
Abstract
Friction stir welding (FSW) is a solid state joining process where the joint occurs below the melting point of the base metal. Recently, not only soft materials but also high melting materials have been given an attention in FSW research activities. There are many studies on high melting materials such as steel, titanium, and inconel. There are different parameters which contribute to the joint quality. Many researchers have studied on the traverse and rotational speeds as the main process parameters in order to obtain optimum weld quality. Tool geometry is another important parameter that has an influence on the weld quality. This paper aims to review the development of various pin profiles and its effects to the microstructure and mechanical properties of the weld joint. Based on the published papers, square pin profile produced sound joints. However, in other studies threaded cylinder or threaded taper provides better joints. Above all, there is an equal result among all studies in which threaded shapes are most effective on tool performance.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
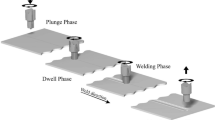
Friction Stir Welding (FSW) is a solid state joining process that was invented and patented by The Welding Institute (TWI) UK [1]. This invention is a big success for joining aluminum alloys as well as low melting temperature materials [2]. Recently, FSW has been proven as an alternative joining technique for high melting materials such as steels, titanium, and so on. Figure 1 illustrates the schematic of FSW process. The applications of FSW can be found in marine, aerospace, automotive, rail and construction industries. Nowadays FSW is gradually being introduced to oil and gas industries such as offshore structure [3].

Schematic of Friction Stir Welding [4]
In FSW, the parameters that influence the quality of weld joint can be categorized into primary and secondary parameters. The primary parameters are traverse speed, rotational speed, and tool geometry. Meanwhile the secondary parameters are thickness of the workpiece, workpiece material, welding tool material, and pin profile.
In the last decade many researches have been done on various FSW parameters. Among them, there are some studies that concentrated on pin profiles. In order to obtain the best and optimum pin profiles, the geometry of pin will be evaluated with other parameters such as rotation and traverse speeds, and force.
Elangovan et al. [5,6,7,8] had many researches on pin profiles on aluminum alloys. They investigated the influence of pin profile and rotational speed, traversing speed, shoulder diameter, and axial force on the formation of friction stir processing zone. Furthermore, there are many other researchers who investigated the influence of pin profiles on microstructural and mechanical properties of the weld joint [9]. However, there are many challenging issues to optimize the welding process for joining hard materials. One of the issues is the appropriate tool pin profile design.
Tool geometry has an effect on weld joint for improving its properties and quality [10]. FSW tool has two main functions during the welding process. The tool shoulder rubs the workpiece and generates the heat and tool pin stirs the material [11]. In FSW, the tool materials also play very important role during the welding process for preventing the wear problem. The suitable tool material for welding a high melting workpiece should possess wear resistance with high strength as well as high toughness [12]. In addition, proper tool design reduces the force needed to push the tool along the weld line.
Based on the literatures, the popularity to study the pin profile is increased. However, there is little effort that focuses on FSW pin profiles. Therefore, this paper aims to review various pin profiles used in experimental, simulation and optimization works.
2 Experimental Studies on FSW Pin Profiles
Since the invention of FSW, there were many researches focused on developing the FSW process. Primarily, they considered low melting materials for base material such as Al, Mg, Zn. However, due to improvement of tool materials, the welding technique is also favorable for high melting materials such as Ti, Ni, and steel [2].
There are several studies concentrated on pin profile. Elangovan and Balasubramanian [5] investigated different pin profiles and their relation with rotational speeds. They selected straight cylindrical, tapered cylindrical, threaded cylindrical, triangular and square as the pin profiles. According to their results, square pin profile produced defect free joints regardless of rotational speeds. In addition, the result from 15 weld joints showed that the square pin profile with 1600 rpm rotational speed has superior tensile properties.
In another research, Elangovan and Balasubramanian [7] investigated the relationship between different pin profiles and tool shoulder diameter of AA6061 aluminum alloy welded joints. From their study, square pin profile with 18 mm shoulder diameter showed the higher tensile properties. They also investigated the effect of traveling speed for different pin profiles on the AA2219 weld strength. From their studies, square pin profiles showed defect free at the weld cross section. Moreover, of the three traveling speeds, 0.76 mm/s indicated better tensile properties regardless of tool pin profiles [6].
In another research Elangovan and Balasubramanian investigated the relation of different pin profiles with axial force. They fabricated the joints with three axial forces and five different pin profiles on AA6061 workpiece. They found that square pin profile with 7 kN showed superior tensile properties [8]. Figure 2 shows the schematic of the pin profile that was used in their studies.

