
Abstract
By the end of the twentieth century generation of huge amounts of waste became one of the biggest environmental problems in the majority of the world. Construction and demolition waste (C&D) makes almost half of the total industrial waste. On the other hand, consumption of natural aggregate as the largest concrete component is constantly and rapidly increasing with the increase in the production and utilization of concrete. Recycling represents one way to convert a waste product into a resource. It has the potential to reduce the amount of waste disposed of in landfills and preserve natural resources while limiting environmental disturbance. This paper presents a review of traditional and advanced production technologies that make recycling of concrete in a completely closed loop technically feasible. The specific features of recycled aggregate concrete (RAC) mix proportioning methods affected by the recycled aggregate (RA) properties are presented. The mechanical, rheological and durability properties of RAC based on up-to-date research are discussed from the point of the potential of its utilization in structural concrete. The current state of technical rules and standards in this area is briefly presented. The future research and necessary actions in facilitating the more extensive use of RAC in concrete structures are also pointed out.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
7.1 Introduction
Production and utilization of concrete as a building material is constantly increasing nowadays. This results in increase of the consumption of natural aggregate as the largest concrete component. It is estimated that today’s world concrete production is about six billion tons per year, i.e. one ton per person per year (ISO 2005). According to a European Environment Agency Report (European Environment Agency 2008), three billion tons of aggregate are produced each year in the countries of the European Union. In the United States two billion tons of aggregate are produced each year and the production is expected to increase to more than 2.5 billion tons per year by the year 2020 (FHWA 2004). This situation leads to a question about the availability of natural aggregate’s sources and many European countries have already placed taxes on the use of virgin aggregates.
On the other hand, demolishing old and deteriorated infrastructures and replacing them with new ones are frequent phenomena especially in urban areas today. The main reasons for demolishing existing buildings are change of their purpose, ageing of structures, expansion of traffic directions and increase in traffic loads, natural disasters etc. For example, about 850 million tons of construction and demolition (C&D) waste are generated in the EU per year, which represent 31% of the total waste generation (Fisher and Werge 2009).
The most common method of managing this material is through its disposal of in landfills. According to ETC/SCP Working Paper (Fisher and Werge 2009), recycling rates differ a lot between European countries, ranging from over 90% in Denmark, Finland and Netherlands to less than 20% in Spain, the Czech Republic and Hungary (here the recycling rate is the amount of recycled C&D waste in percentage of the total amount of generated waste). Despite the fact that concrete makes a large part of C&D waste, it makes a small part of the waste that is recycled (20% in Netherlands, 5% in Hungary, 2% in Poland). Only in the Czech Republic concrete makes about 45% of the recycled C&D waste. As the recycling rates on average are small, huge deposits of C&D waste are created and consequently farmland and other types of available land are decreasing. For that reason in developed countries, restrictive laws in the form of prohibitions or special taxes for creating waste areas were brought into practice.
Recycling waste concrete for producing recycled aggregates represents one way to convert a waste product into a resource. It has the potential to reduce the amount of C&D waste disposed of in landfills and to preserve natural resources. But despite all the research performed in this area, recycled aggregates from waste concrete are being mostly used in lower quality product applications such as backfills and road sub-base materials. Although in some countries standards do allow the utilization of recycled aggregates from waste concrete in structural concrete, it remains limited to less than 1% of the amount of aggregates used in structural concrete (fib Task Group 3.3 2004).
This paper presents a review of traditional and advanced production technologies for recycling demolished concrete and producing recycled concrete aggregate (RCA). The specific features of mix proportioning methods for concrete made with such recycled aggregate-recycled aggregate concrete (RAC) are presented. The mechanical, rheological and durability related properties of RAC based on up-to-date research are discussed from the point of the potential of its utilization in structural concrete. The current state of technical rules and standards in this area is briefly presented. The future research and necessary actions in facilitating the more extensive use of RAC in concrete structures are also pointed out.
