
Abstract
This paper investigates the mechanical properties like tensile strength, hardness, porosity and ductility of newly formulated Al6082-B4C -rice husk ash (RHA) hybrid metal matrix composite. In this investigation we added reinforcement in different weight ratios in Al6082. The reinforcement weight ranges from 2.5 to 20 wt% of B4C along with 2.5–20)wt% of RHA are prepared by using powder metallurgy technique. The scanning electron microscopy (SEM) analysis is used to analyse the microstructure of the prepared Al6082 hybrid metal matrix composite. The mechanical properties like hardness, tensile strength, ductility and porosity tested using standards methods and compared with the theoretical calculated value. The maximum hardness is achieved in (Al6082-15wt% B4C–5wt%RHA) which shows the highest hardness of 74 BHN. The maximized tensile strength 167.5 MPa is achieved at Al6083-15wt% of B4C and 5% of RHA. The maximum ductility is observed at Al6082-12.5 wt% RHA and 7.5 wt% B4C. The theoretical specific strength is compared with the newly formulated metal matrix composite.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Aluminium-based matrix composites are famous for their extraordinary combination of mechanical and tribological properties which are hardly achievable due to excess usage of metals. Metal matrix composites based on aluminium are useful in the design of modules in, and many more, marine structures, boats, automotive and equipment, combat assemblies, leisure and recreation. Low strength and low melting point are still a concern. Metal matrix composites (MMCs) have improved greatly properties, including high specific strength, specific module, damping ability and strong wear resistance compared to unreinforced alloys. Composites containing low density and low cost reinforcements seem to be of growing interest. Rice husk ash (RHA) [1–3] is a tremendous environmental hazardous material and harms the land and the surrounding area in which it is deserted. The atmosphere is thus safe from such waste. Its excellent combination of properties such as good wear, low thermal expansion coefficient, high specific strength, rigidity, corrosion and high temperature resistance, among others, is due to the well-recognized good performance in operation and consequent high demand for aluminium metal matrix composites (AMCs). The density [4–6] of B4C (2.52 g/cm3) is lower than that of aluminium, and its total density is decreased by adding B4C to RHA (1.63 g/cm3) based al6082-based metal matrix composite [7–10] and the other characteristics will be further strengthened.
2 Materials and Methods
2.1 Matrix Materials
The 6082 aluminium alloy is a moderate alloy with outstanding strength and corrosion resistance. With Al 0.8 Mg 0.9 Si 0.8 Mn is its main composition. The higher strength aluminium alloy (Al) 6082 has substituted the aluminium alloy (AA) 6061 in different applications as a comparatively recent alloy. An addition of large amounts of manganese makes the alloy stronger. It is indeed usually heat treated to generate tempers with a higher strength but lower ductility, but it cannot be work hardened. Al 6082 is most widely used in military-based application, ship building structures, towers and motorboats due to high corrosion resistances.
2.2 Reinforcements
Boron carbide (B4C). Boron carbide's tendency to withstand neutrons without producing long-lived radio nuclides makes it desirable in nuclear plants as an absorbent for neutron bombardment. The covering, control rod and close down pellets are nuclear applications of boron carbide. Boron carbide is also powdered inside control rods, in order to increase its surface area. One of the toughest materials known is boron carbide, ranked third below diamonds and spherical beryllium nitride. The density of B4C is 2.52 g/cm3. Due to reduction in density the mechanical properties of newly formulating alloy come reduced its density and increase its strength-to-weight ratio.
Rice husk ash (RHA). In recent days investigation found that the rick husk ash contains more amorphous silica (80–95%) in their ash particles. It makes the silica to convert and acts like a cristobalite in the forming cluster and increase the bonding capacity of a particles. The density of an RHA is much lesser with compared to Al6082, which shows reduction in density and increases in bonding and clusters to its formulation of a metal matrix composites. RHA is most widely preferred to reduce the agro waste and eco-friendly to environment (Table 1).
The RHA is rinsed well and dried for around three days, and it is burned with a charcoal burner after dried for long days and maintained around 300 °C. The roasted RHA is ground with and mixer, and powdered particles are made small in microstructure particles. And after that it is preheated around 600 °C for 7 h before the preparation of blending of powder components. The silica is more in ash, and thus, it will act as a fine filler to that reinforcement materials and forms a fine blending reduces its fine porosity at different compositions. Figure 1 shows the blended particles with aluminium.

Blending of B4C & RHA with Al6082
2.3 Samples Preparation
From the previous investigation, we tabulated various compositions of adding reinforcement with the based matrix material. And it is tabulated in Table 2. The total percentage of variation in reinforcement varies from 0 to 20 wt% of overall weight calculation of newly formulated alloy.
Development of composites. In this work we had taken Al6082 as a matrix material, and B4C and RHA were selected as reinforcement material to fabricate composite by using powder metallurgy technique. The blend is prepared for different compositions of each powder material weighted individually for the required composition using a digital weighing scale. The measured blend is taken in a ceramic beaker and stirred well with the help of a stirrer made by ceramic. The stirring has to be done for ten minutes properly to get the homogenous mixture. The prepared blend is poured into the die and filled to the desired level. Using filler the blend is filled thoroughly into the die for better compaction. The die is placed safely into the MCTM machine. The load is then applied gradually to the die for compaction. Figure 2 shows the schematic diagram of powder metallurgy route.

