
Abstract
The 3D printing process makes the part layer by layer as per the CAD model. Fused deposition modeling (FDM) is one of the 3D printing processes in which a polymer material is used to produce a part in which heating chamber is provided to liquefy polymer material, which is fed to the machine as a filament. The parts produced by FDM process will be affected by a large number of process parameters like part build orientation, layer height, raster width, infill percentage, infill pattern, perimeters, etc. A more systemic understanding is required to study the effect of process parameters of the FDM in order to reduce building time, increase the mechanical strength and enhance the part quality. FDM can be used in the medical sector, which includes dental applications, prosthetics and bone fixation implants. The compressive strength played the fundamental role in these types of applications. In present work, an attempt has been made to understand the effects of processing parameters on compressive strength of FDM made parts. The experimental plan has been designed using full factorial method with part orientation, infill pattern and infill density. Analysis of variance has been performed on each of the mechanical response characteristics to identify the significant printing parameters that influence the same. It was observed that infill density along with the orientation significantly affects the compressive strength.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
3D printing process forms the objects from three-dimensional virtual models, which can be obtained from computer-aided design software. It is suitable for the construction of particular objects with complex geometries. 3D printing is widely used in various fields of application, for example, in the aerospace and defense, in automotive and electronics industry, and in the medical sector, which includes dental applications, prosthetics and bone fixation implants. Consumer industries such as sports, furniture, jewelry and the food industry have also started the implementation of 3D printing technologies [1].
In the fused deposition modeling (FDM) process, a thermoplastic material is extruded from a nozzle and makes the part layer upon layer. The feedstock material is supplied as a solid polymer filament. The nozzle contains a resistive heater, which is used to heat the polymer material such that it runs smoothly from the nozzle and forms the layer. FDM process has significant advantages in terms of eliminating costly tools, flexibility and the ability to produce very complex parts and shapes. The limitations of the FDM are the quality of the parts fabricated. It makes it necessary to understand the performance of parts from the FDM process with the variation in processing parameters so that they are reliable for different applications. There are vast applications of FDM in medical industries, viz. dental and bone implants. Compressive strength is playing a fundamental role in these applications. Numerous researchers have studied the effect of different process parameters of FDM printed parts on the compression strength of the parts.
Chin et al. [2] investigated the compression properties of the FDM parts using different materials. They observed that parts printed using PCL resulted in higher strength as compared to other materials. Ahn et al. [3] found that parts printed horizontally on the print bed are resulted in higher compressive strength. Lee et al. [4] observed that the compressive strength of the part printed in axial direction has more strength than that of the part printed in the transverse direction. Sood et al. [5] observed that as the layer height decreases and air gap increases, the compressive strength decreases for the FDM printed ABS specimens. Hernandez et al. [6] studied the compression strength of FDM made components using different build orientations. They have observed that samples have higher strength in XY-plane as compared to Z-plane. Motapatri et al. [7] studied different FDM processing parameters, viz. air gap, angle of raster and part orientation for the compression testing of ABS made parts. They have observed that as compared to vertically made parts, horizontally build parts resulted in higher strength. Upadhyay et al. [8] reported that higher compressive strength can be achieved by depositing layers in perpendicular to the testing. Mishra et al. [9] investigated the impact of built orientation, a number of perimeters and air gap on compression strength of the FDM printed parts. Jami et al. [10] stated that parts having solid build have higher strength as compared to porous specimens. Dave et al. [11], in their experiments, studied the effect of infill density, layer thickness and print speed on the compressive strength of FDM printed polylactic acid (PLA) parts.
From the literature study, it is observed that effect of the infill parameters, viz. density and pattern, is not thoroughly examined for the mechanical properties mostly for compression strength. In the present work, the effect of three process parameters, viz. build orientation, infill density and infill pattern on the compressive strength, has been investigated.
2 Experimental Details
2.1 Material
Polylactic acid (PLA) is used in the present work as a raw material. It is a thermoplastic polymer made from various renewable resources. Solid PLA filament having 1.75 mm diameter supplied by eSUN is used to 3D print the compression specimens. Open source omega dual extruder 3D printer is used in the present work.
2.2 Specimen Preparation
Higher values of compressive strength are very important for parts made of FDM. In this study, the compressive testing method ASTM D695 was applied for the testing. The dimensions of the compressive part, according to standard, is shown in Fig. 1. The 3D models of specimens are prepared using Autodesk Inventor software. After the test specimen is modeled, it is then exported into slicer software for slicing. After that, the g-code file is imported into the machine.