FSW pin profiles. a Straight cylindrical. b Threaded cylindrical. c Tapered cylindrical. d Square. e Triangular [8]
In summary, it can be concluded that different FSW parameters has a significant effect on mechanical properties of the weldment.
Some experimental studies are carried out on different rotational speeds, traversing speeds in order to evaluate the relationship between pin profiles and FSW parameters. Patil and Soman [13] conducted an investigation on the influence of welding speed and the pin profiles of AA6082-O welded joint. They utilized tri-flutes and taper screw thread as the pin profiles with constant rotational speed of 1200 rpm and various welding speeds from 60 to 85 mm/min. The results indicated that pin profiles have significant role on mechanical properties and microstructure of the weld. Moreover, joints with tapered screw have higher tensile strength at a welding speed of 70 mm/min. It seems that the higher strength is because of the treaded type pin profile.
Xu et al. [14] used two different pin profiles to investigate the effect of rotational and traveling speeds on strength and ductility of 2219-T62 welded joint. Figure 3, shows the pin profiles that were used in the study. They concluded that, welding process parameters and pin profiles have a significant effect on strength and ductility. Furthermore, they found that the threaded and tapered with three spiral flutes showed higher mechanical properties result as compared to the other pin profile.

FSW pin profiles. a Threaded and tapered with three spiral flutes. b Threaded and tapered with triangle
Ravindra and Surjya [15] studied the effect of pin profiles and the process parameters on the defect of AA5083 weld joint. Five different tool pin profiles (straight cylindrical, tapered cylindrical, triangular, square and cone) have been used to fabricate the joints at three different rotational speeds of 900, 1400 and 1800 rpm under a constant traverse speed of 16 mm/min. They found that the cylindrical profile produced defect free joints regardless of welding speeds. Moreover, cylindrical pin profile with high rotation speed produced defect free joints. However, the square and cylindrical profiles give better joints at 1400 rpm. On the other hand, at the low rotational speed of 900 rpm, triangular shapes produced sound welds. From the 15 joints that has been performed, they found that cylindrical pin profile at a rotational speed of 1400 rpm produced the best joint with highest tensile strength.
Salari et al. [16] studied the tool geometry and rotational speed on defect generation. In their work, they studied AA5456 aluminum alloy for the lap joints with two different thicknesses, 5 and 2.5 mm. In their study, they used 600 and 800 rpm for the rotational speeds with four different pin profiles (conical threaded, cylindrical–conical thread, stepped conical thread, and Neutral Flared Triflute). Schematic of pin profiles are illustrated in Fig. 4. The results showed significant influence of tool geometry on material flow as well as the mechanical properties. Furthermore, highest joint performance is achieved with the stepped conical threaded and highest tensile properties is obtained at rotational speed of 600 rpm irrespective of pin profiles.

Schematic of pin profiles. a Conical threaded. b Cylindrical-Conical threaded. c Stepped conical thread. d Neutral flared triflute
Motalleb-Nejad et al. [17] studied the effect of pin profile on microstructure and mechanical properties of AZ31B magnesium alloy. Three pin profiles which are cylindrical, screw threaded cylindrical, and tapered were used in the study. The joints are welded at different traverse and rotational speeds. From the results they found that taper and screw threaded cylindrical produce defect free joints. Moreover, they observed that rotational speed have higher effect on microstructure and mechanical properties. In addition, lower mechanical properties could be in the result of higher rotational speed and lower traveling speed. Consequently, the best mechanical properties were obtained with taper pin profile at \( \frac{{\omega^{2} }}{\vartheta } = 6300 \) where, \( \omega \) is rotation speed and \( \vartheta \) is the traverse speed.
Some other scholars tried to evaluate the effect of tool shapes with different welding speeds on mechanical properties. For instance, Trimble et al. [18] utilized the cylindrical, square and triflute for the FSW of 4.8 mm thick AA2024-T3 plates. The result showed that the triflute pin was the most effective shape for welding at high speeds. Figure 5 illustrates the schematic of three FSW pin profiles.

FSW tools. a Cylindrical. b Triflute. c Square [18]
Trimble and his colleagues [19] in another study investigated the influence of pin profile on the microstructure and hardness of AA2024-T3 friction stir welded. They recommended to use pin profiles with flat surface or flutes over the tapered cylinder. Meanwhile, Ilangovan et al. [20] investigated the effect of pin profile on mechanical properties of dissimilar AA6061-AA5086 joints. In the study, of the three different pin profiles, threaded and tapered cylindrical produced defect free joints with the similar tensile properties. However, the threaded cylindrical is preferred due to its better joints shape. Figure 6 shows the schematic of the tool used in their study.

