
Abstract
In a non-fusion joining procedure, friction stir welding is a relatively modern approach to join material without melting by the non-consumable uniquely tuned tool. During the welding, a rigid workpiece clamping is the most significant aspect of preventing lifting and dispersing. This poses several timely clamping issues. These problems are strongly interlinked with weld strength. Suitable work holding device is essential for normal and underwater friction stir welding. A fixture is designed to overcome the existing problems of the convention clamping systems. A fixture is made of D2 steel and 12050 steel material. The experimental validation found that this approach achieves superior weld on the visual inspections. The Autodesk Fusion360 package is adopted to model the fixture design. The job changing time was significantly reduced. The developed fixture is reliable on both welding conditions for making the proper weldment.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
Over two decades, friction stir welding plays a significant part in joining various metals in sound conditions. In the present scenario, welding the different materials is essential to achieve quantitative weld in high strength and low weight application [1, 2]. Friction stir welding has vast potential for the dissimilar materials joining process. The FSW is discovered and established at The Welding Institute (TWI) of the UK in December 1991 by W. Thomas. This method is widely engaged as an interesting procedure to manufacture light-weight devices in the arena being aerospace, automobile, aviation, marine, and railway, for about a decade. The method can bond diverse sorts of materials, including metals, polymers, and ceramics [3]. The FSW has three significant zones on the welded material; the stirred zone (SZ) present at the intermediate of the weld; besides, it is named a thermo-mechanically affected zone (TMAZ). Finally, halfway between base metal (BM) and TMAZ, the heat-affected zone (HAZ) was observed [4, 5]. The researchers categorize the welding operation into three stages: the plunging, dwelling, and transition stages. Experimentally noticed that maximum forces exerted in the plunging stage than the translation stage [6]. The pin geometries, rotational speed, and welding speeds influence the mechanical strength. They experienced a rise in temperature on minor variations in the rotational speed and transverse speed [7]. Non-destructive rotating tool plunges into the mating materials. The friction between the shoulder surface and materials produces frictional heat. This heat makes it easier for further tool movement. The forward action produces the joint on the mating materials.
Underwater friction stir welding (UFSW) remains an ideal modern approach of friction stir welding procedure that's the novel and developing method in current years. The authors reported that liquid cooling is causing grain modification and increasing UFSWed material strength associated with normal friction stir welding (NFSW). The rise of rotational speed causes a higher temperature and the same absorbed by the water in UFSW. In Heat treatable aluminum alloys, the temperature change causes the increase in mechanical properties similar to tensile strength, fatigue, and hardness of the UFSW weldments correlated to the NFSW. Hence, the cooling medium affects the hardness; the diminishing hardness is the sign of an increment of the strength in UFSW [3, 8,9,10]. A fixture has been developed for the FSW of titanium material. The tungsten insert is placed below the weld portion to resist the downward force and process temperature. A circular cooling channel is made on the steel base plate. The channel assists in taking off the process heat for better performance [11]. In the EBSD study of dissimilar UFSW on AA7003 and AA6060, the examiners experienced fine equiaxed grain on the HAZ. The partial dynamic recrystallization was seen on the TMAZ. The average grain size of 5.2 µm gained on the stirred zone. This grain size is finer than the grain size of 11.1 µm on air cooling. More cooling with dislocation causing fine dynamic recrystallization (DRX) [12]. Researchers reported UFSW temperature is 40% lesser than the NFSW. Thermal degradation of the process increases the transverse force. Though the percentage of elongation is minimal on the UFSW exhibits a brittle fracture, tensile strength is significantly higher than NFSW [7].
The authors found that UFSW material has more ductile than NFSW. Also, they noticed the grain refinement on the UFSW [13]. The position of the weld material on the backplate is a challenging aspect. The misalignment of weld materials may lead to the wrong weld line [14]. The weld material has to be clamped rigidly on the backplate to avoid the expelling due to the axial force act from the tool [15]. An appropriate clamping system produces a defect less weld. A continuous clamping procedure was employed on the welding and offers sound quality and high strength weld. The authors obtained the greater clamping forces on the material. This force leads to less deformation, and the residual stress is dispersed to the whole depth of the materials [16]. In dissimilar NFSW of AA2024 with AA7075, the finer grain size of 5.2 µm was achieved on SZ by 600 rpm over the 950 rpm and 1650 rpm. During the tensile examination, the fracture has occurred on the lower hardness region of HAZ on the advancing and retreating sides. Though the 950 rpm reports a higher tensile of 411.11 MPa, this is very close to the 650 rpm strength of 403.8 MPa [17]. A researcher obtained an ultimate tensile strength of 13% in UFSW over FSW. In FSW joint, fractured reported on the stirred zone. Similarly, in UFSW, stirred zones became harder due to this fracture has occurred on HAZ. The authors employed a versatile stainless steel fixture for UFSW. Also, a gate is provided to supply and drain the water on the Plexiglas box [18]. Effects of pin profile on dissimilar UFSW joint, triangular pin produces a fine grain size than the cylindrical threaded pin. This triangular pin results in higher strength [19]. Tensile strength is increased during the rise in tool transverse speed of UFSW. Also, the cooling effect of water exhibits brittle fracture [20]. A threaded taper profile has a greater UTS of 13.38 and 19.06% than a taper and cylindrical threaded profile [21]. Numerous researchers stated that the UFSW joint exhibits a greater tensile strength over the FSW [18, 22].
This work aims to design and develop the fixture for normal and underwater friction stir welding conditions. In recent days, very limited literature is available on UFSW or SFSW. It is essential to explore more about the results of water effects on friction stir welded material. Further, the developed fixture experiences validation for understanding the reliability.
2 Design Considerations
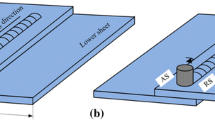
The authors studied the mechanical and metallurgical characteristics of AA 6063. Due to improper alignment of weld material, they have obtained the inclined weldment. Figure 1 illustrates improper welding [23]. In general, this poses several practical challenges in existing FSW fixtures. The potential alternatives are explored due to the difficulties in implementing this in practice. Proper welding is most important for examining welding strength. Materials misaligned may lead to the nonuniform welding transverse length from the weld line. Table 1 demonstrates the cause and effects of the process. Several factors to be considered for designing a suitable and easy fixture for different welding circumstances. Part list of the fixture is presented in Table 2. For simplicity production, the fixture is modeled in Fusion 360.

