
Abstract
The quality and load-carrying capacity of weldments mainly depends on selecting suitable levels of input welding parameters. Current research intends to optimize input parameters, viz. current and welding speed, for various weld characteristics like penetration depth, weld width, weld bead hardness, and HAZ hardness for tungsten inert gas welded SS202. Experiments were organized using the response surface methodology’s central composite face-centered design approach. The experimental findings were analyzed using ANOVA, and regression equations were developed for all output parameters. Higher current and slower welding speeds increase penetration depth and weld width, and vice versa. The greatest penetration depth (1.764 mm), minimum weld width (4.097 mm), maximum weld bead hardness (347 Hv), and heat-affected zone hardness (302 Hv) were achieved with the optimized input values of welding current and speed, which were 103 A and 5 mm/sec, respectively. A confirmation test revealed that the predicted values aligned well with experimental results.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Steel is the structural material that is most frequently utilized in a variety of engineering applications. SS202 possesses many advantageous characteristics, such as good formability, moderate tensile strength, resistance to solidification cracking, improved ductility, and excellent weldability arising from adding chromium and nickel with low carbon content [1]. Due to its advantageous cost and desirable properties, SS202 is frequently used to create permanent leak-proof joints for numerous applications in automotive, chemical, food processing, nuclear power plants, tubes for boilers, railway coach building, etc. [2]. Various joining techniques are available for welding different ferrous and non-ferrous materials, such as different-grade steels, aluminum, etc. These techniques include tungsten inert gas (TIG) welding, metal inert gas (MIG) welding, cold metal transfer welding, friction stir welding (FSW), plasma welding, and laser welding etc. [3,4,5,6]. TIG welding is one of the innovative techniques capable of welding thin and thick sheets of various materials, including aluminum, copper, stainless steel, high strength low alloy steels, etc., in similar and dissimilar combinations with or without filler material. It offers superior process control, accuracy, better weld quality, and characteristics at low cost over other techniques like shielded metal arc welding and metal inert gas welding; therefore, it is more frequently used to weld not only SS202 but also other steels [7].
The success of the welding process is attributed to its ability to produce welds of superior quality at a reduced cost, which is, in turn, managed by the optimization of process parameters. Independent parameters dominate weld quality and characteristics, viz., welding current, voltage, welding speed, arc gap, shielding gas type and flow rate, groove geometry, torch angle, wire feed rate, etc. Output parameters like weld bead geometry, electrode melting rate, depth of penetration (DOP), heat affected zone (HAZ) size, base metal melting rate, weld hardness, and tensile strength, etc., all are affected by independent input parameters, therefore, need to be selected and controlled carefully. Statistical optimization approaches such as desirability analysis, grey based Taguchi helps to find out multi-objective optimization accurately; however, artificial intelligence techniques predict outcomes more precisely than traditional methods and can manage numerous parameters simultaneously [8].
Heat input to weld, weld thermal cycle, and peak temperature all are greatly affected by process parameters which in turn are accountable for weld flaws, macrostructure, and microstructure, as well as mechanical (strength, hardness, ductility) and other qualities, all determined by these process parameters [9]. Welding current and speed decide the heat input per unit weld length and peak temperature [10]. A faster welding rate means that welding arch will spend less time at a location, hence less heat input and low peak temperature resulting in a thin and shallow weld bead, i.e., less penetration and reinforcing. Low welding speeds result in high heat input and peak temperature; therefore, wide and thick weld beads with excessive reinforcement. Low current results in a narrow bead with a small depth of penetration and difficulty in initiating the arc. However, excessive current causes a wider, flattened weld bead, greater penetration levels, a larger HAZ, increased angular distortion, and an uneven bead profile [11].
