
Abstract
Semi-solid cast 2024 matrix composites reinforced with 1.5, 2.5, and 3.5 wt% Y2O3 particles were developed using vertical muffle furnace equipped with a mechanical stirrer. The composites were successfully developed, and their morphological investigation showed reinforcement particles distribution was fair. The properties of the developed composites improved significantly with an increase in the Y2O3 particles in the alloy. The highest ultimate tensile and yield strengths achieved were 294 MPa and 178 MPa respectively corresponding to the 2024/1.5 wt% Y2O3 composite. 34 and 45% increments in ultimate tensile and yield strengths were achieved for the 2024/1.5 wt% Y2O3 composite compared to the stirred rheocast sample without reinforcement. A decrease in the percentage elongation was observed with an increase in the amount of the yttria particles due to the particle agglomeration and porosity.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
The demand for aluminum alloys (lightweight materials) with enhanced strength and room and elevated temperature properties is increasing in the material world. Dispersion of rare earth elements while processing lightweight materials is one of the methods to improve the casting characteristics such as decrease of gasses, refinement of the microstructure, and grain size refinement [1,2,3,4,5,6,7,8]. Additional benefits are an improvement of mechanical properties [3], improvement of ambient and high-temperature properties [2, 9], and improvement of corrosion and wear properties [10]. Furthermore, the heat resistant and high melting point intermetallic formed can restrict the dislocation motion and grain boundary slide [11, 12]. The rare earth elements provide lightweight materials enhanced improvements in properties, but they are expensive and difficult for processing. Therefore, it needs to consider a suitable substitute material which gives comparable property compared to the pure rare earth elements. In this regard, the oxide form of the rare earth element becomes the best alternative due to their lower cost of processing, availability, and stability [10]. Y2O3 particle, without losing its corrosion property, strengthened aluminum alloy [13]. It was also reported that the dispersion of Y2O3 as a reinforcing material in the magnesium matrix improved the strength and ductility simultaneously [14]. Furthermore, Y2O3 particulate is thermally stable at high temperatures [14], and it was stated that there appears good integrity between the Y2O3 and the Mg matrix which is the result of good thermal stability [14].
For synthesizing metal matrix composites, various methods have been used by different researchers such as in situ methods, liquid, and solid-state methods. The liquid method which involves stirring has been the attractive and most applied method due to the economic benefit it offers compared to other methods. It provides one-third to half of the other methods in terms of the economic benefit, and it is suitable for high production volume [15, 16]. Composite development using conventional casting has some problems. Among them, mixing of the ceramic particles and the matrix is difficult due to the lack of wettability between them [17]. Therefore compocasting/stir rheocasting as an alternative method for the development of composites was developed.
Semi-solid metal casting is a recent processing technology developed due to its advantage over the conventional casting technique [17]. Some of the advantages are a smaller degree of macro-segregation and lower amount of shrinkage cavity. Particle distribution in the base matrix is relatively easier. Therefore, semi-solid casting (compocasting) is accepted as a powerful method for synthesizing composites [17].
There is very few literature reported on metal matrix composite development using semi-solid metal casting process. Some of the research works have been presented hereafter. Yoshida et al. [17] investigated AZ91D composites reinforced with whisker synthesized using semi-solid processing. In their study, they reported that by processing the composite using the semi-solid processing, a fair distribution of reinforcements in the base matrix is relatively easy [17].
Elsharkawi et al. [18] studied rheocasting of semi-solid Al359 matrix composite reinforced with 20% SiC particle employing SEED process. It was reported that nearly spherical α-Al grains were observed in the microstructure. It was reported that particle distribution in the base matrix was fairly uniform. They concluded that SSM is a preferable processing method to develop high-quality composites.
Kumar et al. [19] investigated the effect of pouring temperature on the microstructure evolution of a semi-solid cast in situ Mg2Si-reinforced Al matrix composite. They reported that a uniform distribution of the reinforcements and the spheroidal grain formations were achieved. They concluded that the microhardness of the composite increased due to the grain refinement level achieved and the improvement in morphology.
Curle and Ivanchev [20] studied wear of behavior of semi-solid cast Al matrix composites reinforced with SiCp. They reported that nearly spherical α Al globules were attained by processing the composite in the semi-solid region of the alloy. The addition of the particles in the base matrix increased the hardness of the composite.
Nagaral et al. [21] investigated the characterization of Al2618 matrix reinforced with nano B4C composite synthesized by semi-solid processing. It was reported that a porosity free composite was obtained and particle distribution in the base matrix was fairly uniform. They concluded that the properties of the reinforced composites were superior to the unreinforced counterparts.