7.2 Production Technologies and Properties of Recycled Concrete Aggregate (RCA)
Recycled aggregates from demolished concrete (RCA) are generally produced by crushing, screening and removing the contaminants such as reinforcement, paper, wood, plastics, gypsum (by magnetic separation, water cleaning, air-sifting). Crushing (primary and secondary) is performed using a combination of compressive-type and impact-type crushers, such as the jaw crusher and impact crusher. Figure 7.1 shows the typical recycling process in stationary recycling plants, which are suitable as recycling centers in urban areas.

Production technology in stationary recycling plant
Mobile recycling plants are typically used for demolition sites with large amount of homogenous waste which is going to be reused on site (rebuilding of roads and highways, large industrial facilities). In mobile recycling plants processing is limited to one-stage crushing, magnetic separation and screening.
When demolished concrete is crushed, a certain amount of mortar and cement paste from original concrete remains attached to stone particles in recycled aggregate. Because of that attached mortar, recycled aggregates have lower density, higher porosity and higher water absorption than natural aggregates, and these properties of recycled aggregates affect the properties of concrete as well. To improve the quality of RCA and to make it comparable to natural aggregate it is necessary to reduce or completely remove the attached mortar. This is possible to achieve with increasing the number of treatment processes in recycling plants as it increases, the content of attached mortar decreases. But at the same time the recovery percentage of RCA decreases as large amount of powder by-products is produced. Therefore, special technologies for efficient production of high quality RCA without the attached mortar are needed.
Most of these advanced recycling technologies are developed in Japan (Shima et al. 2005; Tomosawa et al. 2005). They are based on grinding or rubbing of the concrete lumps crushed to a smaller size of 40–50 mm and heated to a temperature of 300°C. At that temperature cement paste dehydrates and becomes brittle and it can be separated from the original aggregate particles in the mill. For example, in the heating and rubbing method proposed by Shima et al. (2005) the average ratios of aggregate recovery and powder generation are 35% of coarse aggregate, 30% of fine aggregate and 35% of fine powder, respectively. Another similar technology was proposed by Mulder et al. (2006), but with higher heating temperature. This technology involves a rotary kiln in which the uncontaminated small pieces of concrete rubble are thermally treated at a temperature of about 700°C. This temperature is necessary to completely dehydrate the cement paste. After treatment, only 2% of cement paste remains attached to original coarse and fine aggregate, practically original components are set free. The recovery percentage is 45% of coarse aggregate, 35% of fine aggregate, 13% of cement paste, 1% is steel reinforcement and 6% is hydration water emitted as vapour.
As with natural aggregates (NA), the quality of RCA in terms of size distribution, water absorption, abrasion etc. needs to be assessed before using it as aggregate for structural concrete. Based on up-to-date research, general conclusions about the properties of RCA obtained by traditional two-stage crushing process, compared to the properties of NA are:
-
RCA generally fulfils the size distribution requirements for natural aggregate (Yang et al. 2008; Hansen 1992; Exteberria et al. 2007; Sagoe-Crentsil et al. 2001; Poon and Lam 2008; Khatib 2005),
-
density is decreased up to 10% compared to NA (Hansen 1992; Sagoe-Crentsil et al. 2001; Poon and Lam 2008; Sanchez de Juan and Gutierrez 2004),
-
water absorption of coarse RCA ranges from 2.0% (Marinkovic et al. 2010) to 9.2% (Xiao et al. 2005); for fine RCA it ranges from 5.5% (Yang et al. 2008) to 13% (Evangelista and Brito 2007). These values are significantly higher than those of the NA whose water absorption is about 0.5–1.0%. High porosity of RCA can mainly be attributed to the remains of mortar adhering to the original aggregate; the content of attached mortar ranges from 25% to 65% by weight (Sanchez de Juan and Gutierrez 2004),
-
Los Angeles abrasion loss is increased up to 70% compared to NA (Poon and Lam 2008; Poon et al. 2003, 2004).
