
Abstract
This research presents the impact and flexural strength of jute and flax natural fiber-reinforced composites for some typical applications like leaf spring. Natural fibers have good strength to weight ratio, biodegradable, low cost and easily available. In this paper, two different natural fibers jute and flax were used for the manufacturing of composites by VARTM process and mechanical testing results are carried out as per the ASTM standard. The Impact and flexural testing are carried out for five and seven layers of jute and flax fiber-reinforced composites and the effect of fiber volume fraction and number of layers on impact and flexural strength are studied. Results show that the highest impact strength is found for flax 7 layer (44 J/m) and lowest for jute 5 layer (37 J/m). Flexural strength is found to be highest for flax 5 layer (177 MPa) and lowest for jute 7 layer (70 MPa). This research concludes that flax fiber reinforced composites show higher strength as compared to jute fiber-reinforced composites. The fiber volume fraction (FVF) increases by increasing the number of layers. Mechanical strength is directly proportional to the FVF of the composite material.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
The composite material is finding a broad area of application due to their superior property like increased tensile strength, good wear rate, high corrosion resistance, low density, etc. Development of new material is trending in today’s time for penetrating more and more field of application. Glass fiber and carbon fiber has the highest strength to weight ratio but usage is limited due to non-bio degradability and high cost of synthetic fibers. So the interest of the researcher is rapidly growing towards natural fiber-reinforced composites (NFRC) in terms of their fundamental research and industrial applications. Their availability, price, recyclability, and strength make them attractive and alternative to glass, carbon fibers used for the manufacturing of composites. The advantage of NFRC in the automobile is a lightweight and high efficiency of the automobile [1, 2].
The orientation of fiber plays an important role in the mechanical properties of polymer composites like tensile strength, Compressive strength, impact strength, flexural strength, etc. [3]. If fibers are placed parallel to the loading direction then it gives the highest strength compared to other combinations. Properties of NFRC can be improved by providing some surface treatment like coating [4,5,6,7,8].
The addition of nanoparticle can improve the mechanical properties but the uniform dispersion is the main issue in addition to the nanoparticle. Nanoparticle develops a good fiber-matrix interface and due to this the tensile, flexural, and impact strength increases [9]. Hybrid composite gives a combination of different reinforcement and results in an improvement in properties. It can also improve the moisture absorption capacity of the composites [10, 11]. The water absorption tendency is the main drawback of NFRC. This property varies for different natural fibers. Fiber volume fraction (FVF) has a significant effect on the mechanical properties of NFRC [12, 13]. In an automobile, if we are able to reduce the weight of the system then efficiency and mileage can be increased. This is possible by the use of polymer composite using glass and carbon fiber as a recent trend but usage is limited due to environmental issues. So natural fiber is another option provided that NFRC should resist different types of load such as impact, bending, etc. Here, two different NFRC is prepared and mechanical testing (Impact and flexural) is carried out to see the effect of a number of layers on impact and flexural strength [13,14,15,16]. Fabrication of NFRC is done with the VARTM process as it gives good quality of components [17,18,19].
The reason behind these two testings is to check the suitability of natural fiber in the application where components are subjected to impact and flexural load like leaf spring in the automobile. A lot of researcher tries to implement synthetic composite material in leaf spring but the problem is with cost and we have to add number of leaf as compared to steel leaf. So natural fiber can reduce the cost of spring because they are easily available and reduce the weight of spring but number of leaf will be highest as compared to other all materials.
2 Materials and Methods
2.1 Materials
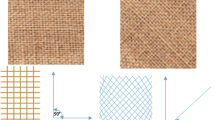
Details of material requirements and its supplier are given in Table 1 below. The Density and GSM are taken from the technical data sheet of the material provided by the supplier. Jute fiber and flax fiber are supplied by Basu jutex, Kolkata, and Vrukhsha Composites, Tenali respectively. The Mixing ratio is 100:30 by weight percentage of resin and hardener as per technical specification given by the supplier. The chemical Name of epoxy resin is bisphenol A diglycidyl ether and amines is used as hardener (Fig. 1).

Reinforcement materials
2.2 Fabrication of NFRC
For the fabrication of jute and flax fiber-reinforced composites, the experimental setup of the VARTM process is prepared as shown in Fig. 2. VARTM process gives good quality than hand layup and RTM process, especially in complex geometry. The strength obtained from the VARTM process-based composites is more due to high FVF (up to 60%) compared to other processes. Two types of mould are used one is glass mould and the other is flexible mould. The mould release agent is used for easy removal of the final part from the glass mould. The preform is placed over the glass mould and peel ply and infusion mesh is placed over it.