FSW tools. a Cylindrical. b Threaded cylindrical. c Tapered [20]
Krasnowski et al. [21] investigated the influence of the pin profile on microstructure and mechanical properties of the Al6082 joint. They concluded that the shape of the FSW tool pin influences the mechanical properties.
Due to the significant effect of tool geometry on the material flow, fundamental correlation between material flow and microstructure of joints varies with each tool [11]. Nadikudi et al. [22] studied the formability of welds with different pin profiles. They found that square profile produced better formability properties as compared to other profiles. In addition, the weld microstructure made with a square profile had a fine grains with a uniformly distributed grains.
Some of the studies claim that rotational speed has not significant effect in the hardness profile of FSW welds. However, they mentioned that the rotational speed is influential on soften the material in the joints [23]. In addition, the above studies concluded that rotational and traversing speeds are effective on quality of the weld joints. Increasing the rotational speed and reducing the traversing speed will increase the temperature during FSW [24,25,26]. It is obvious that changing the geometry of the pin profile will influence on heat generation. Therefore, in order to obtain a defect free weld, the FSW speeds (rotational and traverse) and pin profiles must be chosen carefully.
Emamikhah et al. [27] considered the effect of pin profiles on FSW of high-zinc brass (CuZn40). They utilized chamfered taper, single-threaded taper, three-flute, threaded cylinder, threaded taper, spline, and hexahedron as the different pin profiles. Moreover, the rotation and traverse speeds were constant during the study. With embedding the thermocouples, heat generation is measured. The results revealed that threaded cylindrical pin profile have higher heat in advancing side, however, threaded taper have higher temperature and hardness on the retreating side. Consequently, higher heat will improve the material stirring below the shoulder and increase the mechanical properties. Nonetheless, the lower temperature was generated by the hexahedron profile. As mentioned earlier, the geometry of the pin can effect on the heat generation. Amount of friction between the tool and workpiece during stirring process may produce temperature. Therefore, the higher interaction, the higher temperature.
Some other studies considered the other parameters of FSW as compared to pin profiles. For instance, Mohanty et al. [28] examined the role of pin profile of FSW on aluminum and compared it with tool shoulder. They used chromium steel straight cylindrical, tapered cylindrical and trapezoidal for the experiment at 1400 rpm for rotation, 160 mm/min for welding speed and 3.5 kN for axial force. From the 27 joints experiment, they observed that straight cylindrical with 5 mm diameter have higher tensile strength.
Reza and Reynolds [29] studied the role of threaded pin on material flow and weldability of AA7050 and AA6061. They observed that using thread forms are very useful on tool performance and also reduces the force on tool.
Venkata Rao et al. [30] studied the microstructure and corrosion of AA 2219 Al-Cu alloy during FSW to evaluate the effect of pin profile. They pick out conical and triangular shapes for the experiment. From the results of electron backscattered diffraction and differential scanning calorimetric they found that corrosion resistance of triangular profile is better than conical. The results showed that heat generation is higher for triangular profile. With regards to the heat generation, the relative size of pin and shoulder is important in FSW process.
Venkata Rao et al. [31] studied the effect of pin profiles on microstructure of AA2219 alloy. They found the significant role of pin profiles in the microstructure of workpiece. The results showed that hexagonal tool produced higher temperature and uniform structure as compared to square, triangle, pentagon, and conical tool pin profiles.
In many experimental studies that the square pin profile is involved in, the sounds welds with higher mechanical properties produced by square shapes. On the other hand, threaded cylinder and threaded taper produced better joints in compare with other shapes. Once comparing different profiles in various studies, it can be summarized that threaded shapes are very influential on tool performance. According to aforementioned, some parameters such as workpiece material and thickness, rotation and traverse speeds have influence on joining quality. Therefore in order to select the optimum pin profiles, it depends on many parameters.
3 Simulation on FSW Pin Profiles
Not only the experimental works, but some researches also focused on simulation study. They tried to model different pin profiles and investigate the parameters such as heat generation, stress distribution, and effect of FSW parameters on mechanical properties and thermal characteristics. To model FSW process, a coupled thermo plastic behavior will be assumed in order to obtain the stress, strain as well as temperature distributions [32, 33]. There are many engineering software available to model FSW process. However, Kheireddine et al. [34] mentioned that for thermo-mechanical models, DEFORM-3D and ABAQUS software are appropriate to use.
