
Abstract
Cement in construction has become a vital requirement to build up the buildings, which may increase the expenses in construction. Materials that have the potential to replace cement would be proposing. This study used municipal solid waste incineration bottom ash (MSWIBA) as a partial replacement for cement. MSWIBA used in this study was a by-product from the incineration process and had compound content that was almost the same as cement. The treated bottom ash in the range of 0 to 30% and 10% of untreated bottom ash mixture use in this study. Mechanical and physical properties of concrete analysed with a few tests such as slump test, water absorption test, compressive strength test, heat exposure test and residual strength test after heating has proceeded. The workability of fresh concrete was measured by performing a slump test. Based on the compressive strength result, the 10% substitution of treated bottom ash was achieved the highest strength in testing in 7 and 28 days. Meantime, the control concrete obtained the best thermal insulator because of a smaller number of cracks on the surface of the concrete than that bottom ash concrete surface. After heated, the concrete was tested on compressive strength again to investigate the residual compressive strength. The highest residual surpasses gained by 10% bottom ash (treated) as a partial substitution in cement. Based on the overall test carried out, 10% of bottom ash replacement as cement is the optimum amount of bottom ash required to surpass the strength of the control sample.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
As Malaysia is a developing country, then more construction activities have to develop. Especially residential buildings, public buildings, bridges and lots more. Furthermore, a large amount of cement demand severely increases to fulfil the request from developers. In Malaysia, cement production reached up to 1866 thousand tonnes by July 2020 [1]. Hence cement usages in construction have become a vital requirement to build up the edifice, which may increase the expenses in building construction, the new material proposed to replace cement. The use of bottom ash that relatively inexpensive materials are more environmentally and cheaper. So, Malaysia should find another alternative in reducing the use of cement by using waste products to enhance the workability of a building to ward off any challenges that occur in an uncertain situation.
Economic growth has brought prosperity, population increase, accelerated urbanisation and industrialisation. However, with the rise in population, there has also been a substantial rise in generating solid waste. The amount of waste produced each day in Malaysia is expecting to rise near to 41,035 tonnes by the year 2026 [2]. Besides, without proper management of waste would lead to serious environmental problems. Due to enhancement population, country development and high standard of living. It would affect the rate of municipal solid waste (MSW) in all municipalities in the country. As a result, Malaysia eventually led to environmental problems [3]. Incineration is the most effective in reducing the waste volume by controlled burning of waste at high temperature, sterilises and stabilises and may use as a landfill disposal option [4].
Municipal solid waste incineration will produce two types of ash which are fly ash and bottom ash. Bottom ash is the non-combustible residue of combustion inside a furnace or incinerator. Incinerator ash from the burning of solid waste consists of bottom ash and fly ash which bottom ash is heterogeneous consists of slag, metals, ceramics, glasses and partially other non-combustibles and unburned organic matter [5]. Bottom ash was generally coarse sandy with a range diameter between 0.1 and 100 mm. The incinerator residue consists of 865,944 metric tonnes of bottom ash (about 84.4%) and 160,056 metric tonnes of fly ash (about 15.6%). Bottom ash was classifying as the Si-Al-CA material where it was easy to produce vitrified slag [6]. Thus, this research used bottom ash from MSW as part of substitution in cement as an alternative to reuse the waste products and reduce the cement consumption.
2 Materials and Method
2.1 Material
Typically, bottom ash accounts for 80% of the whole amount of by-products in the incinerator plants. It generally contains coarse particles (0.1–100 mm) of slag, glass, rocks, metals and unburnt organic matters shows below in Fig. 1. The bottom ash was collecting from a municipal solid waste incinerator in Pangkor Island, Perak. MSWIBA then was oven-dried in an oven at a temperature range of 80–110 °C for 24 h until reaching a constant weight. Then MSWIBA was ground to smaller size particles in a size range below 63 microns as fine as cement. After sieved, the MSWIBA was treated by heating the MSWIBA into the furnace for 2 h at 500 °C temperature continuously to remove carbon content. MSWIBA then undergo a few laboratory tests to characterize the properties by carried out the X-ray fluorescence test (XRF) [7].