Complete mould setup for VARTM process
The preform is covered with sealant tape with the provision of inlet and outlet and the vacuum bag is covered on the mould. After mould preparation, the connection is given to the pump, and a vacuum is applied to check the leakage from the mould and ensure a pure vacuum environment inside the mould. Now by giving the pressure difference, the resin will flow from the preform and converge towards the outlet. After complete mould filling of resin, the mould is kept for 24 h for the curing of the resin.
2.3 Impact Test
Impact testing of flax and jute fiber-reinforced composites is carried out as per the ASTM D 256 standard. The specimen length is 63.5 mm, width is 12.7 mm and thickness varies from 3.5 mm to 5 mm. 2.5 mm deep V type notch with 450 angles and 0.25 mm radius is cut by AWJM. Five specimens from each specification are tested under the same conditions as shown in Figs. 3 and 4.

Impact testing specimens

Izod impact testing machine
2.4 Flexural Test
3 point flexural testing of flax and jute fiber-reinforced composites is carried out as per ASTM D 7264 standard. The span to thickness ratio of 20:1 (20 × Thickness) is maintained in all specimens. The thickness of the specimen varies from 3.5 mm to 5 mm and the width of the specimen is 13 mm. the support span is 80 mm for flax 3 layer, flax 5 layer, and jute 5 layer and 100 mm for jute 7 layer. Three specimens from each specification are tested under the same conditions as shown in the figure. Specimens for flexural testing are shown in Fig. 5.

Flexural testing specimens
The maximum load that specimen can withstand up to failure is recorded and flexural strength is calculated using 3 points bending equation as shown below [ASTM D 7264].
where P is load in N, L is supported span, b is the width of a specimen, and h is the thickness of the specimen.
Flexural testing of jute and flax fiber-reinforced composite is carried out using a tensometer of 20KN load cell supplied by kudale instruments private limited, Pune. The testing speed is 1 mm/min.
3 Results and Discussion
3.1 Impact Test
The energy absorbed by the material is recorded for all specimens and impact energy calculated in J/m.
The reason for lower energy absorption is defects and notching of the specimen. The unnotched impact energy will more as compared to notched impact energy. The mean of all 5 specimens is taken and it is shown in Fig. 6.

Impact strength of jute and flax fiber-reinforced composites
The highest impact strength is found to be 44 J/m for flax 7 layer and lowest impact strength is found to be 37 J/m for jute 5 layer. The impact strength increases with an increase in a number of layers for both jute and flax fiber-reinforced composites. The FVF varies from 0.19 to 0.24 and this is the main reason for the small increase in impact strength. Energy absorbed by material increases with an increase in a number of the layer due to thickness variation.
As we know that impact strength is low for both fiber as compared to synthetic fiber, but by this strength, we can calculate the approximate number of leaf required as per design procedure (Fig. 7).

Break sample after impact strength
Some images taken by a vision measuring system is shown in Fig. 8. The notch defect and voids are the main reasons for the low strength of the composites. The failure of the impact specimen is also shown in Fig. 8.

Images captured by the vision measuring system
The failure in the notched specimen will always start from the notch and it will propagate into thickness direction. So fibers that are in a parallel direction to loading will not break but it will slip to adjacent layers and fibers which are perpendicular loading direction will first break as shown in the figure. First crack initiation will start from resin and after it suddenly breaks. Due to the brittle nature of this composite, the capacity of absorbing impact energy is less as compared to ductile materials.
So the impact strength greatly depends on the amount of fiber presents in perpendicular to the loading direction. If we have more fibers in perpendicular to loading direction then impact strength will be high and vice versa.
3.2 Flexural Testing
Total 4 combinations two for jute fiber and two for flax fiber with three replication is tested in tensometer. The results obtained from the flexural test is shown below (Fig. 9).

Flexural strength of jute and flax fiber-reinforced composites
If we increase the number of the layer then the load required to break the specimen will increase but at the same time, the thickness of the specimen will also increase. The flexural strength is directly proportional to the load required to break the specimen and inversely proportional to the square of the thickness of the specimen. The denominator increases by square but the nominator will increases linearly as we can see in Eq. 5.1. That’s why the flexural strength of the flax 5 layer is more as compared to the flax 7 layer.
Due to bending, the portion above the neutral layer will experience a tensile load, and the portion below will experience a compressive load. So failure will always happen at the top surface due to maximum stress and fiber is pulling out from the upper surface but here we cannot see fracture at the upper layer due to brittle fracture. The fracture of the flexural component is shown in Fig. 10.