Buffa et al. [35] used finite element model (FEM) to investigate the cylindrical and conical shapes with different angles. Thermo-mechanically coupled analysis has been performed to predict the process parameters. They observed that increasing the pin angle will enlarge the heat affected zone and thermal mechanical zone due to bigger weld nugget. In addition, plastic deformation would be increased. Due to helical movement of conical profile, material flow will also be increased.
Jaimin and Patil [36] investigated the mechanical properties and thermal analysis by modelling the different pin profiles for FSW on AA6061. Finite Element Analysis (FEA) has been used in order to modelling. The simulation was carried out at constant rotational speed of 600 rpm with different pin profiles; conical, hexagonal, trapezoidal, cylindrical flutes. They found that hexagonal pin profile provides sound material flow among other profiles.
Vinayak et al. [37] investigated the effects of pin profiles on temperature, stir zone and weld power requirements using FEM. According to the results, square pin profile use less power in compare with triangular, cylindrical, rectangular, pentagonal, and hexagonal. Furthermore, frustum pin type produces better results as compared to straight type.
Marzbanrad et al. [9] has considered the influence of pin profiles on mechanical properties and thermal characteristics of AA5083. They investigated the cylindrical and square shapes for the simulation and experiment procedure. A numerical model was developed for investigating the effect of tool pin profiles on material flow, thermal and strain distributions based on thermo-mechanically coupled rigid-viscoplastic 3D FEM. 1120 rpm used for rotational speed, 30 mm/min for traverse speed, and tilting angle of 2° carried out for experiment procedure. Optical microscopy was employed to characterize the microstructures features of the weld and tensile test was performed in order to evaluate the mechanical properties of the joints. From the results they found that square profile produced the higher ultimate strength in compare with cylindrical tool profile and also the grain structure was finer.
Hao and his colleagues [38] investigated the effect of pin profiles on thermal and material flow by numerical modeling. Their simulation is based on computational fluid dynamics to analyze the thermo-physical in FSW. They found that triflat tool produced larger deformation area than conical tool. Moreover, the heat generation of both has not significance differences. However, stir action of triflat is stronger than conical.
Godakh and his colleagues [39] proposed a numerical model for heat generation of different pin profiles. Figure 7 shows the different pin profiles that they used in their work.

a Triangular pin. b Square pin. c Pentagonal pin. d Hexagonal pin [39]
They found that square pin profile generated higher temperature, and hexagonal produced lower temperature. Furthermore, their numerical model showed that increasing the rotational speed in constant traversing speed produce higher heat input and vice versa.
In the most researches for obtaining the better shapes due to the heat generation and mechanical properties, the finite element analysis is performed. In numerical simulation, three parts of the process are investigated which have their own solving method. Work piece is solved in Eulerian framework, pin is solved in Lagrangian framework, but the stir zone would be solved in Arbitrary Lagrangian-Eulerian (ALE) method [40].
The workpiece is meshed using eight node coupled temperature displacement, brick elements (C3D8RT). The mesh is graded in a way such that there is a higher mesh density around the tool plunge area. This improves the accuracy of the solution around the tool without tremendously increasing the computational time.
The graded meshes are obtained by partitioning the workpiece into smaller cells. Adaptive mesh boundary type lagrangian applied to reduce distortion.
4 Optimization on FSW Pin Profiles
Amongst the experiments, some researchers tried to optimize the FSW parameters. They claimed that it is possible to predict the optimum parameters during FSW process [41,42,43].
Kalaiselvan and Murugan [41] considered the influence of FSW parameters on tensile strength. They developed a mathematical model to predict the ultimate tensile strength (UTS) of FSW on Al-B4C composites. The results indicated that the joint fabricated using rotational speed of 1000 rpm, welding speed of 1.3 mm/s, axial force of 10 kN, and the reinforcement of 12% showed higher tensile strength compared with other joints.
Ashok and Murugan [42] investigated rotational speed, welding speed, tool pin profile and percentage of reinforcement which are affected on mechanical properties of friction stir welded Aluminum Matrix Composites (AMC) joints. They developed the regression model to predict the UTS and percent elongation (PE) of FSW on AA6061/AlNp composite joints. They found that the parameters independently influenced the UTS and PE of FSW joint.
