
Abstract
Burr formation on workpiece during machining is a well-established problem faced by the manufacturing industry. Growth of burr and its formation is observed in all types of machining operations. Burr is required to be removed from the workpiece before its assembly, dispatch or delivery known as deburring operation. Presence of burr on workpiece edge leads to physical injury, assembly problem, malfunctioning, wear and cost to component. This paper reviews the research work in the field of burr formation under milling operation. Role of various input parameters affecting burr formation such as work material, cutting tool, machining parameters, machining strategies, and miscellaneous parameters is described. Numerous researchers proposed different concepts to control the burr formation. The outcomes of the detailed study are presented in a summary sheet. Results show that burr formation in milling operation can be minimized by selecting optimum input parameters.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others
Keywords
24.1 Introduction
Burr formation is one of the main issues faced by machining sector. In machining, this phenomenon is also popular as an edge quality of the machined surface. Mostly all the manufacturing industries face this issue. To remove burr, secondary operation, i.e., deburring is done on component. Gillespie [1] reported that deburring operation may cost up to 30% of manufacturing cost for small size, complex, and precision component. Many issues such as malfunctioning, reduced part life, assembly problem, and physical injuries are reported if complete deburring is not done. Burr may be controlled by understanding the burr formation mechanism in a systematic manner. By understanding the burr reduction phenomenon, the cost of component may be reduced and service life of component may be increased. Due to technological development in the last century, lot of new materials is developed. Each material behaves in a different manner and generates different types of burr after machining. So, researchers defines burr in their own perspectives as discussed below:
24.1.1 Burr Description
24.1.1.1 Burr Definition
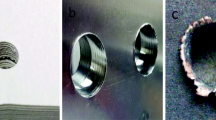
In engineering drawing, geometrical shape of component is drawn without any edge conditions except chamfering, radius and filleting, etc. But for the specific jobs, functional and safety concerns, such as sharp edge, burr-free edge, etc., are required to be mentioned in drawing. As per ISO 13715 [2], if edge of workpiece is overhang greater than zero, then it will be considered a burred workpiece. Schafer [3] reported that part of a job which is generated on the surface or edge lies outside the required geometry is burr. In German standard DIN 6784 [4], similar type of burr definition can be found, i.e., workpiece edge with overhang portion is known as burred edge. It is only limited up to edge of workpiece but Schafer [3] includes surface as well. Burr is an unwanted projection of material generated on the edge of workpiece due to plastic flow while shearing as reported by Ko and Dornfeld [5]. Moreover, Gillespie [6] defined the burr on the basis of theoretical intersection of two surfaces after machining. Undesired material, beyond the intersection of two surfaces, is known as positive burr and inside the intersection of two surfaces is known as negative burr shown in Fig. 24.1.

Types of burr [6]
24.1.1.2 Deburring
Deburring is the burr removal process to prepare the edge of component. Therefore, it is considered as a secondary operation. Amount of deburring depends upon the burr size along with customer requirements. Different deburring techniques are used by industries such as mechanical, thermal, chemical, and electrical as reported by Guo and Dornfeld [7]. Robotic arms also preferred for deep and complex zone in deburring.
24.1.1.3 Cost to Company
Deburring cost is an important component during cost estimation of finished product. Many factors contribute to deburring cost such as burr value, deburring technique, machining operation, material properties, complexity, and applications of parts. It may vary from 2 to 14% of manufacturing cost for automotive parts depending upon above mentioned factors. For highly precise and sensitive components such as medical equipment or aerospace industry components, this figure may rise up to 30% [1].
24.2 Parameters Affecting Burr Formation
Scientists proposed many theories on parameters affecting burr formation. Still, it requires a detail investigation on it. Burr minimization is a big challenge to researchers so that deburring cost can be reduced. Because of complex interaction among governing parameters, it is difficult to eliminate the burr. As per Gillespie and Blotter [8], burr can be minimized but it cannot be completely eliminated. Machining parameters, shape of component, tool geometry, and workpiece material are the main four parameters responsible in burr formation [9]. Available literature is reviewed thoroughly to identify the role of a particular parameter in burr formation and contribution of each parameter is discussed as below.
