
Abstract
One of the most advancements in the field of solid state joining process is friction stir welding that produces a sound quality weld. The important characteristic of a solid state welding process is the non-melting of the base material which means it is a lower temperature and a lower frictional heat input welding technology that produces joint below the melting point of materials to be joined. In present work, literature review was done to investigate the effects of various tool pin geometries on the grain structure (microstructure) and on the mechanical properties of the joints. Welded joints were fabricated by different materials in various configurations such as butt weld joint, lap weld joint and spot weld joint. The tool pins geometries were used in the most of the experiments conducted by researchers to fabricate the joint are straight cylindrical, threaded cylindrical, square, taper and triangular etc. In the entire study of the published papers, the friction stir welding is done at different traverse and rotational speeds and were considered as the most dominating parameters. Examination of microstructures of the welded joints was done with the help of optical and scanning electron microscopes. Further, the mechanical properties and most importantly hardness and ultimate tensile strength of the joints were determined by microhardness test and simple tensile test. It was observed from the literature review of various papers that the threaded and tapered cylindrical pin profile tools produce defect free sound joints and form of very fine and uniformly distributed precipitates in the stirrer zone (SZ) of the joint. Data Analysis has been made in the tabular from which provides the details of various important data reviewed from the publications and it was concluded from table data that the tool with square pin profile exhibits better joints. However, in other literatures it can also be concluded that threaded cylinder and threaded taper pins also provide good quality joints with fine microstructure.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Friction Stir Welding (FSW) was developed by Wayne Thomas and colleagues [1] at the welding institute (TWI) in 1991 is non-fusion joining technique best suited for welding of aluminum and other light non-ferrous metals [2]. In comparison to the conventional joining techniques, FSW can create superior mechanical as well as microstructural features in the weld zone [2]. This new technique has wide application in the aerospace, automobile and shipbuilding industries [2]. The joints created by FSW have high strength which is appreciably more in comparison to the strength of the joints obtained by fusion welding technique more specifically arc welding techniques such as TIG [3] and MIG. During friction stir welding process [4] the interaction between the surface of non-consumable tool which rotates and traverses in the longitudinal direction of weld joint line, creates a weld joint using the mechanism of plastic deformation and frictional heat dissipation which results temperature lower than the melting temperature of the materials being weld [5]. It is also the further great advantage of FSW that it is possible to make joint between alloys and combinations of various materials for which the traditional welding techniques are not suitable.
The quality of welded joint, produced by the FSW, depends up on the welding parameters [6] predominantly on tool rotational speed, traverse speed and geometry of tool pin. However, there are few parameters also which may affect the quality of weld joints are thickness of the work piece, material of the workpiece and tool pin profile. In past decade lot of research have been done to identify the influence of various FSW parameters [8] on the quality of welded [7] joints in term of mechanical as well as microstructural aspects. In order to select the best pin shape, the effect of geometry of pin will be examined incorporation with other parameters. In this review, an attempt has been made to clear the idea about the influence of tool pin geometries on microstructure and mechanical properties were evaluated in term of grain size of stir zone and ultimate tensile strength [6] (UTS) of welded joint and the data have been represented in the table.
2 Experimental Study of FSW with at Least One Threaded Tool Pin Shape
Patil et al. [5] were done Friction stir welding on AA 6082-O alloy. To perform the experiment two different tool pin shapes were used to investigate the effect of the pin on the microstructural feature and mechanical behavior. Results predict that the pin geometry has dominant effect on microstructural features and the mechanical properties of the joint. It is observed that the welding joint made by taper screw thread pin produces better tensile properties in comparison to the triflute pin profile at all the rotational speeds. This means for particular value of the welding speed, joint prepared by taper screw pin has better properties. The best tensile strength of the welded joint, which was prepared by taper screw, threaded pin (Fig. 1).