7.3 Mix Proportion and Properties of Recycled Aggregate Concrete (RAC)
Standard methods used for the mix design of NAC can be used for the design of RAC mixes too. However, there are two important differences. Firstly, the coefficient of variation of compressive strength between different RAC mixes can be high if the RCA is of non-uniform quality. This situation for example happens when RCA is delivered from a recycling plant that accepts concrete rubble from different demolition sites. Because of that, acceptance criteria for RAC should be based on a higher standard deviation or coefficient of variation of compressive strength test results than for NAC (Balasz et al. 2008).
Secondly, RCA has a high water absorption which affects the workability of the RAC mix. To obtain the desired workability of RAC it is necessary to add a certain amount of water to saturate recycled aggregate, before or during mixing. Results of some researchers indicate that better properties of RAC are obtained if RCA is pre-soaked before mixing (Hansen 1992), while according to others (Poon et al. 2004), better properties of RAC are obtained if dried RCA is used and additional water is added during mixing. Additional water demand can be determined from the short term water absorption of the aggregate (e.g. 20 min after mixing) or if necessary by taking into consideration the workability in 1 h. However, the additional water quantity can be reduced if water-reducing admixtures are used for achieving the desired workability.
Available test results on the properties of concrete made with recycled concrete aggregate vary in wide limits and sometimes are even opposite. Based on the analysis of published experimental evidence, it can be concluded that the concrete with recycled coarse aggregate, compared to concrete with natural aggregate (NAC) with the same water-to-cement (w/c) ratio, has the following properties:
-
decreased compressive strength up to 25% (Yang et al. 2008; Hansen 1992; Rahal 2007; Poon et al. 2003; Ajdukiewicz and Kliszczewicz 2002),
-
decreased splitting and flexural tensile strength up to 10% (Yang et al. 2008; Hansen 1992; Ajdukiewicz and Kliszczewicz 2002; Malesev et al. 2007),
-
decreased modulus of elasticity up to 45% (Yang et al. 2008; Rahal 2007; Xiao et al. 2005; Ajdukiewicz and Kliszczewicz 2002),
-
increased drying shrinkage up to 70% (Li 2008; Domingo-Cabo et al. 2009; Gomez-Soberon 2002a),
-
increased creep up to 50% (Hansen 1992; Gomez-Soberon 2002b),
-
increased water absorption up to 50% (Li 2008; Malesev at al. 2007),
-
similar depth of carbonation (Otsuki et al. 2003; Levy and Helene 2004),
-
decreased freezing and thawing resistance (Salem et al. 2003; Zaharieva et al. 2004),
-
same or slightly increased chloride penetration (Shayan and Xu 2003; Olorunsogo and Padayachee 2002).
Here it should be emphasized that there is much more published test data on the mechanical properties of RAC than on durability related properties. Also, values given on various properties are the upper bounds of all the analyzed research data. Unfortunately, there is a large experimental data scatter because the quality of RAC depends mostly on the quality of recycled aggregate, i.e. the quality of waste concrete which is used for recycling. The common situation in practice is that RCA is obtained from stationary recycling plants, in which case it is a mix of different quality waste concretes originating from different demolishing sites. Such a RCA is usually of non-uniform quality. However, according to most of the published research (Ajdukiewicz and Kliszczewicz 2002; Malesev at al. 2007; Dosho et al. 1998; Hansen and Narud 1983) low to middle strength RAC with coarse recycled aggregate (with compressive strength up to 30–35 MPa) can be obtained regardless of the quality of recycled aggregate. From the point of view of practical applications and production conditions at recycling plants, this is a very important conclusion.
