
Abstract
Green composites can reduce the use of synthetic fibers in many applications. The motivation behind the fabrication of green composites is their excellent biodegradability and recyclability. However, fundamental issues related to green composites are their inferior mechanical properties and the reinforcement’s hydrophilic nature. This paper presents the hand layup technique to produce green composites containing different ratios of synthetic fiber (E-glass) and natural fiber (Jute). The mechanical properties were characterized as per ASTM standards. The impact strength was also investigated for different impact energies. In addition to this, the numerical simulations using ABAQUS were performed. The experimental results for tensile and flexural results were compared and validated with finite element analysis (FEA) results. An error of nearly 4% was observed between the numerical and experimental results. The microscopic analysis of fractured tensile specimens indicated that more pull out of jute fabric in high jute weight percentage composites was the leading cause of its lower tensile strength.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Innovations in industrial sectors have provided ease to the general public. These innovations have contributed to aerospace, automotive, telecommunications, and biotechnology fields, and have changed individuals’ way of life [1]. Recent advances in material science and manufacturing processes have revolutionized the industrial sectors [2], which also comes with several constraints and challenges. Seminal discoveries in the materials engineering area result in high-performance materials known as “fiber-reinforced composites” typically containing synthetic fibers as a reinforcement [3]. The ultimate use of composites in the automotive industry has triggered environmental effects [4]. Therefore, environmental impacts related to these materials have urged researchers to consider environment-friendly substitutes [5,6,7]. The utilization of natural fibers has introduced many social, natural, and efficient points of interest to fabricate “green” vehicle parts. A green composite is one having at least one constituent that exists naturally and biodegradable [8, 9].
Natural fibers are becoming increasingly popular and can substitute synthetic fibers as reinforcement since they are more eco-friendly and economical [10,11,12]. These natural fibers possess adequate strength, abdunace of cellulose [13], bio-degradability, lightweight, and can be processed quickly [14]. Conventional reinforcing materials like glass, carbon, and Kevlar fibers are expensive, and the utilization of these fibers is legitimized distinctly in aviation and military applications [15, 16]. Among the current natural fiber materials, Jute fibers are most widely explored as reinforcement in hybrid composites [17,18,19]. Jute is also at the second place in the economic ranking succeeding cotton [20]. The Jute-coir based composites are used in railway coaches for sleeper berth backing, packaging market, cloth, and sacks. The natural jute fiber-based composites are seen extensively in automobiles, furniture, storage of agricultural, sports, and many chemical products [21]. There is significant research reported on experimental and numerical techniques for the mechanical characterization of metals, alloys, and composites [22,23,24,25]. The reported numerical models can successfully predict the mechanical properties of synthetic fiber-reinforced composite within an acceptable error range [26].
Rafiquzzaman et al. [27] used the hand layup technique to manufacture skateboards and showed that the jute-glass fiber-based polymer composite skateboard has a maintainable quality over Canadian hard rock maple wood which is widely used for producing sportswear parts. The cost analysis indicated that around 20% of the cost dropped by using these materials for manufacturing the skateboard. Acharya et al. [28] studied the tribological behavior of hybrid glass-jute composites under different stacking sequences. They found that the hybrid composites with 40% jute fiber and 60% glass fiber have higher wear resistance than other hybrid composites. The results highlighted that an optimal percentage of jute-based fibers could improve wear resistance.
Bandaru et al. [29] performed an experimental and numerical study on thermoplastic Kevlar-Basalt composites for studying the effects of hybridization. The simulation results provided an over-estimation of experimental results. Rafiquzzaman et al. [22] experimentally and numerically investigated the glass-jute hybrid composite laminates. In numerical analysis, the individual composite plates were joined together to represent the whole model, and an error of nearly 20% was observed between the experimental and numerical results. They alluded that this might be due to voids in the samples due to the flawed fabrication method.
