
Abstract
In today’s world, microstructures have a wide range of applications in the field of biomedical devices, aerospace engineering, MEMS device elements, etc. In the recent years, reverse micro-electro-discharge machining (R-µEDM) has evolved from µEDM that has become one of the promising technologies to fabricate precise components and microstructures of various shapes with high aspect ratio. In this work, micro-tools (rods) of average size (diameter) 182 µm have been machined using copper sheet from bulk tungsten rod of 800 µm diameter by R-µEDM process. Moreover, Taguchi’s L16 orthogonal array has also been applied for designing the experiments. Feed rate, capacitance and voltage are considered as the parameters of the process. The response parameters such as machining time, erosion rate and dimensional variation have been analyzed in detail for different combinations of the process parameters. It is a well-known fact that the tool wear is the main culprit and responsible for the error in the micro-rods. Dimensional error has been quantified over the entire length of the micro-rods through the measurement process, and the minimum standard deviation is found to be 1.13 µm at a feed rate of 5 µm/s, capacitance of 1000 pF and voltage of 120 V. Further, machining data have been collected in real time and the behavior of machining time with work feed has been studied. In addition to it, a simple analytical model has been developed for calculating the erosion rate and it is seen that voltage produces more effect on erosion rate and machining time than the other parameters. Additionally, using the feed rate, capacitance and voltage at which minimum deviation took place, an array of 4 × 4, i.e., 16 micro-rods with 58 µm diameter and 830 µm length, has been fabricated on the bulk tungsten rod of 800 µm diameter.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Microstructure fabrication uses micro-machining technology having distinctive advantages, e.g., require less material and energy, as well as occupying minimum space. Micro-tools are widely used for machining of micro-parts and components with various shapes using conventional and non-conventional processes, for instance, micro-drilling, micro-punching, micro-milling [1,2,3,4,5,6,7,8].
One of the promising methods of fabricating microstructures is micro-electrical discharge machining (µEDM). The basic mechanism of this technique is same as EDM. This process utilizes sequential electrical spark energy in pulse form in between the tool and the workpiece, while both are deep in the dielectric fluids like kerosene, hydrocarbon oil, deionized water [9]. It can be used to machine materials which are electrically conductive irrespective of their hardness. However, in this process, erosion rate is not as fast as conventional EDM due to the small pulse energy involved during the machining process. From the last decade, one of the variants of µEDM which is known as reverse µEDM (R-µEDM) has been gaining popularity for the fabrication of single- as well as multiple-tipped micro-rod of various shapes with high aspect ratio [10,11,12,13,14,15,16]. Multiple-tipped micro-rods have a plenty of applications in industries such as drilling of micro-holes in probe card for testing semiconductor device and perforated shadow mask with various shapes which are used in CRT monitors. Tungsten micro-rods are also widely used in the form of array in medical science for capturing the neural signals of the animal species, where the diameter of the micro-rod varies from 25 to 50 µm [17, 18]. Moreover, it is also used with the diameter of the order of 50–100 µm as a tip in thickness profilometer for contact mode. It is also used as a micro-probe for electrical measurement. In the present work, copper plate electrode is used as a tool electrode because it possesses desirable properties like relatively low wear rate and easily machinable which is very essential for stable machining [19, 20].
From the existing literature, it is seen that few researchers have contributed toward understanding of the R-µEDM process. Some of the foremost studies which have made a reasonable contribution in the field of R-µEDM have been discussed in this section. Kim et al. [11] worked on R-µEDM process and fabricated micro-rods and multiple electrodes with various shapes. They investigated the machining characteristics of the R-µEDM under varying capacitances and applied voltages. They also investigated the wear ratio. Mastud et al. [21] fabricated micro-electrode arrays with different cross sections and dimensions. Geometrical accuracy, surface finish and surface morphology were assessed on machined micro-electrodes. Moreover, micro-electrode of 60 µm diameter was fabricated successfully with an aspect ratio of 33. Mujumdar et al. [22] conducted an experimentation using L8 orthogonal array for making a micro-rod array of high aspect ratio in order to understand the consequences of different input parameters like feed rate, threshold voltage, capacitance and gap voltage on the response parameters like zero error length, dimensional accuracy, and surface roughness. They observed that in comparison with other process parameters, the influence of gap voltage is more on the exactness of micro-rods in almost every position. Investigation of surface morphology disclosed that the presence of micro-craters on the tip surface makes it less smooth compared to the root surface. They showed that chemical composition affects significantly over the whole length of the micro-rod. Debris gathering within the inter-electrode gap in R-MEDM is a major problem. Mastud et al. [23] used vibration-assisted R-MEDM to avoid debris accumulation, and the consequent improvement in machining process enabled the creation of textured/engineered surfaces. For that, simulation was performed with the effect of electrode vibrations using quantified debris particles with ejection velocity, numbers, and estimated sizes and the result highlighted that oscillatory motion was created due to the electrode vibrations within the dielectric fluid and debris particles. The reciprocating motion of the debris particles and the flow reversal of the dielectric fluid improve the overall process stability, which was totally absent in case of inter-electrode gap which is in a fixed condition (in case of without vibration-assisted). Singh et al. [16] have contributed some work on R-µEDM, in which they discussed the machining of straight and target length of micro-rod. They machined a straight micro-rod with a target length of 1 mm. They also fabricated [10] multiple-tipped micro-rod simultaneously on bulk rod and discussed the TWR and MRR. Talla et al. [12] have used EDM in reverse polarity to fabricate the arrayed structures on mild steel; for that, they have designed the experimental run through the statistical approaches such as response surface methodology (RSM). They obtained the optimal parametric condition using principal component analysis (PCA)-based gray relational analysis (GRA) and ensured it by performing the confirmation test. Micro-tool electrodes with 3 × 3 array are fabricated through combined actions of WEDG, R-µEDM and electrodes’ end trimming. Further, the same method is used to machine 3 × 3 array of hexagonal micro-cavities where hump of debris is accumulated at the electrodes’ tip that are removed using oil dielectric [13].
Based on the studies which have been discussed above, it is evident that dimensional analysis, machining time and erosion rate have not been explored much by researchers while machining micro-rod by reverse µEDM process. Authors have indicated that the tool wear is the main culprit and responsible for the error in the micro-rods. In this work, dimensional errors have been quantified over the entire length of the micro-rods through the measurement process in which error percentage in diameter and standard deviation have been calculated along the machined surface in detail. Further, machining data have been collected during the machining process in real time and the behavior of the machining time with the work feed has been studied in which the reasons have been detailed, how the machining time is drastically increased/decreased while machining with different parametric conditions. Moreover, a simple analytical model has been developed for calculating the erosion rate. Then after, the proper reason for decreasing the erosion rate with the machining progresses gradually has been presented. Additionally, an array of 4 × 4, i.e., 16 micro-rods, has been fabricated simultaneously on bulk rod of tungsten. In the present work, micro-rod is fabricated on bulk tungsten rod at different levels of input parameters such as feed rate, capacitance and voltage in order to characterize the reverse µEDM process such as machining time, erosion rate and dimensional variation.
2 Experimentation
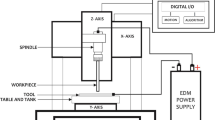
In the present work, experiments have been carried out on µEDM machine (Sinergy nano systems, Navi Mumbai-400705, Model Type: Hyper-15) that has an accuracy of ± 5 micron for the entire range in all axes and repeatability of ± 1 micron for all axes. The schematic diagram of experimental setup is shown in Fig. 1. Hydrocarbon oil has been used as dielectric fluid because it possesses properties such as high dielectric strength, less possible time to breakdown and high degree of fluidity [20]. Moreover, tungsten bulk rod having 800 µm diameter has been used as a workpiece and copper thin plate having thickness 293 µm with pre-drilled hole of diameter 212 µm has been selected as tool electrode.

