
Abstract
An HSLA X100 steel was studied. After casting and forging to slab condition, thermomechanical controlled process was employed to produce steel sheet. Heat treatment was then employed to control the microstructure and optimize mechanical properties. Austenitization was performed at 950 °C followed by different quenching media. Samples were tempered from 500 to 750 °C. Mechanical testing and microstructural analyses were performed by Optical Microscopy, Scanning and Transmission Electron Microscopes. Results showed a complex microstructure of bainite, ferrite, martensite, retained austenite, and various carbides. High temperature tempering removed retained austenite from martensite lath providing a relatively high amount of toughness. A uniform distribution of carbides was detected in the tempered situations. Retained austenite was present in the quenched only samples. Low temperature tempering removed part of this retained austenite. Increasing the tempering temperature decreased the tensile properties and increased the toughness. Quenched samples showed inferior mechanical properties compared to the tempered ones.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others
Keywords
Introduction
High strength low alloy steel (HSLA) are a group of low carbon steels that small amounts of alloying elements are added to their composition to achieve yield strength level higher than 257 MPa in the normalized or rolled conditions [1] Compared with the rolled plain carbon steel, HSLA steels have superior mechanical properties and in some situations better corrosion resistance [2]. Though their corrosion resistance is inferior to that of stainless steels [3]. Additionally, as the HSLA steels can have high strength with low level of carbon, their weldability is comparable, and in some circumstances, better than the killed steels [4,5,6]. HSLA steels are formed as semi-finished products such as plate, strip, ingot etc. by hot rolling process. Usually, HSLA steels are hot rolled through controlled rolling to improve their mechanical properties [5,6,7] and used in such a condition as well. A combination of strength, hardness, formability, weldability and resistance to corrosion are required in designing the process route for these steels. These properties are obtained through careful addition of alloying elements and thermomechanical controlled processing , often containing, fasting cooling after hot rolling [6,7,8,9,10,11]. To control the properties of HSLA steels [10,11,12,13,14], a normal heat treatment of these steels contains a quenching step to obtain martensite followed by intermediate temperature tempering to improve toughness without significantly losing strength. Therefore, a fully martensitic structure is initially needed to obtain adequate level of strength. In that sense, a minimum quenching rate is required to prevent the austenite phase from transforming to phases such as ferrite, pearlite and bainite [10,11,12,13,14,15,16].
The effect of austenitization temperature on the properties of Nb-Ti microalloyed steel was already explored [17]. It was found that austenite coarsening temperature was close to 1000 °C. As well, the amount of ferrite was reduced by increasing austenitization temperature. A complex precipitation of Nb-Ti nature was detected in the HSLA steels [18]. Elevated temperature austenitization increases yield/tensile strengths and reduces elongation. Austenitization above 1100 °C also dissolves most of the prior precipitates, except for mostly rectangular Ti (C,N), and gives the possibility of re-precipitation during the hot rolling process to achieve precipitate size range below 100 nm. The effect of tempering on the microstructure and mechanical properties was also studied in these steels [19]. Tempering range between 450 and 650 °C at different soak times was investigated. They found that in tempering the quenched specimen at 500 °C, a martensitic morphology is preservable up to 24 h of soaking. A fast decrease of strength was reported in the first few hours of soaking, in mentioned HSLA steels with the elongation following the opposite trend. Dhua et al. [20] also studied the effect of tempering temperature on the properties of HSLA-100 steels containing copper with the chemistries similar to HSLA 100. The effect of the type of furnace for casting of these steels were investigated as well. Tempering temperature range of 400–700 °C for one hour was studied. Substantial improvement in in strength, YS-1024 and 1025 MPa; UTS-1079 and 1111 MPa for the two steels, was reported at the expense of impact toughness at the tempering temperature of 500 °C. This was related to the plentiful precipitation of Cu in these steels. The toughness value was substantially increased by increasing the tempering temperature up to 700 °C range which was related to the partially recovered matrix and the coarsened Cu precipitates.