Damanpack et al. [30] studied the impact and contact response of shape memory polymer (SMP) beams formed by four-dimensional (4D) printing technology. Impact testing was examined through FEM. Experimental and numerical tests results revealed that the projectile with a high speed did not create any plastic deformation. In another study [31], the nonlinear free vibration response of Shape Memory Alloys (SMA) fiber-based composites with different layups was examined. Simulation results indicated that the geometric and different physical parameters of SMA are significant variables influencing the free vibration properties of the laminated SMA. Isavand et al. [32] investigated the amic reaction of functionally gradient steel (FGS) composite cylindrical pieces consistent with extreme environmental conditions. This study provided the optimum solution of thermo-flexible unique examination of cylindrical pieces with three distinct configurations of FGS for the first time.
Sudheer et al. [33] performed analytical and numerical study on a glass–epoxy structure to determine elastic properties. The models like the rule of mixture, Halpin–Tsai Nielsen, and Chamis elastic models were used in the analytical study, whereas, ANSYS was used for the numerical analysis. A good agreement was found between the two approaches. Nirbhay et al. [34] used ABAQUS to perform the FEA simulation of carbon fiber reinforced polymer (CFRP) composite test specimen for 15 layered laminate. By comparing this model with the experimental study, reasonably good results were obtained. Furthermore, cross-ply laminates were stiffer than the angled ply laminates. In another study, the probabilistic range of tensile properties of jute-polyester was investigated for the composite laminate [35]. The composites with minimum thickness possess higher tensile strength.
Similarly, a study on glass-jute composites with varying weight ratios of epoxy-jute-glass depicted that the impact energy, tensile and flexural strength increases with the increase in glass content [36]. Sisal-glass fibers reinforced epoxy hybrid laminates were fabricated with two fixed glass layers and varying sisal fiber with different weight ratios [37]. The results obtained from this study highlighted that a combination containing a 4% weight ratio of sisal provided excellent tensile, flexural, and impact properties. In another study, the tensile strength of jute cloth-wool reinforced epoxy was evaluated, and it was observed that the hybridization improves tensile strength [38]. Natural jute fiber was chosen due to its simplicity of production and ease of availability. Different studies conducted in the past suggested that glass fibers are the most ordinary fibers in hybridization with any natural fiber [39, 40], owing to their high quality, firmness, low thickness, low cost, increased flexibility, and essentially low water digestion rate.
Significant research is going on in advanced composites, especially in sports, automotive, and aircraft industries. To support this solace of technologies in the industries, the researchers should be aware of the effect of these advanced composites' consumptions on the climate. Moreover, the above studies have mostly discussed synthetic fibers-based composites and only a few on green composites. Additionally, the applications of these green composites-based studies, their numerical models, and improved mechanical properties are limited. In this paper, the authors propose how the innovations can be created feasible by adding green components in composites to evade or minimize the uses of synthetic fibers, and changed over into green advancements to give reasonable mechanical properties and subsequently provide a clean climate in the future. The paper also addresses the opportunities and difficulties in numerical simulation techniques in support of green technology. In this study, green composites were prepared through the hand layup technique by employing different ratios of synthetic fiber (E-glass) and natural fiber (jute). Furthermore, mechanical properties were characterized through ASTM standards. The experimental results for tensile and flexural results were compared and validated with finite element analysis (FEA) results. The impact strength was also characterized at different energies and fractography analysis was performed to observe the interfacial characteristics of the green composites.
2 Experimental Procedures
2.1 Materials
The materials used in this work were supplied by a local vendor in Lahore, Pakistan. A 0°/90° weave pattern E-glass and jute fabrics were used as reinforcements. Epotec YD-128 was used as the epoxy matrix. The physical and mechanical properties of all the materials are presented in Table 1.