The tool pin geometry used [5]
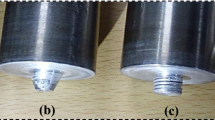
Motalleb-nejad et al. [9] investigated the influence of pin shapes on the mechanical properties and microstructural features of AZ31B magnesium alloy friction stir welded joints. The surface of the pin profiles was utilized is shown below in the Fig. 2. The joints were made by friction stir welding at different traverse speed along the weld and rotational speeds of the tool.

Pin profiles: simple cylindrical (No. 1), screw threaded cylindrical (No. 2) and taper (No.3). [9]
The results clearly predict that the joints which were fabricated by taper surfaced pin and screw threaded cylindrical pins were free from any kind of defect. It was also observed that the taper pin produces finest grain size in the stir zone microstructure thus better mechanical properties including percentage of elongation, tensile strength and hardness.
Ilangovan et al. [10] fabricated friction stir welded Joints between two separate grades of aluminum alloys. In present work two separate grades of aluminum alloys which are AA 6061 (heat treatable) and AA 5086 (non-heat treatable) attempted to join by stirring action of friction stir welding with the utilization of different tool pin geometries shown in Fig. 3.

Tools with different profiles of pin [10]
The microstructures of different regions of weld zone were examined and calculated by using scanning electron and optical microscopy. It was observed that the tool with threaded pin generates higher tensile strength and higher hardness in the stir zone 169 MPa and 83 HV respectively, in comparison to the other two profiles which are straight cylindrical and taper cylindrical. The improvement in the hardness value of SZ is the result of formed fine grains due to recrystallization and intermetallics in the stir/nugget zone.
Khodaverdizadeh et al. [11] investigated the influence of various tool pin profile on mechanical properties and microstructure of friction stir welded joints fabricated on pure copper. Two-tool pin profiles were utilized to fabricate the joint.
The results obtained for mechanical properties like the strength at yield point, ultimate point and hardness of parent material and welded joint using two different pin profiles are shown in Fig. 4. The examination of microstructure of joints showed that stirrer zone of joint has finer recrystallized grains of size approximately 10 µm when welding was done using tool with square pin profiles, while material welded using second tool pin profile i.e. thread cylindrical had larger grain size of around 15 µm.

Tools with two different pin shapes/geometries [11]
Emamian et al. [12] experimentally investigated the influence of different contours tool pins on the FSW of AA6061. AA6061 is a light weighted alloy of aluminum was used in this work as the base material. H 13 tool steel was preferred to be selected as the tool material. Friction stir welding mainly relies upon the heat being generated and flow of material done by the tool. In this attempt various tool pin contours, several speeds of rotation and different welding speeds were being selected to investigate the mechanical properties of the joint. They fabricated four different contours i.e. threaded cylindrical, stepped cylindrical, conical and square on the tool pin to perform the welding. The tool developed was provided various heat treatments prior to the operation. To evaluate the effect of speeds on the welding three different values of rotational and traverse speeds were selected. Utilizing the tools total 36 joints were fabricated. Wire cut technique machine was employed to prepare the specimens for performing the tensile test. It was carried out in UTM at 100 kN as per ASTM principles. Out of the fabricated 36 joints only 11 were found suitable for tensile test to be carried out. Graphs and bar diagrams were used to depict the variations in strength of weld. With the help of diagrams it was concluded that tool pin with threaded cylindrical contour produces maximum strength at 1600 rpm and welding speed equal to 100 mm/min (Fig. 5).

Material and tool properties [12]
Zhou et al. [13] have investigated the role of pin geometries on the friction stir spot welded plates of copper (T2) and aluminum alloy (AA1060). The sheets were used in the lap joint configuration placing the aluminum sheet at the top. Experiment was conducted by using tools viz. were created of die steel (AISI H13). Pin features play an important role on material flow during welding by stirring action. Experiments were conducted to create the spot welds using four pin features namely threaded pin, featureless pin (simple cylindrical) and threaded pin with flutes. The difference in the surface areas of each pin profile produces different amount of heat during the spot welding by friction stir process hence thermal history will differ for each pin profile that will definitely have a significant influence on the microstructures as well as on the mechanical strength of joints. Threaded pin produces high amount of heat during welding thus the maximum temperature was recorded using threaded pin. They observed that there is no major difference in microhardness across the all welded samples and the maximum shear load was observed in the weld created by threaded pin tool (Fig. 6).