Samples of Municipal Solid Waste Incineration Bottom Ash (MSWIBA)
2.2 Method
Treated MSWIBA replaced cement in four mix designs 0, 10, 20 and 30% by volume. To test its potential as partial replacement in cement, specimens are required to achieve 20 N/mm2 target characteristics strength. Similar size of mould was used to undergo this experiment which is 100 × 100 × 100 mm cube mould. Standard and calculation mixing had been referred by [8] specification. The mixture was prepared at water-ratio of 0.6. Table 1 shows the proportion concrete mixture design. Each specimen was prepared according to the proportion calculated. From Table 1 below shows the increasing proportion of bottom ash (BA) substitute as a cement calculated in m3 per kg. Fine aggregate and coarse aggregate undergo particle size analysis according to standard. sand with 4.75 mm maximum size was used as fine aggregate, fulfilling the requirements of [9] along with crushed stone of 25 mm maximum size used as coarse aggregate.
Slump test conducted in order of assessing the consistency and workability of the fresh concrete. The test procedures were done based on [10] standard. This test is commonly used in all construction works all over the world. It is useful to detect variation in the uniformity of nominal proportions and specifies procedures to determine the consistency of concrete in which the nominal maximum size of aggregate does not exceed 40 mm. Concrete casted around 24 h before replacing it into the water tank for 7 and 28 days curing period. Water absorption test used to determine the amount of water absorbed into the capillary pores of cement and bottom ash and [11] specification was used to determine the water absorption. Compressive strength is the most important test because it determines the durability of each ratio and compare it with control cube without any replacement of MSWIBA to see the durability differences. Heat exposure tests are being carried out to see how high temperatures affect the behavior of concrete materials and structures. Before heating, the specimens are preload, and the preload is maintained during the heating period. The preload might range from 20 to 40% of the concrete's compressive strength at ambient temperature. Heat is normally increased at a consistent pace until the target temperature is reached. Then the compression test after being exposed to elevated temperature at 800 °C was tested [12].
3 Result and Discussion
3.1 Chemical Composition of Cement and MSWIBA
Table 2 show concentration of chemical composition that present in cement and BA classified through XRF Test. The compound present in both materials is quite similar which is Alumina, Silica, and Iron as major compound while Calcium, Magnesium and Sulphate as minor compound. However, both compound that present contain different concentration unit. The presence of metallic substances Al is one of the largest barrier BA consumption cement caused by the release of hydrogen gas derived from reaction of metal. From the table data below show that BA has higher concentration of Al2O3 than that cement. BA was spotted having 3.6% of Al while cement have only 1.7% of Al in XRF test result. Higher concentration of metallic can gives large development of hydration gas which react at the early hydration process. The strength of concrete will reduce cause of the bubble that was blocked inside the concrete.
3.2 Workability of Fresh Concrete
The workability of fresh concrete was identified by carried out slump test during concrete casting. Compacting become decreased as the percentage displacement decreased. Factors that contributed on this circumstance is water content. Testing mix concrete was done before proceeding the exact amount of water cement ratio to determine the appropriate ratio that satisfy the criteria of true slump. The result of slump test was presented in Fig. 2.

Slump test of concrete
The result shows the workability of concrete obtained by 0% of BA substitution (control sample) which is 30 mm after measurement. Followed by 10% substitution of untreated MSWIBA replacement in concrete, the reading reduces about 2 mm. For the last three sample also presented same reading where the result obtained was 30 mm same as control sample.
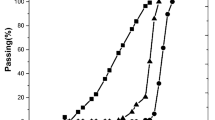
3.3 Water Absorption
Figure 3 show that the average percentage of water absorption of bottom ash concrete with increasing percentage of bottom ash as partial substitution in concrete. Addition of bottom ash in cement has led to the higher demand of water absorbed by the concrete. Higher porosity in concrete may result of higher water absorption because MSWIBA absorb unnecessary water for hydraulic bond.

Water absorption of concrete
3.4 Compressive Strength of Concrete
The results show (Fig. 4) that the strength development patterns of bottom ash concrete at all the levels of cement replacement with bottom ash. At the curing age of 7 days, concrete mixtures containing 10% (untreated) and 10% treated bottom ash as cement has gained 23.40 MPa and 23.88 MPa respectively exceed the compressive strength that achieved 22.84 MPa by the control sample mixtures. However, compressive strength of 20% bottom ash cement has gained 21.33 MPa fail to exceed control sample strength but still surpass the target characteristic strength. At curing age of 28 days, the compressive strength of concrete mixtures containing 10% (untreated) and 10% treated bottom ash as partial replacement of cement has surpassed that of control concrete by 29.4 MPa and 32.21 MPa.

Compressive strength of concrete
The factors responsible for the decrease in compressive strength of bottom ash concrete mixtures for both curing age of 7 days and 28 days was due to the replacement of the stronger material (cement) with the weaker material (bottom ash) and absence of pozzolanic activity by the bottom ash. There is inadequate calcium hydroxide to react with pozzolanic. Other than that, reduction of strength of concrete can happen because pore spaces present in the matrix and because of higher concentration of metallic aluminum in bottom ash. Bubbles that are entrapped inside concrete has result on pore space thus weaken the specimen. Other than that, BA has higher silica content which can increase the hydration product by react with lime to from a better matrix. However, the silica will not be fully used during this process and left in concrete as unusable substances [13].
3.5 Heat Expose at 800 °C Temperature
Heat exposure test aim is to test the sample by heating with predetermined time. The heat exposure test aims to test the sample by heating with a predetermined time. The heat is fixing to have an accurate reading for every time. The heat used is up to 800˚C for every specimen. Then after two hours of heat exposer, the bottom ash concrete shows lots of cracks compared to the control sample. The cracking that occurs on the concrete surface presented in Fig. 5 were scan using light microscopy. The higher the percentage of partial substitution of bottom ash, the more spalling observed on the surface.