2.2 Fabrication of Composite Laminates
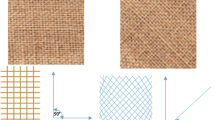
Green hybrid composites were fabricated through the Hand layup technique. The epoxy resin and harden were mixed in 2:1 proportion and stirred manually for 20 min to obtain uniform dispersion. The hand layup method was employed following these steps: initially, mold releasing spray was applied on glass mold, peel ply (material help in removing final composite from glass mold) was placed above the sprayed surface, an epoxy layer was applied using a brush on the first layer of glass, use of removal roller for even dispersal of epoxy on glass fabric and removal of air bubbles, and finally, the addition of laminates to get the desired stacking sequence. Samples were set for curing at room temperature for 24 h. Composites produced with three different stacking sequences are shown in Fig. 1.

Design of laminates configurations based on stacking sequences of the fibers
2.3 Mechanical Characterization
The fabricated laminates require a cutting process to produce desired shape and size specimens, as per ASTM standards. The mechanical characterization was performed following ASTM D3039, D790, D7136 for tensile, flexural, and impact testing, respectively. Details of the samples produced for tensile testing are reported in Table 2. The tensile tests were performed at a strain rate of 2 mm/min, at room temperature, and 60% relative humidity on the Zwick/Roell Z100 machine. The same machine was used for flexural testing. Whereas, for impact testing, three different energies, 10 J, 20 J, and 30 J, were selected. Force versus time response for impact was recorded on the Zwick Roell HIT 230F machine. A complete schematic diagram for impact testing utilized in this study is shown in Fig. 2.

The schematic diagram of impact testing
3 Numerical Analysis
FEA-based simulation allows researchers to predict the exact response of any materials under real loading conditions. Thus, these technique are widely adopted by many resaerchers for generally two purpsoses. First simulation techniques provides the exact response of composites laminates at any plies position and secondly it can save a lot of experimental costs. Therefore, the application of these simulation techniques prevents the wastage of the material, which leads towards a green environment.
3.1 Tensile and Flexural Test Simulations
Numerical simulations were performed using ABAQUS. Tensile testing simulations followed these steps: Step-1, a solid part with similar geometry as tested samples, was modeled using 3D shell elements; Step-2, the definition of orthotropic properties for glass ply and jute ply as provided in Table 3, following the definition of composite layup; Step-3, assembly was formed, and mesh type was defined; Step-4, analysis step was defined in this module; Step-5, the interaction was defined in this module, the upper grip’s reference point is coupled with all nodal points in the tensile test model; Step-6, boundary conditions were defined, the lower grip was fixed, i.e. (ENCASTRE U1 = U2 = U3 = UR1 = UR2 = UR3 = 0) while the upper grip was displaced by applying displacement on the reference point; Step-7, the meshing of the model was done; Step-8, results were visualized after simulation to obtain a force–displacement diagram.
Three rollers were designed for flexural testing simulation as discrete rigid parts, two for supporting and one for loading nose. A similar mechanics of tensile testing simulation, i.e., composite layup and orthotropic properties, were adopted (as discussed above). While fixing the supporting rollers, a displacement was given to the loading nose in the boundary condition module. Thus, by following these steps, simulation of each laminate under tensile and flexural loading was performed.
4 Results and Discussions
4.1 Tensile and Flexural Testing
The tensile test was performed as per ASTM D3039 standard, similar to the study [11]. Samples containing jute and glass in different percentages were tested. The tensile strength of different laminates was calculated from Fig. 3. The L-laminate, M-laminate, and N-laminate possess a tensile strength of 82 MPa, 52 MPa, and 44 MPa, respectively. Furthermore, it is seen that there is not any notable difference between the tensile properties of M-laminate and N-laminate which contains different plies of glass and jute fibers. So, jute fiber can replace glass fiber without significant loss in tensile strength for a particular stacking sequence, and the effect of hybridization can improve tensile properties [36]. Furthermore, the tensile strength of L-laminate is almost double to N-laminate because the L-laminate plies consist of four layers of glass fiber and a single layer of jute fiber at the middle of the green composite which makes the L-laminate perfectly symmetric.