In spite of a relatively large volume of research on typical HSLA steels, including some of the work of one of the current authors [21,22,23,24], the quenching and tempering behavior of the high Ni HSLA 100 steel has not been studied. Therefore, it was one of the main objectives of the current article was to study microstructure and mechanical properties of this steel under the mentioned conditions.
Materials and Experimental Procedure
The steel used in this research was an high Ni HSLA X100 one. Samples with the thickness of 20 mm were prepared by thermomechanical controlled rolling process. The chemical composition of the samples prepared were analyzed by spectrophotometer model M7 based on four alloys of Fe, Cu, Al and Ni. The composition contained 0.057 wt%C-0.285Si-0.781Mn-0.626Cr-0.579Mo-3.48Ni-0.026Al-1.53Cu-0.01 W-0.04 Nb-0.04N-0.011Ti with balanced Fe.
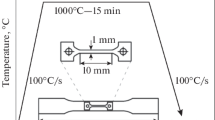
For heat treatment purposes, the samples were austenitized at 950 °C for one hour per inch and then quenched in water and oil. The quenched samples were tempered at 550, 650 and 750 °C. The tempering time was one hour per inch of the samples. An electric furnace model F35L was used for these heat treatment processes. Specimens were cut from the heat treated and non-heat treated samples for microstructural analysis. Specimens were ground, polished and etched by common metallography procedure. Nital 2% was used to etch the specimens. Microstructural studies were performed by optical microscope, Scanning Electron Microscope (SEM), and Transmission Electron Microscope (TEM). Energy Dispersive Spectroscopy (EDS) analysis was also used to detect various precipitates.
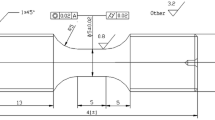
Tensile specimens were prepared by CNC machine based on ASTM E8 standard [25]. Also, Charpy impact test samples were machined from the heat treated samples based on ASTM A370 standard [26]. Tensile tests were performed by a uniaxial SANTAM® instrument tensile tester ASTM-400 under the strain rate of 10−2 s−1. As well, the Charpy impact tests were performed by a SANTAN® instrument at 20 °C with the capacity of 400 J.
Results and Discussion
Microstructural Observations
Figure 1 shows the optical micrograph, SEM micrograph and TEM micrograph of the high Ni HSLA X100 steel used in this study prior to the heat treatment process. As can be seen in this figure, the microstructure of this steel contains martensite lath together with the Cu precipitates distributed uniformly with almost similar sizes [6,7,8,9,10]. Small amount of bainite layers are also seen in the microstructure. Small amount of ferrite grain is observable in the structure. As well, almost no retained austenite is observable in the structure which is an indication of high strength and toughness of the steel.

Microstructure of the high Ni HSLA X100 steel under thermomechanical processing condition and prior to heat treatment process; a optical micrograph, b SEM micrograph, c TEM micrograph
Figure 2 also shows the microstructures of the austenitized and quenched in water and oil samples together with a typical EDS analysis of the Cu precipitates. The microstructures in the quenched conditions contain martensite laths [14,15,16,17,18,19]. Small amount of retained austenite are observed between the martensite laths (bright areas in the SEM micrograph). As well, some inclusions are seen in the microstructure , which are most probably carbide precipitates [11,12,13,14,15]. It is important to mention that the microstructure of the samples quenched in water and oil are similar. The only difference is the smaller width of the martensite laths in the sample quenched in oil compared to the one quenched in water which is due to lower cooling rate in the former case. Also, more bainite layers are seen in the sample quenched in oil compared to the sample quenched in water. And lower amount of retained austenite and precipitates were observed in the sample quenched in water compared to the sample quenched in oil. Important to mention that austenite grain sizes are almost similar in these two cases.