Jagadeesh et al. [43] investigated the tensile test and hardness properties of the twenty-seven joints on Al6061 workpiece of 6.35 mm thick. Moreover, they selected two models (ANOVA, Artificial Neural Network) to predict the tensile strength of friction stir welded AA6061. From the ANOVA results, they concluded that tool rotational speed and axial force are the influential parameters on the mechanical properties. They observed that increasing the parameters such as tool rotational speed, welding speed, and axial force, tensile strength would be increased respectively. Their research also indicates that the weld samples prepared at 2000 rpm, 72 mm/min, 2.5 kN for rotational speed, traveling speed and axial force, respectively with square pin profile, have highest tensile strength around 169.48 MPa.
Most of the previous investigations on optimization of FSW focused on primary parameters such as rotational speed and welding speed with respect to mechanical properties.
Rambabu et al. [44] developed the mathematical model to predict the corrosion resistance of friction stir welded AA2219 aluminum alloy. Their results revealed that the shape of pin has a significant effect on the joint structure and the corrosion properties. Furthermore, the optimized values matches the experimentally determined values.
Optimization of FSW pin profile is accurate with the conforming tests. Regression model and also artificial neural network utilized to predict the tensile strength and evaluate the different parameters. Again from the mechanical and predictive models found that square pin profile produce higher tensile strength in a specified parameters.
5 Conclusion
The most recent research reveals that FSW pin profile have significant effect on material flow and mechanical properties. In addition, the geometry of profiles is effective on heat generation. Some scholars are convinced that there are direct relations between heat generation and hardness, higher temperature, will produce higher hardness. Moreover, some researches claim that other main FSW parameters such as rotational speed have a higher influence on microstructure and mechanical properties. But the role of tool geometry and pin profile is inevitable.
It can also be concluded that among all shapes that are considered, some of them are not compared with each other and they provide defect free welds separately. In the most researches, square pin profile produce sound joints. However, in other studies threaded cylinder or threaded taper provides proper joints. Above all, there is an equal result among all studies in which threaded shapes are most effective on tool performance.
The effect of different pin profiles on mechanical properties is illustrated in Appendix 1.
References
Thomas W et al (1991) International patent no. 1991, PCT/GB92/02203, GB Patent
Sulaiman S, Emamian S, Sheikholeslam MN, Mehrpouya M (2013) Review of the effects of friction stir welding speed on stainless steel type 304L. Int J Mater Mech Manuf 1(1):85–87
Thompson B (2013) Friction stir welding of 25-mm Thick Steel (cited 2015 23/01/2015). Available from. http://ewi.org/friction-stir-welding-of-25-mm-thick-steel-2/
Threadgill PL, Leonard AJ, Shercliff HR, Withers PJ (2009) Friction stir welding of aluminium alloys (cited 2014). Available from http://www.twi-global.com/technical-knowledge/published-papers/friction-stir-welding-of-aluminium-alloys/
Elangovan K, Balasubramanian V (2007) Influences of pin profile and rotational speed of the tool on the formation of friction stir processing zone in AA2219 aluminium alloy. Mater Sci Eng A 459(1–2):7–18
Elangovana K, Balasubramanian V (2008) Influences of tool pin profile and welding speed on the formation of friction stir processing zone in AA2219 aluminium alloy. Mater Process Technol 200(1–3):163–175