Tensile strength of different laminates, a L-laminate, b M-laminate, c N-Laminate
Similarly, the flexural strength of different laminates was assessed from Fig. 4. In flexural testing, N-laminate possesses a flexural strength of 80 MPa, whereas M-laminate has a flexural strength of 77 MPa. The possible reason for the higher flexural strength of the N-laminate is the minimum interface layers at which adhesion is applied. There is a chance of breakage at the interface due to the poor interfacial bonding caused by the presence of two dissimilar materials. Furthermore, the M-laminate has a maximum number of interface layers, which deteriorates its flexural strength. Whereas, the N-laminate has an adhesive layer similar to the L-laminate sequence. The lower strength of the N-laminate than L-laminate is due to the higher concentration of jute fiber, which reduces its flexural strength. The calculated average strength and percentage strain at failure for both tests are reported in Table 4.

Flexural strength of different laminates, d L-laminate, e M-laminate, f N-Laminate
In both tensile and flexural testing, increase in the tensile and flexural strength were found for L-laminated composites. This is attributed to the fact that L-laminate consists of a greater number of glass fibers, and glass fibers are stronger and stiffer than jute fibers. The impact of stacking sequences has been noticed on the mechanical properties of laminates. The tensile and flexural properties of all laminates are significantly influenced by the types of reinforcement and the plies positions. The noticed difference is due to the effect of reinforcement and development of interlaminar and intralaminar stresses depending upon the laminates.The stacking sequences in the laminates often help us to predict the final failure pattern of composite. As L-laminate is the perfect symmetric laminate and failure in this type of laminate is the interlaminar failure in which delamination between the two consecutive plies occurs. In contrast, M-laminate and N-laminate show intralaminar failure in which matrix failure happens, fiber/matrix debonding, and fibers breakages occur due to the asymmetric nature of the laminates. Furthermore, the stacking-sequence variations in all laminates also imparts the discrepancies in residual thermal stresses. The region of high stress concentration in laminates occurs due to differences between the plies as mostly observed in M-laminate and N-laminate, compelling the beginning of delamination in that laminate, this leads towards lowering the mechanical properties of these laminates. Generally, the behavior of a laminate at a free boundary relies on different reasons, the interlaminar shear and normal stresses, residual thermal stresses and number of similar or dissimilar layers.
4.2 Numerical Simulation
A minimum error of 4% between experimental and numerical results is observed for the L-laminate sequence. This percentage error increases with increasing jute percentage. A maximum error of 15% is encountered for the N-laminates. The variation of numerical results from experimental ones is due to the waviness of the fibers, the hand layup technique, and the non-uniformity of jute fiber in properties distribution. Due to waviness, fibers tend to straighten themselves upon loading and thus bears tensile and shear stresses.
However, the primary cause of error is the hand layup technique, which causes non-uniform epoxy distribution and void contents leading to stress concentrations. Jute fiber shows non-uniform property distribution as jute fiber diameter varies from fiber to fiber due to local market and substandard processing. The comparison of force versus displacement graphs for tensile and flexural simulations are shown in Figs. 5 and 6, respectively.

Tensile Test: Simulation vs. experimental results, a L-Laminate, b M-Laminate, c N-Laminate

Flexural Test: Simulation vs. experimental results, a L-Laminate, b M-Laminate, c N-Laminate
4.3 Impact Testing
The drop weight testing of laminates was characterized at three different energies (10 J, 20 J, and 30 J). Figure 7 presents the force–time response of laminates at these energies level. It is evident that the L-Laminate, containing a higher percentage of glass fibers, possesses a maximum force of 2745 N at 30 J. The impact strength decreases by increasing the jute fiber percentage at all energy levels. This is due to the higher impact strength of the glass fiber than the jute fiber [41]. It is worth noting that in Fig. 8c, the curve of N-laminate is open, which means that the drop weight passed through the laminate surface completely. Table 5 illustrates force level of all laminates at different energy levels. It also shows that the maximum force of all laminates increases at all energies. However, this increase in N-laminate is quite low as compared to the other laminates.

