
Abstract
Current research is aggravated as a result of environmental problems in association with the clearance of waste and crisis in the availability of sand. Also, green house emissions from manufacturing of concrete are reduced by partially replacing cement with industrial by-product. Current research evaluates the combined outcome of Alccofine and bottom ash with the part substitution of cement and fine aggregates, respectively, in concrete. An experimental program is formulated in which four different mixtures are prepared containing 0% (MB1 mix), 20% (MB2 mix), 30% (MB3 mix) and 40% (MB4 mix) bottom ash as part substitution of fine aggregates. It was found that both workability and compressive strength dwindled with the raise in substitution level, which reduced much for MB4 mix. Therefore, to evaluate the outcome of Alccofine as a part substitution of cement, MB4 mix was selected. The cement was partially replaced with Alccofine by 5% (MB4A5 mix), 10% (MB4A10 mix), 15% (MB4A15 mix) and 20% (MB4A20 mix) in the mix containing 40% bottom ash as a part substitution of fine aggregates. After analyzing the results, it was concluded that workability and strength, both improved on partially replacing cement with Alccofine up to 15%, after which it decreased. A high strength concrete was developed using Alccofine as a mineral admixture.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Massive quantity of solid waste material is being generated by various industries and clearance of these solid waste material posses a great threat for the surrounding living beings as it leads to the environmental pollution and loss of productivity of the soil (Aggarwal et al. 2007; Sani et al. 2010). Advancement in the construction industry resulted in use of this material and industrial by-products leading to the invention of ‘Green Concrete’ (Arumugam et al. 2011). The main source of fine aggregates is natural river sand. Ban has been imposed on illegal mining activities by many countries which has resulted in non – availability of river sand (Soman et al. 2014). Due to the lack of availability of sand and upliftment in the advancement of infrastructure, it becomes indispensable and more important to discover a new or alternate material for fine aggregates to be used in concrete work.
Bottom ash is an end-product obtained by burning of coal. 20% of the total ash accounts for the coal bottom ash, which is procured from the bottom of power plants (Singh and Siddique 2014). Huge volumes of bottom ash accumulate on the ground and cause various adverse effects on the nature (Maliki et al. 2017). Various researches have been done for successful consumption of fly ash for construction works because of pozzolonic property of the material but very less literature is presented on bottom ash usage. Coal bottom ash and river sand have great similarities to each other in terms of appearance and particle size. Due to these properties and similarities, bottom ash is effectively incorporated in place of fine aggregates in the concrete production (Sivakumar et al. 2015).
Major amount of carbon-dioxide gas is emitted in the production process of cement. This green house gas adversely affects the environment and leads to the global warming. Therefore, it becomes very important to search for a new material or find a replacement for cement in concrete so as to cut the carbon-dioxide emissions in the atmosphere. ALCCOFINE 1203 is a product of new generation, manufactured in India, having ultrafine particles with low calcium silicates. It has discrete characteristics to improve concrete properties in all aspects. Alccofine 1203 is particularly a processed material formed basically on the slag of high glass content which is procured through the procedure of controlled granulation with high reactivity (Hamraj 2014; Kumar et al. 2015). Outcome of usage of Alccofine in concrete is eco-friendly and sustainable concrete production which also leads to the decline in total expenditure of manufacturing of concrete (Reddy and Meena 2017).
In the recent past, a lot many analyses have been conducted on the properties of concrete by using either the Alccofine as a part substitution of cement or Coal bottom ash as part substitution of fine aggregates separately. But current work is planned to assess the concrete containing both Alccofine as a part substitution to cement and Coal bottom ash as part substitution to fine aggregates together involving different combinations.
2 Materials and Methods
2.1 Materials
Adequate quantity of the coarse aggregates, fine aggregates and cement was procured from local market. Ordinary Portland cement (OPC 43 grade) of brand Shree ultra was utilized in this research work, specific gravity of which was 3.13. Coarse aggregate (maximum size 20 mm) was used and fine aggregate was confined to ZONE II. Coal bottom ash was obtained from Guru Gobind Singh Super Thermal Power Plant, Ropar, Punjab, having specific gravity of 1.71. Alccofine bag was acquired from the local dealer. Specific gravity of Alccofine was 2.98. Super plasticizer utilized was Glenium – 51 (modified polycarboxylic ether based).
2.2 Methodology
The study was planned in which four different mixtures were prepared initially containing 0% (MB1 mix of grade M40), 20% (MB2 mix), 30% (MB3 mix) and 40% (MB4 mix) bottom ash as part substitution of fine aggregates. Based upon workability and compressive strength test results, the mix having poor workability and compressive strength was selected. In this selected mix, cement was partly substituted with Alccofine to judge the consequence on concrete properties. Four different combinations of mixtures containing 5, 10, 15 and 20% Alccofine, as a part substitution of cement, were prepared in the mix already containing bottom ash. Slump tests were commenced to check workability and to achieve 100 mm slump value by varying the dosage of super plasticizer. Samples were organized to test for compressive strength and flexural strength respectively. SEM-EDS analysis was conducted on the bottom ash and Alccofine to study the morphology and chemical composition.
3 Mixtures Proportions
Concrete mix of M 40 was designed as per IS 10262:2009 and IS 456:2000. Fine aggregates and cement were partially substituted with bottom ash and Alccofine respectively. Quantity of coarse aggregate was fixed at 1092.61 kg/m3 and 0.38 constant w/c ratio was kept for all the casted samples. Tables 1 and 2 show mixture proportions of various samples casted.
4 Results and Discussions
4.1 Scanning Electron Microscope (SEM)
Analysis reported the morphological characteristics of bottom ash and Alccofine. Angular and irregular shape of bottom ash particles can clearly be observed in Fig. 1 having porous nature of ash particle. Figure 2 depicts the rounded shape of the Alccofine particles. The ultrafine nature of the Alccofine particles can also be seen and compared with the bottom ash particles at 500 magnifications.