Elangovan K, Balasubramanian V (2008) Influences of tool pin profile and tool shoulder diameter on the formation of friction stir processing zone in AA6061 aluminium alloy. Mater Des 29(2):362–373
Elangovan K, Balasubramanian V, Valliappan M (2008) Influences of tool pin profile and axial force on the formation of friction stir processing zone in AA6061 aluminium alloy. Int J Adv Manuf Technol 38:285–295
Marzbanrad J, Akbari M, Asadi P, Safaee S (2014) Characterization of the influence of tool pin profile on microstructural and mechanical properties of friction stir welding. Metall Mater Trans B 45B:1887–1894
Rai R et al (2011) Review: friction stir welding tools. Sci Technol Weld Joining 16(4):325–342
Mishraa RS, Ma ZY (2005) Friction stir welding and processing. Mater Sci Eng R Rep 50(1):1–78
Meilinger Á, Török I (2013) The importance of friction stir welding tool. Prod Process Syst 6(1):25–34
Patil HS, Soman SN (2010) Experimental study on the effect of welding speed and tool pin profiles on AA6082-O aluminium friction stir welded butt joints. Int J Eng Sci Technol 2(5):268–275
Xu W, Liu J, Zhu H, Fu L (2013) Influence of welding parameters and tool pin profile on microstructure and mechanical properties along the thickness in a friction stir welded aluminum alloy. Mater Des 47:599–606
Thube RS, Pal SK (2014) Influences of tool pin profile and welding parameters on friction stir weld formation and joint efficiency of AA5083 joints produced by friction stir welding. Int J Innovative Res Adv Eng 1(4):1–8
Salari E, Jahazi M, Khodabandeh A, Ghasemi-Nanesa H (2014) Influence of tool geometry and rotational speed on mechanical properties and defect formation in friction stir lap welded 5456 aluminum alloy sheets. Mater Des 58:381–389
Motalleb-nejad P, Heidarzadeh TS, Darzi K, Ashjari M (2014) Effect of tool pin profile on microstructure and mechanical properties of friction stir welded AZ31B magnesium alloy. Mater Des 59:221–226
Trimble D, O’Donnell GE, Monaghan J (2015) Characterisation of tool shape and rotational speed for increased speed during friction stir welding of AA2024-T3. J Manuf Process 17:141–150
Trimble D et al (2015) Friction stir welding of AA2024-T3 plate–the influence of different pin types
Ilangovan M, Rajendra Boopathy S, Balasubramanian V (2015) Effect of tool pin profile on microstructure and tensile properties of friction stir welded dissimilar AA 6061–AA 5086 aluminium alloy joints. Defence Technol 11(2):174–184
Krasnowski K, Hamilton C, Dymek S (2015) Influence of the tool shape and weld configuration on microstructure and mechanical properties of the Al 6082 alloy FSW joints. Arch Civ Mech Eng 15(1):133–141
Nadikudi BKB et al (2015) Formability analysis of dissimilar tailor welded blanks welded with different tool pin profiles. Trans Nonferrous Met Soc China 25(6):1787–1793
Sato YS, Urata M, Kokawa H (2002) Parameters controlling microstructure and hardness during friction-stir welding of precipitation-hardenable aluminum alloy 6063. Metall Mater Trans A 33A:625–635
Muhsin JJ, Tolephih MH, Muhammed AM (2012) Effect of friction stir welding parameters (rotation and transverse) speed on the transient temperature distribution in friction stir welding of AA 7020-T53. ARPN J Eng Appl Sci 7(4):436–446
Mironov S, Inagaki K, Sato YS, Kokawa H (2015) effect of welding temperature on microstructure of friction-stir welded aluminum alloy 1050. Metall Mater Trans A 46A:783–790
Manvatkar V et al (2015) Cooling rates and peak temperatures during friction stir welding of a high-carbon steel. Scripta Mater 94:36–39
Emamikhah A, Abbasi A, Atefat A (2014) Effect of tool pin profile on friction stir butt welding of high-zinc brass (CuZn40). Int J Adv Manuf Technol 71:81–90
Mohanty HK, Mahapatra MM, Kumar P, Biswas P, Mandal NR (2012) Effect of tool shoulder and pin probe profiles on friction stirred aluminum welds—a comparative study. J Mar Sci Appl 11(2):200–207