Force vs. time response of different Laminates at different energy levels, a 10 J, b 20 J, c 30 J

Damage areas of laminates at different energy levels
Figure 8 presents the damaged area of the laminates for different energies. Interestingly, the least damage area was 4.7 cm2 for N-Laminate at 10 J energy level, which means that N-laminate containing a higher percentage of jute fiber can withstand a small impact load compared to L-laminate, which has a damaged area of 8.1 cm2. The damaged area for N-laminate at 20 J is 7.8 cm2 and at 30 J is 13.5 cm2 which shows that the damaged area increases drastically at high energy levels.
4.4 Microscopic/Fractographic Evaluation
Microscopic evaluation was performed by using an Olympus metallurgical microscope. Pictures of broken samples were observed to understand the fracture behavior. It was found that all samples exhibited a mixed failure pattern. Figure 9a demonstrates the N-laminate failure mechanism during tensile testing, in which jute fiber shows more elongations. This is because pulling out of the jute fibers from the matrix in the N-laminate during tensile testing, causes poor adhesion between jute fiber and matrix/epoxy. Figure 9b depicts the early breakage of the glass fiber in the N-Laminate during the impact testing sample. This may be attributed to lower elongation in glass fiber than jute fiber in impact loading. Thus, causing a visible failure pattern in N-Laminate at 30 J drop weight testing.

a Front view of fractured tensile N-laminate specimen, b glass fiber breakage during impact testing of N-laminate
5 Conclusions
Considering the global climate change and progress in environment-friendly materials, it is preferred to use green materials as an alternative to synthetic materials such as glass fiber reinforced polymer (GFRP) and other synthetic fiber-based composites. In this study, green composites were prepared through hand layup techniques with different stacking sequences of glass and jute fibers. The mechanical testing was performed on these composite materials according to ASTM standards. The experimental results indicate that the mixing of jute fiber in GFRP composite reduces the tensile and flexural strength; however, it provides an added benefit of improved failure strain. This behavior can be beneficial in applications requiring higher strain-to-failures. The hybridization of jute fiber with glass fiber also cuts down a substantial material cost. A numerical simulation was performed using ABAQUS, and results were compared with experimental ones. A maximum error of approximately 15% was found between numerical and experimental results for laminate which contains the higher percentage of jute fiber. This error resulted from the jute fiber's waviness, and the hand layup technique.
Impact strength is also characterized for these laminates through drop weight testing at different energies level. The laminate which consists of a high percentage of jute fiber shows very low impact forces at higher energies. Thus, the use of these green composites is only justified in low-impact applications. Moreover, fractography was performed using OLYMPUS Microscope to investigate the interfacial behavior. It was observed that more pull out of jute fabric in high jute weight percentage laminates is the leading cause of lower tensile and flexural strength of the green composites.