Inspired by the above research works, the oxide form of the rare earth element yttrium (yttrium oxide (Y2O3)) is used as a reinforcement material for the development of 2024 aluminum metal matrix composite. Stir rheocasting was used for synthesizing the composite, and metallographic samples were taken for microstructural investigations. X-ray diffraction analysis, differential thermal analysis, and scanning electron microscope were used for characterizing the developed samples. Tensile properties of the developed composites were also studied.
2 Materials and Methods
2.1 Materials
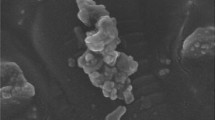
The base alloy used as a matrix for the experiments in this study is aluminum 2024 alloy. It was received in the form of a block from the supplier, and its composition is shown in Table 1. Yttrium oxide (Y2O3) particles with <10 µm received from Nano Partech, Chandigarh, India, is used as the reinforcement. The morphology of the Y2O3 particle used as reinforcement in this research is shown in Fig. 1.

SEM image showing as received Y2O3 particles
2.2 Methods
Initially, the 2024 aluminum alloy was melted at 720 °C using a vertical muffle furnace. The melt was isothermally held at this temperature for 20 min for complete homogenization. After completely melting and mixing the alloy, 1 wt% of hexachloroethane (C2Cl6) was added for removing the slag and degassing. 1 wt% of mg was also added to the melt for improving its wettability.
Next, the temperature was set to a semi-solid temperature of 640 °C to keep the melt in a mesh region. According to the Scheil equation, this corresponds to 40% of solid fraction, Eqs. (1) and (2) [22],
where fL is the weight fraction of liquid in the liquid-solid zone, fS is the weight fraction of solid in the liquid-solid zone, TM is the melting point of pure aluminum, T is the working semi-solid temperature of the alloy, TL is the liquidus temperature of the alloy, and k is constant.
The preheated reinforcements (1.5 wt% Y2O3, 2.5 wt% Y2O3, and 3.5 wt% Y2O3) were added to the slurry in series of the experiments. The preheating of reinforcements was performed at 300 °C for 2 h to remove moisture from them. The slurry was stirred thoroughly for 10 min at 500 RPM for each reinforcement level to distribute them uniformly in the melt. For each sample, approximately 300 g of the base alloy was melted. Sample without any reinforcement at the same semi-solid temperature, with the same procedure above, was also prepared for comparison purpose.
Finally, after holding the slurry for 10 min, it was directly transferred manually to the prepared split type die, which was preheated at 300 °C for 1 h. All the cast samples were solidified, and representative samples were taken for the investigation of microstructure and mechanical properties. Figure 2 shows the experimental setup used in the present experiment. The compositions of the developed composites and their designations are given in Table 2.

Experimental setup used in the present study
2.3 Microstructure Characterization
Metallographic samples were cut and prepared for the purpose of microstructural analysis. The surfaces of the specimens were polished gradually using 320–1200 grit SiC emery papers, followed by velvet cloth dispersed with the Al2O3 suspension on a disk polisher. Finally, etching was done using Keller’s solution (1.5% HCl, 1% HF, 2.5% HNO3, and 95% H2O). Microstructural characterization was done using field emission scanning electron microscope (FE-SEM), equipped with energy dispersive spectroscopy (EDS) (Make-FEI Model-FE-SEM QUANTA 200 FEG, Netherlands) and optical microscope (OM) (Model: TL LED, Germany). X-ray diffraction (XRD) (Make-Bruker, Model-D8-Advance, Germany) analysis with CuKα (k = 1.5418 Å) was also carried out. Xpert Highscore plus-Philips XRD software was used for confirming the formation of phases and intermetallic compounds in the developed composites.
Differential thermal analysis (DTA) was carried out to determine the solidus and liquidus temperatures of the base alloy. The alloy was prepared in the form of powder for the purpose of DTA analysis. Heating and cooling of the samples were done at a rate of 10 °C/min in an argon atmosphere. The instrument used for thermal analysis was Make-EXSTAR (Model-SII 6300 EXSTAR).
2.4 Testing of Mechanical Properties
Tensile test: Standard tensile specimens were cut with the dimensions (diameter = 6 mm, gauge length = 30 mm). The tensile test was conducted on an Instron tensile testing machine (Model-5982, Make: Instron, USA) to assess the yield strength (YS), the ultimate tensile strength (UTS), and percent elongation (% EL). The loading rate used to perform the test was 0.5 mm/min. The 0.2% proof stress, UTS, and % EL were obtained from the stress–strain curves.