FSW tool pin features a cylindrical b threaded c threaded with the flutes [13]
Emamikhah et al. [14] done the microstructural and mechanical examination to explore the influence of tool pin probe shape on friction stir welded joint of (CuZn40) high-zinc brass. Experiments were conducted using different pin shapes as shown in Fig. 7. The experiments were conducted at constant rotation speeds and traverse speeds to evaluate the influence of pin geometry. Mechanical and microstructural examinations indicated that tools produce sufficient heat at the bottom surface of the tool due to friction and material stirring. It was observed that high hardness at the welding zone was obtained than the parent material due to grain refinement. Better mechanical properties were observed for the friction stir welded joint fabricated by threaded cylindrical tool.

Various tools: a taper with chamfer, b taper with single-thread, c flutes (03), d threaded cylinder, e taper with threads, f spline, g hexahedron [14]
Elangovan et al. [15] investigated the different welding zone for light weight structure material AA2219 macroscopically. The evaluation of the tensile properties was done to correlate the FSP zone formation. Friction Stir welding was performed using five profiles as shown in Fig. 8 at three different speed of tool rotation. It was found that among the all tool pin with different profile the tool with square pin creates stronger joint as well as metallurgically better weld joint. It was also observed that the joints fabricated by square shape pin were free from the defects.

Tool pin profiles used by Elangovan et al. [15] to fabricate the joint
Izabela-Rec et al. [16] experimentally investigated the impact of different process parameters inclusive of tool rotational velocity, layout of pin and configuration of joint on the microstructural and mechanical behavior of dissimilar material joints of aluminum alloys. It is well explained in the various researches that tool rotation and the alloy placement (joint configuration) play remarkable role in the formation of weld. Greater mixing of materials was observed at high rotations and while keeping 5083 at the advancing facet and 7075 at the other side to make the joint configuration. From present study, it was also found that the Triflute pin ensures better tensile strength and joint efficiency. However, the weld joint configuration does not affect the mechanical properties of the joint. It was concluded that joint with maximum tensile strength and without defect was fabricated with the Triflute pin (Fig. 9).

Tool pin profile a triflute pin b threaded taper pin [16]
Srujana et al. [17] predict that among the all tool pin profile the triangular tool produced better mechanical property as well as metallurgically good and defect free weld joints in comparison to other tool pin shapes (Fig. 10).

Friction stir welding tool pin profiles [17]
Hattingh et al. [18] analyze the effect of tool specification on forces, on torque and temperature during friction stir welding. Here in this study tool parameter related to flute design including number of flutes, depth of flute and taper angle is taken as variable parameter. This investigation provides information about the interaction between the stirred zone and tool, which can never be observed by force magnitude information only.
Das et al. [19] observed the influence of different process variables i.e. profile of tool pin, tool shoulder diameter, penetration depth, welding traverse speed and rotation speed on the microstructural as well as mechanical behavior of welded joint. The process parameters were selected and individual influence of these variables on microstructural features and tensile strength was investigated. Out of the different selected tool pin geometries the square pin produces a sound quality weld joint which was having excellent mechanical properties due to specific stirring action by the pulsating phenomenon. It was found the tool with square profile gives best quality joint in term of mechanical and microstructural properties (Fig. 11).