On the other hand, properties of RAC with both fine and coarse recycled aggregate are even lower than the properties of RAC with only coarse recycled aggregate. The fine RCA has very high water absorption values (up to 13%) and high cohesion which make the concrete quality control very difficult. Therefore, utilization of fine recycled aggregate in RAC for structural use is generally not recommended in available standards and specifications (Rilem TC 121-DRG 1994). Because of decreased compressive strength and modulus of elasticity, and increased creep and shrinkage, RAC shouldn’t be applied in structural elements for which high stresses and deformations are expected. Also, this type of concrete shouldn’t be used for structures exposed to aggressive environmental conditions without appropriate previous testing, as there are opposing conclusions about durability related properties in existing literature. But its utilization for low to middle strength structural concrete, low-to-middle span and load structural elements and non-aggressive exposure conditions is technically feasible.
7.3.1 RAC Mix Design Example
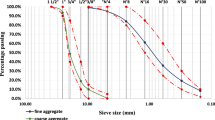
One example of possible RAC mix design is presented in this chapter. The aim of this research was to determine NAC and corresponding RAC mix proportion so that both concrete types have approximately the same compressive strength and workability. NAC was made entirely with natural river aggregate, while RAC was made with natural fine (river sand) and recycled coarse aggregate. Coarse recycled aggregate was obtained from demolished reinforced concrete structure which has been exposed to weather conditions for more than 30 years (Fig. 7.2). The crushing of the demolished concrete and screening into three fractions: 4/8, 8/16 and 16/31.5 mm was performed in the mobile recycling plant (Fig. 7.3).

Demolition of a 30 years old concrete structure

Recycling of demolished concrete in mobile recycling plant
The properties of recycled concrete aggregate were tested according to Serbian standards for natural aggregates, as there are no standards for testing and quality requirements for recycled aggregates in Serbia. Obtained results showed that RCA properties satisfy quality requirements for natural aggregates except for the content of weak grains and “Los Angeles” abrasion loss value, which was expected. Both content of weak grains and abrasion loss were slightly larger than allowed values for grain sizes 8/16 and 16/31.5 mm (Marinkovic et al. 2010). Also, water absorption of RCA measured 30 min after mixing was 6% for 4/8 mm fraction, 4% for 8/16 mm fraction and 2% for 16/31.5 mm fraction (Marinkovic et al. 2010). Such high values are typical because of the high content of cement paste in RCA and special measures must be undertaken to provide the required workability of concrete.
The target concrete strength class for both types was C25/30, nomenclature according to Eurocode 2 (characteristic compressive cylinder/cube strength equal to 25/30 MPa) and the target slump 20 min after mixing for both types was 6 ± 2 cm. The component materials used were:
-
Portland cement EN 197-1 – CEM I 42.5 R
-
fine aggregate, fraction 0/4 mm (river aggregate, Morava river)
-
two types of coarse aggregate, fractions 4/8, 8/16 and 16/31.5 mm: river aggregate (Morava river) for NAC and recycled aggregate for RAC
-
water.
As it was already mentioned, to obtain the desired workability of RAC it is necessary to add a certain amount of water to saturate recycled aggregate before or during mixing, if no water-reducing admixture is applied. In this case, dried recycled aggregate was used for RAC production and additional water was added during mixing. The amount of this water was calculated on the basis of recycled aggregate water absorption after 30 min. Cement content, i.e. w/c ratio was then determined on the basis of required compressive strength. No water-reducing admixtures were used. Laboratory tests with various mix proportions were performed to determine the mix proportion of RAC which will have the same compressive strength and the same slump as NAC. The results, i.e. obtained mix proportions and properties of NAC and RAC, are shown in Tables 7.1 and 7.2 (Marinkovic et al. 2010). Water-to-cement ratio shown in Table 7.1 refers to free water content, excluding the amount of additional water.
In order to obtain approximately the same workability and strength, a slightly larger amount of cement (about 5%) i.e. slightly smaller free water-to-cement ratio is required for RAC than for corresponding NAC (Table 7.1). Similar results were obtained by other investigators (González-Fonteboa and Martínez-Abella 2008). Also, density of RAC is slightly lower (about 6%) than density of corresponding NAC, because of the lower density of recycled concrete aggregate.
