
Abstract
An investigation aimed at determining the importance of carbon percentage in the microstructure development of dual-phase steel is carried out by intercritically annealing the different samples of low-carbon steels which consists of different percentage of carbon (0.16, 0.18, and 0.20%). The samples are heated in muffle furnace to above Ac3 temperature (920 °C), soaked the sample for 30 min and quenched in ice brine solution to get complete martensitic structure. Later the samples are intercritically annealed at 740, 760, 780, 800, and 820 °C (between Ac1 and Ac3) for 60 min and quenched in oil at room temperature. Microstructure examination revealed that steel containing 0.18%C yields a better microstructure which consists of around 46% martensite and remaining ferrite and minute amount of retained austenite, which is a good combination of strength and toughness. The uniaxial tensile test results show that at specimen containing 0.18%C with 46% martensite content yielded maximum tensile strength with comparatively higher toughness. Microhardness test shows that hardness increases with increasing carbon percentage and has higher values at 0.18%C.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
DP steels are a portion of the superior progressed high-potency steels (HPS) ancestor and were created to enhance steel quality as well as force and formability with improved limit of vitality retention. The simplest of the DP steel in this sort comprise 0.08–0.2% weight carbon (C), 0.5–1.5% weight manganese (Mn), except steels small scale alloyed with vanadium are likewise reasonable, whilst little augmentations of chromium (Cr) (0.5% weight) and molybdenum (Mo) (0.2–0.4% weight) are habitually utilized. These steels have relatively low yield stress of the order of 300–350 MN/m2. The trail of advancement and progression of DP steel as illustrated by various specialists or examiners coordinate towards understanding the job of substantial number of microstructural erratic factors, which impact their mechanical possessions/assets [1]. Volume fraction, amount of retained austenite is some of the microstructural variables. The study on the structural-tensile property co-relations in DP steels has led to explain the relationship between strength and volume fraction of martensite. Attention has been paid to characterize toughness behaviour of DP steels in order to produce them for structural applications. There exist several methods to produce DP steels, which yield various types of distribution of ferrite and martensite in the microstructures. There appears an agreement that the strength of DP steel is linearly proportional to the percentage of martensite in the structure, in turn, the carbon content of present in the material [2, 3].
2 Literature Survey
An enhancement of the intercritical temperature enhances the segment of austenite shaped, which changes into martensite amid quick cooling, recuperating hardness, and force. Be that as it may, there is equalization between two inverse impacts: for low martensite divisions, carbon composition of this stage is high, whilst with expanding the division, carbon composition diminishes. This carbon composition of martensite manages the hardness of the segment and thus influences the ultimate properties of material. It has been accounted for that there is a span of martensite segments (35–50%) in which mechanical assets of dual-phase steels are upgraded, allied to a equilibrium amid martensite segment and hardness of the mutual stages [4, 5]. The constituent too characterizes the probability to acquire the twin configuration in diverse bore dia. or thickness and hi-tech scientific perspectives like weldability [4]. In spite of the fact that it has been created a lot of data, there are still talks about the advancement of mechanical possessions of these dual-phase steels with carbon constituent. The goal of this research study is to consider the impact of the carbon ingredient on the acquired morphological and mechanical assets of dual phase from traditional tectonic steels.
3 Materials and Methods
3.1 Materials
Commercial low-carbon steels were chosen as the initial preliminary substance for creating dual-phase morphologies by suitable heat treatment. The as-received steels were as 8 mm deep hot rolled plates in extinguished and tempered situation. The elemental investigation of the DP steel was determined with the aid of an optical emission spectroscopy analysis. This determined chemical composition of the steel is as appeared in Table 1.
3.2 Heat Treatment Procedure
The as-received structural steels were then cut into specimens and subjected to double quenching, where they are first heated in muffle furnace shown in Fig. 1 and soaked at 920 °C for thirty min. and then extinguished in nine per cent ice brackish water arrangement (7 °C) as appeared in Fig. 2. Later the specimens were held at different intercritical temperatures individually (740, 760, 780, 800, and 820 °C) for 60 min and quenched in oil at room temperature. The schematic representation of the above heat treatment process is shown in Fig. 3. The specimens ‘A’ are named A74, A76, A78, A80, and A82; the specimens ‘B’ are named B74, B76, B78, B80, and B82; the specimens ‘C’ are named C74, C76, C78, C80, and C82 for identification.