Input parameters, namely welding current, shielding gas and its flow rate, electrode diameter, and groove angle, were planned using the design of an experiment for TIG welding of SS202 for a 6 mm thick plate. Welding current was reported as the most important input parameter influencing tensile strength and weld hardness. Electrode diameter influenced weld tensile strength significantly but didn’t significantly affect the hardness. The weld hardness diminishes significantly when the welding current changes from 160 to 240 A. Moreover, different groove angles, shielding gases, and flow rates do not influence weld tensile strength and hardness. The optimal parameters were 240 A, 14 V, and 25 l/min, resulted in the highest weld hardness at the fusion zone of 297.3 Hv [12]. Welding speed was reported to be a more important parameter than the welding current and filler diameter [13]. Optimal welding parameters, viz. current, welding speed, gas flow rate, and filler rod for single pass butt welding of 4.75 mm thick SS304, were obtained using the Taguchi technique. High heat input at 180 A current deteriorates the grain structure and diminishes the weld hardness to 92 Hv, whereas 150 A gives a maximum hardness of 100 Hv [14]. The welding speed and current had the greatest impact on the tensile strength and hardness of the Al6061/Al5083 TIG welded dissimilar joints. In addition, non-optimal input parameters resulted in low weld hardness and tensile strength due to greater degree of softening and coarsening and larger HAZ, porosity, voids, and other flaws [15]. TIG offered a coarse dendritic grain structure and inferior mechanical properties of AA7039 welds than FSW. Tensile strength, hardness, and ductility were all seriously lower than base metal [16].
DOP can be improved by increasing current and decreasing welding speed and arc gap, resulting in a bigger weld bead and HAZ. Accordingly, the current need to be carefully regulated for each plate thickness and material type [17]. An innovative, effective, low-cost way to raise the DOP with a reduced weld width is to use activated fluxes while welding on the weld surface. Oxide, chloride, and base fluxes are commonly used in TIG welding to enhance weld bead geometry as per material composition. TIG welding with activated fluxes is commonly known as A-TIG and can easily join gauge sections up to 12 mm thick in a single pass [18]. Specifically, reverse Marangoni convection and arc constriction are to blame to yield deep and narrow weld penetration, i.e., thin HAZ. Al2O3, SiO2, TiO2, and their hybrid mixture reasonably enhanced the DOP without increasing weld width while welding SS304 plates of 4 to 8 mm thickness [19]. Compared to other carbonated fluxes used for bead-on-plate welding of 6 mm thick AISI 1018, the borax flux produced a greater depth of penetration and a higher aspect ratio [20]. For dissimilar welding of 3 mm thick plates of SS304 and SS202 without filler material, the use of oxide flux yielded complete weld penetration, while chloride flux did not [21].
According to the literature review, there is insufficient research on multi-response optimization using RSM for TIG-welded SS202, where welding current and speed are the most important determining factors. Therefore, the present research focuses on optimizing input parameters, namely, current and welding speed for bead-on-plate TIG welding of SS202, taking into account multi-response optimization (DOP, weld width, weld bead hardness, and HAZ hardness) utilizing the central composite design (CCD) approach and investigating their influence on weld characteristics like bead profile, weld microstructure, weld size and weld bead hardness and HAZ hardness to enhance weld quality and productivity at low cost.
2 Materials and experimental methods
2.1 Material
Stainless steel SS202 plates with 100 mm × 70 mm × 5 mm dimensions were used as the base metal in the current investigation. SS202’s nominal chemical composition is listed in Table 1. After hand grinding, acetone was used to completely clean the plates’ surfaces to eliminate contaminants like dirt and grease.
2.2 Welding setup
The air-cooled TIG welding machine was used for a bead on plate welding. Argon and thoriated tungsten were employed as shielding gas and electrode for welding, respectively. Many pilot studies were carried out to identify a range of process parameters. During pilot testing, currents less than 80 A did not penetrate, while currents greater than 120 A melted the 5 mm thick plate, resulting in a current range of 80 to 120 A, yielding good welding. C-clamps were used to keep the plates aligned on the welding table and prevent plate distortion due to variations in the cooling rate. A steady supply of industrial argon gas at 13 l/min was used for the experiments.
