
Abstract
Friction Stir Welding (FSW) is a solid state welding process invented by The Welding Institute (TWI) in 1991. High speed rotating tool with small pin forced to deform work piece material using thermo mechanical action. A small pin with shoulder of tool is plunged into the work piece with axial pressure and traversed along the line of joint. During the welding process, axial force, lateral forces, traverse force and torque are applied on the workpiece which lead to distortion of workpiece materials and fixture; hence design of the fixture should be reliable for proper positioning of workpiece. In this Paper, Types of Probable failures, Cause and Effect analysis, Pre-requisites and reliability based design approach for development of FSW fixture have been discussed in brief. Further modified design was prepared in AutoCAD and FSW fixture is fabricated. Some successful trials are also carried out for testing for reliability. Results shows FSW fixture is reliable to carry out friction stir welding process.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Friction Stir Welding (FSW) is a solid state welding process invented by The Welding Institute (TWI) in 1991. High speed rotating tool with small pin forced to deform work piece material using thermo mechanical action [3, 5]. Heat generated by the thermo-mechanical action is used to soften the material without reaching its melting point followed by stirring mechanism to produce welds. A small pin with shoulder of tool is plunged into the work piece with axial pressure and traversed along the line of joint Fig. 1. The major functions of the rotating tool are: (i) To generate heat for softening of materials, and (ii) stirring and trailing of materials to be welded.tool rotation and translation causes material movement along the pin towards the back of the pin [1]. During FSW process, the material goes into the severe plastic distortion at elevated temperature, producing fine and equaxed recrystallized grains [2]. Generally materials used for the process are of different thickness from 1 mm to 12 mm. During the welding process, large axial force is applied on the workpiece hence design of the fixture for holding workpiece should be reliable for proper positioning of workpiece. Figure 2 shows types of forces acting on the workpiece during the friction stir welding.

Friction stir welding process

Forces developed during FSW
2 Pre Requisite for Design of FSW Fixture
During the design of FSW fixture, A Major issues is the high temperature produced during thermo mechanical action between tool and workpiece. In this situation, workpiece material is likely to remain stuck to the baseplate deteriorating quality of the weld and the reliability of the fixture. The design of the FSW fixture should be such that it should be able to carry the forces and keep the workpiece material stable during the process [6, 7, 9]. Proper stability during the process is very important concern to avoid any distortion or sudden vibrations which affect the quality of the weld [8].
Following are the possible failures of FSW fixture during the process;
-
1.
Workpiece Misalignment: Workpiece to be welded will get misaligned if not fixed properly inside the fixture.
-
2.
Workpiece Buckling: Workpiece may undergo buckling due to axial, lateral forces and torque during the process
-
3.
Thermal Expansion: Workpiece undergoes thermal expansion due to elevated temperature produced by thermo-mechanical action.
-
4.
Thermal Loss: During the FSW, thermal must be avoided in order to keep workpiece material at elevated temperature zone.
-
5.
Improper Intermixing of Material: Workpiece is required to be maintained in optimum temperature range in order to keep materials not below or above the plastic zone. Below plastic zone, materials will not intermix/stirred properly. Above plastic zone, materials may reach its melting point lead to failure of weld.
-
6.
Plunging: Tool along with pin may not plunge properely inside the workpiece if sufficient axial force not applied and workpiece should be rigidly fixed inside fixture.
-
7.
Clamping: Clamps may get misaligned if not fixed properly on the fixture.
Figure 3 shows factors affecting weld quality and reliability of FSW fixture by the cause and effect diagram.

Cause and effect (Fishbone diagram) diagram of FSW fixture
3 Reliability Based Design Approach of FSW Fixture
Reliability is the efficiency of the product or system that will continue to work normally over a specified interval of time, under specified conditions. The overall reliability of a system or product is described by the combination of the reliabilities of the individual components [10]. If the failure of any component will lead to the total failure of the system, then design is said to be in series reliability. In contrast better combination of components is that in which failure of all components lead to total failure of the system. Such a combination is said to be in parallel reliability. Figure 4 shows failure behavior of system or product over the time period. The highest failure rate observed during the premature phase [11]. This curve also known as “Bath Tub Curve”.

Bath tub curve
Figure 5 shows reliability based design approach for fixture required for the friction stir welding process.