Microstructures of the quenched samples; a and b in water, c and d in oil, e EDS analysis of the Cu precipitates
Figure 3 shows the microstructures of the samples austenitized at 950 °C and quenched in water and oil, and tempered at 550 °C. The microstructures of these cases are very similar consisting of layers of lath martensite [15,16,17,18,19]. As well, clusters of Cu precipitates and layers of martensite grains are clearly seen in the structure. Comparing Figs. 2 and 3, it can be seen that the amount of retained austenite is lower inside the martensite grains of the tempered specimens compared with the quenched samples. The importance of tempering in this steel is due to the uniform distribution of Cu and other precipitates in the matrix in the form of spheres as opposed to the quenched conditions. This leads to an increase in the strength of the tempered samples compared with the quenched ones [7,8,9,10,11].

Microstructures of the tempered samples at 550 °C under different quenching media: a and b in water; c and d in oil
Figures 4 and 5 show microstructures of samples tempered at 550, and 750 °C after being quenched in water and oil. It can be seen in these figures that grain growth occurs with increasing the tempering temperature [15,16,17,18,19,20]. The microstructures of the samples contain bainite layer, martensite lath and also Cu precipitates. Other carbide precipitates can also be seen in the structure which are mainly in the form of bright points. It can also be seen in Figs. 4 and 5 that the amount of retained austenite in the sample substantially decreases as the tempering temperature rises up hence for higher amount of smaller layer bainite. In fact, it can be seen in these figures that the amount of martensite and retained austenite decrease with increasing the tempering temperature. On the other hand, the amount of bainite increased in such a scenario.

SEM micrographs of the samples quenched in water and then tempered at; a 550 °C, b 750 °C

SEM micrographs of the samples quenched in oil and then tempered at; a 550 °C, b 750 °C
Tensile test results
Figures 6 and 7 show tensile test results for this steel under different processing conditions. From the tensile tests, yield strength of 880 MPa and tensile strength of 910 MPa were obtained which are similar to the literature [20,21,22,23,24]. It is known that the mechanical properties of the HSLA steels are dependent on their initial austenite grain size. Therefore, considering the microstructure of the non-heat treated samples, and the controlled rolling process (thermomechanically processed steel), the controlled deformation in the single austenite phase following with the fast quenching led to a significant grain refinement. This is expected to substantially increase the density of dislocations leading to such high values of yield/tensile strengths. Figures 6 and 7 also show that the yield strength and ductility of the samples that were austenitized and quenched, in water and oil, are lower compared with the non-heat treated cases. However, the tensile strength of the sample quenched in water was higher than the non-heat treated sample. As well, the yield and tensile strengths of the sample quenched in water was higher than the sample quenched in oil. From the microstructure of the quenched only sample that were not tempered, and given the results obtained from the tensile test, it could be said that these sample do not have proper mechanical properties.

Tensile test results for the non-heat treated, austenitized, quenched in water, and tempered at different temperatures

Tensile test results for the non-heat treated, austenitized, quenched in oil, and tempered at different temperatures
Moreover, the results of Figs. 6 and 7 show that the yield/tensile strengths of the sample tempered at 550 °C is higher than the austenitized and non-heat treated samples. The values in this case is higher than the standard values. Tempering at 550 °C led to the presence of lower retained austenite in the microstructure compared to the austenitized sample. On the other hand, Cu precipitates and also other spherical precipitates are better distributed in the tempered situation leading to the presence of more obstacles for the movement of dislocations. This resulted in higher strength level [14,15,16,17,18,19]. Results also show that 550 °C is the optimum temperature for tempering in this steel. As the tempering temperature increases from 550 to 750 °C, the yield/tensile strengths of the steel substantially reduce. At the tempering temperatures higher than 550 °C, a significant grain growth occurs in the system. As well, some of the martensite in the matrix transform to bainite . A combination of these effects leads to a reduction in the strength.
