
Abstract
The aim of this research work is to find the optimum combination of input process parameters such as peak current (IP), open voltage (Vg), pulse-on-time (Ton) and duty factor (τ) for machining of Inconel 718 on EDM. The output response parameters studied were metal removal rate (MRR), electrode wear rate (EWR) and surface roughness (Ra). L16 orthogonal array of input parameters was created as the design of experiments (DOEs) with the help of Minitab software. Grey relational analysis (GRA) method is used to get a single domain of multiple output response parameters. After that Taguchi optimization method was applied to find out the optimal parameter setting for higher MRR, lower TWR and lower Ra.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Several machining processes involving the application of very intense local heat have come into use in recent years. In these processes, material is removed by erosion and evaporation at the surface of the work piece.
Mishra et al. [1] has presented the importance of EDM in today’s industrial world. EDM is widely used as non-traditional machining process in manufacturing process. The advantages of EDM are as follows: EDM can be used effectively for machining of complex shapes, EDM machining process is independent of material’s mechanical properties, and EDM machining can result in high accuracy. When both the tool and electrolyte are placed in a dielectric medium and a very high electric potential is applied, a high impulse electric spark is generated. The spark dissipates a huge amount of heat (8000–12,000 °C), resulting in melting of the work piece [2, 3]. Ezugwu et al. [4] has presented a typical problem as the cost of electrode becomes high during machining of Inconel 718 due to high EWR. It has become a crucial issue during machining of Inconel 718. Sudhakara et al. [5] has presented the experimental investigation of machining of Inconel 718 on die-sink EDM. Various EDM parameters such as Ip, Ton, τ were taken during the machining of work piece. The output responses that were measured were metal removal rate and surface roughness. He showed the influence of Ip, Ton and τ on MRR, Ra and hardness. Ahamad and Lajis [6] in their work has analysed the electrode wear rate (EWR) of copper electrode during the machining of Inconel 718 by taking Ip and Ton high on EDM. They found that Ton is the most significant factor for TWR. Higher Ton can decrease TWR, but higher Ip can increase TWR. Rahul et al. [7] also conducted an experiment over the optimization of parameters on Inconel 601, Inconel 625, Inconel 718 and Inconel 825 super-alloys through electro-discharge machine based on 5-factor–4-level L16 orthogonal array and calculated the optimum results using the TOPSIS and Taguchi method for it. Rahul et al. [8] experimentally investigated machinability aspects of machining of Inconel 718 with copper tool. They conducted the research work based on L25 OA by taking various parameters such as Vg, Ip, Ton, τ and Flushing pressure Fp and various responses such as tool wear rate (TWR), surface roughness (Ra), surface crack density (SCD) and white layer thickness (WLT). Lin et al. [9] in his research work of optimizing EDM parameters used grey relational analysis in conjugation with fuzzy-based Taguchi method to find the optimum parameters.
In the present work, multilevel process parameter optimization of Inconel 718 super-alloy is done when machined with copper tool in EDM. Here, peak current, voltage, pulse-on-time and duty factor are taken as the variable parameters and MRR, TWR and Ra as machine responses.
2 Experimental Details and Data Collection
Inconel 718 super-alloy circular work piece having dimension (50 mm × 5 mm) has been used as work material. The snapshot of EDMed Inconel 718 is shown in Fig. 1. Copper (20 mm diameter) has been used as tool electrode (Fig. 2). Research work has been done on EDM (Model: ELEKTRA EMS 5535 Machine, Pune, India) set-up (Fig. 3). EDM oil 30 is used as dielectric fluid. The viscosity of EDM oil is 36 ssu at 38 °C. Work piece polarity has been chosen as positive. The design of experiment is taken as per 4-factor–4-level L16 orthogonal array (OA) given in Table 1. Here, peak current, voltage, pulse-on-time and duty factor are taken as the variable parameters each varied at four different levels. The duration of machining for every experiment was taken as 30 min. Various responses such as surface roughness (Ra), metal removal rate (MRR), electrode wear rate(EWR) have been measured for every experiment given in Table 2.