7.4 Standards and Recommendations
European norm EN 12620:2002 (CEN 2002) regarding aggregates for concrete allows the utilization of recycled aggregate for concrete production if it fulfils all the requirements for natural aggregate, i.e. there is no particular standard on recycled aggregates. Some of the European countries like Germany, UK, Netherlands and Hungary have issued standards or technical guidelines on recycled aggregates as complementary standards to EN (BSI 2006) or as separate standard or technical guidelines (Balasz et al. 2008; DIN 2002). In Japan standards on recycled aggregates (JIS 2006) were issued in 2006 as well as in China in 2007 as a regional Shanghai standard (Li 2008). RILEM published the recommendation on recycled aggregates in 1994 (Rilem TC 121-DRG).
In available standard specifications on recycled aggregates from C&D waste it is usually recommended to classify the recycled aggregate into different types according to composition and density and to impose maximum allowable limits on the content of the contaminants. Also, the replacement percentage of certain aggregate type is limited depending on the concrete strength class and exposure conditions.
RILEM recommendations (Rilem TC 121-DRG) from 1994 are presented here as an example. Recycled aggregate is classified into three types according to composition and density, and the maximum content of various contaminants is limited, Table 7.3. Table 7.4 shows the maximum allowed replacement percentage of recycled aggregate depending on aggregate type, concrete strength class and exposure conditions.
The utilization of fine recycled aggregate in structural concrete is not recommended in most of the standards and recommendations. Maximum allowed replacement percentage of coarse recycled aggregate differs and for the type of aggregate originating from concrete rubble it ranges from 20% to 100%. Maximum allowed concrete strength class depends on aggregate type and replacement percentage, and for the type of aggregate originating from concrete rubble it ranges from C30/37 to C50/60, nomenclature according to EC2 (CEN 2004). Similarly, utilization of concrete with recycled aggregates is limited to non-aggressive exposure conditions, like XC0 and XC1 according to EC2 (CEN 2004).
It should be kept in mind that for replacement percentage of coarse recycled aggregate up to 30–40% it can be considered that the properties of RAC are not significantly different from the properties of corresponding NAC. But for higher replacement ratios, properties are significantly changed and the design provisions and equations in existing codes for NAC are no longer applicable for RAC.
7.5 Examples of Application
Some examples of buildings constructed with RAC used as structural concrete are presented in this chapter.
Figure 7.4 shows the office building with the open multi-storey garage Vilbeler Weg built in Darmstadt, in 1997/1998 (BIM 2010). Complete reinforced concrete structure was constructed using RAC, approximately 480 m3 of RAC was built in. This project showed that the practical application of RAC in structural elements is possible, if it is combined with rigorous quality management system, especially in the concrete production phase.

Vilbeler Weg office building, Darmstadt, Germany, 1997/1998 (BIM 2010)
Table 7.5 shows the mix proportions and basic properties of the applied RAC.
In residential building Waldspirale built in Darmstadt in 1998, RAC was applied for all in-door structural elements, as well as for foundation slab (BIM 2010). Two different quality concretes were used; C30/37 and C25/30 with a total amount of built-in concrete around 12,000 m3. The sketch of the building is shown in Fig. 7.5, while the mix proportions and basic properties of the concrete are shown in Table 7.6.

Waldspirale residential building in Darmstadt, Germany, 1998 (BIM 2010)
The Environmental Building is a BRE office facility in Watford, UK, Fig. 7.6. This building represents the first-ever use in the UK of recycled aggregates in ready-mixed concrete (Collins 2000). Only coarse recycled aggregate was used in over 1,500 m3 of RAC supplied for foundations, floor slabs, structural columns and waffle floors. For the foundations, a C25 mix (75 mm slump) was used with a minimum cement content of 350 kg/m3 and a maximum free water/cement ratio of 0,50 was required. For floor slabs, a C35 mix, also with 75 mm slump was specified.

