
Abstract
Arrayed micro rod has many applications in current technology like, printer heads, medical devices, micro heat sinks, etc. Many studies highlighted capability of RMEDM for fabrication of these features. From exhaustive literature it has been found that in every variant of RMEDM the pre-processed tool has prime requirement as the process is a replication of electrode features on work piece. Hence, pre-processing of tooling has direct influence on costing and time. In the present study, the feasibility of readily available micro wire masks has been studied. The array of square rods of 200 µm side and 600 µm lengths were successfully generated on 4 mm bulk rod of brass. The effect of process parameters like Voltage, Capacitance and feed rate on machining time is investigated. L 18 full factorial design is used for the experimentation. Analysis of variance (ANOVA) results were used to observe the influence of factors on overall machining and found the highest influence of Voltage followed by Capacitance. Scanning electron microscope (SEM) has been used to characterize the fabricated surface.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Current technological development, demands the miniaturization of mechanical parts within the range of 1–500 µm with efficient utilization of space, energy and material. Arrayed micro features has wide applications in fields like electrical contacts, printer heads, medical devices, micro heat sinks, etc. [1,2,3,4,5,6,7]. Among many manufacturing methods MEDM has proven its suitability for fabricating arrayed features with high aspect ratios also producing the replica of tool electrode on the work piece of any shape. The micro electrical discharge machining (MEDM) is capable of producing any complex shapes and arrayed features with high aspect ratios its use is limited to machine only electrically conductive materials.
RMEDM a process variant of MEDM has proven its suitability for creations of arrayed structures on metallic surfaces of any shape with accurate dimensions. Reverse micro electrical discharge machining (RMEDM) has shown its competency over the other process like LIGA and wire electrical discharge machining (WEDM) economically. The thin foils or plates that are pre-machined with required arrayed features cavity works as cathode and the work piece to be machine in larger surface area compared to tool is use as anode. The metal removal phenomenon is similar to that of conventional EDM process, but variation in electrode geometries results in positive features generation on the surfaces instead of negative features. Since last decades few studies has been cited towards the development of micro electrical discharge machining and its variant for efficient use for arrayed features fabrication and improving the productivity.
Kim et al. has studied the feasibility of process for fabrication of three micro pins with the dimensions of diameter 35 µm and length of 1.5 mm on tungsten carbide rod which were used as tool electrode for ECM process for improving the productivity. They also reported optimal process parameters for stable machining and minimum tool wear also, effect of debris resulting short circuiting disturbing the stable machining [1]. An array of 40 × 40 micro pins array with average diameter below 30 µm, length of 625 µm and pitch of 100 µm with 0.6 mm thick brass plate predrilled using vibration assisted mechanical peck drill (VAMPD) was successfully fabricated by H-Wang et al. The variety of debris removal process also studied and suggested their suitability. Yi et al. has studied fabrication of 3 × 3 and 4 × 4 arrayed features on AISI 304 100 µm thick steel plate followed by utilization of those as an electrode for drilling 6 × 6 and 16 × 16 array of micro holes and results shows five times improvement in productivity over use of single electrode fabrication process [3]. Mastud et al. has studied the process mechanics using Voltage and current signals. They depict the influence of normal discharge condition on erosion rate also the process of RMEDM is stable at Capacitance of 100 nF and voltage of 120 V [8]. Majumdar et al. has studied the process characteristics and effects of processing parameters experimentally and found the stability of the process at 100 V but the features fabricated with the taper and reduction in side error compared to 80 V due reduced machining time for 100 V [9]. Tapas et al. fabricated array of 25 × 25 micro fins using Wire EDM with an average height of 820 µm and investigated the effects of parameters on the features fabricated [10]. Singh et al. analysed the effects of process parameters to machine anisotropic brittle material, i.e. pyrolytic carbon using MEDM which depicted the increase MRR value and good surface characteristics obtained at 110 V. Increase in voltage and capacitance leads to increase the tool wear drastically and the formation of taper rods [11]. Gangadharudu et al. has experimentally investigated the feasibility of the REDM process to macro scale and studied the effects of process parameters. The peak current plays significant role towards the surface roughness, taper and cylindricity errors [12]. T Roy et al. has developed variant of REMDM for fabrication of various shapes micro