Improper FSW [23]
The factors to consider for fixture design
-
Simple and easy to handle.
-
Ease of positioning the fixture on the machine table.
-
Ease of aligning the material on the fixture.
-
Uniform clamping on the entire weld material to avoid buckling.
-
Versatility for various sizes and thickness of materials.
-
Adaptability for normal and underwater FSW.
3 Development of the Fixture
3.1 Base Plate
The base plate is a significant part of this fixture and is also known as a backplate or pressure plate. During the process, the base plate withstands the axial downward force of the tool. Also, the plate assisting in producing the sound weld. The plate made up of high carbon high chromium steel with 400 × 350 × 30 mm is demonstrated in Fig. 2. Table 3 expresses the chemical composition. The plate's top surface through the pocket with 200 mm wide and 2 mm depth machined to place the weld materials. The maximum size of each weld material is 100 mm wide and 160 mm in length. The pocket is designed for welding. It has three rows, namely row A, row B, and row C, to fasten the clamping plate. Row B is in the middle, assisting in overcoming the clamping plate's bending fastening by the other two rows. The M8 threaded holes are also made on the sides of the plate to fix the cover plate for underwater friction stir welding. The entire setup fastened on the machine table through the diameter 20 mm hole.

Base plate
3.2 Clamping Plate
The plate is made up of D2 material with 250 mm length, 160 mm wide, and 20 mm depth, as illustrated in Fig. 3. It has three slots to fastening the weld materials by a M14 bolt on the base plate. A slope of 45° provided at the front side of the plate for the unrestricted tool movement. Table 4 demonstrated the chemical composition of 12050 steel.