Schematic diagram of the experimental setup
Experimental conditions have been divided into two parts, i.e., fixed parameters and control parameters with its level. The control parameters include feed rate, capacitance and voltage, whereas fixed parameters include workpiece and tool electrode material, and dielectric fluid. Kim et al. have highlighted that at 100 V, tungsten carbide was machined stably [11]. Hence, voltage of four levels has been selected for the experimentation, out of which two levels of voltage are above 100 V and one below it. Moreover, the machine in which experiments are conducted is capable of operating with a capacitance of 33 pF, 100 pF, 1000 pF and 10,000 pF and it is explained by the authors that a capacitance of 33 pF and 10,000 pF results in unfavorable machining of bulk tungsten rod and the reasons of which are highlighted by Singh et al. [24]. Therefore, two levels of capacitance, i.e., 100 pF and 1000 pF, are selected for the experimentation. Further, four levels of feed rate have been used with an interval of five micrometers per second starting from a slow feed rate of 5 µm/s to a faster feed rate of 20 µm/s. Experimentation has been performed using Taguchi’s L16 orthogonal array. The reason for using Taguchi methodology is that it determines the significant factor which directly influences output parameters of the machining process in the least number of experimentations [25,26,27,28,29,30]. The detailed results are presented in Table 1.
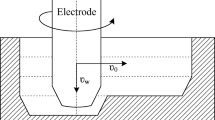
For the initialization of the R-µEDM process, micro-tool is fabricated as shown in Fig. 2, by block electrical discharging grinding (BEDG) process at the voltage of 100 V, capacitance of 100 pF, feed rate of 10 µm/s and spindle speed of 1000 rpm. The micro-rod machined by BEDG process is further utilized for making multiple numbers of holes on the plate electrode. Later, the plate electrode having multiple numbers of holes is used as a tool in R-µEDM process. Each of the holes on the plate electrode is utilized for fabricating a single micro-rod. For machining a micro-rod, the tungsten bulk rod is made to move 1 mm into the tool electrode. The advantage of this technique is that an array of micro-rods can be fabricated simultaneously on a bulk rod. The process mechanism of R-µEDM for the machining of micro-rods is illustrated in Fig. 3.