Charpy impact test
Fracture resistance is one of the most important factors in using HSLA X100 steel in industry. Toughness is directly dependent on the initial austenite grain size, especially the ones with thick edges that are distributed throughout the matrix. Therefore, strength and toughness can be controlled with the control of the initial austenite grain size and the Cu precipitates. Most of the strengthening in the high Ni HSLA X100 is due to the clusters of BBC Cu where they exert compression force to the dislocations impeding their movement [15,16,17,18,19]. On the other hand, the interactions of the compression fields and increasing the number of dislocations prevents free movement of the dislocations and increases the toughness of the steel. When high Ni HSLA X100 steel is tempered at temperature higher than the optimum tempering temperature, strength substantially decreases while toughness improves. One of the main reasons for this behavior is the growth of the Cu precipitates. The size of the Cu precipitates is around 24 °A in optimum tempering condition. At higher temperatures, Cu precipitates size deviates from this optimum value and even reaches 40 °A. In such a condition, coherent BCC Cu precipitates transform to non-coherent FCC precipitates [18,19,20,21,22,23]. As well, the growth of the precipitates increases the distance between them reducing the interaction between the Cu precipitates and the dislocations. Indeed, an over-aged conditions is achieved in such a circumstances. The strength decrement and toughness increment due to the increase in tempering temperature is mainly due to the changing Cu precipitates shape from BBC to FCC and also the reduction of dislocation pile up [12,13,14,15,16].
Figure 8 show Charpy impact test results under different conditions of the hi Ni HSLA X100 steel . It can be seen in this figure that the fracture energy is the lowest at the tempering temperature of 550 °C. And as the tempering temperature increases, the fracture energy increases as such. At the tempering temperature of 750 °C, the fracture energy is the highest among the investigated cases.

Charpy impact test results of the high Ni HSLA X100 steel for samples non-heat treated, austenitized and quenched in oil/water and then tempered at different temperatures
Conclusions
A high Ni HSLA X100 steel was thermodynamically processed and its microstructures and mechanical properties were studied in different treatment conditions. The following results were obtained from conducting this research:
-
1.
The results showed that the microstructure of the steel is a mix of ferrite, bainite , martensite, retained austenite and various carbides. Tempering at different temperatures removed retained austenite from the lath martensite and led to a relatively high amount of toughens. The carbides were also uniformly distributed in the tempered conditions. Low temperature tempering removed the retained austenite present in the quenched only conditions.
-
2.
Tensile tests showed that austenitization reduces yield/tensile strengths of the high Ni HSLA X100 steel. Subsequent tempering improved these mechanical properties shortcomings. Results also showed that tempering at 550 °C gave the highest yield/tensile strengths. Increasing tempering temperature from 550 to 750 °C reduced the strengths of this steel.
-
3.
Charpy impact test results indicated that quenching substantially reduced impact energy of the high Ni HSLA X100 steel . Tempering recovered this property. Increasing the tempering temperature from 550 to 750 °C considerably increased fracture energy of the high Ni HSLA X100 steel.