Reza-E-Rabby M, Reynolds AP (2014) Effect of tool pin thread forms on friction stir weldability of different aluminum alloys. Procedia Eng 90:637–642
Venkata Rao C, Madhusudhan Reddy G, Srinivasa Rao K (2015) Microstructure and pitting corrosion resistance of AA2219 Al–Cu alloy friction stir welds—effect of tool profile. Defence Technol 11:123–131
Venkata Rao C, Madhusudhan Reddy G, Srinivasa Rao K (2015) Influence of tool pin profile on microstructure and corrosion behaviour of AA2219 Al-Cu alloy friction stir weld nuggets. Defence Technol 11:123–131
Awang M, Mucino VH, Feng Z, David SA (2005) Thermo-mechanical modeling of friction stir spot welding (FSSW) process: use of an explicit adaptive meshing scheme. SAE Technical paper, 2006, 2005(1), p 1251
Song M, Kovacevic R (2003) Thermal modeling of friction stir welding in a moving coordinate system and its validation. Int J Mach Tools Manuf 43:605–615
Kheireddine AH, Khalil AA, Ammouri AH, Kridli GT, Hamade RF (2013) An experimentally validated thermo-mechanical finite element model for friction stir welding in carbon steels. World Acad Sci Eng Technol 7(4):309–312
Buffa G, Hua J, Shivpuri R, Fratini L (2006) Design of the friction stir welding tool using the continuum based FEM model. Mater Sci Eng A 419:381–388
Patel JB, Patil HS (2014) Simulation of peak temperature & flow stress during FSW of aluminium alloy AA6061 for various tool pin profiles. Int J Mater Sci Eng 2(1):67–71
Malika V, Sanjeev NK, Suresh Hebbarb H, Kailasa SV (2014) Investigations on the effect of various tool pin profiles in friction stir welding using finite element simulations. Procedia Eng 97:1060–1068
Su H et al (2015) Numerical modeling for the effect of pin profiles on thermal and material flow characteristics in friction stir welding. Mater Des 77:114–125
Gadakh VS, Kumar A, Patil GJ (2015) Analytical modeling of the friction stir welding process using different pin profiles. Weld J 94(4):115S–124S
Chiumenti M, Cervera M, de Saracibar CA, Dialami N (2013) Numerical modeling of friction stir welding processes. Comput Methods Appl Mech Eng 254:353–369
Kalaiselvan K, Murugan N (2013) Role of friction stir welding parameters on tensile strength of AA6061−B4C composite joints. Trans Nonferrous Met Soc China 23:616–624
Ashok Kumar B, Murugan N (2014) Optimization of friction stir welding process parameters to maximize tensile strength of stir cast AA6061-T6/AlNp composite. Mater Des 57:383–393
Jagadeesh Chandra Prasad P, Hema P, Ravindranath K (2014) Optimization of process parameters for friction stir welding of aluminum alloy AA6061 using square pin profile. Int J Mech Eng Robot Res 3(2)
Rambabu G et al (2015) Optimization of friction stir welding parameters for improved corrosion resistance of AA2219 aluminum alloy joints. Defence Technol 11:330–337
Acknowledgements
The authors would like to acknowledge Universiti Teknologi PETRONAS, Malaysia for the financial support under I-Gen grant (0153DA-135).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Appendix 1: A Summary of Experimental Study on Different Pin Profiles
Appendix 1: A Summary of Experimental Study on Different Pin Profiles
Material | Plate thickness (mm) | Pin profile | Rotational speed (rpm) | Traverse speed (mm/min) | Tensile strength (MPa) | Hardness (Hv) | Weld joint appearance | References |
|---|---|---|---|---|---|---|---|---|
AA2219 | 6 | Square | 1500 | 45.6 | 240 | 88 | Good | Elangovan and Balasubramanian [5] |
” | ” | Square | 1600 | ” | – | 105 | ” | ” |
” | ” | Square | 1700 | ” | – | 83 | ” | ” |
” | ” | Cylindrical | 1600 | ” | 100 | 82 | Poor | ” |
” | ” | Conical | 1600 | ” | 120 | 95 | No defect | ” |
” | ” | Threaded Cylindrical | 1500 | ” | 155 | – | Good | ” |
” | ” | Threaded Cylindrical | 1600 | ” | 220 | – | ” | ” |
” | ” | Triangular | 1600 | ” | 215 | – | ” | ” |