EDMed Inconel

Copper tool

EDM machine
The output response parameters are explained below:
- MRR:
-
It is defined as the quantity of metal displaced from the job under a specific time. Unit was taken as mm3/min.
- TWR:
-
It is defined as the quantity of metal displaced from the tool under a specific time. Unit was taken as mm3/min.
3 Methodology
3.1 Grey Relational Analysis
In this analysis, the input parameters converted into normalized value in a scale range between 0 and 1. Since the response MRR is of larger-the-better type and TWR and Ra are of smaller-the-better type, then normalized value \(x_{i}^{*}\) for larger-the-better type, i.e. MRR, is expressed as:
where i = experiment number, i.e. 1, 2, 3, 4,…,16, \(x_{i}^{*}\) = normalized value of MRR for ith experiment number, \(x_{i}\) = actual MRR value for the ith experiment number, \(x_{\hbox{min} }\) = minimum actual value of MRR among all the 16 experiments done, and \(x_{\hbox{max} }\) = maximum actual value of MRR among all the 16 experiments done. Normalized value \(y_{i}^{*}=y^{i}-y_{max}/y_{min}-y_{max}\) for “smaller-the-better” type, i.e. TWR and Ra, is expressed as:
where i = experiment number, i.e. 1, 2, 3, 4,…,16, \(y_{i}^{*}\) = normalized value of TWR or SR for ith experiment number, \(y_{i}\) = actual TWR or SR value for the ith experiment number \(y_{\hbox{min} }\) = minimum actual value of TWR or SR among all the 16 experiments done, and \(y_{\hbox{max} }\) = maximum actual value of TWR or SR among all the 16 experiments done.
-
Step I:
Calculating deviation sequences (Δ) for the normalized data
After the normalization procedure, all performance values (MRR, TWR and Ra) will be scaled into [0, 1]. Deviation sequence aims to find the alternative whose normalized value is the closest to the reference value. Upon calculating the normalized value of MRR, TWR and SR for each experiment number, we calculate deviation sequences (quality loss function) with the help of normalized values of MRR, TWR and SR for each experiment number. Deviation sequence is denoted by Δ and mathematically calculated as:
where i = experiment number, i.e. 1, 2, 3,…,16. Example: For i = 1, i.e. first experiment run, ΔMRR 1 = 1 − SMRR 1 = 1 − 0.4545 = 0.5455
-
Step II:
Determining grey relational coefficient (GRC) and grey relational grade (GRG)
The GRC is mathematically defined as follows:
where i = experiment number, j = refers to the response parameters, i.e. MRR, TWR and Ra, Δmin = minimum value of deviation sequence for jth response parameter among all the 16 experiments, Δmax = maximum value of deviation sequence for jth response parameter among all the 16 experiments, \(\Gamma\) = distinguishing factor (when all the response parameters are given the equal weightage, then usually its value is taken as 0.5). After finding GRC for each experiment run for every parameter, i.e. MRR, TWR and Ra, GRG was calculated for every experiment. GRG combines all the individual GRCs of parameters like MRR, TWR and Ra of a particular experiment run into one grade which can be compared with the other GRG of other experiment runs. GRG is mathematically found out by the relation given below:
where i = Experiment No., Wg = Weightage given to the response parameters = 0.33 (as \(\Gamma\) = 0.5).
Then, optimization of GRG function is done using Taguchi approach. As GRG is wished to be the maximum, so during signal-to-noise ratio calculation higher-the-better approach was used. The calculations of GRG and S/N ratio are given in Table 3.
4 Results and Conclusions
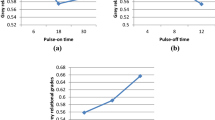
The machining responses obtained from the experiments were used to calculate S/N ratio plots, and the optimal parameter setting appears to be A2B1C4D2, i.e. IP = 10 A, Vg = 15 V, Ton = 200 µs and τ = 66.67%.
The optimum process parameters found as A2B1C4D2 and the corresponding value found as −1.05155 are less than the corresponding values found in every experiment. Since the S/N ratio’s need was higher-the-better, we found the highest corresponding value at the optimum setting showing the reliability of the Taguchi approach. The main effects plot for S/N ratios [A2B1C4D2] is shown in Fig. 4.

Main effects plot for S/N ratios [A2B1C4D2]
References
Mishra DN, Bhatia A, Rana V (2014) Study on EDM. Int J Eng Sci 3(2):24–35
Muller F, Monaghan J (2000) Non-conventional machining of particle reinforced metal matrix composite. Int J Mach Tools Manuf 40(9):1351–1366
Lau WS (2000) Unconventional machining of composite materials. J Mater Process Technol 48:199–205
Ezugwu (2005) Key improvements in the machining of difficult to cut aerospace superalloys. Int J Mach Tools Manuf 45:1353–1367
Sudhakara D, Venkataramana BN, Sreenivasulu B (2012) The experimental analysis of surface characteristics of inconel 718 using electrical discharge machining. IJMERR 1(3). ISSN: 2278-0149
Ahmad S, Lajis MA (2014) Effect of higher peak current and pulse duration on EWR of copper electrode when electrical discharge machining (EDM) of inconel 718. Adv Mat Res 845:945–949
Rahul, Abhishek K, Datta S, Biswal BB, Mahapatra SS (2017) Machining performance optimization for electro-discharge machining of inconel 601, 625, 718 and 825: an integrated optimization route combining satisfaction function, fuzzy inference system and Taguchi approach. J Braz Soc Mech Sci Eng 39(9):3499–3527
Rahul, Datta S, Biswal BB, Mahapatra SS (2018) Optimization of electro-discharge machining responses of super alloy inconel 718: use of satisfaction function approach combined with Taguchi philosophy. Mater Today Proc 5(2):4376–4383
Lin CL (2004) Use of the Taguchi method and grey relational analysis to optimize turning operations with multiple performance characteristics. Mater Manuf Processes 19(2):209–220. https://doi.org/10.1081/amp-120029852
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Ghaus Ali, M., Rahul, Banik, D., Yadav, A., Rautara, B.C., Sahoo, A.K. (2019). Analysis and Optimization of Surface Integrity Characteristics of EDMed Work Surface Inconel 718 Super-Alloy Using Grey-Based Taguchi Method. In: Shanker, K., Shankar, R., Sindhwani, R. (eds) Advances in Industrial and Production Engineering . Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-13-6412-9_43
Download citation
DOI: https://doi.org/10.1007/978-981-13-6412-9_43
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-6411-2
Online ISBN: 978-981-13-6412-9
eBook Packages: EngineeringEngineering (R0)