Compressive test specimen as per ASTM D695 standard (all dimensions are in mm)
2.3 Process Parameters
In this investigation, three different processing parameters, viz. part build orientation, infill density and infill pattern, were selected. Two types of part build orientation flat and on-edge were selected. Rectilinear, concentric and Hilbert curve infill patterns were used for the fabrication of specimen. Three ranges of infill density 60, 80 and 100% were considered in the present work. Process parameters and their range are tabulated in Table 1.
Specific parameters, viz. nozzle and bed temperature, layer thickness, raster width, raster angle and speed, were fixed for all the samples.
2.4 Compression Testing
Compressive strength at break is determined in accordance with ASTM D695 (determination of plastic compression properties) using the PC2000 electronic tensometer as shown in Fig. 2. It is an automatic material testing system with a crossbar speed of 1.3 mm/min and a full-scale load range of 20 KN.

Compression testing machine
In the present investigation, the full factorial design was selected, and as per the design, there were a total of 18 combinations of different processing conditions. To ensure the repeatability of the testing of components, all 18 specimens having different parameter combinations were printed twice and mean values of the compressive strength were considered for further investigation.
3 Results and Discussion
The full factorial design of 18 samples and compression strength values derived from both tests with mean and standard deviation values are reported in Table 2.
Analysis of variance (ANOVA) is used to identify FDM processing parameters that have a significant impact on the compression strength of FDM made parts. Table 3 shows the analysis of variance for compressive strength. ANOVA analysis represents the percentage contribution of process parameters on the compressive strength, where infill density had a maximum contribution of 85.22%. And the contribution of orientation and infill pattern was 8.55% and 1.21%, respectively. The p-values from the analysis indicate the significance of the individual process parameter. For the build orientation and infill density, the p-value for compressive strength is less than 0.05, which suggests that orientation and infill density are significant process parameters for compressive strength.
3.1 Effect of Process Parameters on Compressive Strength
Figure 3 shows the graphical representation of the correlation between three process parameters and the strength of the compressive test specimen.

Effect of process parameters on compressive strength
The graphs from Fig. 3 reveal that parts printed with 100% infill density resulted in higher compressive strength as compared to other infill density. From the graph, it is clear that Hilbert curve pattern shows the lowest strength values for compressive strength. The results showed that the specimens printed in on-edge orientation have higher compressive strength in comparison with the flat orientation specimens. Figure 4 shows the stress–strain behavior of flat and on-edge orientation at 100% infill density and rectilinear pattern. It has been observed that, after the elastic limit, the amount of plastic deformation increases when the layers are pressed together and slows down when the layers are fully squeezed.

Stress–strain curves for compressive stress
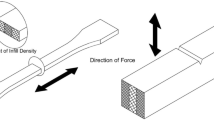
The reason behind the higher compressive strength in the parts printed in on-edge orientation is the arrangement of the layers in the sample. The layers in the on-edge orientation stacked one above the other, as shown in Fig. 5, and all layers were arranged perpendicular to the applied load during the compression testing, while, in the flat orientation, layers were arranged parallel to the applied compression load. Compression specimens built-in flat orientation fail under compressive load due to the buckling of layers (Fig. 6), whereas the parts built-in on-edge direction fail under a higher compressive load due to inter-layer sliding as shown in Fig. 5. Hence, the on-edge orientation specimen has better mechanical properties in comparison with flat orientation specimen.

Failure mechanism of compression specimens built-in on-edge orientation

Failure mechanism of compression specimens built-in flat orientation
It is observed that the parts printed with higher infill density resulted in higher compressive strength. The compression specimens having 100% infill density are fully dense, and rasters are connected to each other as shown in Fig. 7a. While part having 80% infill density, there are minor gaps between the rasters (Fig. 7b). However, in the case of 60% infill density, these gaps are wider as shown in Fig. 7c. As the infill density reduces, the gap between the rasters increases and bonding between rasters became weaker. This was the reason behind lower compression strength at lower value of infill density as these gaps reduce the ability of the part to resist more compressive load.