2.3 Constant feed and arc gap control setup
Maintaining welding speed and arc gap constant is difficult in manual welding and causes variations in heat input and melting rate. Thus, precise control of welding speed and arc gap is essential, to achieve weld with uniform beads and quality. An indigenous setup, as shown in Fig. 1, was created to produce linear autogenous weldments with constant feed and arc gaps.

Setup for (a) Constant feed and arc controller (b) Electrode height and angle controller
This welding setup has a 250 A power source with a variable current setting option. A DC motor with a variable speed control was used to supply variable speeds to the welding torch. As illustrated in Fig. 1a, the variable speed motor powers the chain and sprocket arrangement. It offers variable speed to move the welding torch on the stationary plate of base material according to the need of experimentation. Welding speed was kept constant using a speed controller coupled to a DC motor to ensure a consistent weld bead with high reproducibility. An arc gap of 2 mm was maintained throughout the experimentation using an electrode height adjuster from the workpiece, as illustrated in Fig. 1b.
2.4 Methodology
Pilot trials were first carried out on base metal to ensure defect-free bead-on-plate welds of 70 mm length utilizing selected input parameters. Following these tests, it was determined to maintain fixed values for shielding gas type, gas flow rate, arc gap, and electrode diameter, as shown in Table 2. The primary experiments were carried out by altering the current and welding speed while holding the other parameters constant. Experiments were conducted according to the CCD approach of RSM, with two variable parameters at three levels (-1, 0, + 1), as listed in Table 3. Nine distinct experiments and four replications of the central value of the input parameters were carried out, comprising a total of 13 experiments. The replication experiments conducted at the center value of the input parameters aid in achieving greater accuracy for the experimental and statistical analysis.
After bead-on-plate welding, the test samples were cut with a hacksaw at a low cutting speed to avoid any change in HAZ. Standard metallography procedures were used to cold mount and polish cut samples (10 mm × 8 mm). The optical microscope was used to study the HAZ width and the evolution of the microstructure resulting from welding. The hardness of various zones of bead on plate welds was tested using a Vicker hardness tester. The input parameter set and corresponding (obtained) response parameters (DOP, weld width, weld bead hardness, and HAZ hardness) are presented in Table 4.
3 Results and discussion
3.1 Microstructure
The microstructure of as received SS202 is displayed in Fig. 2. Grains were equiaxed and aligned to the rolling direction.

Microstructure of base metal SS202
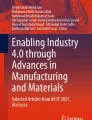
The selected welding parameters resulted in proper weld beads; they were free from any visible welding defects, and zone characteristics to fusion welding are also clearly seen; however, they influenced weld bead shape, DOP, and width, as evidenced from the microstructure shown in Fig. 3. DOP increased as the welding current increased but decreased as the welding speed increased. While increasing welding speed at a constant current causes the weld width to decrease, the opposite is true when increasing the welding current. Lower heat input per unit weld length is achieved with faster welding speeds, limiting weld width and penetration, resulting in a lower DOP than other welds. On the other hand, increased current at constant welding speed increases heat input to weld, resulting in deeper penetration and higher DOP. Faster welding speed and higher welding current limit weld width and improve DOP, resulting in a higher aspect ratio.

Influence of welding parameter on microstructure; welding speed of (a) 3 mm/sec, (b) 4 mm/sec, and (c) 5 mm/sec at a constant current of 100 A and welding current (d) 80 A, (e)100 A and (f) 120 A at a constant welding speed of 5 mm/sec
Variation in bead shape, i.e., DOP and width with process parameters, also affects the microstructure and mechanical properties of the welded materials. Weld width decreases by up to 50% as welding speed increases, as does penetration depth. When increasing the current from 80 to 120 A, the depth of penetration and weld bead width increase, as illustrated in Fig. 3.