References
Siregar, J. P., et al. (2019). The effect of maleic anhydride polyethylene on mechanical properties of pineapple leaf fibre reinforced polylactic acid composites. International Journal of Precision Engineering and Manufacturing-Green Technology, 6(1), 101–112. https://doi.org/10.1007/s40684-019-00018-3
Ali, H. T., et al. (2021). Fiber reinforced polymer composites in bridge industry. Structures, 30, 774–785. https://doi.org/10.1016/j.istruc.2020.12.092
Khalid, M. Y., et al. (2021). Developments in chemical treatments, manufacturing techniques and potential applications of natural-fibers-based biodegradable composites. Coatings, 11(3), 293. https://doi.org/10.3390/coatings11030293
Malinowski, R., et al. (2020). Studies on manufacturing, mechanical properties and structure of poly(butylene adipate-co-terephthalate)-based green composites modified by coconut fibers. International Journal of Precision Engineering and Manufacturing - Green Technology, 7(6), 1095–1105. https://doi.org/10.1007/S40684-019-00171-9
Shah, A. U. R., Prabhakar, M. N., & Song, J.-I. (2017). Current advances in the fire retardancy of natural fiber and bio-based composites–A review. International Journal of Precision Engineering and Manufacturing-Green Technology, 4(2), 247–262. https://doi.org/10.1007/s40684-017-0030-1
Khalid, M. Y., Al Rashid, A., Arif, Z. U., Ahmed, W., Arshad, H., & Zaidi, A. A. (2021). Natural fiber reinforced composites: Sustainable materials for emerging applications. Results in Engineering, 11, 100263. https://doi.org/10.1016/J.RINENG.2021.100263
Kim, J.-H., et al. (2015). Review of nanocellulose for sustainable future materials. International Journal of Precision Engineering and Manufacturing-Green Technology, 2(2), 197–213. https://doi.org/10.1007/s40684-015-0024-9
Jaafar, J., Siregar, J. P., Mohd Salleh, S., Mohd Hamdan, M. H., Cionita, T., & Rihayat, T. (2019). Important considerations in manufacturing of natural fiber composites: A review. International Journal of Precision Engineering and Manufacturing - Green Technology, 6(3), 647–664. https://doi.org/10.1007/s40684-019-00097-2
Dwivedi, S. P., & Srivastava, A. K. (2019). Utilization of chrome containing leather waste in development of aluminium based green composite material. International Journal of Precision Engineering and Manufacturing-Green Technology, 7, 781–790. https://doi.org/10.1007/s40684-019-00179-1
Chaitanya, S., & Singh, I. (2018). Ecofriendly treatment of aloe vera fibers for PLA based green composites. International Journal of Precision Engineering and Manufacturing-Green Technology, 5(1), 143–150. https://doi.org/10.1007/s40684-018-0015-8
Khalid, M. Y., Al Rashid, A., Arif, Z. U., Sheikh, M. F., Arshad, H., & Nasir, M. A. (2021). Tensile strength evaluation of glass/jute fibers reinforced composites: An experimental and numerical approach. Results in Engineering, 10, 100232. https://doi.org/10.1016/j.rineng.2021.100232
Mastura, M. T., Sapuan, S. M., Mansor, M. R., & Nuraini, A. A. (2018). Materials selection of thermoplastic matrices for ‘green’ natural fibre composites for automotive anti-roll bar with particular emphasis on the environment. International Journal of Precision Engineering and Manufacturing-Green Technology, 5(1), 111–119. https://doi.org/10.1007/s40684-018-0012-y
Khalid, M. Y., Al Rashid, A., Arif, Z. U., Ahmed, W., & Arshad, H. (2021). Recent advances in nanocellulose-based different biomaterials: types, properties, and emerging applications. Journal of Materials Research and Technology, 14, 2601–2623. https://doi.org/10.1016/J.JMRT.2021.07.128