Preparation of micro-rod for R-µEDM using BEDG process

Schematic diagram of the fabrication of micro-rod using R-µEDM process
3 Results and discussion
The scanning electron microscope (SEM) micrographs of the fabricated micro-rods are shown in Fig. 4 and are machined based on Taguchi’s L16 orthogonal array. A thorough experimental examination is conducted by altering the different process parameters like feed rate, capacitance and voltage in order to detect their effect on output parameters like dimensional variation, machining time (t) and erosion rate (ER).

Images of SEM machined at a 80 V, 5 µm/s, 100 pF b 80 V, 20 µm/s, 1000 pF c 120 V, 10 µm/s, 1000 pF d 140 V, 10 µm/s, 1000 pF
3.1 Study of dimensional variation
Dimensional variation is the measure of the variation in diameter of the micro-rod over the machined length. For performing the analysis, the diameter of the machined micro-rod is measured lengthwise at 20 distinct points as shown in Fig. 5. The measurement is carried out from the tip of the machined micro-rod till its root and each of the consecutive distinct points are separated by 50 µm excluding the last point.

Measurement of diameter at an interval of 50 µm from the tip
Figure 6 shows the percentage deviation (error) in diameter from the tip to the root over the entire length of the machined micro-rod. The error percentage for each 16 experiments is calculated from the reference value of 212 µm, which is the original hole diameter of the tool electrode. It can be seen that the error percentage in diameter at the tip is more than the diameter at the middle surface. The cause for occurrence of this deviation in diameter is that the tip surface of the machined micro-rod is subjected to more spark for a larger duration of time. Moreover, the surface at the root has a larger percentage of error in diameter. This is because the micro-hole on the tool plate gets enlarged owing to constant tool wear and sparking. Thus, a higher diameter is attained by the micro-rod at its root surface. The investigation also highlights that the average error percentage at the tip is − 17.7%, at the middle of the rod is − 13.9%, and at the point which is located on 85% distance from the tip of the rod is − 3.7%. Further, it is also seen that the percentage of average error at the surface of the root gets intensified, i.e., 38.7%.

Percentage deviation in diameter along the length of the micro-tool for all parametric conditions
In order to evaluate the standard deviation of the error percentage in diameter, 80% of the machined length from the tip toward the root of the micro-tool is considered. A greater error percentage in diameter is seen beyond 80% length on the machined micro-rod from its tip, and there is a lack of straightness. From Fig. 6, it is seen that a lowest standard deviation of 1.13 is obtained at the experiment number 9 which highlights a better straightness throughout the length of the micro-rod. Also, it is observed that the capacitance of 1000 pF gives better straightness along the micro-rod surface than at the capacitance of 100 pF.
3.2 Study of machining time
The period between when the process starts to initiate the spark and when the bulk rod reaches a target length of 1 mm is known as machining time. In this study, the bulk rod travels a distance of 1 mm through the plate electrode from the reference plane, i.e., the top surface of the plate electrode. Data are recorded for each minute during the process when the workpiece is moving downward into the plate electrode.
From Fig. 7, it is clearly depicted that with the increase in feed rate (from 5 to 20 µm/s), the machining time is continuously reducing at all the levels of voltages and capacitances, i.e., from 80 to 140 V and 100 to 1000 pF, respectively.