features and experimentally investigated the effect of flat bottom and taper bottom holes on fabrication of hemispherical structures [13]. Though, the reverse micro EDM (RMEDM) has proven its capability for fabrication of arrayed structures but due to non-rotational movement of tool electrode accumulation of debris between tool and work piece makes the process unstable. To eliminate the accumulation of debris particles and carbon particles Zeng et al. provided the vibration in axial direction and found very good surface finish and high aspect ratio of features compared to normal RMEDM process [14]. Mastud et al. fabricated 1.5 mm long micro rods with sizes 80 and 200 μm of WC with studying the effect of various thickness of plate electrode on erosion rate and surface finish and found that the surface roughness improves by 20% and 11% respectively [15]. Mastud et al. with the help of vibration fabricated the textures in the form of pillars of 40–50 µm with approximate spacing of 35 µm. They have found the dimensional inaccuracies of machined structures varying from 20 to 45 µm also the rods fabricated at centre were smaller in diameter compared to the pillars at periphery of work piece [16]. H-Wang et al. experimentally investigated the feasibility of multi stage micro holes electrodes and three different kinds of debris flushing mechanisms for fabricating 1600 micro pins array with average diameter below 30 µm, length of 625 µm and pitch of 100 µm. The use of working fluid spraying, vibration assisted tool electrode and shake down type work piece enhances the stability of the process by expelling the debris from the interelectrode gap efficiently results in reduction of machining time as well as wear of tool [2]. Based on these studies it is found that the RMEDM process requires the pre-process tool electrodes as it is a process of replication of tool on the work piece. Therefore, the main objective of this study is to check the feasibility of wire mesh screen for fabrication of arrayed micro pillars and eliminate the process of pre-fabricated tool.
2 Experimental Setup and Method
The present study, investigate the feasibility of wire screen for fabrication of arrayed micro pillars, experiments have been conducted using Synergy Nano systems Hyper—15 (table top) micro EDM setup. Brass rod of 4 mm diameter is used as work piece and 200 µm wire mesh used as a tool to eliminate the pre-processing of tool. The preliminary experiments were performed using one factor at a time. From the preliminary experiments it was observed that the higher and lower levels of parameters setting produces frequent short sparking between the tool and work piece due to accumulation of debris. Also, tool wear and machining time is more due to frequent pull out of work piece increasing the idol machining time. Also, while in trial experiments normal and reverse polarity is also analysed. The use of normal polarity results in more tool electrode wear and machining time compared to reverse polarity. The work piece of 4 dia and 10 mm in length is cut from bulk copper rods using CNC machine and the surface polished to make it flatten.
Voltage (V) and Capacitance (C) plays vital role in the process mechanics of MEDM and RMEDM which relates the spark energy as follows:
Stability of MEDM process depends on the flushing of debris from the gap which depends on the spark energy, hence adequate amount of spark energy is playing a vital role. The occurrence of short circuiting was quite often at lower spark energies and goes on decreasing with increase in increase spark energy. Higher spark energies also not accepted as it produces higher size craters also higher amount of debris which are difficult to flush resulting short circuiting quite often.
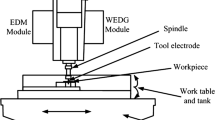
The work piece is attached to the spindle head using collet and the wire mesh is placed stationary on to the worktable. The work piece connected to negative terminal and the tool is connected to positive terminal as shown in (Fig. 1a). The to and fro motion is provided to the spindle for machining the arrayed rods. The process started as soon as the interelectrode gap between tool and work piece reaches too few microns producing the sparks with the help of dielectric fluid which removes the material from the surface with melting and evaporation phenomenon. The array of solid micro pillars is generated from the surface is in contact with the hollow portion of square mesh. Figure 2. a show arrayed micro rod.

Schematic of a RMEDM process, b Tool electrode SS316 wire mesh of 200 µm and c 4 mm dia brass rod

a Electrode positions while machining, b Array of micro rods after machining
The main objective of this study is to study the effects of process parameters, i.e. Voltage (V), Capacitance (C) and Feed rate (F) presented in Table 1 on the machining time.
In this context, L 18 full factorial based design of experiment was used to evaluate all possible combinations of parameters. For each parameter settings the machining time were recorded at every interval of 100 µm machining. The machining length was fixed to 600 µm. Minitab 17 a statistical tool is used to understand and analysed the recorded data and analysis of variance (ANOVA) was performed.
