
Abstract
The research work presents an analysis of the optimal infill pattern of 3D-printed Polylactic Acid (PLA) based on its compressive strength. Samples with varying infill percentages and types are loaded in different directions. The samples are built using fused deposition modelling process (FDM) on a Creality Ender-3 3D printing machine. Strength is calculated based on the results of testing and feasibility of infill type and pattern according to application is analysed. The testing shows triangular infill to be superior to the default line infill pattern in every condition. Gyroid infill shows nearly isotropic properties, thus being a useful pattern to select when the part is subjected to multiple loading directions.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
- Fused deposition modelling (FDM)
- Additive manufacturing (AM)
- Rapid prototyping
- Polylactic acid (PLA)
- Process parameters
- Compressive strength testing
1 Introduction
Additive manufacturing permits programmed creation of complex shapes with a critical decrease in assembling cost, contrasted with conventional subtractive manufacturing methods [1].
Fused deposition modelling (FDM®) is a material extrusion process used to make thermoplastic parts through heated extrusion and deposition of materials layer by layer [2].
The process begins with the creation of a CAD model of the part to be printed. This is then exported to a .stl format, which simplifies the part by reducing it to its most basic components. The disadvantage is that the part loses some resolution, because the geometry is now represented by triangles, and not by features like true arcs and splines [3]. However, the errors introduced by these approximations are acceptable as long as they are less than the inaccuracy inherent in the manufacturing process [4].
The file is then loaded into slicing software, which slices the part into multiple horizontal layers. A G-code is generated that determines the tool path and other printing parameters of the 3D printer.
A filament of a thermoplastic material such as acrylonitrile butadiene styrene (ABS) or polylactic acid (PLA) is pushed through a heated nozzle. The resulting fused filament is then deposited onto a heated bed. After one layer of semi-molten material is deposited, the nozzle moves up and deposits another layer on top of the previous one, fusing them together. This process is repeated until the part is formed.
FDM parts are generally not printed solid. To save on material and decrease build time, parts are printed with an internal, low-density structure known as infill. Infill percentage is a parameter that can be varied based on the application of a part. The geometry of the infill also impacts the performance of an FDM part [5].
Alvarez et al. [6] investigated the influence of infill percentage on the tensile strength of ABS parts using a honeycomb infill pattern. Their results show a trend in increase of strength with infill percentage. Mohammed Raffic and Ganesh Babu [7] and Ahn et al. [8] are some of the researchers who have studied the effects of layer thickness, air gap, raster orientation, bead width, raster width and model temperature on the mechanical properties of 3D printed plastics. Most of these papers present conclusions of the effects of these parameters by either keeping the infill percentage or the types of infill constant.
Infill type is a very simple parameter to tweak. This paper attempts to fill the gaps in these previous studies by analysing the effect of different infill structures, as it is largely an independent parameter, on the strength of a part, and thus comment upon the optimal infill type to utilise according to the situation.
2 Methodology
2.1 Selection of Material
PLA, ABS and nylon are three of the most popular 3D printing materials. All can be extruded on basic 3D printers and they are among the most affordable filaments available today [9]. However, since Nylon is a flexible material, it cannot be used for compression testing.
PLA has a larger strength and lower ductility than the traditional acrylonitrile butadiene styrene (ABS) material [10]. PLA has a lower coefficient of thermal expansion, which reduces the effects of warping, not adhering to the printed surface, and large parts cracking as they are printed.
PLA will give a more defined graph and will reduce the possibility of manufacturing defects due to warping. Considering these factors, the material chosen is 1.75 mm diameter PLA filament.
2.2 Selection of Infill Pattern and Density
The default infill option in most software is the line infill. It is a simple infill structure as compared to other infills. Triangle infill was chosen as the second infill structure, as it has comparable weight and print time to line infill. These infill structures are two-dimensional infill structures, i.e. they repeat the same pattern in every layer.
To counteract the anisotropic property of FDM parts, a 3D infill structure had to be chosen next. Gyroid was selected as the infill structure since the nozzle head does not have to constantly change direction as compared to other structures.
Infill percentages of 20, 50 and 80 are chosen as they are very common infill percentages for low, medium and high strength applications, respectively, as shown in Figs. 1 and 2.

Line, triangle and gyroid infill at 20% density with internal structure below

Line, triangle and gyroid infill at 50% density with internal structure below
2.3 Identifying Print Parameters for Test Samples
The printed test samples are to be subjected to compression under an Aimil (AIM UT 100 DG) Universal Testing Machine (UTM). Its working load range is 1–1000 kN. To attain more accurate results, a part must sustain at least the first 2% of the load capacity of a machine, i.e. 20 kN. The test samples have to be cubes as they will be loaded in different orientations to account for their anisotropic properties. Taking these factors into consideration, along with practicality regarding sample weight and print time, the parameters and dimensions of the samples are determined experimentally.
The samples are cubes of dimension 35 mm × 35 mm × 35 mm. The nozzle diameter is selected as 0.4 mm as it is a common nozzle size. The layer height is chosen as 0.3 mm to reduce build time. Shell thickness is set to 0.8 mm, i.e. two perimeters, and top/bottom thickness is 0.9 mm as shown in Fig. 3 (Table 1).