Morphology of bottom ash

Morphology of Alccofine
4.2 Energy Dispersive X-Ray Spectroscopy (EDS)
This is a method applied for elemental examination or chemical characterization. EDS analysis was done on bottom ash and Alccofine. The composition of the bottom ash and Alccofine incorporated in present research is described in Tables 3 and 4 respectively.
4.3 Workability
Concrete’s workability has been estimated through slump test. Water quantity was kept constant in all mixtures and the dosage of super plasticizer was varied in every mix to achieve 100 mm slump value. The test result shows the dip in slump value as coal bottom ash is incorporated in place of fine aggregates. The workability greatly dipped for MB4 mix. On the other hand, workability improved with the incorporation of Alccofine in concrete. Workability improved upto 15% substitution of cement with Alccofine and at 20% substitution percentage, the workability again reduced but it was on a higher side as compared to MB4 mix. The maximum workability was achieved for MB4A15 mix. The dosage of super plasticizer required for different concrete mixtures to achieve 100 mm slump value and the variation of slump for different concrete mixtures at 1.2% dosage of super plasticizer is depicted in Tables 5 and 6 respectively (Fig. 3).

Variation of slump for different concrete mixtures at 1.2% dosage of super plasticizer
4.4 Compressive Strength
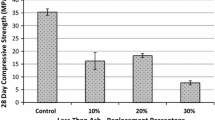
This test was performed on standard cube of dimension 150 × 150 × 150 mm. After 28-days of curing, specimens were tested in 200 tones capacity Compression Testing Machine. 40% substitution of fine aggregate with bottom ash showed the maximum drop in strength. Great improvement in strength was observed after partially replacing cement with Alccofine in concrete. Maximum compressive strength was achieved for MB4A15 mix. Table 7 illustrates the compressive strength test results (Fig. 4).

28-days compressive strength test results for different concrete mixtures
4.5 Flexural Strength
This test was performed on beam specimens as per IS 516:1959 in the flexural strength testing machine. Strength dipped on increasing the substitution level of fine aggregate with bottom ash. But after the incorporation of Alccofine as a replacement to cement, the flexural strength improved for the mix already containing 40% bottom ash as a part substitution of fine aggregates. Maximum flexural strength was achieved for MB4A15 mix. Table 8 represents the flexural strength test results (Fig. 5).