3 Results and Discussion
3.1 DTA Analysis
The DTA curves of the unreinforced alloy and the developed composites are shown in Fig. 3. Heating and cooling of the samples were performed at 10 °C/min in an argon atmosphere. The figure indicates that with an increase in the amount of Y2O3 particles in the matrix, the peaks were shifted to higher temperature values. The endothermic peaks show the melting point of the developed samples. As the reinforcement amount increases, the endothermic peak shifted to the right, and it means that the melting point of the developed composite rises to a higher temperature value. We can conclude that the high-temperature property of the developed composite could be improved with the addition of the high melting point Y2O3 particles in the matrix.

DTA curve of the unreinforced alloy and developed composites
3.2 XRD Phase Analysis
XRD of the 2024 and 2024/Y2O3 composites are shown in Fig. 4. The phase composition analysis by XRD showed the distribution of the Y2O3 reinforcement in the developed composite. As clearly seen on the XRD spectra, as the Y2O3 reinforcement increases in the composite, the corresponding peaks related to the reinforcement increased. This confirms the increase in the amount of reinforcement in the base matrix. The Al3Y intermetallic phase was not observed in all the developed composites. The absence of the intermetallic phases further indicates that the Y2O3 particle is in equilibrium with the matrix and thermodynamically stable [23]. A small shift in Al peaks to higher 2θ angle was also observed. This is due to an increase in the content of reinforcement particles in the matrix.

XRD spectra of the developed composites
3.3 The Effect of Semi-solid Metal Casting
During SSM casting, stirring the melt homogenizes the temperature distribution in the slurry. The homogenized temperature distribution and high cooling rate affect the final quality of the cast component. It provides minimized micropores, dispersion of eutectic nuclei, spheroidization of primary phase, and grain refinement [24]. In conventional (liquid) casting, the grains are dendritic in structure, whereas the developed rheocast samples have a spherical grain structure, as shown in Fig. 5. As shown clearly, the optical micrograph of the RC-1 reinforced rheocast sample (Fig. 5a) has a spherical grain structure. Figure 5b shows the optical image of the RC-2 composite. Compared to the micrograph of the developed rheocast sample without reinforcement, the microstructure of the composites was refined. With an increase in the amount of the yttria particles in the composite, the grain structures of the developed composites were refined (Fig. 5c and d). It was reported that the addition of rare earth oxides in the matrix could refine the grains of the matrix [1,2,3,4, 6]. In addition to the refining ability of the reinforcement particles, stirring has also further refined the grain structure of the rheocast composite samples, which would contribute to the improvement in mechanical properties. The globular microstructure obtained, as clearly seen in the figures, shows that the rheocasting technique followed was effective in developing the composite. As a result, ductility, strength, and hardness were improved significantly, which are shown later.

Optical images of a RC-1, b RC-2, c RC-3, d RC-4
3.4 Microstructure Evolution and Particle Distribution
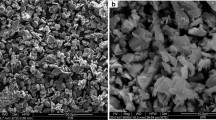
Microstructural characterizations of all the developed samples were investigated using FE-SEM and are shown in Fig. 6. The microstructures mainly consist of the matrix (α Al) and grain boundaries (GB) eutectic phases and reinforcement particles, as confirmed by the XRD analysis.

SEM microstructure of a RC-1, b RC-2, c RC-3, d RC-4
The microstructural feature of the stirred rheocast sample without reinforcement is shown in Fig. 6a. The microstructural feature contains small micropores on the surface. The micropores formed might be due to contamination of the slurry with the atmospheric air while stirring. The microstructure of the stirred rheocast sample with 1.5 wt% Y2O3 reinforcement is shown in Fig. 6b in which fair uniform distribution of the reinforcements can be observed. Micropores were also observed on the microstructure. Figure 6c and d show the microstructural features of the composites 2024 + 2.5 wt% Y2O3 and 2024 + 3.5 wt% Y2O3, respectively. Particles got agglomerated due to the increase in the content of the reinforcement particles in the base matrix. Micropores were also observed in the samples.