Tools profiles used a straight cylindrical; b tapered cylindrical; c threaded cylindrical; d square [19]
Trimble et al. [20] experimentally studied the microstructure and microhardness of AA2024-T3 joints fabricated by friction stir welding. Microstructural and mechanical examination was done to observe the effect of pin geometry on the microstructural characteristics and hardness. Tapered cylinder, Triflute and Square pins were utilized in the experiments and results for each weld were reported. It was concluded from the results that the hardness in each welding zone was less than the base material and the cylindrical pin produced the joint viz. were showing some defects however the flat surface pin profiles along with flutes or without flutes produced better joints with negligible defects (Fig. 12).

The different tool pin profile used including the scroll and tool holder [20]
Krasnowski et al. [21] observed the influence of configuration of the weld joint and tool profile on the mechanical behavior of Al 6082 alloy joints fabricated by FSW. Three different types of tool probe shapes and different surfaces of shoulder were utilized for two configuration of the weld viz. one sided and two-sided. It was observed that all tools produce good quality butt joints which were free from all kind of defects or imperfections. It was also found that the joints fabricated by a Triflute tool give the better strength (Fig. 13).

Tools utilized for FSW: a N1, b N2 and c N3 [21]
Sabari et al. [22] made a comparative study to understand the act of tool pin profiles on stir zone microstructure and the tensile properties of both FSW and UWFSW joints. Three different pin geometries as shown below in Fig. 20 were used to produce welded joints. It was observed that from this investigation, that the joint created in underwater condition (water as cooling medium) by taper threaded pin tool exhibited better tensile properties with maximum ultimate tensile strength 345 MPa (Fig. 14).

Tool pin profiles [22]
Xu et al. [23] made an attempt to evaluate the microstructure distribution of second-phase particles and mechanical properties of the joint in the direction of thickness of plate. AA219 thick plate of 12 mm was welded using two different tool pin shapes. It was found that the top surface of the joints was having larger grain size with equiaxed recrystallized microstructure and finer distribution of second-phase particles in comparison to the mid-plane surface and bottom plane surfaces. Grain size obtained was much finer and dispersion of the particles too, when the joint was fabricated by tool (a) or at the lower value of the tool rotation speed i.e. 300 rpm. It was concluded that the joint prepared by using the second tool (b) exhibited lower mechanical compared to first tool (three-spiral flute) (Fig. 15).

FSW tool a tool with three spiral flute b tool with threaded and tapered with triangle [23]
Tamadon et al. [24] evaluated the effect of various pin shapes of tool and operating process parameters on the material properties and grain structure of an AA1100 FSW welded plates. Three pin profiles as shown below in Fig. 16 were utilized. For each tool pin profile, welds were fabricated for a set of welding condition viz. rotational speed 710, 1120 and 1400 rpm and tool advancing speeds or welding speed along the longitudinal direction of the weld were 150, 250 and 400 mm/min. Tensile tests as well as morphology analysis were performed on the weld samples to obtain their mechanical strength and microstructural details. Morphology examination was done using optical microscopy. Evaluation of weld composition was done with the help of SEM, EDS and XRD. It was observed that there is no weld contamination formed however there were some kind of common defects which include kissing bonds, tunnel voids and swirling lines, these defects are the inherent characteristic of the stir welding and can’t be removed completely. The results obtained predict how the process parameters can be selected to produce good quality welds.

Tools pin shapes utilized for the AA1100 weld preparation [24]
3 Experimental Study of FSW with Non-threaded Tool Pin Shapes
Muthu Krishnan Maya Krishnan et al. [25] examine the effect of profile of pin on the mechanical behavior of the friction stir welded joint prepared on AA6063 and A319. Three pin profiles namely Square tool pin shape, round tool pin shape and Hexagonal tool pin shape were used to conduct the experiment. Plates were clamped together in butt position and friction stir welding was done on automatic CNC machine of adapted milling machine at various parameters such as welding traverse speed and rotation. Joints were checked and exhibited no defects. Results obtained from the tests clearly exhibited that the joint produced by the square tool yields superior tensile strength compared to the other tool profile. The stirrer zone of the joint has very fine grain size which results in increased microhardness (Fig. 17).