The BRE office building in Watford, UK, 1995/96 (Collins 2000)
7.6 Necessary Actions in Promoting Utilization of RCA and RAC
Major barriers in promoting a broader use of recycled aggregates and recycled aggregate concrete in construction industry can be divided into two groups: social barriers and technical barriers.
Within social barriers, the most important ones are lack of awareness about the environmental implications of using only natural aggregates and lack of government support. Creating awareness and dissemination of knowledge about recycling possibilities and potentials of RAC to be applied in structural concrete can mobilize public opinion towards the recycling option. On the other hand, developing appropriate policy supported by proper legislation can provide necessary impulses. For example, increasing the dumping costs and imposing taxes on the use of natural aggregates are possible actions. Also, favouring of those contractors who offer recycling of C&D waste in bidding competitions can help.
Within technical barriers, lack of knowledge about some properties of RAC, and lack of proper standards are the most important ones. Despite all the research performed in this area, durability related properties of RAC and long-term behavior of structural elements made of RAC are not well known yet. These uncertainties lead to a situation that very few countries have issued the standards on RCA and RAC and to a very limited allowed application of RAC in structural concrete. Further research into these areas is therefore needed.
7.7 Conclusions
Recycled aggregates from demolished concrete (RCA) are generally produced today by two-stage crushing, screening and removing the contaminants by water cleaning, air-sifting, magnetic separation. Recycled aggregates obtained in this manner are usually of lower quality compared to natural aggregates (significantly higher porosity and water absorption, decreased density and abrasion resistance), because of the certain amount of mortar and cement paste that remains attached to original aggregate grains. The best method for improving the RCA quality is to remove the attached mortar and some advanced technologies are already developed mostly in Japan. With these procedures it is possible to achieve a high recovery ratio of aggregate with a very small percentage of attached mortar, comparable to natural aggregates. However, for the time being these advanced recycling technologies are probably more costly and energy demanding than traditional ones which are not much different from crushed aggregate production.
According to up-to-date state of research in the area, utilization of recycled aggregates from demolished concrete in structural concrete is technically feasible but limited. Firstly, it’s limited to utilization of only coarse recycled aggregate, the use of fine recycled aggregate in concrete for structural use is generally not recommended. Secondly, the quality of RAC made of fine natural and coarse recycled aggregate is limited to low-to-middle strength structural concrete for practical applications. It is not recommended to apply this type of concrete for structural elements which are expected to have high stresses and deformations in service, because the long-term behaviour is not well-known yet. Finally, the application of such a RAC in aggressive environment conditions (risk of corrosion induced by carbonation and chlorides or risk of freeze/thaw and chemical attack) is not recommended because of its uncertain durability performance.
Even with all these limitations, the utilization of recycled aggregates in structural concrete should help improve the environmental performance of concrete. To enable a broader use of recycled aggregate concrete in structural applications it is necessary to widen our knowledge about all the relevant properties of this material, and to mobilize public opinion towards recycling concrete as a sustainable option of managing C&D waste and preserving the natural resources.