Compaction press, crucible, die and ejected specimen
2.4 Theoretical Calculation of Density and Porosity
The density of formulated matrix is used to measure the bonding strength and compactness of the reinforcement particle in the substance. The experimental density is calculated by Archimede’s principle. The theoretical density (ρ) of Al6082-B4C-RHA is calculated by
Calculation for 1 composition: Al-80%, B 4 C-17.5%, RHA-2.5%
-
Al = 3.927*0.80 = 3.142 g.
-
B4C = 3.927*0.175 = 0.687 g.
-
RHA = 3.927*0.025 = 0.098 g.
Porosity is the formation of bubbles inside of the casting after cooling the hybrid metal matrix composite. Porosity takes place since a large volume of dissolved gas can be absorbed by most liquid materials, but the rigid structure of the same material cannot, so the gas forms bubbles within the composite material as it cools. In surface the gas porosity might be trapped on some surface to the presence of oxygen, hydrogen and other components. Porosity (P) of Al6082 metal matrix composites compared with the newly formulated composites was calculated by.
3 Results and Discussion
3.1 Microstructure Analysis of Newly Formulated Composite
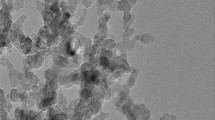
In this investigation we have micro scoped the fabricated specimens in to 1000X, 1500X, 2000X using scanning electron microscopy after heat treatment, Fig. 3 shows the microstructure of the alloyed specimens with rice husk ash particle and boron carbide particle. The boron carbide phase is fined in dark phase with the metal phase white, and some clusters are formed in interlocking of phase materials as shown in Fig. 3A. Some agglomeration is formed at the bonding with reinforcement in Fig. 3B. Finally, we have observed that in Fig. 3C Sample 6, the particles are equally distributed and alloyed with matrix phase, there is no agglomeration and clusters are formed in the alloying element and give better continuity of phase distribution. This shows the fine surface texture and clear phase distribution of an alloying element. In Fig. 3D the particle of reinforcement increased and it has been found that cracks on the surface and phase distribution is also not clear and porosity is much increased and the fragile nature is out bounded in the surface. From this we have observed that the particle distribution of RHA and B4C is cleared up to the phase of figure shown in 3C.

Microstructure of AA6082/B4C/RHA of different Samples A 10% of B4C and 10% of RHA is added with aluminium 6082 powder. B. 12.5% of B4c and 7.5% of RHA is added with aluminium 6082 powder. C. 15% of B4c and 5% of RHA is added with aluminium 6082 powder. D. 17.5% B4C and 2.5%RHA is added with aluminium 6082 powder
3.2 Evaluation of Mechanical Properties
Tensile strength. Tensile strength of newly fabricated composite with different weight ratios of reinforcement (B4C & RHA) in shown in Fig. 4. From this we have observed that increase in weight percentage of RHA decreases the tensile strength of the matrix materials and same time the increase in B4C the tensile strength increases versatile up to 15%wt and 5%wt RHA. After addition of boron carbide with a weight of 15% tends to reduced the tensile strength of the fabricated element. The maximum tensile strength of 167.5 Mpa is observed at sample 6. From the result we concluded that the maximum strength is achieved up to 15wt% of boron carbide, and the secondary reinforcement particles RHA possesses higher strength by offering more resistance. Henceforth after heat treatment 17% of increase in tensile strength is observed on the same sample.

Tensile strength of Al6082-RHA-B4C
Ductility. The influence of the reinforcement ratio add-on RHA and B4C on the ductility of the composite is shown in Fig. 5. We have observed that increase in wt% of RHA increases the ductility of and composite. This is due to the presence of cluster particle in boron carbide (Fig. 3B). This is due to the increase in hardness of B4C cluster. Sample of Al6082- 12.5 wt% RHA and 7.5 wt% B4C shows the maximum ductile. The experimental value is compared with theoretical value after heat treatment, and we have observed that 16.7% increase in ductility is obtained and it is shown in Fig. 5.

Ductility of AA6082/RHA/B4C
Hardness. Figure 6 shows the hardness of various compositions of reinforcement before heat treatment and after heat treatment. From this we have observed that sample 6 (Al 6082 of 15wt% B4C and 5wt% RHA) shows maximum hardness of 62BHN before heat treatment and after heat treatment the hardness is further improved to 74BHN and surface textures are very clear and clean. The particle distribution and cluster formation in the phase show better results, almost 15.3% increase in hardness is observed after heat treatment.