Shapes of tool pin utilized for experiment [25]
Pankul Goel et al. [26] in this investigation, plates of Al 6063-T6 were friction stir welded at the two joint configuration butt and scarf. In general, the butt joint configuration was used for friction stir welding but they fabricated the Scarf joint and influence of pin shapes was observed on joint made in scarf configuration. The experimental investigation was done to determine the influence of probe shapes on the microstructural features, hardness, impact and tensile strength of joint. To make scarf joint a 26° inverted bevel was tested. For the characterization, scanning electron microscopy and optical microscopic analysis were utilized on the different regions of joints (Fig. 18).

Tool pin profiles [26]
When friction stir welded joints in butt configuration were prepared by the tool with Tapered surface showed the maximum tensile strength (162 MPa) and tool with triangular pin exhibited the minimum tensile strength (115.6 MPa). Testing was done to evaluate the impact strength of the FS welded joint in butt configuration and it was found that the joints exhibited 26 J impact strength when the welding was done with help of Tapered Cylindrical tools. New joint configuration produced low strength due to configuration.
Marzbanrad et al. [27] conducted the experiment to determine the domination of tool pin shape on mechanical properties, microstructure, flow of material, temperature history and distribution of strain of friction stir weld of AA5083 sheet. Welding was done with two different tools at 1120 rpm and 30 mm/min. Since the plunge depth of the pin was around 2.8 mm for 3 mm thick sheet. The dimensions were used to fabricate tools is shown in Fig. 19.

Two different tool pin geometries with the dimensions of tool pin and shoulder [27]

Microstructural features of a nugget zone b TMAZ c HAZ [27]
For particular value of the rotational speed the area of the square pin is more than the cylindrical pin and it can also be observed from the result of the literature that the maximum temperature is more in case of the square pin in comparison to the cylindrical pin. Higher the peak temperature during welding is the favorable condition for plasticized mixing of the material and hence it will improve the quality of the joint. It can be observed that from the results the square pin shape tool generates finer grain structure in comparison to the cylindrical pin profile tool (Fig. 20).
Two welded samples which were fabricated using two pin were tested and it was observed that both the sample is having lower UTS as compared to the base material. It was also exhibited that the joint which was created using square pin has better tensile properties compared to the cylindrical pin.
Rao et al. [28] presented the influence of the tool pin profiles on pitting corrosion and microstructure of the weld nugget formed in the dissimilar joint of AA2219 aluminum-copper alloy was observed. Fabrication of weld joint was done using different geometries of tool pin as shown in Fig. 21. It was found that the plastic deformation and high temperature is experienced by the material of the stirrer zone and thus evolved microstructure which greatly affects hardness, tensile strength and corrosion characteristics of the joint. It was observed that the three things mainly affect the corrosive behavior and hardness of the nugget zone is grain size, disorientation and precipitate dissolution. It was also observed that the resistance against pitting corrosion of joints of AA2219 was observed better for hexagon shape pin profile tool in comparison to other tool pin shapes.

Five different pin tool shapes and weld joints [28]
Ramanjaneyulu et al. [29] attempted to investigate the act of tool pin configuration in rapid plastic deformation and frictional heat generation at the time of friction stir welding of AA2014-T6. The bottom surface of shoulder portion of tool plays very important role in the frictional heat generation and observed that the tool and base material interface friction is the dominant region for frictional heating. It was concluded that from this study the hexagonal tool pin profile produces welds which have better tensile strength, lesser width of TMAZ and higher hardness at nugget zone (Fig. 22).