Reliability based design approach
Table 1 show improvements used as per the reliability based design approach for F SW fixture design.
4 Modelling and Fabrication of FSW Fixture
Figure 6 shows reliability based modified design of FSW fixture prepared in AutoCAD software. Figure 7 shows FSW fixture along with clamping developed using reliability design approach flexible to be used different kinds of milling machines at elevated temperature without misalignment and buckling of workpiece materials. Two trials can be carried out in single set up as shown in figure showing copper plates of 150 mm X75 mm X3 mm fixed on the fixture to increase productivity of FSW process. Base plate of large thickness of 40 mm is used in order to have rigidity to the fixture.

Modeling of FSW fixture

FSW fixture with clamping
5 FSW Trials for the Weld Quality Assessment
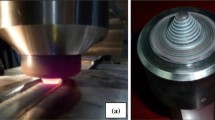
Various Successful FSW trials without defects have been conducted between aluminum to aluminum and aluminum to copper at different levels of RPM, Weld Speed and Tilt Angle as shown in Figs. 8(a) and (b).

(a) FSW of Al-Al (b) FSW of Al-Cu
6 Conclusions
In this paper, Reliability based design approach has been used for development of fixture for friction stir welding. Most of the design issues and probable failures are addressed from previous studies and some pre requisite are considered before designing of FSW fixture. Reliability based design approach further used considering pre-requisite to avoid possible failure of the FSW fixture. Modified design of FSW fixture has been prepared in AutoCAD and further fabricated as per design. Some successful FSW trials have been conducted which shows modified FSW fixture is reliable for carrying out friction stir welding process.
References
Shinde, G., Dabeer, P.: Perspectives of friction stir welding tools. Mater. Today: Proc. 5, 13166–13176 (2018)
Shinde, G., Mulani, S., Gunavant, P., Suryawanshi, A.: Experimental investigation of friction welding on aluminium AA5083 Alloy. In: Springer Proceedings of First International Conference on Energy and Environment: Global Challenges, NIT Calicut, Kerala (2018)
Shinde, G., Dabeer, P.: Low cost friction stir welding: a review. Mater. Today: Proc. 4, 8901–8910 (2017)
Shinde, G., Dabeer, P.: Review of experimental investigations in friction welding technique. In: International Conference on Science and Engineering for Sustainable Development Bankon, Thailand (2017). https://doi.org/10.21013/jte.icsesd20173
Shinde, G.V., Katu, P.U., Shete, H.S., Nigave, A.S., Shelke, S.S., Chougule, S.B.: Review of state of art of friction stir welding. In: National Conference on Design, Manufacturing, Energy and Thermal Engineering (2017)
Parida, B., Vishwakarma, S.D., Pal, S.: Design and development of fixture and force measuring system for friction stir welding process using strain gauges. J. Mech. Sci. Technol. 29, 739–749 (2015)
Hasan, M.M., Ishak, M., Rejab, M.R.M.: A simplified design of clamping system and fixtures for friction stir welding of aluminium alloys. J. Mech. Eng. Sci. (JMES) 9, 1628–1639 (2015). ISSN (Print): 2289-4659; e-ISSN: 2231-8380
Shinde, G., Jadhav, G., Kanunje, A.: Work assessment during assembly process by rapid analysis methods. In: International Ergonomics Conference (IIT Guwahati), pp. 420–423 (2014). ISBN(13):978-93-392-1970-3
Baghel, P.K., Siddiquee, A.N.: Design and development of fixture for friction stir welding. Innov. Syst. Des. Eng. 3(12), 40–47 (2012). ISSN 2222-1727 (Paper) ISSN 2222-2871 (Online)
Book Chapter:
Design for Reliability: Concepts, Causes and Identifications Andrew Taylor BSc MA FRSA - Art and Engineering in Product Design
Online Document
Module: 5, Design for Reliability and Quality NPTEL, IIT Bombay
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Shinde, G.V., Arakerimath, R. (2020). Reliability Based Design Approach for Development of Friction Stir Welding Fixture. In: Gunjan, V., Singh, S., Duc-Tan, T., Rincon Aponte, G., Kumar, A. (eds) ICRRM 2019 – System Reliability, Quality Control, Safety, Maintenance and Management. ICRRM 2019. Springer, Singapore. https://doi.org/10.1007/978-981-13-8507-0_10
Download citation
DOI: https://doi.org/10.1007/978-981-13-8507-0_10
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-8506-3
Online ISBN: 978-981-13-8507-0
eBook Packages: EngineeringEngineering (R0)