Hardness of AA6082/RHA/B4C
Specific strength. In Table 3 the experiment and theoretical density are compared and specific strength after heat treatment is compared. We observed density of 15% wt B4C and 5% wt RHA (sample 6) with Al6082 matrix being 2.74 g/cm3. The theoretical density of this composition is calculated, and it was found to be 2.70 g/cm3. The composition Al6082 with 7.5wt% of B4C and 2.5% RHA shows better mechanical properties. The theoretical density is compared with the fabricated hybrid aluminium matrix 6082, and it shows the maximum increase in the sample 6 and gives higher strength-to-weight ratio among the newly fabricated materials.
4 Conclusion
A newly formulated Al6082-RHA-B4C composite with different weight ratios of reinforcement is fabricated by using powder metallurgy routing process. By studying the microstructure and properties of composites, the following conclusions can be drawn:
-
A newly formulated hybrid metal matrix composite Al6082-RHA-B4C has been fabricated by using the powder metallurgy routing method.
-
In microstructure analysis we have found that phase changes and particle distribution of reinforcements with different weight ratios. And sample 6 (15wt% of B4C and 5wt% of RHA) shows a clear bonding texture and even particle distribution after heat treatment.
-
The maximum tensile strength of 167.5Mpa is observed at sample 6, with a weight ratio of reinforcement 15wt% of B4C and 5wt% of RHA shows maximum value on both heat treatment processes.
-
Sample No. 6 (Al6082 of 15wt% B4C and 5wt% RHA) shows maximum hardness of 62BHN before heat treatment and after heat treatment the hardness is further improved to 74BHN and surface textures are very clear and clean.
-
Maximum ductility is observed on (Al6082 with 15wt% B4C and 5wt% RHA).
-
Specific strength of Al6082 and 15%B4C and 5% RHA composites shows maximum of 47.35kN-m/kg, its shows much higher when compared with base matrix material.
References
Ilandjezian, R., Gopalakannan, S.: Mechanical and micro-structural behavior of lignite coal based fly-ash and microsphere reinforced Al 6061 metal matrix composite. Appl. Mech. Mater. 85(2), 123–129 (2016)
Ravindran, P., Manisekar, K., Narayanasamy, P.: Application of factorial techniques to study the wear of Al hybrid composites with graphite addition. Mater. Des. 39, 42–54 (2016)
VenkatPrasat, S., Subramanian, R.: Tribological properties of AlSi10Mg/ fly ash/graphite hybrid metal matrix composites. Industrial Lubrication and Tribo. 65(6), 399–408 (2013)
Shalaby, E., Churyumov, A.Y., Solonin, A.N.: Preparation and characterization of hybrid A359/(SiC+Si3N4) composites synthesized by stir/squeeze casting techniques. Mater. Sci. Eng. 674, 18–24 (2017)
Baradeswaran, A., Perumal, A.E.: Influence of B4C on the tribological and mechanical properties of Al 7075–B4C composites. Compos. B Eng. 54, 146–152 (2013)
Surappa, M.K.: Aluminium matrix composites challenges and opportunities. Sadhana 28(1), 319–334 (2018)
Danasegaran, S.K., Britto, E.C., Xavier, S.C.: Exploration of trigonal patch antenna characteristics with the impact of 2D photonic crystal of various air hole shapes. J. Elec. Mater. 50, 5365–5374 (2021). https://doi.org/10.1007/s11664-021-09071-8
Britto, E.C., Danasegaran, S.K., Johnson, W.: Design of slotted patch antenna based on photonic crystal for wireless communication. Int J Commun Syst. 34, e4662 (2021). https://doi.org/10.1002/dac.4662
Danasegaran, S.K., Britto, E.C., Johnson, W.: Investigation of the influence of fluctuation in air hole radii and lattice constant on photonic crystal substrate for terahertz applications. Opt. Eng. 59(8), 087102 (13 August 2020). https://doi.org/10.1117/1.OE.59.8.087102
Karthikeyan, A., Nallusamy, S.: Experimental analysis on sliding wear behaviour of aluminium–6063 with SiC particulate composites. Int. J. Eng. Res. Afr. 31, 36–43 (2017)
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Thirumaran, V., Ganesh, M., Ganesha Balamurugan, K., Sutharsan, M. (2022). Study on Mechanical Behaviours of Newly Formulated Aluminium Alloy (6082) Reinforced with Boron Carbide and Rice Husk Ash. In: Natarajan, S.K., Prakash, R., Sankaranarayanasamy, K. (eds) Recent Advances in Manufacturing, Automation, Design and Energy Technologies. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-16-4222-7_41
Download citation
DOI: https://doi.org/10.1007/978-981-16-4222-7_41
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-4221-0
Online ISBN: 978-981-16-4222-7
eBook Packages: EngineeringEngineering (R0)