AISI316. Opt Laser Technol 43:82–90
Acherjee B, Misra D, Bose D, Venkadeshwaran K (2009) Prediction of weld strength and seam width for laser transmission welding of thermoplastic using response surface methodology. Opt Laser Technol 41:956–967
Khataee AR, Fathinia M, Aber S, Zarei M (2010) Optimization of photocatalytic treatment of dye solution on supported TiO2 nanoparticles by central composite design: Intermediate’s identification. J Hazard Mater 181:886–897
Benyounis KY, Olabi AG, Hashmi MSJ (2005) Optimizing the laser-welded butt joints of medium carbon steel using RSM. J Mater Process Technol 164–165:986–989
Panneerselvam K, Lenin K (2015) Parameter’s optimization in FSW of polypropylene based on RSM. Multidiscip Model Mater Struct 11:32–42
Lakshminarayanan AK, Balasubramanian V (2009) Comparison of RSM with ANN in predicting tensile strength of friction stir welded AA7039 aluminium alloy joints. Trans Nonferrous Metals Soc China 19:9–18
Reisgen U, Schleser M, Mokrov O, Ahmed E (2012) Statistical modeling of laser welding of DP/TRIP steel sheets. Opt Laser Technol 44:92–101
Jenney CL, O’Brien A (2001) Welding handbook, 9th edn., vol 1. Welding Science and Technology, American Welding Society (AWS)
Zhao Y, Zhang Y, Hu W, Lai X (2012) Optimization of laser welding thin-gage galvanized steel via response surface methodology. Opt Lasers Eng 50:1267–1273
Acknowledgements
The authors would like to thank the Ministry of Higher Education for providing financial support under Fundamental Research Grant Scheme (FRGS) No. FRGS/1/2019/TK10/UMP/02/10 (University reference RDU1901158) and Universiti Malaysia Pahang for the facilities.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Mohd Said, J., Mohd Turan, F. (2022). Optimising MIG Weld Bead Geometry of Hot Rolled Carbon Steel Using Response Surface Method. In: Abdul Sani, A.S., et al. Enabling Industry 4.0 through Advances in Manufacturing and Materials. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-19-2890-1_18
Download citation
DOI: https://doi.org/10.1007/978-981-19-2890-1_18
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-2889-5
Online ISBN: 978-981-19-2890-1
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)