3.2 Model development and statistical analysis
Design-Expert Software was used in this work for model development and statistical analysis. Models were selected based on the sum of squares, lack of fit, and model summary statistics. The selected model should maximize adjusted R² and predicted R2 and should have an insignificant lack of fit. So, the linear model was selected for weld width, whereas the quadratic model was selected for the remaining responses. The developed models were analyzed with ANOVA, and their R-Square statistics were determined. The impact of the input process factors at three levels was investigated on each of the four responses using ANOVA tables. The ratio of the mean square value of the model to the mean square value of the residual yields the model’s F value. The significance of the parameters was determined with the help of the P-value. If the P-value is less than 0.05, the input parameter is statistically significant at a 95% confidence level. Otherwise, the term is insignificant and may be removed from the regression model. The R2 score indicates how much of the variability in the data is explained by the ANOVA model [22].
3.2.1 Depth of penetration (DOP)
ANOVA for DOP is presented in Table 5, which shows that the terms A, B, and B² are significant model terms. Also, the P value for the lack of fit is greater than 0.05, hence insignificant. The current contribution dominates with 72.61%, whereas welding speed contributes 16.85% to the DOP. The predicted R² of 0.9186 is in reasonable agreement with the adjusted R² of 0.9687, whereas the adequate precision value of 29.7534 shows an appropriate signal.
Regression model for DOP in terms of current and welding speed is presented by Eq. 1.
A comparison of actual versus values predicted by the regression model is given in Fig. 4a. Variation of DOP with current and welding speed is shown in Fig. 4b. An increase in welding current from 80 to 120 A increased the DOP from 1.22 to 2.48 mm at constant welding speed(s). Similarly, a decrease in welding speed from 5 − 3 mm/s increased the DOP in the range of 1.22–2.48 mm. The DOP has an opposite variation trend with welding current and welding speed. The results are in accordance with the percentage contribution for change in DOP, where welding current had a more dominating effect than welding speed. Higher welding current and lower welding speed cause greater weld heat input, causing enhanced digging action of weld arc force; hence deeper is the penetration depth. The contour plot of DOP is presented in Fig. 4c, which shows the possible combinations of current and welding speed for constant DOP and can be used to determine the possible combinations for a particular value of DOP. Figure 4d shows the interaction effect between parameters and is insignificant except for the curvature effect of welding speed.

Variation of DOP with welding parameters (a) comparison of actual and values predicted values (b) 3D response surface graph showing the variation of DOP with welding current and speed, (c) Contour plot, and (d) interaction plot
3.2.2 Weld width
As demonstrated in Table 6 for the ANOVA of the full quadratic model for weld width, A and B are crucial model terms. Non-significant lack of fit indicates that the model can be fitted. The current contributes 80.67% to weld width, whereas welding speed significantly contributes (12.56%) in total variation.
Adjusted R² of 0.9217 agrees fairly with the Predicted R² of 0.9002, as there is a discrepancy of less than 0.2. The signal-to-noise ratio is measured with sufficient accuracy. It is preferable to have a ratio higher than 4. Precision ratio of 26.3864 suggests that the signal is adequate. Regression model for weld width in terms of current and welding speed is presented in Eq. 2.
A comparison of actual versus values predicted by the regression model is presented in Fig. 5a. Variation of weld width with current and welding speed is shown in Fig. 5b. The change in welding current from 80 to 120 A increased the weld width for all welding speeds, while the change in welding speed from 3 to 5 mm/s decreased the weld width for all welding currents. Thus, weld width also had a similar variation trend with input parameters to that of DOP. The increase in weld width with welding current is due to the spread of the welding arc owing to higher welding heat. Faster welding speed causes lower heat input to weld so as the narrow weld, i.e., small weld width owing to the formation of the small weld pool. Welding current dominates the welding speed governing the weld width as suggested by percentage contribution. The contour plot is shown in Fig. 5c since it is a linear model, so there is no interaction (curvature) effect, as shown in Fig. 5d.

Variation of weld width with welding parameters (a) comparison of actual and values predicted values (b) 3D response surface graph showing the variation of DOP with welding current and speed, (c) Contour plot, and (d) interaction plot
3.2.3 Weld bead hardness
It is evident from Table 7 that A, B, A², and B² are significant model terms. Welding speed (A) has a contribution of 62.03%, whereas welding current (B) has a 10.22% contribution. The percentage contribution of A2 is even more than that of weld current and amounts to 25.52%. B2 was also found to be significant but only contributed to 2.61%. The predicted R² of 0.9105 is in reasonable agreement with the adjusted R² of 0.9738. Adequate precision of 32.7345 indicates an adequate signal.