References
Ajdukiewicz A, Kliszczewicz A (2002) Influence of recycled aggregates on mechanical properties of HS/HPC. Cem Concr Compos 24(2):269–279
Balász GL, Kausay T, Simon TK (2008) Technical guideline for recycled aggregate concrete in Hungary. Concr Struct 2008:45–55
BIM (2010) Projekte-Hinweise zur Bedienung. http://www.b-i-m.de/projekte/projframe.htm. Accessed 22 Nov 2010
BSI (2006) Concrete Complementary British Standard to BS EN 206-1; Part 2: Specification for constituent materials and concrete. BS 8500-2:2006. BSI
CEN (2002) EN 12620:2002. Aggregates for concrete. Comite Europeen de Normalisation, Brussels
CEN (2004) EN 1992-1-1:2004. Eurocode 2: design of Concrete Structures – Part 1.1: General rules and rules for buildings, Comite Europeen de Normalisation, Brussels
Collins R (2000) The environmental building at BRE, United Kingdom. Use Recycl Mater Aggr Constr Ind 2(3–4) http://www.eco-serve.net/uploads/ETN_NL2.pdf. Accessed 20 Nov 2010
DIN (2002) Aggregates for mortar and concrete; Part 100: Recycled aggregates. DIN 4226 – 100. DIN
Domingo-Cabo A, Lázaro C, López-Gayarre F et al (2009) Creep and shrinkage of recycled aggregate concrete. Constr Build Mater 23(7):2545–2553
Dosho Y, Kikuchi M, Narikawha M et al (1998) Application of recycled concrete for structural concrete – Experimental study on the quality of recycled aggregate and recycled aggregate concrete. ACI Spec Publ 179-61A:1073–1101
Etxeberria M, Vasquez E, Mari A et al (2007) Influence of amount of recycled coarse aggregates and production process on properties of recycled aggregate concrete. Cem Concr Res 37(5):735–742
European Environment Agency (2008) Effectiveness of environmental taxes and charges for managing sand, gravel and rock extraction in selected EU countries. EEA Report No 2. http://www.eea.europa.eu/publications/eea_report_2008_2. Accessed 17 Aug 2009
Evangelista L, Brito J (2007) Mechanical behaviour of concrete made with fine recycled concrete aggregate. Cem Concr Compos 29(5):397–401
FHWA (2004) Transportation applications of recycled concrete aggregate, state of the practice national review. Federal Highway Administration, Washington, DC. http://www.rmrc.unh.edu/Research/tools/RCAREPORT.pdf. Accessed 15 Sep 2010
fibTask Group 3.3 (2004) Bulletin 28 environmental design. Sprint-Digital-Druck, Stuttgart
Fisher C, Werge M (2009) EU as a recycling society. ETC/SCP working paper 2/2009. http://scp.eionet.europa.eu.int. Accessed 20 June 2009
Gómez-Soberón JMV (2002a) Shrinkage of concrete with replacement of aggregate with recycled concrete aggregate. ACI Spec Publ 209–26:475–496
Gómez-Soberón JMV (2002b) Creep of concrete with substitution of normal aggregate by recycled concrete aggregate. ACI Spec Publ 209–25:461–474
González-Fonteboa B, Martínez-Abella F (2008) Concretes with aggregates from demolition waste and silica fume. Materials and mechanical properties. Build Environ 43(4):429–437
Hansen TC (1992) Recycling of demolished concrete and masonry. Taylor & Francis, London/New York
Hansen TC, Narud H (1983) Strength of recycled concrete made from crushed concrete coarse aggregate. Concr Inter Des Constr 5(1):79–83
ISO (2005) Business plan. ISO/TC 71 Concrete, reinforced concrete and prestressed concrete.http://isotc.iso.org/livelink/livelink/fetch/2000/2122/687806/ISO_TC_071__Concrete__reinforced_concrete_and_pre-stressed_concrete_.pdf?nodeid=1162199&vernum=0. Accessed 21 Aug 2009
JIS (2006) Recycled aggregate for concrete – class H. JIS A 5021. JIS
Khatib JM (2005) Properties of concrete incorporating fine recycled aggregate. Cem Concr Res 35(4):763–769
Levy SM, Helene P (2004) Durability of recycled aggregates concrete: a safe way to sustainable development. Cem Concr Res 34(11):1975–1980
Li X (2008) Recycling and reuse of waste concrete in China; Part I. Material behavior of recycled aggregate concrete. Resour Conserv Recycl 53(1–2):36–44