References
Gladman T (1997) The physical matallurgy of microalloyed steels. The Institute of Materials, University Press, Cambridge
Mousavi Anijdan SH (2010) The effect of cool deformation on the microstructural evolution and flow strength of microalloyed steels. Ph.D. thesis. McGill University
Lavvafi H et al (2107) Effects of surface laser treatments on microstructure, tension, and fatigue behavior of AISI 316LVM biomedical wires. Mat Sci Eng A 688:101–113
Thompson SW (2013) Microstructural characterization of an as-quenched HSLA-100 plate steel via transmission electron microscopy. Mater Charact 77:89–98
Chae D, Koss DA (2004) Damage accumulation and failure of HSLA-100 steel. Mat Sci Eng A 366:299–309
Xue Q et al (2003) Constitutive response of welded HSLA 100 steel. Mat Sci Eng A 54:166–179
Das SK et al (2006) The effect of variation of microstructure on fracture mechanics parameters of HSLA-100 steel. Mat Sci Eng A 431:68–79
Tamura I, Sekine H, Tanaka T (1988) Thermomechanical processing of highstrength low-alloy steels. Elsevier, Butterworths, London
Mukherjee S et al (2004) Studies on low-energy nitrogen plasma immersion ion implantation on austenitic stainless steel and Cu-strengthened HSLA-100 steel. Surf Coat Technol 186:282–286
Shome M (2007) Effect of heat-input on austenite grain size in the heat-affected zone of HSLA-100 steel. Mat Sci Eng A 445–446:454–460
Martineau RL, Prime MB, Duffey T (2004) Penetration of HSLA-100 steel with tungsten carbide spheres at striking velocities between 0.8 and 2.5 km/s. Int J Impact Eng 30:505–520
Chattoraj I, Tarafder M, Das SK, Tarafder S (2003) Hydrogen induced brittle crack growth in Cu-strengthened HSLA-100 steels. Mat Sci Eng A 339:136–149
Densley JM, Hirth JP (1998) Mixed mode fracture of an HSLA-100 steel. Scripta Mater 39:881–885
Dai HL et al (2017) Investigation on the influence of damage to springback of U-shape HSLA steel plates. J Alloy Compd 708:575–586
Garcia CI (2017) High strength low alloyed (HSLA) steels. Autom Steels 145–167
Liu Y et al (2016) Effect of step quenching on microstructures and mechanical properties of HSLA steel. Mat Sci Eng A 675:371–378
Guiqin F, Duo J, Miaoyong Z (2015) Effect of austenitizing temperature on the microstructure and mechanical properties of steel. J Eng Sci Technol Rev 8:43–50
Mousavi Anijdan SH, Yue S (2012) The effect of cooling rate, and cool deformation through strain induced transformation, on microstructural evolution and mechanical properties of microalloyed steels. Metall Mat Trans A 43:1140–1162
Janjuševiæ Z et al (2014) Effect of tempering on mechanical properties and microstructure of a high-strength low-alloy steel. Metal Sci Heat Treat 56:81–83
Dhua SK, Ray A, Sarma DS (2001) Effect of tempering temperatures on the mechanical properties and microstructures of HSLA-100 type copper-bearing steels. Mat Sci Eng A 318:197–210
Mousavi Anijdan SH, Sediako D, Yue S (2012) Optimization of flow stress in cool deformed Nb-microalloyed steel by combining strain induced transformation of retained austenite, cooling rate and heat treatment. Acta Mater 60:1221–1229
Mousavi Anijdan SH, Yue S (2011) The necessity of dynamic precipitation for the occurrence of no-recrystallization temperature in Nb-microalloyed steel. Mat Sci Eng A 528:803–807
Mousavi Anijdan SH, Rezaeian A, Yue S (2012) The effects of chemical composition and austenite conditioning on the transformation behavior of microalloyed steels. Mat Charact 27–38
Mousavi Anijdan SH, Yue S (2010) Effect of cooling rate, and deformation in ferrite on the mechanical properties and microstructural evolution of microalloyed steels. Mat Sci Eng 1616–1626
Annual book of ASTM E8/ E8M-15a (2015) Standard test methods for tension testing of metallic materials. ASTM Int 03.01:1–8
Annual book of ASTM A370–14 (2014) Standard test methods and definitions for mechanical testing of steel products. ASTM Int 20–29:1–6
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Mousavi Anijdan, S.H., Sabzi, M. (2018). The Evolution of Microstructure of an High Ni HSLA X100 Forged Steel Slab by Thermomechanical Controlled Processing. In: & Materials Society, T. (eds) TMS 2018 147th Annual Meeting & Exhibition Supplemental Proceedings. TMS 2018. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-319-72526-0_14
Download citation
DOI: https://doi.org/10.1007/978-3-319-72526-0_14
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-72525-3
Online ISBN: 978-3-319-72526-0
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)