EDS analysis. The magnified areas of the grains and the GB areas along with the EDS analysis of the samples are shown in Fig. 7. Figure 7a shows the agglomerates formed in the composite. Figure 7b shows the EDS point analysis which shows the compositions of the agglomerates. It confirmed the presence of Y element in the composite. As indicated clearly, the large peak of Y has been observed, but the peaks corresponding to other elements are very small. The line scan along the agglomerate is shown in Fig. 7c. The corresponding elemental map carried out along the agglomerates of the particles is shown in Fig. 7d. A line scan made along the agglomerated particles with its spectrum shows high peaks of Al, Y, and O elements in the structure. This confirms the agglomeration of Y2O3 particles in the composite.

SEM image showing a agglomerated yttria particles, b EDS point analysis, c the line scan along the agglomerate, d the corresponding elemental mapping of the agglomerate
3.5 Mechanical Characterization
Tensile properties: Figure 8 shows the stress–strain curves of the 2024 composites reinforced with varying amounts of Y2O3 particles. The semi-solid cast sample without reinforcement was considered for the purpose of comparison. The result shows that the semi-solid cast sample without reinforcement has exhibited UTS of 195 MPa. The UTS improved substantially with an increase in the content of the yttria particles. The UTS of RC-2 composite was found to be 294 MPa. 34% increment in UTS was achieved for the RC-2 composite, compared to the RC-1. The UTS of RC-3 and RC-4 was found to be 240 MPa and 193 MPa, respectively. 19% increment in UTS was achieved for the RC-3 composite, but the UTS of RC-4 decreased. Small additions of the hard ceramic particles into the matrix contribute to a substantial improvement in properties like strength and hardness compared to the unreinforced one [25]. The significant increase in UTS of the developed composites was due to particles distribution (Fig. 6) in the matrix. As the amount of the yttria reinforcement increases, the particles somewhat got agglomerated. The properties of the composite could be deteriorated due to the agglomeration of particles. This hinders particle distribution in the matrix that could increase the porosity level and voids in the developed composite [25]. In addition, the increase in the UTS achieved was due to the strong bond between the reinforcement and the matrix. Due to this, the load transfer is more efficient for the stir rheocast composites. Moreover, the grain refinement level increased with an increase in the addition of yttria particles, and thus, an improvement in tensile strength was achieved.

Stress–strain curve of the developed composites
The 0.2% offset yield strengths of RC-1, RC-2, RC-3, and RC-4 composites were found to be 98 MPa, 178 MPa, 140 MPa, and 128 MPa, respectively. 45, 30, and 23% increments in 0.2% offset yield strengths were achieved for RC-2, RC-3, and RC-4 composites, respectively, compared to the RC-1 (the rheocast sample without reinforcement). The percentage elongation was also found to be 5, 4, 4, and 3% for RC-1, RC-2, RC-3, and RC-4 samples, respectively. The percentage elongation of the composites decreased with an increase in the content of the Y2O3 particles. The reduction in elongation of the developed hybrid composites is due to agglomeration of the particles around which voids have been formed. The other reason might be due to the irregularity in the shape of the yttria particles. There will be higher stress concentration around the corners of the particles due to the irregularity that contributes to the sudden initiation of cracks that lead to reduced elongation.
The UTS and the yield strengths of the composites increased with the addition of the yttria particles but at the expense of ductility.
Earlier, it was reported that there was a substantial decrease in the grains sizes of the matrix while increasing the content of reinforcement particles in the base matrix [26]. In their study, they reported that the grain size decreased from 1077.1 to 78.4 μm as the reinforcement of the particles in the matrix was increased from 0 to 7.0 wt%. Similarly, in the present study, substantial grain refinement level has been achieved with an increase in the amount of the reinforcement levels in the matrix. There appear to be two main reasons for the refinement of the grains. The first one was during the beginning of the solidification, during which some of the particles acted as nucleation sites for the aluminum matrix. Secondly, during the solidification process, the particulates around the aluminum matrix caused a pinning effect on the matrix, restricting the grain growth [27, 28].
To further describe the effect of the Y2O3 particles on the tensile strength and hardness of the developed composites, two main approaches have been presented [23]. The first approach was the load transfer on the particles. In this case, the load transferred to the particles from the matrix was due to the good bond existing between them. The second one was based on the load transfer of the particles. In this case, the load transferring effect of the particles to the matrix could contribute to an improvement in the yield strength of the composites. Figure 9 shows the overall material properties of the developed samples in the present study.

Overall mechanical properties of the developed samples
4 Conclusions
In the present work, 2024 composite reinforced with Y2O3 particles was developed successfully using the semi-solid casting method and the following conclusions were drawn.
-
1.