Tool pin profiles [29]
Nadikudi et al. [30] studied the formability analysis of welded blanks. FSW was done at constant welding parameters. It has been observed that the blanks viz. were fabricated using tool with square profile showed greater formability against other tool pin geometries. It was also observed that the pulsating action created by the sharp edges of the square pin is the cause for this enhancement of mechanical property.
Jamshidi Aval et al. [31] attempted the investigation on the influence of tool pin shapes or profiles and post-welding heat treatment of weld on the microstructural and mechanical dissimilar joints which were fabricated on 8 mm thick plate of AA 6082-T6 and AA 7075-T6. The experimental analysis reveals that the tool pin profile viz. conical pin with three grooves generates higher temperatures compared to the square frustum probe tool. It was also found that more uniform mixing of material at nugget zone was performed by the tool pin with square in shape. It was also studied that the stir zone of each weld revealed with the highest kinetics of strength recovery and microhardness (Fig. 23).

Tools with different profile of probe [31]
Thube et al. [32] studied the influence of welding process parameters and tool pin shapes on formation of weld nugget zone and tensile strength of weld on 2.5 thick plates of AA5083 aluminum alloy. Welded joints were created using different tool pin shapes at different tool rotational speed with constant tool traverse speed. Evaluation of Tensile properties of weld was done using ultimate tensile test and these properties were correlated with the formed nugget zone the weld. It was observed from this investigation that the heat generation depends on the pin shape thus on the grain size as well as on the tensile properties, and also found that weld strength was predominantly affected by heat rather plastic deformation for thin plates. It was concluded from the above analysis that cylindrical pin profiled tool creates mechanically strong welds without defects compared to other pin shapes (Fig. 24).

Tools pin shapes utilized for the weld preparation [32]
Palanivel et al. [33] accomplished the study on 6 mm thick plate of aluminum alloys AA5083-H111 and AA6351-T6. All the regions of joint were examined and it was observed that the tool rotational speed and pin profile play considerable role in the evolvement of microstructure and tensile properties of the joints. The joint, which was created with the help of square tool pin profile at rotational speed of 950 rpm, produces maximum tensile strength of 273 MPa (Fig. 25).

Tools pin shapes [33]
Aghajani Derazkola et al. [34] investigated experimentally the influence of three-pin shapes, which are frustum, cubic and triangle on the friction stir welding (FSW) of poly (methyl methacrylate). It was observed that utilization of different pins effects the area of contact and hence mechanical evaluation revealed that tensile strength in longitudinal (LS) and transverse (TS) directions was 59 MPa and 43 MPa respectively of the joint was obtained by the frustum pin (Table 1 and Fig. 26).