Muffle furnace

Quenching performed on the specimen

Schematic representation of the heat treatment process carried out
4 Experimentation Work and Analysis
4.1 Microstructure Examination
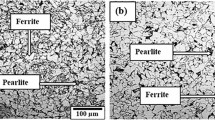
Metallographic examinations are carried out on the heat-treated specimens to know the microstructure. Test samples for metallographic examinations were cut from the heat-treated blanks in the transverse direction of the rolled plates using a Buehler isomet 2000 diamond saw in order to avoid any deformation or burning on the surfaces [6–9]. These were first ground on successively finer silicon carbide abrasive papers, followed by polishing on Buehler metlap pattern no 8, platen no 4 and on a nylon cloth using 9-micrometer, and 1-micrometer diamond slurry, respectively. The final polishing was carried out on texmet paper cloth using a colloidal suspension (Buehler Masterpolish) at a wheel speed of 140 RPM. The polished test specimens were etched with proper etchants (Nital sodium meta bi sulphide) and subjected to microstructure examination using EPHIPHOTNIKON microscope with 400× magnification. The test results revealed the presence of ferrite and martensite phases in the microstructure with varying proportions and thus the specimen can now be called as dual-phase steel and are shown in the following Figs. 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17 and 18 as mentioned.

Dual-phase microstructures of A74

Dual-phase microstructures of A76

Dual-phase microstructures of A78

Dual-phase microstructures of A80

Dual-phase microstructures of A82

Dual-phase microstructures of B74

Dual-phase microstructures of B76

Dual-phase microstructures of B78

Dual-phase microstructures of B80

Dual-phase microstructures of B82

Dual-phase microstructures of C74

Dual-phase microstructures of C76

Dual-phase microstructures of C78

Dual-phase microstructures of C80

Dual-phase microstructures of C82
In the above microstructures, the white field represents ferrite phase and the dark field represents the martensite phase. In every instance, it was examined a double structure comprising of equi-aligned granules of ferrite and martensite islets. Martensite enhanced with enhancing temp. ICHT, allied to a higher austenite segment shaped. Moreover, it is importance to remind that B78, B80, C78, and C80 steel presented smaller grain sizes than the rest of the specimens.
4.2 Volume Fraction Determination
To conclude the volume proportion of phases involved, via a systematic manual technique, in which point-counting technique was employed by following the ASTM standard E562 and thereby evaluating the volume proportion of a recognizable ingredient of stage from segments through the morphological analysis [8–11]. Table 2 and Fig. 19 show the variation of martensite volume percentage with respect to the increase in the intercritical temperature. From Fig. 19, it can be observed that the martensite volume percentage increases with increase in the ICHT where martensite is a function of percentage of carbon present in it.