3 Result and Discussion
An array of square rods of 200 µm was fabricated successfully on brass rod using micro sieves. The sample images have been shown in Fig. 3a, b for easy view using higher magnification.

Microscopic images of fabricated micro rods
Analysis of variance is used to investigate the significance of the processing parameters on the response variable statistically. Estimation of variance in ANOVA is performed by calculating the degree of freedom for each term and sum of squares between the group and sum of square within the group for estimation of mean square values. The F value calculated using the factor mean square and error mean square then compared with critical F value identified from the statistical test tables. Values of P is estimated for each parameter using the percentage of contribution of factor in sum of squares and F values.
3.1 Effect of Processing Parameters on Machining Time
The time required for the machining depends upon the spark energy generated for the erosion and the craters developed on the surface of work piece. In RC circuit, frequent charging of capacitor results in difference of pulse energies for every individual spark. Also, the pulse energy shows the dependency upon Voltage, with increase in voltage the pulse energy gets increase but has zero effect on duration of sparks stated by cho et al. At lower voltage values the frequency of short circuiting is higher due to lower spark energies and accumulation of large amount of debris between tool and work piece. Based upon the combinations of process parameters the machining time required to machine the array of square rods varies from 11 min (120 V, 10,000 pF, 10 µm/s) to 96 min (100 V, 100 pF, 15 µm/s). From Table 2, it has been observed that Voltage has significant effect on the process followed by Capacitance and Feedrate has negligible effect on the machining time. Figure 4 represents the main effect plot of Voltage, capacitance and feed rate.

a Main effect plot of voltage, capacitance and federate. b Interaction effect of voltage and capacitance
It has been seen from the main effect plot; the machining time was increasing as the voltage was increased from 80 to 100 V and decreasing further increasing of voltage to 120 V. Kim et al. [1] had also reported the significance of voltage to increase the erosion rate and minimize the machining time.
Effect of Voltage: According, the spark energy equation Voltage has square effect. At, lower values of voltage the short circuiting happen quite often due to smaller spark energies resulting pull out of electrode to several microns of height which stabilize the process and remove the debris entrap. This, results in increase of idol time of machining and overall machining time. With the traversal of tool electrode deeper into the work piece short circuiting happens quite often. When 120 V was applied the machining, time shows the least value which was the results of sufficient spark energy generation and pressure of discharging explosions for flushing out debris effectively. Hence, from analysis of variance (ANOVA) voltage was found the significant factor at 95% confidence level.
Effect of Capacitance: Capacitance was second most influential parameter which sets the charging time in RC circuit. Combined effect of capacitance with voltage decides the intensity of energy and crater formed. At higher capacitances due to large machining gap the frequency of short bridge was very rear. From main effect plot of Capacitance with machining time shows that continuous reduction in machining time with an increase of capacitance as indicated in Fig. 4a. Better debris evacuation was observed during the machining with 10,000 pF capacitance which can be a result of large machining gap.
Effect of Feedrate: Feedrate is a parameter which has direct effect on idol time of machining during short circuiting. The accumulation of debris in the gap results in formation of short bridge and pullout of electrode until the elimination of short circuiting phenomenon. The feedrate results in quicker movement of electrode towards the work piece after elimination of short bridge. From main effect plot it was observed that feed rate has almost constant variation at every condition having negligible effect compared to other two factors.
To investigate the interaction, Voltage (V) kept constant at 80 V and capacitances was varied from 100 to 10,000 pF and it shows the negligible variation in machining time further at 120 V constant Voltage and varying capacitances machining time shown slight variation represented in Fig. 4b. Unlike 80 and 120 V at 100 V machining time shows large variation over the range of varying capacitances. This should be an effect of higher current exertion at the time of discharge.
Figures 5 and 6 shows different parts of arrayed rods at different magnification. The readherence of large amount of debris particles can be clearly observed in Fig. 5b, also the globules formation is bigger and larger in size due to improper flushing of debris. Whereas in Fig. 6b, same scenario is observed at higher parameter settings but the amount of readherence of debris particles and formation of globules is less. Increase in discharge pressure improves the surface finish of arrayed rods is clearly observed from Fig. 6a.