The regression model for weld bead hardness in terms of current and welding speed is presented in Eq. 3.
Predicted values of weld bead hardness are close to experimental ones, as evident from Fig. 6a. Figure 6b shows the variation of weld bead hardness with current and welding speed. Weld bead hardness first increases to the highest value at the mid-welding current. Further, increasing the welding current beyond mid-value decreases the weld bead hardness noticeably. Conversely, weld bead hardness increases with increased welding speed from 3 to 5 mm/s. From Fig. 6b, it is clear that welding speed has a more dominant influence on weld bead hardness than welding current. As shown in Table 7, welding speed contributes 62.03% to improve the weld bead hardness, whereas welding current only has a small contribution of 10.22%. The welding current governs heat generation while welding speed controls the heat input per unit length of the weld during welding. Faster welding speed and low current result in low heat input to weld, leading to faster cooling rate, low peak temperatures, and duration; hence, the chances of grain coarsening are lesser.
Moreover, the cooling rate also increases when weld heat input is decreased. Thus, owing to faster weld cooling, the extent of coarsening forming finer grains improves weld hardness. On the other hand, a slower weld cooling rate forms large columnar grains with widely spaced dendrites, resulting in lower weld hardness [23, 24]. Figure 6c and d show the contour and interaction plot, respectively.

Variation of weld bead hardness with welding parameters (a) comparison of actual and values predicted values (b) 3D response surface graph showing the variation of DOP with welding current and speed, (c) Contour plot, and (d) interaction plot
3.2.4 HAZ hardness
Table 8 shows that A, B, AB, and A² are significant model terms, and the lack of fit is insignificant. Predicted R² of 0.9297 is in fair agreement with the adjusted R² of 0.9859. Adequate precision measures the signal-to-noise ratio. Current has a 70.77% contribution in increasing the HAZ region’s hardness, whereas welding speed only contributes to 2.13% in determining the HAZ hardness. Regression model in terms of current and welding speed is presented in Eq. 4.
It is evident from Fig. 7a that predicted values are close to experimental ones. The variation of HAZ hardness with current and welding speed is shown in Fig. 7b. HAZ hardness decreases with increased welding current and welding speed owing to coarsening, except for a rise in welding speed from 3 to 5 mm/s at a high-level constant welding current of 120 A. Welding current had a more significant role (70.77%) in controlling the HAZ hardness than welding speed (2.13%). The contour plot for the same is shown in Fig. 7c. The interaction of A (current) and B (welding speed) can be realized from Fig. 7d, which also justifies the higher percentage contribution of AB during ANOVA. It signifies that not only A and B but the interaction of A and B also affects the outcome, i.e., HAZ hardness depends on the current and welding speed levels.

Variation of HAZ hardness with welding parameters (a) comparison of actual and values predicted values (b) 3D response surface graph showing the variation of DOP with welding current and speed, (c) Contour plot, and (d) interaction plot
3.3 Confirmation test
Optimal parameters were determined by keeping input parameters in the prescribed range and maximizing or minimizing output parameters, as shown in Table 9. In the responses, DOP was set as a maximum to achieve maximum weld penetration, whereas weld width was set as a minimum to increase the aspect ratio. Weld bead and HAZ hardness were set to maximum to improve mechanical properties after welding.
Optimal process parameters are highlighted with a desirability of 0.592 in Table 10. The optimal value of input parameters, viz. welding current and welding speed, was ~ 103 A and 5 mm/sec.
The confirmation test was run on the parametric combination chosen from the best set of parameters. Three experimental trials were conducted for the confirmation test, and the average values were compared with the anticipated outcomes. The error percentage represents the discrepancy between the experimental mean and the expected result. Table 11 clarifies that the projected values closely match the experimental findings because the error percentage is so small.