The FE-SEM microstructure showed fairly a uniform distribution of the reinforcements in the composites due to good wettability between them. However, the particles got agglomerated as the reinforcement content increases in the matrix.
-
2.
The properties like ultimate tensile and yield strengths increased with an increase in the addition of Y2O3 particles, whereas the percent elongation decreased.
-
3.
The highest values of yield and ultimate tensile strengths were achieved for the developed composite with the yttria content of 1.5 wt%. With an increase in the yttria particles in the matrix, the ultimate tensile and yield strengths were decreased due to the agglomeration of the particles.
-
4.
There is no evidence of intermetallic compounds formed by processing the composite in the semi-solid region of the alloy.
-
5.
The addition of the yttria in the base matrix increased the liquidus temperature of the developed composite as confirmed by the analysis using the differential thermal analyzer.
References
Zhang X, Sun J, Wang M, Zhang Y, Ma N, Wang H (2015) Improvement of yttrium on the hot tearing susceptibility of 6TiB2/Al-5Cu composite. J Rare Earths 33:1335–1340. https://doi.org/10.1016/S1002-0721(14)60566-4
Pan FS, Chen MB, Wang JF, Peng J, Tang AT (2008) Effects of yttrium addition on microstructure and mechanical properties of as-extruded AZ31 magnesium alloys. Trans Nonferrous Met Soc China 18:s1–s6
Wang Y, Guan S, Zeng X, Ding W (2006) Effects of RE on the microstructure and mechanical properties of Mg-8Zn-4Al magnesium alloy. Mater Sci Eng A 416:109–118. https://doi.org/10.1016/j.msea.2005.09.104
Rosalbino F, Angelini E, De Negri S, Saccone A, Delfino S (2003) Influence of the rare earth content on the electrochemical behavior of Al-Mg-Er alloys. Intermetallics 11:435–441. https://doi.org/10.1016/S0966-9795(03)00016-5
Dong Y, Lin XP, Xu R, Zheng RG, Fan ZB, Liu SJ, Wang Z (2014) Microstructure and compression deformation behavior in the quasicrystal-reinforced Mg-8Zn-1Y alloy solidified under super-high pressure. J Rare Earths 32:1048–1055. https://doi.org/10.1016/S1002-0721(14)60182-4
Huang WX, Yan H (2014) Preparation and theoretic study of semi-solid Al2Y/AZ91 magnesium matrix composites slurry by ultrasonic vibration. J Rare Earths 32:573–579. https://doi.org/10.1016/S1002-0721(14)60110-1
Li M, Li XG, Zhang K, Li YJ, Ma ML, Shi GL, Yuan JW, Liu JB (2015) Effects of isothermal homogenization on microstructure evolution of Mg-7Gd-5Y-1MM-0.5Zr alloy. J Rare Earths 33:439–444. https://doi.org/10.1016/S1002-0721(14)60438-5
Li KJ, Li QN, Jing XT, Chen J, Zhang XY (2009) Effects of Sb, Sm, and Sn additions on the microstructure and mechanical properties of Mg-6Al-1.2Y-0.9Nd alloy. Rare Met 28:516–522. https://doi.org/10.1007/s12598-009-0100-9
Xiao W, Jia S, Wang J, Wu Y, Wang L (2008) Effects of cerium on the microstructure and mechanical properties of Mg-20Zn-8Al alloy. Mater Sci Eng A 474:317–322. https://doi.org/10.1016/j.msea.2007.04.008
Zhang T, Li DYY (2001) Improvement in the resistance of aluminum with yttria particles to sliding wear in air and in a corrosive medium. Wear 251:1250–1256. https://doi.org/10.1016/S0043-1648(01)00774-8
Yang WG, Koo CH (2003) Tensile properties of Mg-8Al-xRE alloys from 300 K to 673 K. Mater Trans 44:1029–1035. https://doi.org/10.2320/matertrans.44.1029
Wu G, Fan Y, Gao H, Zhai C, Zhu YP (2005) The effect of Ca and rare earth elements on the microstructure, mechanical properties and corrosion behavior of AZ91D. Mater Sci Eng A 408:255–263. https://doi.org/10.1016/j.msea.2005.08.011
Bouaeshi WB, Li DY (2007) Effects of Y2O3 addition on microstructure, mechanical properties, electrochemical behavior, and resistance to corrosive wear of aluminum. Tribol Int 40:188–199. https://doi.org/10.1016/j.triboint.2005.09.030
Hassan SF (2011) Effect of primary processing techniques on the microstructure and mechanical properties of nano-Y2O3 reinforced magnesium nanocomposites. Mater Sci Eng A 528:5484–5490. https://doi.org/10.1016/j.msea.2011.03.063