24.2.1 Workpiece
24.2.1.1 Mechanical Properties
To predict the burr formation mechanism, mechanical properties like yield strength, hardness, ultimate tensile strength, and work hardening are found most significant parameters as revealed by Aurich et al. [10]. It is observed that ductility is directly proportional to positive burr formation. Larger burr forms on ductile material until the deformation is restricted by using some supporting arrangement. Mostly, automotive and aerospace parts are manufactured by ductile material which enhances the burr growth [11]. Magnesium alloy is investigated under face milling operation [12]. Brittle material behaves completely reverse to ductile material. Negative burr, i.e., material is removed from the edge of workpiece, is generated on brittle material [13]. Additionally, elasticity promotes the back cutting phenomenon. Material gets recovered after machining by front insert, then again machined by back insert known as back cutting. Rangarajan and Dornfeld [14] revealed that back cutting also affects the burr formation mechanism. Moreover, grain size also affects the burr formation mechanism. In comparison, of normal grain size, less burr is found in fine grain specimen, as reported by Kumar et al. [15].
24.2.1.2 Size and Shape
Size and shape of the workpiece play an important role in burr generation. Demand of microsize component is increasing rapidly because of technological development. Small cutter (less than 1 mm in diameter) is used to perform micromilling. Complex and small-sized components are manufactured by micromilling operation. Deburring of microcomponent is a difficult and time-consuming task, and so, it is essential to manufacture burr-free component in micromilling. Under the investigation of workpiece edge angle, it is reported that edge angle plays an important role in burr formation. Machining on sharp edge (less than 90° angle) generates thin and long burr as compared to edge with 90° or more than 90° angle [16].
24.2.2 Cutting Tool
24.2.2.1 Material and Coating
Cutting tool material has a major role in burr formation mechanism. Balduhn and Dornfeld [17] proposed a database for selection of cutting insert materials. As per Tripathi and Dornfeld [18], burr-free milled surface may be generated by using high-speed diamond tool. Hard coating on cutting inserts is preferred to improve machinability. Razak et al. [19] reported that coated carbide inserts are harder and tougher than uncoated which further helps to improve machinability. Multilayer hard coating increases tool life [20]. Coating acts as a thermal barrier among workpiece, chip and tool insert because of low heat transfer rate. This also helps in reducing friction force as per Singh et al. [21]. Performance of various hard coated and uncoated cutting tools is investigated during micromachining of Ti6Al4V alloy [22]. Outcomes show that uncoated tool generates more burr as compared to coated tools. Among different coatings, PCD coating is observed best in tool life while machining of nickel silver alloy as observed by Swain et al. [23]. Nickel-based superalloy is also investigated by using uncoated and TIALN-coated cutting tool. TIALN-coated tool generates small burr as compared to uncoated tool [24], but Olvera and Barrow [25] reported that there is a negligible effect of coating on burr size.
24.2.2.2 Tool Geometry
Avila and Dornfeld [26] observed that burr size highly depends upon tool geometry. Bansal [27] noticed that least burr with good surface quality can be attained by shaping tool geometry with negative radial and positive axial rack angles. Gillespie and Blotter [8] reported that built-up edge is also responsible for burr formation. Positive rake angle helps to control built-up edge and also to minimize the burr size. Further, Kishimoto [28] observed that burr can also be reduced by reducing lead angle, nose radius and increasing axial rake angle of cutting tool. Niknam and Songmene [29] studied high-speed slot milling and found that tool nose radius affects exit milling burr. Large exit bottom burr is generated by higher nose radius and less burr on exit up side.
24.2.2.3 Tool Wear
The tool wear intensifies burr growth. In milling, back rack and flank face of the cutting tool directly come in contact with chip and machined surface, respectively. Because of continue interface, the formation of crater and flank wear occurs that leads contact area, cutting forces, stresses, and temperature between surface and cutting tool. Worn tool affects shear plane and material deformation flow as compared to sharp tool [30]. Choi et al. [31] also reported that worn tool promotes burr formation at the entry and exit of the machined surface.
24.2.3 Machining Parameters
Machining parameters such as cutting speed, feed rate, and axial depth of cut are the key parameters in material removal process. Optimum settings of machining parameters can be used as a convenient tool to control burr growth. Small burr and good surface finish can be achieved by using high cutting speed on ductile material such as aluminum. But for face milling of magnesium, low speed is suggested to achieve less burr with good surface quality [27]. Rangarajan [32] investigated that surface gets harden while high-speed machining because of higher cooling rate on surface, which helps to reduce burr height. In orthogonal cutting of ductile materials, burr height can be reduced by increasing cutting speed, noticed by Ko and Dornfeld [33]. Moreover, in machining of aluminum alloy, burr can be minimized with high feed rate, revealed by Jones and Furness [34]. Olvera and Borrow [35] presented that depth of cut is the most significant parameter for burr height at tool exit edge. In face milling of aluminum alloy, depth of cut and tool feed rate are found dominated factors for secondary burr formation. Moreover, in micromilling, Chern and Dornfeld [36] found that burr growth is directly proportional to axial depth of cut. As per Wan et al. [37], burr formation can be reduced by minimizing uncut chip thickness up to cutting edge radius. Further if it reduced more, again burr starts to increase. Chip size effect, on burr formation in micromilling, is studied by Zhang et al. [38]. Mohid and Rahim [39] investigated the least burr at high feed rate during milling of ductile material using microball end mill. Chern [40] reported that depth of cut and feed rates are dominated factors to generate secondary burr. Tiabi [41] has proposed a matrix of significant cutting parameters against different types of burr in ranking order. For each type of burr, order of parameters with respect to significance is changed.