Clamping plate
A guide assists in locating the fixture on the table slot. It is essential to ensure the alignment between weld material and tool. The dimension is14.9 × 14.9 × 40 mm and fabricated by 12050 steel. The guide is fastened at the bottom of the base plate using a M8 bolt.
3.3 Side Cover Plate
The side cover plate’s primary purpose is to facilitate sufficient water for the UFSW process. There are two sets of cover plates, namely A and B, used for the UFSW process. For the water supply and drainage, a hole is provided on the side cover plate A. Also, it ensures the freshwater supply during the process of heat rejection. The dimensions of cover plates A and B are 350 × 200 × 15 mm and 430 × 200 × 15 mm and are produced by the 12050 steel material.
Figures 4 and 5 illustrate a fixture assembly. NFSW contains a base plate, clamping plates, and guides. Similarly, UFSW additionally has side cover plate A and B.

NFSW fixture setup

UFSW fixture setup
4 Feasibility and Reliability Testing of the Fixture
The proposed technique relies on having substantial knowledge about FSW. The fixture backplate is fixed at the machine table, and readily weld materials were placed on the slit. Then, the materials are clamped using the clamping plate. Fixture assembly is illustrated in Fig. 6. The advantage of the fixture demonstrated in recent trials. Figure 6 described our approach with experiments on NFSW and UFSW. It was found that a system produces good quality results in both welding circumstances. The fixtures offer uniform clamping and alignment on the material. Also, no lifting and the dispersed issue occurred during the process. The validation run of UFSW and NFSW is demonstrated in Fig. 7.