Internal structure of 20% line infill sample
2.4 Building and Testing Samples
The 3D model file for the test sample is developed in Autodesk Fusion 360, and is imported to the slicing software, Ultimaker Cura. This specific slicing software is chosen as it is user friendly and has the required selection of infill types. The variable parameters for the test are given in Table 2.
Two samples of each combination are built to reduce the effect of error, totalling at 36 samples.
2.5 Test Procedure
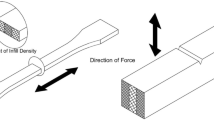
The testing process is done according to ASTM standard—ASTM D695-15 (Standard Test Method for Compressive Properties of Rigid Plastics) [11]. A test sample is loaded onto the machine, ensuring that it is centred. Compressive load is increased at a fixed rate and load vs displacement graph is generated by the UTM Machine. Two identical samples are tested for each permutation, and the average value is taken. Figures 4 and 5 show samples loaded both along and perpendicular to build direction.

Sample loaded in build direction

Sample perpendicular to build direction
Due to the limitations such as immaturity of FDM technology, there are still many problems to be resolved in the production process. Many products built by FDM have the defects such as insufficient precision, warping, short filling, string shearing, or nozzle failure, which seriously restrict the application of FDM [12]. These defects can cause the printed samples to prematurely fail as shown in Fig. 6.

Buckling of walls, common failure mode for sample
The generated graphs for identical samples are analysed. In case of a defect, the shapes of the graphs are dissimilar, and the samples exhibit different points or modes of failure. Mechanical defects were observed in two such samples, which were then reprinted. Samples with similar graphs were selected for the dataset, thus significantly reducing the error due to mechanical defects.
3 Results
3.1 Load Orientation
Figure 7 shows average values of peak yield load, extracted and plotted into a graph.

Peak values of yield load (build direction)
Line and gyroid patterns exhibit similar properties in this region, with gyroid sustaining slightly higher load values than line for 20 and 50% infill, and slightly lower values for 80% infill.
Triangle infill performs significantly better in this condition, sustaining between 4 and 15 kN more load than its counterparts.
3.2 Load Orientation
Figure 8 shows same procedure in transverse direction of loading. There is a large drop in strength of the 2D infill structures of line and triangle, ranging from a 35 to 55% decrease from previous values. This can be attributed to the anisotropic properties of the parts.

Peak values of yield load (transverse direction)
Gyroid structure however exhibits no significant change apart from a slight variation in load values.
4 Conclusion
In this article, the effects of infill type on the strength of a part under various infill percentages and load conditions are studied. The results showed that:
-
1.
2D infill structures exhibit a sharp decrease in strength when loaded in the transverse direction.
-
2.
Triangle infill is extremely strong in build direction.
-
3.
Triangle infill sustains higher loads than line infill in all conditions and infill percentages. It is beneficial to make triangular infill the default infill structure, as it offers better mechanical properties for the same weight and printing time as line infill.
-
4.
Gyroid infill should be a preferred infill pattern for when the direction of loads to be applied on the parts is unknown or the part is going to be subjected to transverse loads.
-
5.
This information will help manufacturer’s waste of minimum material and build time to create a useful product.
5 Future Scope
More 2D structures such as hexagonal, tri-hexagonal and 3D structures such as cubic, 3D honeycomb can be tested at two more infill percentages, leading to more comprehensive data. Time required to print can also be analysed to find the right fit of infill. Some of the fixed parameters such as shell thickness can also be varied in conjunction with infill to find the optimal mix of weight, time and strength.
References
Dimitrov D, van Wijck W, Schreve K, de Beer N (2006) Investigating the achievable accuracy of three dimensional printing. Rapid Prototyp J 12(1):42–52
ASTM (2012) Standard terminology for additive manufacturing technologies. Standard F2792-12a, ASTM International. West Conshohocken, PA. https://doi.org/10.1520/F2792-10
Wright PK (2001) 21st Century Manufacturing. Prentice Hall, New Jersey
Ahn S-H, Montero M, Odell D, Roundy S, Wright PK (2002) Anisotropic material properties of fused deposition modeling ABS. Rapid Prototyp 8(4):248–257
Redwood B, Schoffer F, Garret B (2017) The 3D Printing Handbook: Technologies, design and applications. 3D Hubs B.V. Amsterdam, The Netherlands, p 40
Alvarez KL, Lagos RF, Aizpun M (2016) Investigating the influence of infill percentage on the mechanical properties of fused deposition modelled ABS parts. Ingeniería e Investigación 36(3):110–116. https://doi.org/10.15446/ing.investig.v36n3.56610
Mohammed Raffic N, Ganesh Babu K, Palaniappan PL, RajeshKannan P, Santhanabharathi NS, Venkatramanan S (2017) Effect of Fdm process parameters in Abs plastic material. Int J Mech Prod Eng 3(1):14–23. www.aetsjournal.com
Ahn SH, Montero M, Odell D et al (2002) Anisotropic material properties of fused deposition modeling ABS. Rapid Prototyp J 8(4):248–257
Letcher T (2014) Material property testing of 3D-printed specimen in PLA on an entry-level 3D printer. In: International mechanical engineering congress and exposition 2014, IMECE, vol 2, pp 1–8. Montreal
ASTM (2014) Standard test method for compressive properties of rigid plastics. In: D695-02a, United States
He K, Wang H, Hu H (2018) Approach to online defect monitoring in fused deposition modeling based on the variation of the temperature field. Complexity 2018(Article ID 3426928), 13 pages. https://doi.org/10.1155/2018/3426928
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Parab, S., Zaveri, N. (2020). Investigating the Influence of Infill Pattern on the Compressive Strength of Fused Deposition Modelled PLA Parts. In: Vasudevan, H., Kottur, V., Raina, A. (eds) Proceedings of International Conference on Intelligent Manufacturing and Automation. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-4485-9_25
Download citation
DOI: https://doi.org/10.1007/978-981-15-4485-9_25
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-4484-2
Online ISBN: 978-981-15-4485-9
eBook Packages: EngineeringEngineering (R0)