Plot between work feed and machining time for all parametric conditions
Another observation in this regard is that the effect of feed rate on machining time is more significant at lower values of voltage and capacitance compared with higher values of it. The reason for this phenomenon is that at lower values of voltage and capacitance, the amount of energy applied on the surface of the workpiece is low during the sparking process. However, the amount of energy on the work surface is increasing with a rise in the level of feed rate due to an increase in the total number of the spark. On the other hand, at higher values of voltage and capacitance, machining time reduces because of the fact that the amount of energy generated on the surface of the workpiece is higher during the sparking process. Therefore, the effect of higher feed rate is not significantly visible even though the total energy on the workpiece is enhanced.
From Fig. 7, it is seen that the machining time reduces with a rise in voltage levels from 80 to 140 V at both the levels of capacitance, i.e., 1000 pF and 100 pF. It is because the amount of total energy intensifies with the rise in the level of voltage.
It can also be observed from Fig. 7 that when the capacitance increases from 100 to 1000 pF, machining time decreases drastically. Further, the effect of capacitance on machining time is less at lower levels of voltage from 80 to 120 V compared to higher levels of voltage from 120 to 140 V.
3.3 Study of erosion rate
Erosion rate has been estimated on the basis of the total quantity of material that is removed from the bulk rod (workpiece material) over the entire time of machining. For the evaluation of erosion rate of the micro-rods, the machined micro-rods have been divided into n number of divisions on the basis of variation in diameter from tip to root. For the particular experimental run, Eq. (1) has been derived geometrically based on the schematic diagram shown in Fig. 8. Using the equation, erosion rate has been calculated, where the number of divisions (n) is taken as five. Equation (1) is valid for all the experimental conditions (experimental run) except the number of divisions mentioned in that equation, which is different for different parametric conditions. Subsequently, erosion rate has been calculated for each experimental run.
where i varies from 1 to 5 and it represents the number of divisions for the machined micro-rod, D0 is the original diameter of the workpiece material, Di and Di + 1 are the top and bottom diameters of particular division of the fabricated machined micro-rod, and hi and ti are the corresponding thickness and machining time of the machined micro-rod, respectively.

a Schematic diagram of the fabricated micro-tool and its enlarged view of the first division. b Real view of fabricated micro-tool
Figure 9 shows the average effect of parameters such as voltage (V), feed rate (µm/s) and capacitance (pF) on erosion rate. The plot of the average effect of voltage vs erosion rate highlights that the rate of erosion rises upon increasing the voltage. The reason for it is that the spark gap between the electrodes rises up with the rise in the levels of voltage, and this allows effective flushing of debris particles. This leads to improvement in the erosion rate. It is also seen from the main effect plot that the erosion rate rises up with the rise in the feed rate to some extent, and later, it starts to decrease. It is known that on varying feed rate, the machining time also varies. Faster feed rate results in lower machining time, and this is because the workpiece moves toward the tool surface at a greater speed. But, at the same time, there is a frequent contact between the surfaces of the electrodes and so the electrodes experience arcing at higher feed rate compared with lower feed rate, thus resulting in reduction of the erosion rate.

Average effect of parameters on erosion rate at different levels
The main plot (Fig. 9) highlights that the erosion rate is lower at a capacitance of larger value compared with capacitance of lower value. It can be realized from Fig. 10a and b that the machined micro-rod length achieved at 1000 pF, i.e., y2 (= 1 − y1), is smaller compared with the micro-rod length attained at 100 pF, i.e., x2 (= 1 − x1). It is due to the reason that tool wear is found more at 1000 pF during the experimentation and due to this deeper recess is created on the tool plate. The recess is occupied by the length of un-machined bulk rod. The length of the un-machined bulk rod, i.e., x1 at 100 pF, is smaller compared with y1 at 1000 pF as shown in Fig. 10. This is the reason for getting lower erosion rate at higher capacitance value. From ANOVA (as shown in Table 2), it can also be realized that voltage contributes a greater percentage toward erosion rate and subsequently contributed to the control parameters like feed rate and capacitance.