Vembu V, Ganesan G (2015) Heat treatment optimization for tensile properties of 8011 Al/15% SiCp metal matrix composite using response surface methodology. Defence Technol 11:390–395. https://doi.org/10.1016/j.dt.2015.03.004
Nagaraj N, Mahendra KV, Nagaral M (2018) Investigations on mechanical behaviour of micro graphite particulates reinforced Al-7Si alloy composites. In: IOP conference series: materials science and engineering, vol 310, p 012131. https://doi.org/10.1088/1757-899x/310/1/012131
Yoshida M, Takeuchi S, Pan J, Sasaki G, Fuyama N, Fuj T, Fukunaga H (1999) Preparation and characterization of aluminum borate whisker reinforced magnesium alloy composites by semi-solid process. Adv Compos Mater 8:259–268. https://doi.org/10.1163/156855199X00254
Elsharkawi EA, Pucella G, Côte P, Chen XG (2014) Rheocasting of semi-solid Al359/20% SiC metal matrix composite using SEED process. Can Metall Q 53:160–168. https://doi.org/10.1179/1879139513Y.0000000120
Kumar S, Das P, Tiwari SK, Mondal MK, Bera S, Roy H, Samanta SK (2015) Study of microstructure evolution during semi-solid processing of an in-situ Al alloy composite. Mater Manuf Process 30:356–366. https://doi.org/10.1080/10426914.2014.952040
Curle UA, Ivanchev L (2010) Wear of semi-solid rheocast SiCp/Al metal matrix composites. Trans Nonferrous Met Soc China 20:852–856
Nagaral M, Kalgudi S, Auradi V, Kori SA (2018) Mechanical characterization of ceramic nano B4C Al2618 alloy composites synthesized by semi-solid state processing. Trans Indian Ceram Soc 77:146–149. https://doi.org/10.1080/0371750X.2018.1506363
Flemings MC (1991) Behavior of metal alloys in the semisolid state. Metall Trans A 22:957–981. https://doi.org/10.1007/BF02661090
Rajan HM, Ramabalan S, Dinaharan I, Vijay SJ (2013) Synthesis and characterization of in situ formed titanium diboride particulate reinforced AA7075 aluminum alloy cast composites. Mater Des 44:438–445. https://doi.org/10.1016/j.matdes.2012.08.008
Natori K, Utsunomiya H, Tanaka T (2017) Improvement in formability of semi-solid cast hypoeutectic Al-Si alloys by equal-channel angular pressing. J Mater Process Technol 240:240–248. https://doi.org/10.1016/j.jmatprotec.2016.09.022
Yigezu BS, Mahapatra MM, Jha PK (2013) Influence of reinforcement type on microstructure, hardness, and tensile properties of an aluminum alloy metal matrix composite. J Miner Mater Charact Eng 1:124. https://doi.org/10.4236/jmmce.2013.14022
Chen F, Chen Z, Mao F, Wang T, Cao Z (2015) TiB2 reinforced aluminum based in situ composites fabricated by stir casting. Mater Sci Eng A 625:357–368. https://doi.org/10.1016/j.msea.2014.12.033
Lu L, Lai MO, Chen FL (1997) Al-4 wt% Cu composite reinforced with in-situ TiB2 particles. Acta Mater 45:4297–4309. https://doi.org/10.1016/S1359-6454(97)00075-X
Selvam JDR, Smart DR, Dinaharan I (2013) Microstructure and some mechanical properties of fly ash particulate reinforced AA6061 aluminum alloy composites prepared by compocasting. Mater Des 49:28–34. https://doi.org/10.1016/j.matdes.2013.01.053
Acknowledgements
The authors highly acknowledged Welding Lab Research laboratory, Department of Mechanical and Industrial Engineering and Institute Instrumentation Centre, IIT Roorkee, for providing the facilities and support to carry out the research work.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Lemessa, S.C., Karunakar, D.B. (2020). Characterization and Mechanical Properties of 2024/Y2O3 Composite Developed by Stir Rheocasting. In: Kumar, H., Jain, P. (eds) Recent Advances in Mechanical Engineering. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-1071-7_37
Download citation
DOI: https://doi.org/10.1007/978-981-15-1071-7_37
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-1070-0
Online ISBN: 978-981-15-1071-7
eBook Packages: EngineeringEngineering (R0)