Tools pin shapes utilized to fabricate the joint [34]
4 Conclusion
It is observed from the various literatures that the shape or geometry/profile of pin of a friction stir welding tool plays a major role on the microstructural features as well as mechanical properties. The reason behind this is the amount of frictional heat generation depends upon surface area of interaction between tool material and workpiece material. There exists relationship between the heat input and evolved microstructure of weld nugget zone, after the perfect recrystallization of material higher heat input will evolve the grain size and thus it was observed in some literature that for particular pin profile of tool, the rotational speed and welding speed play significant role in the final grain structure of friction stir welded joint. It is also concluded that higher the heat input results higher hardness in the nugget zone of joints.
Among the most of the literatures, it can be concluded that the shape of tool pin will also play significant role in the final grain size and thus mechanical properties of the welded joints. It is also concluded among the various pin profiles, the square shape pin creates better quality joints with high strength and microhardness in the nugget zone due to its pulsating action on material flow. Further, it is also found that square pin shape tool produces finer grain size in the region of nugget zone of weld. However, in some literatures it was also observed that threaded cylindrical pin profile tool also creates better quality joints; this may happen be due combine effect of tool rotation and welding speeds.
References
Thomas WM, Nicholas ED, Needham JC, Murch MG, Templesmith P, Dawes CJ (1992) Improvements relating to friction welding. International Patent Number, PCT/GB92/02203 TWI
Thomas WM, Nicholas ED, Watts ER, Staines DG (2002) Friction based welding technology for aluminium. Mater Sci Forum 396–402:1543–1548
Ericsson M, Sandstro R (2003) Influence of welding speed on the fatigue of friction stir welds, and comparison with MIG and TIG. Int J Fatigue 25:1379–1387
Akinlabi ET, Mahamood RM (2020) Solid-state welding: friction and friction stir welding processes. Mechanical engineering series, eBook ISBN 978–3–030–37015–2, XV, 145
Patil H, Soman S (2010) Experimental study on the effect of welding speed and tool pin profiles on AA6082-O aluminium friction stir welded butt joints. Int J Eng Sci Technol 2(5):268–275
Shunmugam MS, Kanthababu M (2020) Advances in additive manufacturing and joining. Springer Science and Business Media LLC
Asadi P, Givi MKB, Parvin N, Araei A, Taherishargh M, Tutunchilar S (2012) On the role of cooling and tool rotational direction on microstructure and mechanical properties of friction stir processed AZ91. Int J Adv Manuf Technol 63(9–12):987–997
Rajendran C, Srinivasan K, Balasubramanian V, Balaji H, Selvaraj P (2017) Identifying the combination of friction stir welding parameters to attain maximum strength of AA2014-T6 aluminum alloy joints. Adv Mater Process Technol 4(1):100–119
Motalleb-nejad P, Saeid T, Heidarzadeh A, Darzi K, Ashjari M (2014) Effect of tool pin profile on microstructure and mechanical properties of friction stir welded AZ31B magnesium alloy. Mater Design 59:221–226
Ilangovan M, Rajendra Boopathy S, Balasubramanian V (2015) Effect of tool pin profile on microstructure and tensile properties of friction stir welded dissimilar AA 6061–AA 5086 aluminium alloy joints. Defence Technol 11(2):174–184
Khodaverdizadeh H, Heidarzadeh A, Saeid T (2013) Effect of tool pin profile on microstructure and mechanical properties of friction stir welded pure copper joints. Mater Design 45:265–270
Emamian S, Awang M, Hussai P, Meyghani B, Zafar A (2016) Influences of tool pin profile on the friction stir welding of AA6061. J Eng Appl Sci 11
Zhou L, Zhang RX, Li GH, Zhou WL, Huang YX, Song XG (2018) Effect of pin profile on microstructure and mechanical properties of friction stir spot welded Al-Cu dissimilar metals. J Manuf Process 36:1–9
Emamikhah A, Abbasi A, Atefat A, Givi MKB (2013) Effect of tool pin profile on friction stir butt welding of high-zinc brass (CuZn40). Int J Adv Manuf Technol 71(1–4), 81–90. https://doi.org/10.1007/s00170-013-5480-1
Elangovan K, Balasubramanian V (2007) Influences of pin profile and rotational speed of the tool on the formation of friction stir processing zone in AA2219 aluminium alloy. Mater Sci Eng 459(1–2):7–18