Mechanism involved during the machining process (a) at 100 pF (b) at 1000 pF
Figure 11 indicates the effect of erosion rate at different zones along the micro-rod’s length, where the first zone is the zone which extends from the tip (0% of the length) to 25% of length, followed by 25–50%, 50–75% and 75–100% of the length. It is observed from Fig. 11 that the rate of erosion reduces with the rise in the length of the machined workpiece. This is because of the fact that as the machining advances, tool wear takes place, and this rises continuously by taking the material progressively from the frontal surface, entry edge of the pre-drilled hole and pre-drilled micro-hole of the tool electrode as shown in Fig. 12. The effect of the tool wear is seen in the machined micro-rod in the form of un-machined length, i.e., x1 and y1, as shown in Fig. 10. Moreover, the effect of tool wear has also been seen on machined micro-rod in the form of tapered shape which is from tip to roots as shown in Figs. 6 and 8. Hence, the amount of material removed from the workpiece is decreasing as the machining advances from first zone (i.e., 0–25% of length) followed by 50 to 75% and 75 to 100% of length. One more observation seen during the machining process is that the machining time increases with the increase in the advancement of the process, even though the amount of material removed from the workpiece is decreasing with time. This is because the debris particles adhere at the rear surface of the copper plate electrode as shown in Fig. 13. This phenomenon of adhesion of the debris particles gradually increases as workpiece advances. It obstructs the process progressively with time during the machining process, thus increasing the machining time. The decreasing effect of material removal from the workpiece is more prominent compared with the decreasing effect of machining time. The above-discussed explanation clarifies the reason of why erosion rate decreases during the machining of micro-rod from tip to root, i.e., from the first zone (i.e., 0–25% of length) followed by 50–75% and 75–100% of length.

Effect of erosion rate on different zone lengths

a Condition of tool plate after machining of micro-rod, showing the pre-drilled hole and worn out frontal surface. b Schematic representation of workpiece and tool plate, showing pre-drilled, worn out of the tool and the fabricated micro-rod

Copper tool electrode plate with a front surface b rear surface
4 Machining of arrayed micro-rods
In the first part of the work, micro-rods with single tip have been machined successfully and subsequently obtained the parametric condition in which straight micro-rods have been fabricated, where voltage of 120 V, feed rate of 5 µm/s and capacitance of 1000 pF have been used. In the second part of the work, a straight and very high aspect ratio micro-rod (aspect ratio 62) has been fabricated on a bulk rod of tungsten using BEDG process. This micro-rod has been used to drill multiple numbers of holes in the tool plate. Afterward, micro-rods with multiple tips/array of micro-rods have been fabricated on the bulk rod of tungsten as indicated in Fig. 14. It has been fabricated by using the same parametric condition (voltage of 120 V, feed rate of 5 µm/s and capacitance of 1000 pF) which is mentioned in the first part of the work.

