
Abstract
The paper presents an example of an automotive handle bracket. The design parameters of burring include fillet radius R, burring diameter D and burring height H, which are all analyzed in this paper. The objective function is thinning rate of parts. By using quadratic regression, a mathematical model between objective function and design parameters can be established, which can be guidance while selecting design parameters of burring.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others


Keywords
48.1 Introduction
Burring is one of the most commonly used features for stamping parts. It can not only increase the local strength of parts, but also reduce the requirements of the sections’ quality, such as assembly holes, threading holes, etc.
Burring, a special kind of flanging, belongs to stretch flanging. The deformation of material is much severer than ordinary flanging. In the stamping process, some defects are very likely to occur, such as crack, thinning, non-perpendicularity [1, 2] etc. There are some methods of eliminating those defects: Adding one or more preforming process to ensure that there is enough material in the process of deformation [3]; using smaller clearance to ensure the burring perpendicularity; adding fine blanking technology to ensure the quality of the burring [4], etc. These methods can reduce the defects of burring, but also lead to rising costs and shorter service life of dies.
Nowadays in the design stage of products, the design of burring is based on experience or optimized to the performance target. The feasibility of manufacturing and cost are controlled by SE engineers [5,6,7]. This paper uses the automotive handle bracket as an example, establishes the mathematical model between the design parameters and manufacturing process, in order to find out the best design parameters that require simpler manufacturing process and lead to lower cost and stabilized products.
48.2 Burring and Design Parameters
Figure 48.1 shows the automotive handle bracket. Burring can not only eliminate the influence of the burr on the assembly precision, but also increase the local strength of surrounding area of the hole.

Handle bracket
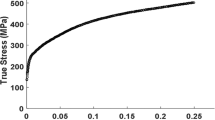
The main design parameters of burring include fillet radius R, burring diameter D and height H, as Fig. 48.2 shows. In addition, material also plays an important part in the design of burring. In this research, the influence of material is neglected. The handle bracket’s material is B250P1, and the yield strength is 250–360 MPa, the tensile strength is not less than 440 MPa and the elongation is approximately 30%.

Burring design parameters (section)
48.3 Process Analysis and Numerical Simulation
48.3.1 Process Analysis
Manufacturing process analysis was carried out on the handle bracket. Figure 48.3 shows the preliminarily determined manufacturing processes: blanking, forming, piercing and burring.

Manufacturing process of handle bracket
In the manufacturing process, external flanging is primarily formed, which eliminates the influence of external material flow on the performance of the hole. In this paper, only the influence of three design parameters (burring diameter D, height H and fillet radius R) is considered. The main effect of diameter D and height H lies in their ratio, i.e. H/D [8]. Considering the particularity of the part, this paper makes an analysis within a scope, namely H/D ∈ [0.08, 0.48], R ∈ [2.5, 7.0] and sets the maximum thinning rate as objective function to optimize the parameters.
48.3.2 Numerical Simulation
Process data are imported into numerical simulation software AutoForm and relevant process parameters and tools are set [9, 10], and then begin to analyze the forming performance. The results can be seen in Fig. 48.4.

The result of forming thinning rate of the part
Figure 48.4 shows the thinning rate of the burring. The maximum thinning rate can be seen in the left figure, and the right one is the Forming Limit Diagram (FLD) [11]. When the thinning rate is not more than the limit value, there will be no crack.
The design parameters fillet radius R and H/D are grouped, and numerical simulation was carried out on the thinning rate of the part. Table 48.1 shows the result.
From the result of Table 48.1 can be seen, when the maximum thinning rate is controlled within a certain range, the larger R is, the larger H/D becomes (as shown in Fig. 48.5).