Paglicawan, M. A., Kim, B. S., Basilia, B. A., Emolaga, C. S., Marasigan, D. D., & Maglalang, P. E. C. (2014). Plasma-treated abaca fabric/unsaturated polyester composite fabricated by vacuum-assisted resin transfer molding. International Journal of Precision Engineering and Manufacturing-Green Technology, 1(3), 241–246. https://doi.org/10.1007/s40684-014-0030-3
Khalid, M. Y., Al Rashid, A., & Sheikh, M. F. (2021). Effect of anodizing process on inter laminar shear strength of GLARE composite through T-peel test: Experimental and numerical approach. Experimental Techniques, 45, 227–235. https://doi.org/10.1007/s40799-020-00433-1
Khalid, M. Y., et al. (2021). Interlaminar shear strength (ILSS) characterization of fiber metal laminates (FMLs) manufactured through VARTM process. Forces in Mechanics, 4, 100038. https://doi.org/10.1016/J.FINMEC.2021.100038
Jothibasu, S., Mohanamurugan, S., Vijay, R., Lenin Singaravelu, D., Vinod, A., & Sanjay, M. R. (2018). Investigation on the mechanical behavior of areca sheath fibers/jute fibers/glass fabrics reinforced hybrid composite for light weight applications. Journal of Industrial Textiles. https://doi.org/10.1177/1528083718804207
Khalid, M. Y., Al Rashid, A., Arif, Z. U., Akram, N., Arshad, H., & García Márquez, F. P. (2021). Characterization of failure strain in fiber reinforced composites: Under on-axis and off-axis loading. Crystals, 11(2), 216. https://doi.org/10.3390/cryst11020216
Chandekar, H., Chaudhari, V., & Waigaonkar, S. (2020). A review of jute fiber reinforced polymer composites. Materials Today: Proceedings, 26, 2079–2082. https://doi.org/10.1016/j.matpr.2020.02.449
Saleem, M. H., et al. (2020). Jute: A potential candidate for phytoremediation of metals—A review. Plants, 9(2), 1–14. https://doi.org/10.3390/plants9020258
Maity, S., Singha, K., Gon, D. P., Paul, P., & Singha, M. (2012). A review on jute nonwovens: Manufacturing, properties and applications. International Journal of Textile Science, 1(5), 36–43. https://doi.org/10.5923/j.textile.20120105.02
Rafiquzzaman, M., Islam, M., Rahman, H., Talukdar, S., & Hasan, N. (2016). Mechanical property evaluation of glass–jute fiber reinforced polymer composites. Polymers for Advanced Technologies, 27(10), 1308–1316. https://doi.org/10.1002/pat.3798
Al Rashid, A., Imran, R., & Khalid, M. Y. (2020). Determination of opening stresses for railway steel under low cycle fatigue using digital image correlation. Theoretical and Applied Fracture Mechanics, 108, 102601. https://doi.org/10.1016/j.tafmec.2020.102601
Rashid, A.A., Imran, R., Arif, Z. U., and Khalid, M. Y. (2021). Finite element simulation technique for evaluation of opening stresses under high plasticity. Journal of Manufacturing Science and Engineering, 143(12), 121005. https://doi.org/10.1115/1.4051328
Lee, M. S., Seo, H. Y., & Kang, C. G. (2016). Comparative study on mechanical properties of CR340/CFRP composites through three point bending test by using theoretical and experimental methods. International Journal of Precision Engineering and Manufacturing-Green Technology, 3(4), 359–365. https://doi.org/10.1007/s40684-016-0045-z
Ali, A., et al. (2019). Experimental and numerical characterization of mechanical properties of carbon/jute fabric reinforced epoxy hybrid composites. Journal of Mechanical Science and Technology, 33(9), 4217–4226. https://doi.org/10.1007/s12206-019-0817-9
Rafiquzzaman, M., Zannat, M., Roy, R., & Sultana, M. N. (2017). Jute-glass fiber based composite for engineering application. European Journal of Advances Engineering and Technology, 4(7), 510–515.