Kalemba-Rec I, Kopyściański M, Miara D, Krasnowski K (2018) Effect of process parameters on mechanical properties of friction stir welded dissimilar 7075–T651 and 5083–H111 aluminum alloys. Int J Adv Manuf Technol 97(5–8):2767–2779
Srujana N, Umadevi O, Venkateswarlu G (2014) Influence of tool pin profile on microstructure and mechanical properties of friction stir welded 6351 aluminium alloy. Res Rev: J Eng Technol 3(2):13–17
Hattingh DG, Blignault C, van Niekerk TI, James MN (2008) Characterization of the influences of FSW tool geometry on welding forces and weld tensile strength using an instrumented tool. J Mater Process Technol 203(1–3):46–57
Das J, Robi PS, Sankar MR (2019) Assessment of parameters windows and tool pin profile on mechanical property and microstructural morphology of FSWed AA2014 joints. SN Appl Sci 2(1)
Trimble D, Mitrogiannopoulos H, O’Donnell GE, McFadden S (2015) Friction stir welding of AA2024-T3 plate—the influence of different pin types. Mech Sci 6(1):51–55
Krasnowski K, Hamilton C, Dymek S (2015) Influence of the tool shape and weld configuration on microstructure and mechanical properties of the Al 6082 alloy FSW joints. Archives Civil Mech Eng 15(1):133–141
Sabari SS, Malarvizhi S, Balasubramanian V (2016) The effect of pin profiles on the microstructure and mechanical properties of underwater friction stir welded AA2519-T87 aluminium alloy. Int J Mech Mater Eng 11(5)
Xu W, Liu J, Zhu H, Fu L (2013) Influence of welding parameters and tool pin profile on microstructure and mechanical properties along the thickness in a friction stir welded aluminum alloy. Mater Design 47:599–606
Tamadon A, Baghestani A, Bajgholi M (2020) Influence of WC-based pin tool profile on microstructure and mechanical properties of AA1100 FSW welds. Technologies 8(2):34
Krishnan MKM, Subburaj J, Ravichandran S (2020) Effect of tool pin profiles on mechanical properties of friction stir welded joints. AIP Conf Proc 2207:020006
Goel P, Siddiquee A, Khan N, Hussain M, Khan Z, Abidi M, Al-Ahmari A (2018) Investigation on the effect of tool pin profiles on mechanical and microstructural properties of friction stir butt and scarf welded aluminium alloy 6063. Metals 8(1):74
Marzbanrad J, Akbari M, Asadi P, Safaee S (2014) Characterization of the influence of tool pin profile on microstructural and mechanical properties of friction stir welding. Metall Mater Trans B 45(5):1887–1894
Venkata Rao C, Madhusudhan Reddy G, Srinivasa Rao K (2015) Influence of tool pin profile on microstructure and corrosion behaviour of AA2219 Al–Cu alloy friction stir weld nuggets. Defence Technol 11(3):197–208
Ramanjaneyulu K, Madhusudhan Reddy G, Venugopal Rao A, Markandeya R (2013) Structure-property correlation of AA2014 friction stir welds: role of tool pin profile. J Mater Eng Perform 22(8):2224–2240
Nadikudi BKB, Davidson MJ, Akasapu NR, Govindaraju M (2015) Formability analysis of dissimilar tailor welded blanks welded with different tool pin profiles. Trans Nonferrous Metals Soc China 25(6):1787–1793
Jamshidi Aval H (2015) Influences of pin profile on the mechanical and microstructural behaviors in dissimilar friction stir welded AA6082–AA7075 butt Joint. Mater Design 67:413–421
Thube RS (2014) Influences of tool pin profile and welding parameters on Friction stir weld formation and joint efficiency of AA5083 Joints produced by Friction Stir Welding. Int J Eng Adv Technol (IJEAT) 3(5)
Palanivel R, Koshy Mathews P, Murugan N, Dinaharan I (2012) Effect of tool rotational speed and pin profile on microstructure and tensile strength of dissimilar friction stir welded AA5083-H111 and AA6351-T6 aluminum alloys. Mater Design 40:7–16
Aghajani Derazkola H, Simchi A (2018) Experimental and thermomechanical analysis of the effect of tool pin profile on the friction stir welding of poly (methyl methacrylate) sheets. J Manuf Process 34:412–423
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Rajpoot, Y.S., Saxena, K., Deepak, D. (2023). A Review on the Influence of Tool Pin Profile on Microstructure and Mechanical Properties of Friction Stir Welded Joints. In: Dikshit, M.K., Soni, A., Davim, J.P. (eds) Advances in Manufacturing Engineering. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-19-4208-2_10
Download citation
DOI: https://doi.org/10.1007/978-981-19-4208-2_10
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-4207-5
Online ISBN: 978-981-19-4208-2
eBook Packages: EngineeringEngineering (R0)