The relationship among maximum thinning rate, R and R/D
48.4 Regression Analysis
48.4.1 Regression Theory
A collection of data of the function y = f(x) are known, namely (x1, y1), (x2, y2), …, (xn, yn). But the expression of the function is unknown. The regression analysis of data is to obtain a function φ(x), an approximate model of f(x), from a certain type of function (such as polynomial function, spline function, etc.). There are two major categories of data modeling methods: one is the interpolation methods, which requires that function φ(x) strictly complies with the data (x1, y1), (x2, y2), …, (xn, yn). The other is the fitting method, allowing the function φ(x) has deviation in the data points, but requires that a certain indexes reaches the minimum value. In general, the interpolation method is suitable for accurate data or smaller amount of data, and the fitting method is more suitable when there are data deviations or a larger amount of data.
Least square method is the most commonly used fitting method, which is described as followed.
Assume that function y = f(x) has m function values,
The least square method is to obtain a simple approximation formula φ(x), which makes φ(xi) minus yi
has the smallest sum of the square.
φ(x) is the least square fitting function of (xi, yi), i = 1,2,…, m, f(x) is the fitted function.
y′ = φ(x), namely empirical formula or mathematical model, approximately reflects the function between variable x and variable y, i.e. y = f(x).
48.4.2 Regression Analysis
The maximum thinning rate above is calculated by CAE simulation software, there may be some deviations, and hence the regression is used to modeling. In this study, the least square method is selected.
General regression equation is:
x stands for the fillet radius R, y stands for height and diameter ratio H/D, f(x, y) stands for the maximum thinning rate, a stands for quadratic regression coefficient. After calculation, the regression coefficients are shown in Table 48.2.
Put the regression coefficient into the general equation, and the thinning rate function is obtained as follows:
Burring radius R is on horizon axis, burring height and diameter ratio H/D is on vertical axis, f(x, y) is expressed with different colors in the inner area, as shown in Fig. 48.6. The chart can directly reflect the relationship among H/D, R and rate thinning. In the design stage of burring, the manufacturability of the part can be intuitively estimated based on Fig. 48.6. For example, when the value of R is 4.0, if the thinning rate of burring is smaller than 0.2, the maximum value of H/D can be decided as 0.28.

Fillet radius R, H/D and thinning rate
48.5 Conclusion
In the design process of burring, the manufacturability should be fully considered. It is better to achieve the function of the parts with the lowest cost and the simplest form.
-
(1)
In the design process of products, the mathematical model between design parameters and manufacture process is established. Forming performances are calculated under the condition of different parameters;
-
(2)
According to the regression analysis graphics, the design parameters of burring can be intuitively chosen;
-
(3)
Before the design, a relevant design parameters database of burring can be established.
At the same time, we also can integrate the burring design mathematical model and performance analysis model for a multi-objective optimization, in order to select reasonable design parameters.
References
Wei L, Zuo Z, Lan J (2005) Solutions to the problems in adjusting tube fittings stampings dies. China Metal Form Equip Manufact Technol 40(6):69–71
Guo Y, Luo W, Li Y (2001) Metal flow control method of drawing burring combined forming. Forg Stamp Technol 3:22–25
Zhou Z (2000) A burring process of thin-wall parts. Die Mould Ind 26(1):28–29
Yan G, Wang X, Jin J (2014) A study of flanging-upsetting process of flange. J Netshape Form Eng 6(2):6–11
Fan Z, Qiao X, Yang X (2014) A cost-controlling research of NX program simultaneous engineering stamping. Equip Manuf Technol 42(5):190–196
Wang J, Huanhuan W, Feng L (2010) Research on parameters of hole flanging based on deform and orthogonal experiment. Forg Stamp Technol 53(4):142–145
Li J, Wang B, Zhou T (2015) Optimization of progressive die forming based on numerical simulation and response surface method. J Cent South Univ Sci Technol 46(1):66–72
Liu J, Wang B, Tian J (2005) Numerical simulation of hole flanging of large-size barrel and parameter optimization. J Plast Eng 12(4):28–30
Zhang C, Lu X, Chu L (2004) Calculation of the diameter of the pre manufactured hole for flange. Die Mould Ind 30(1):34–37
Zhu H, Wang Z, Wang Z (2013) Simulation and experimental study for drawing-flanging compound forming of axisymmetric holed slab. J Plast Eng 20(5):50–55
Zhang S, Liu X, Liu C (2016) Obtaining and application of aluminum alloy FLD based on numerical simulation. China Metal Form Equip Manuf Technol 51(1):97–100
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 Springer Nature Singapore Pte Ltd.
About this paper
Cite this paper
Fu, W., He, Y., Lu, C. (2017). Optimization of Design Parameters of Circular Burring. In: Proceedings of SAE-China Congress 2016: Selected Papers. SAE-China 2016. Lecture Notes in Electrical Engineering, vol 418. Springer, Singapore. https://doi.org/10.1007/978-981-10-3527-2_48
Download citation
DOI: https://doi.org/10.1007/978-981-10-3527-2_48
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-10-3526-5
Online ISBN: 978-981-10-3527-2
eBook Packages: EngineeringEngineering (R0)