Parts printed with a 100% b 80% c 60% infill density
The compression strength of parts printed with rectilinear pattern and concentric patterns was the same as the rasters are continuous in both of the patterns. However, in the case of parts printed with the Hilbert curve pattern, the compressive strength was slightly low as compared to the other two patterns. This may be due to the fact that in Hilbert curve pattern, there is no longer raster in particular as only short beads were used, and after few millimeters, bead changes its direction at 90 as shown in Fig. 8c. Due to this sudden change in direction, extruder experienced jerk and vibration which leads to uneven deposition and variation in material flow rate and ultimately resulted in lower values of compression strength.

Infill pattern a rectilinear b concentric c Hilbert curve
4 Conclusion
In the present study, a full factorial experiment was carried out to investigate the effects of part build orientation, infill pattern and infill density on compression properties of the FDM printed specimen. PLA material was used to fabricate specimen with variations in build parameters on omega dual extruder FDM machine. It was observed that on-edge orientation shows the higher values of compressive strength as the compressive load is taken by layer, not by the individual rasters. Concerning testing results, a decrease in strength with the decrement of infill density was observed. The parts printed with Hilbert curve pattern resulted in lower values of compression strengths compared to rectilinear and concentric patterns.
References
Bikas H, Stavropoulos P, Chryssolouris G (2016) Additive manufacturing methods and modelling approaches: a critical review. Int J Adv Manu Technol 83(1–4):389–405
Chin Ang K, Fai Leong K, Kai Chua C, Chandrasekaran M (2006) Investigation of the mechanical properties and porosity relationships in fused deposition modelling-fabricated porous structures. Rapid Prototyping J 12(2):100–105
Ahn SH, Montero M, Odell D, Roundy S, Wright PK (2002) Anisotropic material properties of fused deposition modeling ABS. Rapid Prototyping J 8(4):248–257
Lee CS, Kim SG, Kim HJ, Ahn SH (2007) Measurement of anisotropic compressive strength of rapid prototyping parts. J Mater Process Technol 187:627–630. https://doi.org/10.1016/j.jmatprotec.2006.11.095
Sood AK, Ohdar RK, Mahapatra SS (2012) Experimental investigation and empirical modelling of FDM process for compressive strength improvement. J Adv Res 3(1):81–90
Hernandez R, Slaughter D, Whaley D, Tate J, Asiabanpour B (2016) Analyzing the tensile, compressive, and flexural properties of 3D printed ABS P430 plastic based on printing orientation using fused deposition modeling. 27th Annual International Solid Freeform Fabrication Symposium. Austin, TX, pp 939–950
Motaparti KP, Taylor G, Leu MC, Chandrashekhara K, Castle J, Matlack M (2016) Effects of build parameters on compression properties for ULTEM 9085 parts by fused deposition modeling. In: Proceedings of the 27th annual international solid freeform fabrication symposium. Austin, TX, USA, pp 8–10
Upadhyay K, Dwivedi R, Singh AK (2017) Determination and comparison of the anisotropic strengths of fused deposition modeling P400 ABS. In: Wimpenny DI, Pandey PM, Kumar LJ (eds) Advances in 3D printing & additive manufacturing technologies. Springer, Singapore, pp 9–28
Mishra SB, Abhishek K, Satapathy MP, Mahapatra SS (2017) Parametric appraisal of compressive strength of fdm build parts. Mater Today Proc 4(9):9456–9460
Jami H, Masood SH, Song WQ (2018) Dynamic stress-strain compressive behaviour of FDM made ABS and PC parts under high strain rates. IOP Conf Series Mater Sci Eng 377(1):012153
Dave HK, Rajpurohit SR, Patadiya NH, Dave SJ, Thambad SS, Srinivasn VP, Sheth KV (2019) Compressive strength of PLA based scaffolds: effect of layer height, infill density and print speed. Int J Mod Manu Technol 11(1):21–27
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Prajapati, A.R., Rajpurohit, S.R., Patadiya, N.H., Dave, H.K. (2021). Analysis of Compressive Strength of 3D Printed PLA Part. In: Dave, H.K., Nedelcu, D. (eds) Advances in Manufacturing Processes . Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-9117-4_22
Download citation
DOI: https://doi.org/10.1007/978-981-15-9117-4_22
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-9116-7
Online ISBN: 978-981-15-9117-4
eBook Packages: EngineeringEngineering (R0)