Acharya, S. K., Bera, T., Prakash, V., & Pradhan, S. (2020). Materials Today: Proceedings Effect of stacking sequence on the tribological behaviour of jute-glass hybrid epoxy composite. Materials Today: Proceedings, 28, 936–939. https://doi.org/10.1016/j.matpr.2019.12.328
Bandaru, A. K., Patel, S., Sachan, Y., Ahmad, S., Alagirusamy, R., & Bhatnagar, N. (2016). Mechanical behavior of Kevlar/basalt reinforced polypropylene composites. Composites Part A: Applied Science and Manufacturing, 90, 642–652. https://doi.org/10.1016/j.compositesa.2016.08.031
Damanpack, A. R., Bodaghi, M., & Liao, W. H. (2020). Contact/impact modeling and analysis of 4D printed shape memory polymer beams. Smart Materials and Structures, 29(8), 85016. https://doi.org/10.1088/1361-665x/ab883a
Asadi, H., Bodaghi, M., Shakeri, M., & Aghdam, M. M. (2015). Nonlinear dynamics of SMA-fiber-reinforced composite beams subjected to a primary/secondary-resonance excitation. Acta Mechanica, 226(2), 437–455. https://doi.org/10.1007/s00707-014-1191-4
Isavand, S., Bodaghi, M., Shakeri, M., & Aghazadeh, M. (2015). Dynamic response of functionally gradient austenitic-ferritic steel composite panels under thermo-mechanical loadings. Steel and Composite Structures, 18(1), 1–28.
Sudheer, M., Pradyoth, K. R., & Somayaji, S. (2015). Analytical and numerical validation of epoxy/glass structural composites for elastic models. American Journal of Materials Science, 5(3C), 162–168. https://doi.org/10.5923/c.materials.201502.32
Nirbhay, M., Dixit, A., Misra, R. K., & Mali, H. S. (2014). Tensile test simulation of CFRP test specimen using finite elements. Procedia Materials Science, 5, 267–273. https://doi.org/10.1016/j.mspro.2014.07.266
Abhishek, A. P., Gowda, B. S. K., Prasad, G. L. E., & Velmurugan, R. (2017). Probabilistic study of tensile and flexure properties of untreated jute fiber reinforced polyester composite. Materials Today: Proceedings, 4(10), 11050–11055. https://doi.org/10.1016/j.matpr.2017.08.066
Braga, R. A., & Magalhaes, P. A. A. (2015). Analysis of the mechanical and thermal properties of jute and glass fiber as reinforcement epoxy hybrid composites. Materials Science and Engineering C, 56, 269–273. https://doi.org/10.1016/j.msec.2015.06.031
Rana, R. S., Kumre, A., Rana, S., & Purohit, R. (2017). Characterization of properties of epoxy sisal/glass fiber reinforced hybrid composite. Materials Today: Proceedings, 4(4), 5445–5451. https://doi.org/10.1016/j.matpr.2017.05.056
Santulli, C., et al. (2013). Mechanical behaviour of jute cloth/wool felts hybrid laminates. Materials and Design, 50, 309–321. https://doi.org/10.1016/j.matdes.2013.02.079
Khalid, M. Y., Al Rashid, A., Abbas, Z., Akram, N., Arif, Z. U., & Márquez, F. P. G. (2021). Evaluation of tensile properties of glass/sisal and glass/jute fibers reinforced hybrid composites at different stacking sequences TT—stacking sequences에 따른 Glass/Sisal과 Glass/Jute Fiber로 강화된 복합체의 연신 특성 평가. Polymer (Korea), 45(3), 390–397. https://doi.org/10.7317/pk.2021.45.3.390
Khalid, M. Y., Arif, Z. U., Sheikh, M. F. et al. (2021). Mechanical characterization of glass and jute fiber-based hybrid composites fabricated through compression molding technique. International Journal of Material Forming, 14, 1085–1095. https://doi.org/10.1007/s12289-021-01624-w
Selver, E., Dalfi, H., & Yousaf, Z. (2020). Investigation of the impact and post-impact behaviour of glass and glass/natural fibre hybrid composites made with various stacking sequences: Experimental and theoretical analysis. Journal of Industrial Textiles. https://doi.org/10.1177/1528083719900670
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Khalid, M.Y., Arif, Z.U. & Al Rashid, A. Investigation of Tensile and Flexural Behavior of Green Composites along with their Impact Response at Different Energies. Int. J. of Precis. Eng. and Manuf.-Green Tech. 9, 1399–1410 (2022). https://doi.org/10.1007/s40684-021-00385-w
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40684-021-00385-w