SEM images of Specimen fabricated at lower parameter settings

SEM images of Specimen fabricated at higher parameter settings
4 Conclusion
The feasibility of micro sieves to fabricate the array of square rods was studied using RMEDM. The experimental and statistical result clearly shows the Voltage (V) has prominent factor followed by Capacitance (C). The feed rate is insignificant factor for all combinations. Overall dimensions of micro rods varies from 175 to 195 µm. Very small amount of readherence of debris and globules formation on the machine surface is observed at 120 V and 10,000 pF levels and surface produce is very smooth. Finally, using RMEDM and micro sieves the arrayed of square micro rods were fabricated on brass rod successfully. The overall quality of pillars is very much acceptable.
References
Kim B, Park B, Chu C (2006) Fabrication of multiple electrodes by reverse EDM and their application in micro-ECM. J Micromech Micro Eng 16(4):843–850
Hwang YL, Kuo CL, Hwang SF (2010) Fabrication of a micro pin array with high density and high hardness by combining mechanical peck-drilling and reverse EDM. J Mater Process Technol 210(9):24–27
Yi SM, Park MS, Lee YS, Chu CN (2008) Fabrication of a stainless-steel shadow mask using batch mode micro-EDM. Microsyst Technol 14(3):411–417
Mastud SA, Garg M, Singh R, Joshi SS (2012) Recent developments in the reverse micro-electrical discharge machining in the fabrication of arrayed micro-features. Proc Inst Mech Eng C J Mech Eng Sci 226(2):367–384
Singh SK, Chourasia A, Agarwal P (2014) Reverse EDM of collective electrodes in micro ECM. Int J Appl Innov Eng Manage 31(10):342–346
Takahata K, Gianchandani YB (2002) Batch mode micro electro discharge machining. J Micro Electromech Syst 11(2):102–110
Singh AK, Patowari PK, Deshpande NV (2016) Experimental analysis of reverse micro-EDM for machining microtool. Mater Manuf Processes 31(4):530–540
Mastud SA, Singh RK, Joshi SS, Johnson S (2011) Comparative study of the process mechanics in micro electrical discharge machining (EDM) and Reverse micro-EDM. In: Proceedings of ASME 2011 international manufacturing science and engineering conference, June 13–17, 2011, Corvallis, Oregon, USA
Mujumdar SS, Mastud SA, Singh RK, Joshi SS (2009) Experimental characterization of reverse micro- electric discharge machining process for machining of aspect ratio micro rod array. Proc Inst Mech Eng Part B J Eng Manuf 224(5):778–794
Tapas D, Patowari P, Fabrication of an array of micro-fins using Wire-EDM and its parametric analysis. Mater Manuf Processes, 1–10
Singh R (2008) Characterization of micro-EDM process for pyrolytic carbon. In: Proceedings of the world congress on engineering, London, U.K., 2–4 July 2008
Gangadharudu T, Gangopadhyay S, Nageendra B, Experimental investigation and optimization during the fabrication of arrayed structures using reverse EDM. Mater Manuf Processes 32(9):958–969
Roy T, Balasubramaniam R Effect of various factors influencing the generation of hemispherical micro features using nonconformal RMEDM, J Micromanufacturing 1–13
Zeng WL, Gong YP, Liu Y, Wang ZL (2008) Experimental study of microelectrode array and micro-hole array fabricated by ultrasonic enhanced micro-EDM. Key Eng Mater 364:482–487
Mastud S, Singh RK, Joshi SS (2012) Analysis of fabrication of arrayed micro-rods on tungsten carbide using reverse micro-EDM. Int J Manuf Technol Manage 26(1–4):176–195
Mastud SA, Singh RK, Joshi SS, Johnson S, Garg M (2012) Experimental characterization of vibration assisted reverse micro electrical discharge machining (EDM) for surface texturing. In: International manufacturing science and engineering conference (MSEC), 4-8 June 2012, University of Notre Dame, South Bend, USA
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Dharmadhikari, S.R., Mastud, S.A., Shinde, R.H. (2022). Experimental Analysis of Wire Mask Assisted Reverse Micro-EDM (RMEDM) for Fabrication of Arrayed Rods. In: Narasimham, G.S.V.L., Babu, A.V., Reddy, S.S., Dhanasekaran, R. (eds) Innovations in Mechanical Engineering. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-16-7282-8_19
Download citation
DOI: https://doi.org/10.1007/978-981-16-7282-8_19
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-7281-1
Online ISBN: 978-981-16-7282-8
eBook Packages: EngineeringEngineering (R0)