Samples of a 20% MSWIBA concrete b 30% MSWIBA concrete
3.6 Residue Compressive Strength
The concrete cube burned in the furnace previously did not impact extreme cracking inside but only shows cracking at the outer side of the concrete. So, compressive strength then was tested again to determine the residual strength on the specimen. The residual strength was present in Fig. 6.

Average residual strength of MSWIBA concrete
Based on the test conducted on every concrete, only 10% bottom ash (treated) concrete exceeding the control sample. The result show Ca(OH)2 was decomposing during the heating range of 400 to 500 ˚C results in weakening the strength of concrete. The bottom ash concrete also shows decreasing strength with the increasing percentage of partial substitution of bottom ash.
4 Conclusion
In conclusion, this study shows the utilizing municipal solid waste incineration bottom ash is suitable as a partial replacement of cement in concrete. The result indicates that MSWIBA concrete from Pangkor Island could use as the partial substitution in cement with the appropriate amount. Based on the results, 10% of bottom ash substitution in cement is the optimum amount to produce higher strength. Compressive strength decreased with the increasing percentage of bottom ash in concrete. Water absorption of bottom ash concrete increased approximately with the increase in cement replacement with bottom ash in concrete. Residual strength after heat exposer also increasing proportionately with percentage with replacement of 10% BA and then slightly decrease after 20% of BA replacement.
References
Trading Economics, Cement Production (2020) Retrieved from https://tradingeconomics.com/country-list/cement-production.
Chua HS, Bashir MJ, Tan KT, Chua HS (2019) A sustainable pyrolysis technology for the treatment of municipal solid waste in Malaysia. AIP Conference Proceedings, 2124(July). https://doi.org/10.1063/1.5117076
Mendes A, Sanjayan J, Collins F (2008) Phase transformations and mechanical strength of OPC/Slag pastes submitted to high temperatures. Mater Struct 41(2):345–350. https://doi.org/10.1617/s11527-007-9247-8
Badgie D, Samah MAA, Manaf LA, Muda AB (2012) Assessment of Municipal Solid Waste Composition in Malaysia: Management, Practice, and Challenges. Pol J Environ Stud 21(3):537–547
Li X, Bertos MF, Hills CD, Carey PJ, Simon S (2007) Accelerated carbonation of municipal solid waste incineration fly ashes. 27(July 2004), 1200–1206. https://doi.org/10.1016/j.wasman.2006.06.011
Chiou I, Wang K, Tsai C (2009) Enhancing performance and durability of slag made from incinerator bottom ash and fly ash. Waste Manage 29(2):501–505. https://doi.org/10.1016/j.wasman.2008.03.014
American Society of Testing and Materials 2013, Method for Determination of Elemental Content of Polyolefins by Wavelength Dispersive X-Ray Fluorescence Spectrometry, ASTM D6247–10 – 2013, retrieved from American Society of Testing and Materials Online.
British Standard 1997, Methods for Specifying Concrete Mixes, BS 55328: Part 2 - 1997, retrieved from British Standard Online
American Society of Testing and Materials 2006, Standard test method for sieve analysis of fine aggregate and coarse aggregate, ASTM C136 – 2006, retrieved from American Society of Testing and Materials Online.
British Standard 1983, Testing Concrete: Method for Determination of Slump, BS 1881: Part 102 - 1983, retrieved from British Standard Online.
British Standard 1983, Method for Determination of Water Absorption, BS 1881: Part 122 - 1983, retrieved from British Standard Online
British Standard Institution. (1983). Method for determination of compressive strength of concrete (BS 1881–116:1983). Retrieved from https://www.azobuild.com/article.aspx?ArticleID=4777
Remya Raju MMP, Aboobacker KA (2014) Strength performance of concrete using bottom ash as fine aggregate. International Journal of Research in Engineering & Technology 2(9):111–122
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Amat, R.C., Ibrahim, N.M., Rahim, N.L., Ismail, K.N., Hamid, A.S.A., Boboc, M. (2022). Influence of Cement Paste Containing Municipal Solid Waste Bottom Ash on the Strength Behavior of Concrete. In: Mohamed Noor, N., Sam, S.T., Abdul Kadir, A. (eds) Proceedings of the 3rd International Conference on Green Environmental Engineering and Technology. Lecture Notes in Civil Engineering, vol 214. Springer, Singapore. https://doi.org/10.1007/978-981-16-7920-9_33
Download citation
DOI: https://doi.org/10.1007/978-981-16-7920-9_33
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-7919-3
Online ISBN: 978-981-16-7920-9
eBook Packages: EngineeringEngineering (R0)