” | ” | Triangular | 1700 | ” | 150 | – | ” | ” |
AA2219 | 6 | Threaded Cylindrical | 1600 | 45.6 | 220 | – | Good | Elangovan and Balasubramanian [6] |
” | ” | Square | ” | 22.2 | 160 | 96 | ” | ” |
” | ” | ” | ” | 45.6 | 240 | 105 | ” | ” |
” | ” | ” | ” | 75 | 180 | 98 | ” | ” |
” | ” | Triangular | ” | 45.6 | 225 | – | ” | ” |
AA6082-O | 5 | Tri-flute | 1200 | 60 | 76.67 | – | – | Patil and Soman [13] |
” | ” | ” | ” | 70 | 66.33 | – | – | ” |
” | ” | ” | ” | 85 | 56.67 | – | – | ” |
AA6082-O | 5 | Taper Screw | 1200 | 60 | 103.33 | – | – | ” |
” | ” | ” | 70 | 120 | – | – | ” | |
” | ” | ” | ” | 75 | 67 | – | – | ” |
2219-T62 Al alloy | 12 | Threaded and tapered with three spiral flutes | 300–500 | 60–100 | 305 | 105 | Fine grain size | Xu et al. [14] |
” | ” | Threaded and tapered with triangle | ” | ” | 300 | 93 | – | ” |
AA5083 | 2.5 | Taper Cylindrical | 900 | 16 | 103 | – | – | Ravindra and Surjya [15] |
” | ” | ” | 1400 | ” | 122 | – | – | ” |
” | ” | ” | 1800 | ” | 116 | – | – | ” |
” | ” | Triangular | 900 | ” | 140 | – | – | ” |
” | ” | ” | 1400 | ” | 136 | – | – | ” |
” | ” | ” | 1800 | ” | 123 | – | – | ” |
” | ” | Conical | 900 | ” | 126 | – | – | ” |
” | ” | ” | 1400 | ” | 138 | – | – | ” |
” | ” | ” | 1800 | ” | 114 | – | – | ” |
” | ” | Square | 900 | ” | 137 | – | Good | ” |
” | ” | ” | 1400 | ” | 143 | – | ” | ” |
” | ” | ” | 1800 | ” | 122 | – | – | ” |
” | ” | Cylindrical | 900 | ” | 132 | – | – | ” |
” | ” | ” | 1400 | ” | 147 | – | No defect | ” |
” | ” | ” | 1800 | ” | 140 | – | – | ” |
Az31B Magnesium alloy | 3 | Cylindrical | 630 | 63 | 204 | 70 | – | Motalleb-Nejad et al. [17] |
” | ” | ” | 800 | 80 | 192 | 68 | – | ” |
” | ” | ” | 1000 | 100 | 162 | 60 | – | ” |
” | ” | Conical | 630 | 63 | 253 | 80 | – | ” |
” | ” | ” | 800 | 80 | 243 | 77 | – | ” |
” | ” | ” | 1000 | 100 | 223 | 73 | – | ” |
” | ” | Threaded Cylindrical | 630 | 63 | 242 | 77 | – | ” |
” | ” | ” | 800 | 80 | 234 | 73 | – | ” |
” | ” | ” | 1000 | 100 | 212 | 69 | – | ” |
AA2024-T3 | 4.8 | Triflute | 450 | 180 | 91 | 134 | – | Trimble et al. [18] |
” | ” | Square | ” | ” | 90 | 131 | – | ” |
” | Cylindrical | ” | ” | 68 | 123 | – | ” | |
AA6061 and AA5086 | 6 | Straight Cylindrical | 1100 | 22 | 126 | – | Defect at the mid thickness region | Ilangovan et al. [20] |
” | ” | Threaded Cylindrical | ” | ” | 169 | – | Defect Free | ” |
” | ” | Tapered Cylindrical | ” | ” | 163 | – | Defect Free | ” |
AA6082-T6 | 8 | Threaded Cylindrical | 710 | 900 | 242.1 | – | – | Krasnowski et al. [21] |
” | ” | Triflute | 710 | 900 | 244 | – | – | ” |
” | ” | Cylindrical | 710 | 900 | 218.4 | – | – | ” |
” | 10 | Threaded Cylindrical | ” | ” | 233.7 | – | – | ” |
” | ” | Triflute | ” | ” | 230.9 | – | – | ” |
” | ” | Cylindrical | ” | ” | 215.4 | – | – | ” |
AA6061-T6 and AA2014-T6 | – | Straight Cylindrical | 900 | 24 | 175 | – | – | Nadikudi et al. [22] |
” | – | Taper Cylindrical | ” | ” | 167 | – | – | ” |
” | – | Stepped Cylindrical | ” | ” | 168 | – | – | ” |
” | – | Square | ” | ” | 183 | – | – | ” |
” | – | Straight hexagon | ” | ” | 172 | – | – | ” |
High-Zinc brass | 3 | Threaded Cylindrical | 450 | 16 | – | 64.20 | – | Emamikhah et al. [27] |
” | ” | Threaded taper | ” | ” | – | 50.96 | – | ” |
” | ” | Spline | ” | ” | – | 50.84 | – | ” |
” | Hexahedron | ” | ” | – | 50.49 | – | ” |
Rights and permissions
Copyright information
© 2017 Springer Nature Singapore Pte Ltd.
About this paper
Cite this paper
Emamian, S. et al. (2017). A Review of Friction Stir Welding Pin Profile. In: Awang, M. (eds) 2nd International Conference on Mechanical, Manufacturing and Process Plant Engineering. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-10-4232-4_1
Download citation
DOI: https://doi.org/10.1007/978-981-10-4232-4_1
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-10-4231-7
Online ISBN: 978-981-10-4232-4
eBook Packages: EngineeringEngineering (R0)