Machining of arrayed micro-tools on bulk rod using R-µEDM process. a Circular micro-tool fabricated using BEDG process. b Array of micro-hole is drilling using fabricated micro-tool. c Condition of micro-tool after drilling micro-holes. d Fabricated arrayed micro-tools on tungsten rod
Initially, in the study, a straight and very high aspect ratio micro-rod is generated with an aspect ratio of 62 by means of BEDG process on a bulk tungsten rod of initial diameter 500 µm at a feed rate of 10 µm/s, capacitance of 1000 pF and voltage of 100 V. The micro-rod thus produced has an average diameter of 55 µm as shown in Fig. 14a. Using this micro-rod, an array of 4 × 4, i.e., 16 micro-holes, with an average diameter of 80 µm is drilled on a thin plate of thickness 300 µm depicted in Fig. 14b. The array of micro-holes is utilized to produce an array of micro-rods on bulk rod of tungsten having 800 µm by means of R-µEDM process. Each of the fabricated micro-rods is 830 µm long with a diameter of 58 µm as shown in Fig. 14c. This process is accomplished at the feed rate of 5 µm/s, capacitance of 1000 pF and voltage of 120 V, because at these parametric conditions minimum standard deviation is found while machining single micro-rod on the tungsten bulk electrode as discussed in Sect. 3.1. This shows that using this process an array of any polygon shape of micro-rods/micro-tool can be fabricated.
5 Conclusions
An experimental study is performed by R-µEDM process using L16 Taguchi’s methodology. Process parameters used in the experiments are feed rate, capacitance and voltage. The effect of process parameters on response measures such as dimensional variation, machining time (t) and erosion rate (ER) has been studied in this work. The study highlights the following specific conclusions:
-
1.
Micro-rods with single tip have been fabricated, and subsequently, thorough experimental investigations have been performed to know the effect of different process parameters such as feed rate, capacitance and voltage on response parameters, for instance, dimensional variation, machining time (t) and erosion rate (ER).
-
2.
Afterward, the same technology has been adopted to fabricate micro-rods with multiple tips in a single run.
-
3.
For dimensional variation, percentage of dimensional error in the tip surface diameter is greater than the middle surface diameter of the micro-rod. It is observed that the average error percentage at the tip is − 17.7%, at the middle of the rod is − 13.9%, and at the point which is located on 85% distance from the tip of the rod is − 3.7%. A minimum standard deviation of error% of diameter in the machined micro-rod is found to be 1.13 by considering 80% length on the machined micro-rod from its tip.
-
4.
For machining time, it is observed that the time of machining reduces with the rise in capacitance from 100 to 1000 pF and with the increase in voltage from 80 to 140 V. Likewise, with the rise in feed rate from 5 to 20 µm/s, machining time also decreases.
-
5.
For erosion rate, it is seen that the rate of erosion rises with the rise in voltage from 80 to 140 V. It also increases with the rise in feed rate to some extent from a level of 5 to 15 µm/s, but it starts to decrease when the feed rate is increased beyond 15 µm/s. Rate of erosion is low at higher capacitance value of 1000 pF compared with capacitance at lower value, i.e., 100 pF.
-
6.
It is also observed that the rate of erosion reduces with the rise in the length of the machined workpiece from first zone (i.e., 0–25% of length) followed by 50–75% and 75–100% of length.
-
7.
In the second part of the work, an array of micro-rod is fabricated on bulk rod having 830 µm length with 58 µm diameter at the feed rate of 5 µm/s, capacitance of 1000 pF and voltage of 120 V.
References
Masuzawa T, Tönshoff HK (1997) Three-dimensional micromachining by machine tools. CIRP Ann Manuf Technol 46:621–628
Tamang SK, Natarajan N, Chandrasekaran M (2017) Optimization of EDM process in machining micro holes for improvement of hole quality. J Braz Soc Mech Sci Eng 39:1277–1287
Das AK, Kumar P, Sethi A et al (2016) Influence of process parameters on the surface integrity of micro-holes of SS304 obtained by micro-EDM. J Braz Soc Mech Sci Eng 38:2029–2037
Singh AK, Patowari PK, Deshpande NV (2013) Micro-hole drilling on thin sheet metals by micro-electro discharge machining. J Manuf Technol Res 5:137
Kar S, Patowari PK (2018) Electrode wear phenomenon and its compensation in micro electrical discharge milling: a review. Mater Manuf Process 33:1491–1517