Malesev M, Radonjanin V, Marinkovic S (2007) Recycled concrete as aggregate for producing structural concrete. In Bragança L et al (eds) Sustainability of constructions – integrated approach to life-time structural engineering, Lisbon, 2007
Marinkovic S, Radonjanin V, Malesev M et al (2010) Comparative environmental assessment of natural and recycled aggregate concrete. Waste Manag 30(11):2255–2264
Mulder E, De Jong TPR, Feenstra L (2006) Closed cycle construction: an integrated process for the separation and reuse of C&D waste. In: Proceedings of WASCON 2006 sixth international conference on the environmental and technical implications of construction with alternative materials science and engineering of recycling for environmental protection, Belgrade, 30 May–2 June 2006
Olorunsogo FT, Padayachee N (2002) Performance of recycled aggregate concrete monitored by durability indexes. Cem Concr Res 32(2):179–185
Otsuki N, Asce M, Miyazato S et al (2003) Influence of recycled aggregate on interfacial transition zone, strenght, chloride penetration and carbonation of concrete. J Mater Civ Eng 15(5):443–451
Poon CS, Lam CS (2008) The effect of aggregate-to-cement ratio and types of aggregates on properties of pre-cast concrete blocks. Cem Concr Compos 30(4):283–289
Poon CS, Azhar S, Kou SC (2003) Recycled aggregates for concrete applications. In: Proceedings of the conference materials science and technology in engineering, Hong Kong, January 2003
Poon CS, Shui ZH, Lam L et al (2004) Influence of moisture states of natural and recycled aggregates on the slump and compressive strength of concrete. Cem Concr Res 34(1):31–36
Rahal K (2007) Mechanical properties of concrete with recycled coarse aggregate. Build Environ 42(1):407–415
RILEM TC 121-DRG (1994) RILEM recommendation: specifications for concrete with recycled aggregates. Mater Struct 27:557–559
Sagoe-Crentsil KK, Brown T, Taylor AH (2001) Performance of concrete made with commercially produced coarse recycled concrete aggregate. Cem Concr Res 31(5):707–712
Salem RM, Burdette EG, Jackson NM (2003) Resistance to freezing and thawing of recycled aggregate concrete. ACI Mater J 100(3):216–221
Sanchez de Juan M, Gutierrez PA (2004) Influence of recycled aggregate quality on concrete properties. In: Vázquez E et al (eds) The use of recycled materials in building and structures, Barcelona, 8–11 Nov 2004
Shayan A, Xu A (2003) Performance and properties of structural concrete made with recycled concrete aggregate. ACI Mater J 100(5):371–380
Shima H, Tateyashiki H, Matsuhashi R et al (2005) An advanced concrete recycling technology and its applicability assessment through input-output analysis. J Adv Concr Technol 3(1):53–67
Tomosawa F, Noguchi T, Tamura M (2005) The way recycling should be. J Adv Concr Technol 3(1):3–16
Xiao J, Li J, Zhang C (2005) Mechanical properties of recycled aggregate concrete under uniaxial loading. Cem Concr Res 35(6):1187–1194
Yang KH, Chung HS, Ashour A (2008) Influence of type and replacement level of recycled aggregates on concrete properties. ACI Mater J 105(3):289–296
Zaharieva R, Buyle-Bodin F, Wirguin E (2004) Frost resistance of recycled aggregate concrete. Cem Concr Res 34(10):1927–1932
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2012 Springer Science+Business Media B.V.
About this paper
Cite this paper
Marinković, S.B., Ignjatović, I.S., Radonjanin, V.S., Malešev, M.M. (2012). Recycled Aggregate Concrete for Structural Use – An Overview of Technologies, Properties and Applications. In: Fardis, M. (eds) Innovative Materials and Techniques in Concrete Construction. Springer, Dordrecht. https://doi.org/10.1007/978-94-007-1997-2_7
Download citation
DOI: https://doi.org/10.1007/978-94-007-1997-2_7
Published:
Publisher Name: Springer, Dordrecht
Print ISBN: 978-94-007-1996-5
Online ISBN: 978-94-007-1997-2
eBook Packages: EngineeringEngineering (R0)