Fracture behavior during flexural strength
4 Conclusion
The impact and flexural test for 5 and 7 layers of jute and flax fiber-reinforced composites are carried out and the following conclusion can be made.
-
1.
Impact strength is found to be high for flax fiber-reinforced composites as compared to jute fiber-reinforced composites. The impact strength increases by increasing the number of layers.
-
2.
Impact strength and flexural strength can be improved by increasing the fiber volume fraction of material.
-
3.
Flexural strength of flax fiber-reinforced composite is high as compared to jute fiber-reinforced composite but it is decreasing by increasing number of layers.
-
4.
By using natural fiber reinforced composite in leaf spring material, the number of leaf will be highest as it shows lower impact and flexural strength. It can minimize cost and weight of leaf spring.
References
Elanchezhian C, Ramnath BV, Ramakrishnan G, Rajendrakumar M, Naveenkumar V, Saravanakumar MK (2018) Review on mechanical properties of natural fiber composites. Mat Today: Proc 5(1):1785–90
Holbery J, Houston D (2006) Natural-fiber-reinforced polymer composites in automotive applications. Jom 58(11):80–86
Nasir AA, Azmi AI, Chye LT, Khalil AN, Kim KN (2018) Tensile behaviour of open hole flax/epoxy composites: influence of fibre lay-up and drilling parameters. J Compos Mater 10(5):228–236
Dong C (2018) Review of natural fibre-reinforced hybrid composites. J Reinf Plast Compos 37(5):331–348
Xia C, Ren H, Shi SQ, Zhang H, Cheng J, Cai L, Chen K, Tan HS (2016) Natural fiber composites with EMI shielding function fabricated using VARTM and Cu film magnetron sputtering. Appl Surf Sci 362:335–340
Xu C, Gu Y, Yang Z, Li M, Li Y, Zhang Z (2016) Mechanical properties of surface-treated ramie fiber fabric epoxy resin composite fabricated by vacuum-assisted resin infusion molding with hot compaction. J Compos Mater 50(9):1189–1198
Li Y, Xie L, Ma H (2015) Permeability and mechanical properties of plant fiber reinforced hybrid composites. Mater Des 86:313–320
Cavalcanti DK, Banea MD, Neto JS, Lima RA, da Silva LF, Carbas RJ (2019) Mechanical characterization of intralaminar natural fibre-reinforced hybrid composites. Compos B Eng 175:107149
Prasad V, Joseph MA, Sekar K (2018) Investigation of mechanical, thermal and water absorption properties of flax fibre reinforced epoxy composite with nano TiO2 addition. Compos Part A: Appl Sci Manuf 115:360–370
Ibrahim MI, Sapuan SM, Zainudin ES, Zuhri MY (2020) Preparation and characterization of cornhusk/sugar palm fiber reinforced Cornstarch-based hybrid composites. J Mater Res Technol 9(1):200–211
Arputhabalan J, Palanikumar K, Adaikalaraj SR, Priyan MS (2019) Investigation of glass fiber influence on mechanical characteristics and resistance to water absorption of natural fiber reinforced polyester composites. Materials Today: Proc 16; In: 4th international conference on advances in materials, manufacturing and applied sciences, Amrita viswa vidyapeetham, Coimbatore, Tamilnadu, pp 843–852
Muktha K, Gowda BK (2017) Development and characterization of sisal fiber reinforced polypropylene composite materials. Mater Today: Proc 4(8); In: 1st International conference on advancements in aeromechanical materials for manufacturing (ICAAMM 2016), MLR Institute of technology, Hyderabad, 2016, pp 8307–8312.
Jang BP, Kowbel W, Jang BZ (1992) Impact behavior and impact-fatigue testing of polymer composites. Compos Sci Technol 44(2):107–118
Boey FY, Chia LH, Teoh SH (1985) Compression, bend, and impact testing of some tropical wood-polymer composites. Radiat Phys Chem 26(4):415–421
Sahu R, Gupta MK, Chaturvedi R, Tripaliya SS, Pappu A (2020) Moisture resistant stones waste based polymer composites with enhanced dielectric constant and flexural strength. Compos B Eng 182:107656
Pani PR, Nayak RK, Routara BC, Sekhar PC (2019) Flexural and specific wear rate of seawater aged bamboo, jute and glass fiber reinforced polymer hybrid composites. In: Singh SK, Davim JP, Kumar K (eds), Mater Today: Proc 18; In: 9th International conference of materials processing and characterization (ICMPC-2019), Gokaraju Rangaraju Institute of Engineering and Technology, Hyderabad, pp 3409–3414
Srivastava P, Garg CK, Sinha S (2018) The influence of chemical treatment on the mechanical behaviour of hair fibre-reinforced composites. Mater Today: Proc 5(11); In: 5th International conference on advances in energy research (ICAER 2015) IIT Bombay, pp 22922–22930
Kumbhani CB, Dave HK, Patel HV (2019) Fabrication and tensile testing of jute and flax fiber reinforced composites using VARTM process. In: Paper presented at 11th international conference on precision, Meso, Micro and nano engineering (COPEN 11), IIT Indore, 12–14 Dec
Bayldon JM, Daniel IM (2009) Flow modeling of the VARTM process including progressive saturation effects. Compos a Appl Sci Manuf 40(8):1044–1052
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Kumbhani, C.B., Dave, H.K., Patel, H.V. (2021). Impact and Flexural Testing of Jute and Flax Fiber Reinforced Composites Fabricated by VARTM Process. In: Dave, H.K., Nedelcu, D. (eds) Advances in Manufacturing Processes . Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-9117-4_30
Download citation
DOI: https://doi.org/10.1007/978-981-15-9117-4_30
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-9116-7
Online ISBN: 978-981-15-9117-4
eBook Packages: EngineeringEngineering (R0)