Hourmand M, Sarhan AAD, Sayuti M (2017) Characterizing the effects of micro electrical discharge machining parameters on material removal rate during micro EDM drilling of tungsten carbide (WC-Co). In: IOP conference series: materials science and engineering. IOP Publishing, p 12005
Chavoshi SZ, Goel S, Morantz P (2017) Current trends and future of sequential micro-machining processes on a single machine tool. Mater Des 127:37–53
Mishra K, Mukhopadhyay P, Sarkar BR et al (2018) Improvement of micro-EDM performances with aid of vibration. Int J Precis Technol 8:38–65
Chakraborty S, Dey V, Ghosh SK (2015) A review on the use of dielectric fluids and their effects in electrical discharge machining characteristics. Precis Eng 40:1–6
Singh AK, Patowari PK, Deshpande NV (2017) Effect of tool wear on microrods fabrication using reverse μEDM. Mater Manuf Process 32:286–293
Kim BH, Park BJ, Chu CN (2006) Fabrication of multiple electrodes by reverse EDM and their application in micro ECM. J Micromech Microeng 16:843
Talla G, Gangopadhyay S, Kona NB (2017) Experimental investigation and optimization during the fabrication of arrayed structures using reverse EDM. Mater Manuf Process 32:958–969
Tong H, Li Y, Zhang L (2018) Servo scanning 3D micro EDM for array micro cavities using on-machine fabricated tool electrodes. J Micromech Microeng 28:25013
Gao S, Huang H (2017) Recent advances in micro-and nano-machining technologies. Front Mech Eng 12:18–32
Hourmand M, Sarhan AAD, Sayuti M (2017) Micro-electrode fabrication processes for micro-EDM drilling and milling: a state-of-the-art review. Int J Adv Manuf Technol 91:1023–1056
Singh AK, Patowari PK, Deshpande NV (2016) Experimental analysis of reverse micro-EDM for machining microtool. Mater Manuf Process 31:530–540
Nicolelis MAL (2010) Methods for neural ensemble recordings. CRC Press, Boca Raton
Tathireddy P, Rakwal D, Bamberg E, Solzbacher F (2009) Fabrication of 3-dimensional silicon microelectrode arrays using micro electro discharge machining for neural applications. In: Solid-state sensors, actuators and microsystems conference, 2009. TRANSDUCERS 2009. International. IEEE, pp 1206–1209
Amorim FL, Weingaertner WL (2007) The behavior of graphite and copper electrodes on the finish die-sinking electrical discharge machining (EDM) of AISI P20 tool steel. J Braz Soc Mech Sci Eng 29:366–371
Jain VK (2009) Advanced machining processes. Allied Publishers, New Delhi
Mastud SA, Singh RK, Joshi SS (2009) Investigation of reverse micro-EDM process for generating high aspect ratio micro-electrode arrays. Professional Engineering Publishing Ltd, London
Mujumdar SS, Mastud SA, Singh RK, Joshi SS (2010) Experimental characterization of the reverse micro-electrodischarge machining process for fabrication of high-aspect-ratio micro-rod arrays. Proc Inst Mech Eng Part B J Eng Manuf 224:777–794
Mastud SA, Kothari NS, Singh RK, Joshi SS (2015) Modeling debris motion in vibration assisted reverse micro electrical discharge machining process (R-MEDM). J Microelectromech Syst 24:661–676
Singh AK, Patowari PK, Deshpande NV (2013) Fabrication of micro tool using reverse-micro EDM. In: International conference on precision, meso, micro and nano engineering (COPEN-8: 2013). NIT Calicut, India, pp 218–221
Roy RK (2001) Design of experiments using the Taguchi approach: 16 steps to product and process improvement. Wiley, New York
Wangikar SS, Patowari PK, Misra RD (2017) Effect of process parameters and optimization for photochemical machining of brass and german silver. Mater Manuf Process 32:1747–1755
Gul M, Shah AN, Jamal Y, Masood I (2016) Multi-variable optimization of diesel engine fuelled with biodiesel using grey-Taguchi method. J Braz Soc Mech Sci Eng 38:621–632
Abhishek K, Datta S, Biswal BB, Mahapatra SS (2017) Machining performance optimization for electro-discharge machining of Inconel 601, 625, 718 and 825: an integrated optimization route combining satisfaction function, fuzzy inference system and Taguchi approach. J Braz Soc Mech Sci Eng 39:3499–3527
Khazaali H, Fereshteh-Saniee F (2018) Application of the Taguchi method for efficient studying of elevated-temperature incremental forming of a titanium alloy. J Braz Soc Mech Sci Eng 40:43
Gadhave ND, Gawande SH (2018) Optimizing performance of the Jatropha biodiesel engine using Taguchi approach. J Braz Soc Mech Sci Eng 40:235
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Technical Editor: Márcio Bacci da Silva, Ph.D.
Rights and permissions
About this article

Cite this article
Singh, A.K., Patowari, P.K. & Deshpande, N.V. Analysis of micro-rods machined using reverse micro-EDM. J Braz. Soc. Mech. Sci. Eng. 41, 15 (2019). https://doi.org/10.1007/s40430-018-1519-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-018-1519-4