24.2.4 Machining Strategy
24.2.4.1 In-Plane Exit Angle
In machining plane, the angle between cutting velocity vector and edge of machined surface is known as in-plane exit angle. Olvera and Barrow [35] observed that in-plane exit angle is an important parameter to minimize exit burr. It also affects the size and shape of the burr. Moreover, Chern [24] studied that shape and size of exit burr (burr at tool exit edge) is changed when the exit angle altered. Exit angle from 30° to 180° with an increment of 30° is altered to observe different types of burr. As per Luo et al. [42], during face milling of aluminum alloy, the least burr is generated at exit angle 76° and 118° while the largest burr is formed at 90°.
24.2.4.2 Tool Path
The path followed by cutting tool on machined surface is known as tool path. Burr is formed due to engagement of cutting tool and machined surface while machining. As per Niknam et al. [43], burr formation can be reduced by implementing proper tool path planning. Path of cutting tool should be planned in such a way so that least burr may be produced.
24.2.5 Miscellaneous Parameters
24.2.5.1 Cooling and Lubrication
Temperature affects the mechanical properties of material. Rangarajan [32] observed that high-speed machining hardens the surface because of high cooling rate which leads to low burr height. Material hardness changes with temperature. At low temperature, material surface gets harden. So, it is tried to control the burr formation by reducing the surface temperature, especially at the machined part edge. Przyklenk [16] applied dry ice on the machined edge to minimize burr. Burr size and tool wear can be minimized by using coolant in machining as reported by Shefelbine and Dornfeld [44]. Tiabi [41] observed that lubrication also helps to reduce friction which further leads to burr formation. But Aurich et al. [45] reported that few materials get harden due to lubrication which makes deburring difficult.
24.2.5.2 Chamfering and Heat Treatment
Chamfering is a pre-machining operation, performed on the edge of work piece. In this operation, negative burr is generated in advance, on the edge of work piece to compensate the positive burr as described in Tiabi [41]. Moreover, Gillespie [46] proposed many methods to control burr formation such as hard machining, laser treatment, localized mechanical, chemical and thermal treatment. Niknam et al. [43] studied the effect of heat treatment on burr size during drilling of aluminum alloys.
24.2.5.3 Clamping
Clamping force on the edge of workpiece also affects the burr formation. In micromilling, support at the edge of workpiece is recommended to eliminate burr [47]. Instant adhesive is also used as a supporting material to the edge of workpiece. It improves the edge rigidity against deformation. Deformation further transferred to the edge of supporting material.
24.2.5.4 Optimization of Process Parameters
As per Medeossi et al. [48], burr formation can be minimized by modeling and optimization of its process parameters. Study of literature shows that each parameter has its own significance in minimizing the burr formation. But still, battle against burr formation is continued because optimum setting of each factor is difficult to control. Summary on input parameters affecting burr formation is listed in Table 24.1.
24.3 Conclusion and Future Scope
Burr on edges of workpiece during milling operation is a critical issue to many manufacturing industries. In this review paper, effect of various input parameters on burr formation is discussed. The detailed study is presented in the tabular form as a summary. This study concludes that burr formation can be controlled by selecting optimum input parameters during milling operation. Many approaches are adopted by research scholars to control this issue but still more work is required in the direction of following areas of grain size and its direction, multiresponse optimization, heat treatment, and cryogenic cooling.