4 Conclusions
Bead-on-plate welding was performed on SS202 plates using the TIG technique. Selected input variables greatly influenced the output variable with varying degrees. Welding current was more (72.61%) dominant in improving DOP than welding speed (16.85%). DOP was discovered to have a direct correlation with welding current and reciprocally with welding speed; higher welding current and slow welding speed result in increased DOP. Weld width had a similar trend of variation with welding current and speed to that of DOP. Faster welding speed and low welding current causes the minimum spread of weld, i.e., narrow weld. Bead hardness had a different trend of variation with welding current and speed and was found first to increase with welding current up to mid-level beyond which it decreases. However, it increases continuously with welding speed. Welding speed was more effective (62.03%) in controlling bead hardness than welding current (10.22%). Increase in welding current and speed are observed to cause a drop in HAZ hardness. Welding current had a more (70.77%) significant role in controlling the HAZ hardness than welding speed (2.13%). The predicted and experimental results are in close agreement with each other, as confirmed by the confirmation experiment.
References
Urde, V.P., Ambade, S.P.: An overview of Welded Low Nickel Chrome-Manganese Austenitic and Ferritic Stainless Steel. J. Mater. Sci. Eng. 05 (2016). https://doi.org/10.4172/2169-0022.1000231
Durgutlu, A.: Experimental investigation of the effect of hydrogen in argon as a shielding gas on TIG welding of austenitic stainless steel. 25, 19–23 (2004). https://doi.org/10.1016/j.matdes.2003.07.004
Mishra, R.R., Tiwari, V.K.: A study of tensile strength of MIG and TIG welded dissimilar joints of mild steel and stainless steel. Int. J. Adv. Mater. Sci. Eng. 3, 23–32 (2014). https://doi.org/10.14810/ijamse.2014.3203
Sharma, C., Upadhyay, V.: Friction stir welding of dissimilar aluminum alloys AA5086 and AA7039. J. Phys. Conf. Ser. 1240 (2019). https://doi.org/10.1088/1742-6596/1240/1/012160
Mishra, R.S., Ma, Z.Y.: Friction stir welding and processing. 50, 1–78 (2005). https://doi.org/10.1016/j.mser.2005.07.001
Sharma, C., Upadhyay, V.: Microstructure and mechanical behavior of similar and dissimilar AA2024 and AA7039 friction stir welds. Eng. Rev. 41, 21–33 (2020). https://doi.org/10.30765/ER.1533
Taiwade, R.V., Patre, S.J., Patil, A.P.: Studies on welding and sensitization of chrome-manganese austenitic stainless steel. Trans. Indian Inst. Met. 64, 513–518 (2011). https://doi.org/10.1007/S12666-011-0077-6
Krishnan, S., Kulkarni, D.V., De, A.: Multipass pulsed current gas metal arc welding of P91 steel. Sci. Technol. Weld. Join. 21, 171–177 (2016). https://doi.org/10.1179/1362171815Y.0000000080
Sambherao, A., Www, W., Sambherao, A.B.: Use of activated flux for increasing penetration in austenitic stainless steel while performing GTAW. Int. J. Emerg. Technol. Adv. Eng Accessed: Jun. 18, 2020. [Online]. Available: (2013). https://www.researchgate.net/publication/271766098
Li, D., Lu, S., Li, D., Li, Y.: Principles giving high penetration under the double shielded TIG process. J. Mater. Sci. Technol. 30, 172–178 (2014). https://doi.org/10.1016/j.jmst.2013.09.002
Wang, L.L., Lu, F.G., Cui, H.C., Tang, X.H.: Investigation on thermal inertia of GMAW-P welding on Al alloy. Sci. Technol. Weld. Join. 20(2), 106–114 (2015). https://doi.org/10.1179/1362171814Y.0000000260