Developed fixture

Welded material on NFSW and UFSW
5 Conclusion
The design offers a new way to overcome the usual limitations and difficulties. The fixture is made up of D2 steel and 12050 steel. Validation was performed in order to provide confidence in the results of the developed model. Overall, this work offers a successful approach to UFSW and NFSW. In terms of quality of results, this approach delivers well.
-
Autodesk Fusion360 was adapted to model the fixture design.
-
This fixture has typically demonstrated satisfactory performance on NFSW and UFSW conditions.
-
A guide on the fixture base plate offers a proper and comfortable location on the machine table to achieve a sound weld.
-
The slit on the top of the fixture offers an appropriate alignment for the straight welding line.
-
Clamps offer a rigid holding on the weld material.
-
During the validation, no lifting or misalignment issues occurred on the mating weld material.
References
Mahto, R.P., Gupta, C., Kinjawadekar, M., Meena, A., Pal, S.K.: Weldability of AA6061-T6 and AISI 304 by underwater friction stir welding. J. Manuf. Process. 38, 370–386 (2019)
Dong, J., Zhang, D., Zhang, W., Zhang, W., Qiu, C.: Microstructure and properties of underwater friction stir-welded 7003–T4/6060-T4 aluminum alloys. J. Mater. Sci. 54, 11254–11262 (2019)
Awang, M.: The Advances in Joining Technology. Springer Singapore (2019)
Balaji, S., Aadithya, S., Balachandar, K.: Conventional and underwater friction stir welded AA2024-T351 aluminium alloy—a comparative analysis. World J. Eng. 17(6), 795–801 (2020)
Dewangan, S.K., Tripathi, M.K., Manoj, M.K.: Effect of welding speeds on microstructure and mechanical properties of dissimilar friction stir welding of AA7075 and AA5083 alloy. Mater Today Proc. (2019)
Trimble, D., Monaghan, J., Donnell, G.E.O.: Force generation during friction stir welding of AA2024-T3. CIRP Ann. Manuf. Technol. 61, 9–12 (2012)
Papahn, H., Bahemmat, P., Haghpanahi, M., Sommitsch, C.: Study on governing parameters of thermal history during underwater friction stir welding. Int. J. Adv. Manuf. Technol. 78, 1101–1111 (2015)
Babu, K.T., Muthukumaran, S., Bharat Kumar, C.H., Narayanan, C.S. A study on influence of underwater friction stir welding on microstructural, mechanical properties and formability in 5052-o aluminium alloys. Mater. Sci. Forum 969 MSF, 27–33 (2019)
Hajinezhad, M., Azizi, A.: Numerical analysis of effect of coolant on the transient temperature in underwater friction stir welding of Al6061-T6. Int. J. Adv. Manuf. Technol. 83, 1241–1252 (2016)
Wahid, M.A., Khan, Z.A., Siddiquee, A.N.: Review on underwater friction stir welding: a variant of friction stir welding with great potential of improving joint properties. Trans. Nonferrous Metals Soc. China (English edn.) 28, 193–219 (2018)
Fratini, L., Micari, F., Buffa, G., Ruisi, V.F.: A new fixture for FSW processes of titanium alloys. CIRP Ann. Manuf. Technol. 59, 271–274 (2010)
Dong, J., Zhang, D., Luo, X., Zhang, W., Zhang, W., Qiu, C.: EBSD study of underwater friction stir welded AA7003-T4 and AA6060-T4 dissimilar joint. J. Mater. Res. Technol. (2019)
Mabuwa, S., Msomi, V.: Comparative analysis between normal and submerged friction stir processed friction stir welded dissimilar aluminium alloy joints. J. Mater. Res. Technol. 9, 9632–9644 (2020)
Ramnath, B.V., Elanchezhian, C., Rajesh, S., Prakash, S.J., Kumaar, B.M., Rajeshkannan, K.: Design and development of milling fixture for friction stir welding. Mater. Today Proc. 5, 1832–1838 (2018)
Kumar, P., Kumar, R., Hembram, B.K., Murugan, M., Arif, A., Veerababu, M.: Study of microstructure and mechanical properties of aluminium alloy (AA-6351-T6) using friction stir welding. Mater. Today Proc. 27, 1733–1737 (2020)
Richter-trummer, V., Suzano, E., Beltrão, M., Roos, A., Santos, J.F., De, C.P.M.S.T.: Influence of the FSW clamping force on the final distortion and residual stress field. Mater. Sci. Eng. A 538, 81–88 (2012)
Zhang, C., Cao, Y., Huang, G., Zeng, Q., Zhu, Y., Huang, X., Li, N., Liu, Q.: Influence of tool rotational speed on local microstructure, mechanical and corrosion behavior of dissimilar AA2024/7075 joints fabricated by friction stir welding. J. Manuf. Process. 49, 214–226 (2020)
Talebizadehsardari, P., Musharavati, F., Khan, A., Sebaey, T.A., Eyvaziana, A., Derazkola, H.A.: Underwater friction stir welding of Al-Mg alloy: thermo-mechanical modeling and validation. Mater. Today Commun. 26, 101965 (2021)
Msomi, V., Mabuwa, S., Muribwathoho, O., Motshwanedi, S.S.: Effect of tool geometry on microstructure and mechanical properties of submerged friction stir processed AA6082/AA8011 joints. Mater. Today Proc. (2021)
Sabry, I., Zaafarani, N.: Dry and underwater friction stir welding of aa6061 pipes—a comparative study. IOP Conf. Ser. Mater. Sci. Eng. 1091, 012032 (2021)
Banik, A., Saha, A., Deb Barma, J., Acharya, U., Saha, S.C.: Determination of best tool geometry for friction stir welding of AA 6061-T6 using hybrid PCA-TOPSIS optimization method. Meas. J. Int. Meas. Confed. 173, 108573 (2021)
Mistry, H.J., Jain, P.S., Vaghela Tinej, J.: Experimental comparison between friction stir welding and underwater friction stir welding on Al6061 alloys BT. In: Kalamkar, V.R., Monkova, K. (eds.) Advances in Mechanical Engineering, pp. 169–177. Springer Singapore, Singapore (2021)
Xu, A.: Properties of high speed friction stir welded 6063-T6 aluminum alloy. J. Phys. Conf. Ser. 1676 (2020)
Acknowledgements
Funding for the present work was provided by Wolaita Sodo University, Ethiopia (Ref no. WSU41/16/403). The authors also acknowledge Ethio Engineering Group Addis Machine and Spare Part Manufacturing Industry at Addis Ababa, Ethiopia, for a grant (Ref no. EEG3/AT28/4137/2021) for the support in carrying out the research.
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Muthu Vaidyanathan, R., Woldegioris, M.M., Sivaraman, N., Patel, M., Atiso, T. (2022). Design and Reliability Study on Fixture for Normal and Underwater Friction Stir Welding. In: Chaurasiya, P.K., Singh, A., Verma, T.N., Rajak, U. (eds) Technology Innovation in Mechanical Engineering. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-16-7909-4_27
Download citation
DOI: https://doi.org/10.1007/978-981-16-7909-4_27
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-7908-7
Online ISBN: 978-981-16-7909-4
eBook Packages: EngineeringEngineering (R0)