References
Gillespie, L.K.: Deburring precision miniature parts. Precis. Eng. 1(4), 189–198 (1979)
International Standard, ISO 13715: Technical drawings—edges of undefined shape—vocabulary and indications (2000)
Shafer, F.: Product design influences on deburring. In: Technical Paper MR75-483, Society of Manufacturing Engineers (SME), Dearborn, MI (1975)
German Institute for Standardization, DIN 6784: Edges of workpieces—concepts, indications on drawings (1982)
Ko, S.L., Dornfeld, D.A.: A study on burr formation mechanism. J. Eng. Mater. Technol. 113(1), 75–87 (1991)
Gillespie, L.K.: The battle of the burr: new strategies and new tricks. Manuf. Eng. (USA) 116(2), 69–70 (1996)
Guo, Y.B., Dornfeld, D.A.: Finite element modeling of burr formation process in drilling 304 stainless steel. J. Manuf. Sci. Eng. 122(4), 612–619 (2000)
Gillespie, L.K., Blotter, P.T.: The formation and properties of machining burrs. J. Eng. Ind. 98(1), 66–74 (1976)
Wang, G.C., Zhang, C.Y.: Mechanism of burr formation in milling. Key Eng. Mater. 259, 278–281 (2004)
Aurich, J.C., Dornfeld, D., Arrazola, P.J., Franke, V., Leitz, L., Min, S.: Burrs—analysis, control and removal. CIRP Ann. Manuf. Technol. 58(2), 519–542 (2009)
Shaw, M.C.: Metal Cutting Principles. Oxford University Press, New York (1984)
Matuszak, J., Zaleski, K.: Effect of milling parameters upon burr formation during AZ91 HP magnesium alloy face milling. In: Swic, A., Lipski, J. (eds.) New Materials and IT Technologies in Production Engineering. Lublin Scientific Society, Lublin (2011)
Kim, J., Dornfeld, D.A.: Development of an analytical model for drilling burr formation in ductile materials. J. Eng. Mater. Technol. 124(2), 192–198 (2002)
Rangarajan, A., Dornfeld, DA.: Back cutting and tool wear influence on burrs in face milling-analysis and solutions. In: Consortium on Deburring and Edge Finishing. University of California, Berkeley, CA (2004)
Kumar, P., Kumar, M., Bajpai, V., Singh, N.K.: Recent advances in characterization, modeling and control of burr formation in micro-milling. Manuf. Lett. 13, 1–5 (2017)
Przyklenk, K.: Abrasive flow machining: a process for surface finishing and deburring of workpieces with a complicated shape. In: Niku-Lari, A. (ed.) Advances in Surface Treatments: Technology—Applications—Effects. Pergamon Press (1986)
Balduhn, A., Dornfeld, D.A.: Model of a burr expert system. In: Consortium on Deburring and Edge Finishing. University of California, Berkeley, CA (2003)
Tripathi, S., Dornfeld, D.A.: Review of geometric solutions for milling burr prediction and minimization. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 220(4), 459–466 (2006)
Razak, N.H., Rahman, M.M., Kadirgama, K.: Experimental study on surface integrity in end milling of HASTELLOY C-2000 super alloy. Int. J. Automot. Mech. Eng. 9, 1578–1587 (2014)
Panda, A., Sahoo, A.K., Panigrahi, I., Rout, A.K.: Investigating machinability in hard turning of AISI 52100 bearing steel through performance measurement: QR, ANN and GRA study. Int. J. Automot. Mech. Eng. 15(1), 4935–4961 (2018)
Singh, T., Singh, P., Dureja, J.S., Dogra, M., Singh, H., Bhatti, M.S.: A review of near dry machining/minimum quantity lubrication machining of difficult to machine alloys. Int. J. Mach. Mach. Mater. 18(3), 213–251 (2016)
Chen, W., Teng, X., Zheng, L., Xie, W., Huo, D.: Burr reduction mechanism in vibration-assisted micro milling. Manuf. Lett. 16, 6–9 (2018)
Swain, N., Venkatesh, V., Kumar, P., Srinivas, G., Ravishankar, S., Barshilia, H.C.: An experimental investigation on the machining characteristics of Nimonic 75 using uncoated and TiAlN coated tungsten carbide micro-end mills. CIRP J. Manufact. Sci. Technol. 16, 34–42 (2017)
Chern, G.L.: Experimental observation and analysis of burr formation mechanisms in face milling of aluminum alloys. Int. J. Mach. Tools Manuf 46(12–13), 1517–1525 (2006)
Olvera, O., Barrow, G.: An experimental study of burr formation in square shoulder face milling. Int. J. Mach. Tools Manuf 36(9), 1005–1020 (1996)
Avila, M.C., Dornfeld, D.A.: The face milling burr formation mechanisms and minimization strategies at high tool engagement. In: Consortium on Deburring and Edge Finishing. University of California, Berkeley, CA (2004)
Bansal, A.: Comprehensive approach to burr prediction. In: LMA, Annual Reports, UC Berkeley, pp. 18–24 (2001)