Graph of ICT versus martensite %
4.3 Tensile Test
To determine the yield strength, tensile strength, and percentage elongation uniaxial tensile tests were carried out according to ASTM standards on all the DP steel specimens prepared by ICHT. The test results are tabulated in Tables 3, 4 and 5.
The tensile tests yielded the following results:
-
DP steels consist of 0.18% carbon has higher yield strength and higher tensile strength which is very much higher than regular low-carbon steels.
-
Specimen B subjected to ICHT at 780o, i.e. B78 has higher yield and tensile strength compared to others, and this is because of the small grains present in the microstructure and the optimum martensite volume fraction present in the DP steel.
-
B78 has better combination of ferrite and martensite. It has slightly higher percentage of ferrite which leads to higher ductility and elongation due to this elasticity. The presence of martensite increases the strength; hence, the ultimate tensile strength also got increased with increase in carbon content and increase in ICHT. But, increase in martensite volume increases the brittleness of the material which is not desirable.
The behaviours of different DP specimens discussed are reliable and steady with reports writing through deep survey and can be clarified from parcel division of internal resisting forces and strains amid the two stages, in view of the customized regulation of blends [3, 12]. As a whole, it was scrutinized a persistently yield conduct which is trait for this sort of double structures owing to the existence of elevated compactness of unconfined or untied disruptions/discontinuities in ferrite/martensite interfaces, due to austenite/martensite alteration [13, 14]. Additionally, it was commonly examined an elevated strain solidifying, usual of these stuffs. This facet is typically assessed by the internal resisting force liaison indicator [11, 15, 16, 17].
4.4 Hardness Test
Brinell hardness test was carried on each of the specimen and above are the results of the test. The test results of microhardness according to ASTM standards on all the DP steel specimens prepared by ICHT are tabulated in Table 6 as mentioned below:
From it can be observed that hardness value increases with increasing martensite volume fraction. But at higher hardness material becomes brittle and machining becomes cumbersome. If the material is brittle, catastrophic failure may occur and crack propagation will take place at faster rate. Obviously, this outcome demonstrates that dual-phase steel with magnificent or splendid dissemination of ferrite and martensite will have high hardness values. Hence, we can conclude that B78 has better combination of hardness and ductility with respect to crack propagation.
5 Conclusions
DP steels can be obtained from low-carbon steels with carbon percentage 0.16–0.20% through ICHT technique. The use of ice brine solution and oil for quenching gives finer microstructure comparatively. The intercritical temperatures also affect the martensite volume fraction. The increase in the intercritical temperature increases the martensite volume fraction, which is in turn dependent on the percentage of carbon present in the material. Carbon content highly influences the development of martensite phase, and all the mechanical properties mainly tensile strength, yield strength, and hardness increases with increase in carbon content, percentage elongation decreased with increase in martensite volume, but once the carbon content reaches 0.2% martensite volume fraction is too high that the material becomes too brittle and leads to catastrophic failure. The preeminent amalgamation of mechanical assets in the investigated dual-phase steels can be acquired with carbon composition of 0.18% with ICHT at 780 °C which consists of 46% martensite.
References
Gerbase J, Embury JD, Hobbs RM (1979) The mechanical behaviour of some dual-phase steels—with emphasis in the initial work hardening rate. In: Structure and properties of dual-phase steels, pp 118–144
Dzupon M, Parilak L, Kollarova M, Sinaiova I (2007) Dual phase ferrite-martensitic steels micro-alloyed with V-Nb. Metalurgija 46(1):15–20. Davenport AT (1979) Formable HSLA and dual-phase steel, conference proceedings. The Metallurgical Society of AIME, New York
Hayami S, Furukawa T (1977) A family of high-strength, cold rolled steels. In: Proceedings of micro alloying 75. Union Carbide Corp, New York, pp 311–321
Kott RA, Morris JW, Mohaved P, Kolahgar S, Marashia SPH (2009) The effect of intercritical heat treatment temperature on the tensile properties and work hardening behaviour of ferrite-martensite dual phase steels sheets. In: Structure and properties of dual-phase steels. Mater Sci Eng 518:1–6
Speich GR (1981) Physical metallurgy of dual-phase steels, fundamentals of dual-phase steels. In: Proceedings of a symposium at the 110th AIME annual meeting 1981, pp 3–45. The Metallurgical Society of AIME, Chicago
Crawley A, Shahata MT, Pussegoda N (1981) Processing properties and modelling of experimental batch-annealed dual-phase steels. In: Fundamentals of dual-phase steels, pp 181–197
Honeycombe RWK (1982) Application guidelines, steels: microstructure and properties international iron and steel institute: committee of automotive applications advanced high strength steel (AHSS) (2005)
Kang J, Ososkov Y, Embury JD, Wilkinson D (2007) Digital image correlation studies for microscopic strain distribution and damage in dual phase steels. Scripta Mater 56(11):999–1002
Kuang S, Kang Y, Yu H, Liu R (2009) Stress-strain partitioning analysis of constituent phases in dual phase steels based on the modified law of mixture. Metall Mater Int J Miner 16(4):393–398
Lorusso H (2009) Soldadura de aceros dual phase en chapafina: obtención, procesos, microestructuras y propiedadesmecánicas. Universidad deBuenos Aires, Buenos Aires
Maffei B, Salvatore W, Valentini R (2007) Dual-phase steels rebars for high-ductile R.C. structures, part 1: microstructural and mechanical characterization of steel rebars. Eng Struct 29(12):3325–3332
Hance B, Michael (2005) The influence of deformation-induced residual stresses on the post-forming tensile stress/strain behaviour of dual-phase steels. Doctoral Dissertation, University of Pittsburg
Kumara A, Singh SB, Rayb KK (2008) Influence of bainite/martensite content on the tensile properties of low carbón dual-phase steels. Mater Sci Eng A474(1–2):270–282
Matlock DK, Krauss G, Ramos LF, Huppi GS (1979) AIME symposium on structure and properties of highly formable dual-phase HSLA steels. A correlation of processing variables with deformation behaviour of dual-phase steels. Metall Trans A 10(2):259–261
Erman AM, Davies RG, Donlon WT (1981) Electron microscopic study of deformed dual-phase steels. The Metallurgical Society of AIME, pp 85–94
Speich GR, Miller RL (1979) Mechanical properties of ferrite-marten site steel. In: Structure and properties of dual-phase steels, pp 145–182
Tamura I, Tomota Y, Akao A, Yamaoha Y, Ozawa M, Kanatani S (1973) On the strength and ductility of two phase iron alloys. Trans ISIJ 13(4):283–292
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Sharma, S. et al. (2020). Effect of Intercritical Heat Treatment and Volume Fraction on the Morphological Properties, Mechanical Properties, and Work Hardening Behaviour of Dual-Phase Steel. In: Kumar, H., Jain, P. (eds) Recent Advances in Mechanical Engineering. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-1071-7_33
Download citation
DOI: https://doi.org/10.1007/978-981-15-1071-7_33
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-1070-0
Online ISBN: 978-981-15-1071-7
eBook Packages: EngineeringEngineering (R0)