Sharma, N., Abduallah, W.S., Garg, M., Gupta, R.D., Khanna, R., Sharma, R.C.: Optimization of TIG welding parameters for the 202 stainless steel using NSGA-II. J. Eng. Res. 8, 206–221 (2020). https://doi.org/10.36909/JER.V8I4.7071
Gopinath, V., Manojkumar, T., Sirajudeen, I., Yogeshwaran, S., Chandran, V.: Optimization of process parameters in TIG welding of AISI 202 stainless steel using response surface methodology. Int. J. Appl. Eng. Res. 10, 11053–11057 (2015)
Saha, M., Dhami, S.S.: Effect of TIG Welding parameter of Welded Joint of Stainless Steel SS304 by Trends in Mechanical Engineering & Technology Effect of TIG Welding parameter of Welded Joint of Stainless Steel SS304 by TIG Welding. (2019). https://doi.org/10.2139/ssrn.3643709
Verma, V., Singh, A., Pandey, A.K., Sharma, C., Sonia, P., Saxena, K.K.: Experimental investigation of tensile properties and microstructure of TIG welded dissimilar joints of Al6061/Al5083 Aluminium alloy. Indian J. Eng. Mater. Sci. 29, 262–270 (2022). https://doi.org/10.56042/ijems.v29i2.46110
Lakshminarayanan, A.K., Balasubramanian, V., Elangovan, K.: Effect of welding processes on tensile properties of AA6061 aluminium alloy joints. Int. J. Adv. Manuf. Technol. 40, 286–296 (2009). https://doi.org/10.1007/s00170-007-1325-0
Ogedengbe, T.I., Abioye, T.E., Ekpemogu, A.I.: Investigation of mechanical properties and parametric optimization of the dissimilar GTAW of AISI 304 stainless steel and low carbon steel. World J. Eng. 15, 584–591 (2018). https://doi.org/10.1108/WJE-12-2017-0412
Vidyarthy, R.S., Kulkarni, A., Dwivedi, D.K.: Study of microstructure and mechanical property relationships of A-TIG welded P91–316L dissimilar steel joint. Mater. Sci. Eng. A. 695, 249–257 (2017). https://doi.org/10.1016/j.msea.2017.04.038
Babbar, A., Kumar, A., Jain, V., Gupta, D.: Enhancement of activated tungsten inert gas (A-TIG) welding using multi-component TiO2-SiO2-Al2O3 hybrid flux. Meas. J. Int. Meas. Confed. 148 (2019). https://doi.org/10.1016/j.measurement.2019.106912
Baghel, A., Sharma, C., Rathee, S., Srivastava, M.: Influence of activated flux on micro-structural and mechanical properties of AISI 1018 during MIG welding. Mater. Today Proc. 47, 6947–6952 (2020). https://doi.org/10.1016/J.MATPR.2021.05.210
Baghel, A., Sharma, C., Rathee, S., Srivastava, M.: Activated flux TIG welding of dissimilar SS202 and SS304 alloys: Effect of oxide and chloride fluxes on microstructure and mechanical properties of joints. Mater. Today Proc. 47, 7189–7195 (2020). https://doi.org/10.1016/j.matpr.2021.07.199
Kumar, R., Upadhyay, V., Sharma, C.: Modeling and optimization of process parameters for friction stir welding of dissimilar aerospace alloys AA2014 and AA7075. Eng. Rev. 42, 59–78 (2022). https://doi.org/10.30765/ER.1778
Kolhe, K.P., Datta, C.K.: Prediction of microstructure and mechanical properties of multipass SAW. 7, 241–249 (2007). https://doi.org/10.1016/j.jmatprotec.2007.06.066
Khoshroyan, A., Darvazi, A.R.: Effects of welding parameters and welding sequence on residual stress and distortion in Al6061-T6 aluminum alloy for T-shaped welded joint. Trans. Nonferrous Met. Soc. China. 30, 76–89 (2020). https://doi.org/10.1016/S1003-6326(19)65181-2
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Baghel, A., Sharma, C., Singh, M. et al. Modeling and optimization of bead geometry and hardness of bead on plate TIG welds of Stainless Steel SS202. Int J Interact Des Manuf (2023). https://doi.org/10.1007/s12008-023-01439-w
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12008-023-01439-w