Kishimoto, W.: Study of burr formation in face milling-conditions for the secondary burr formation. Bull. Japan Soc. Prec. Eng. 15(1), 51–53 (1981)
Niknam, S.A., Songmene, V.: Factors governing burr formation during high-speed slot milling of wrought aluminum alloys. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 227(8), 1165–1179 (2013)
De Souza, A.M., Sales, W.F., Ezugwu, E.O., Bonney, J., Machado, A.R.: Burr formation in face milling of cast iron with different milling cutter systems. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 217(11), 1589–1596 (2003)
Choi, G.S., Wang, Z.X., Dornfeld, D.A. and Tsujino, K.: Development of an intelligent on-line tool wear monitoring system for turning operations. In Proceedings of USA–Japan Symposium on Flexible Automation. A Pacific Rim Conference ISCIE Kyoto, pp. 683–690 (1990)
Rangarajan, A.: Priority based tool path planning for face milling. In: Masters Report, Department of Mechanical Engineering, University of California, Berkeley, California (2001)
Ko, S.L., Dornfeld, D.A.: Analysis and modeling of burr formation and break out in metal. In Proceedings of the Symposium on Mechanics of Deburring and Surface Finishing Processes. ASME Winter Annual Meeting, pp. 79–92 (1989)
Jones, S.D., Furness, R.J.: An Experimental Study of Burr Formation for Face Milling 356 Aluminum. Transactions-North American Manufacturing Research Institution of SME, pp. 183–188 (1997)
Olvera, O., Barrow, G.: Influence of exit angle and tool nose geometry on burr formation in face milling operations. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 212(1), 59–72 (1998)
Chern, G.L., Dornfeld, D.A.: Burr/breakout model development and experimental verification. J. Eng. Mater. Technol. 118(2), 201–206 (1996)
Wan, Z., Li, Y., Tang, H., Deng, W., Tang, Y.: Characteristics and mechanism of top burr formation in slotting micro channels using arrayed thin slotting cutters. Precis. Eng. 38(1), 28–35 (2014)
Zhang, T., Liu, Z., Xu, C.: Influence of size effect on burr formation in micro cutting. Int. J. Adv. Manuf. Technol. 68(9–12), 1911–1917 (2013)
Mohid, Z., Rahim, E.A.: Chip pattern, burr and surface roughness in laser assisted micro milling of Ti6Al4V using micro ball end mill. J. Mech. Eng. Sci. 12(1), 3410–3430 (2018)
Chern, GL.: Analysis of Burr Formation and Breakout in Metal Cutting. In: Ph.D. Thesis. University of California at Berkeley, Berkeley, CA (1993)
Tiabi, A.: Burr formation and finishing of pieces. In: Doctoral Dissertation. School of higher technology, University of Quebec, Montreal, QC, Canada (2010)
Luo, M., Liu, G., Chen, M.: Mechanism of burr formation in slot milling Al-alloy. Int. J. Mater. Prod. Technol. 31(1), 63–71 (2008)
Niknam, S.A., Wygowski, W., Balazinski, M., Songmene, V.: Milling burr formation and avoidance. In: Paulo Davim J. (ed.) Machinability of Advanced Materials. London, UK: ISTE Wiley (2014)
Shefelbine, W., Dornfeld, D.: The effect of dry machining on burr size. In: Consortium on Deburring and Edge Finishing. Laboratory for Manufacturing and Sustainability, University of California, Berkeley, CA (2004)
Aurich, J.C., Sudermann, H., Bil, H.: Characterization of burr formation in grinding and prospects for modelling. CIRP Ann. Manuf. Technol. 54(1), 313–316 (2005)
Gillespie, L.K.: Deburring and Edge Finishing Handbook. Society of Manufacturing Engineers, Dearborn, Michigan (1999)
Kou, Z., Wan, Y., Cai, Y., Liang, X., Liu, Z.: Burr controlling in micro milling with supporting material method. Procedia Manuf. 1, 501–511 (2015)
Medeossi, F., Sorgato, M., Bruschi, S., Savio, E.: Novel method for burrs quantitative evaluation in micro-milling. Precis. Eng. 54, 379–387 (2018)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Singh, K., Singh, A.K., Chattopadhyay, K.D. (2020). Effect of Input Parameters on Burr Formation During Milling Operation: A Review. In: Yadav, S., Singh, D., Arora, P., Kumar, H. (eds) Proceedings of International Conference in Mechanical and Energy Technology. Smart Innovation, Systems and Technologies, vol 174. Springer, Singapore. https://doi.org/10.1007/978-981-15-2647-3_24
Download citation
DOI: https://doi.org/10.1007/978-981-15-2647-3_24
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-2646-6
Online ISBN: 978-981-15-2647-3
eBook Packages: EngineeringEngineering (R0)