28-days flexural strength test results for different concrete mixtures
5 Conclusion
Concrete mixes containing bottom ash results in the drop off in workability as particles of the bottom ash are porous when compared with the river sand. Bottom ash possesses a complicated irregular texture of particles, therefore inter particle friction is increased, hence workability decreased.
Increase in workability of concrete was observed for 40% bottom ash concrete cubes when cement was partially replaced with Alccofine up to 15%, after which it decreased. Rounded shape of the Alccofine particles along with the water repelling nature of Alccofine due to the presence of glass content results in the increase in workability.
Compressive strength dipped with raise in level of fine aggregate substitution by bottom ash because of the substitution of stronger matter with the weak material and increased porosity of concrete.
Both compressive and flexural strength of concrete mixtures comprising 40% bottom ash as a part substitution of fine aggregate along with the 15% Alccofine as the partial replacement of cement (MB4AL15) surpassed that of controlled concrete (MB1).
Strength and workability of concrete enhanced at all the ages with the incorporation of Alccofine as a part replacement to cement. This is due to the fact that a dense pore structure of concrete is achieved for Alccofine concrete mixtures due to its distinctive chemical chemistry and grain size distribution.
Bottom ash can be effectively used in manufacturing of high strength concrete when used along with Alccofine as a mineral admixture.
References
Aggarwal P, Aggarwal Y, Gupta SM (2007) Effect of bottom ash as replacement of fine aggregates in concrete. Asian J Civ Eng (Build Hous) 8(1):49–62
Arumugam K, Ilangovan R, James D (2011) A study on characterization and use of pond ash as fine aggregate in concrete. Int J Civ Struct Eng 2(2):466–474
Hamraj M (2014) Experimental study on binary blended high strength steel fibre-reinforced concrete using Alccofine as mineral admixture. Int J Sci Eng Technol 2(8):56–62
Kadam MP, Patil YD (2014) The effect of sieved coal bottom ash as a sand substitute on the properties of concrete with percentage variation in cement. Am J Civ Eng Arch 2(5):160–166
Maliki AIF Ahmad, Shahidan S, Ali N, Hannan NIR Ramzi, Zuki SS Mohd, Ibrahim MHW, Azmi MA Mohammad, Rahim M Abdul (2017) Compressive and tensile strength for concrete containing coal bottom ash. IOP Conf Ser Mater Sci Eng 271:1–7
Pyo S, Kim H (2017) Fresh and hardened properties of ultra-high performance concrete incorporating coal bottom ash and slag powder. Constr Build Mater 131:459–466
Rafieizonooz M, Mirza J, Salim MR, Hussin MW, Khankhaje E (2016) Investigation of coal bottom ash and fly ash in concrete as replacement for sand and cement. Constr Build Mater 116:15–24
Sani M, Muftah F, Muda Z (2010) The properties of special concrete using washed bottom ash (WBA) as partial sand replacement. Int J Sustain Constr Eng Technol 1(2):65–76
Singh M, Siddique R (2014) Strength properties and micro-structural properties of concrete containing coal bottom ash as partial replacement of fine aggregate. Constr Build Mater 50:246–256
Sivakumar D, Hemalatha T, Shakthi Sri N, Shobana T, Soundarya C (2015) Durability and mechanical characterization of concrete using Alccofines. Int J Appl Eng Res 10(15):178–182
Kumar SR, Samanta AK, Roy DKS (2015) An experimental study on the mechanical properties of Alccofine based high grade concrete. Int J Multidiscip Res Dev 2(10):218–224
Soman K, Sasi D, Abubaker KA (2014) Strength properties of concrete with partial replacement of sand by bottom ash. Int J Innov Res Adv Eng 1(7):223–227
Reddy AN, Meena T (2017) An experimental investigation on mechanical behaviour of eco-friendly concrete. IOP Conf Ser Mater Sci Eng 263:1–9
Upadhyay SP, Jamnu MA (2015) Effect on compressive strength of high performance concrete incorporating Alccofine and fly ash. Int J Innov Res Dev 3(2):124–128
Acknowledgements
I express my deep gratitude to my guide Dr. Ashutosh Sharma, Assistant Professor, Civil Engineering Department, Lovely Professional University, Phagwara, for providing me stimulating guidance, continuous encouragement and support throughout the research work.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Switzerland AG
About this paper

Cite this paper
Sachdeva, A., Sharma, A. (2019). Utilization of Alccofine and Bottom Ash in Cement Concrete. In: Singh, H., Garg, P., Kaur, I. (eds) Proceedings of the 1st International Conference on Sustainable Waste Management through Design. ICSWMD 2018. Lecture Notes in Civil Engineering , vol 21. Springer, Cham. https://doi.org/10.1007/978-3-030-02707-0_29
Download citation
DOI: https://doi.org/10.1007/978-3-030-02707-0_29
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-02706-3
Online ISBN: 978-3-030-02707-0
eBook Packages: EngineeringEngineering (R0)