
Abstract
Transition to a low-carbon economy requires modernisation of the iron and steel industry. Improvement of energy efficiency of blast furnace ironmaking, development of new and rapid commercialisation of currently developed innovative ironmaking technologies and deployment of carbon capture and storage/utilisation technologies are required to reach sustainability targets. Four scenarios with various combinations of energy efficiency enhancement and different market penetration of breakthrough ironmaking technologies have been developed and analysed. Deployment of the best available technologies is indispensable though not sufficient for cutting CO2 emissions to an extent required by the climate change mitigation targets established by the International Energy Agency. Increased share of secondary steel produced via EAF method using gradually decarbonised electricity also is a prerequisite for substantial cutting of CO2 emissions. Rapid and wide commercialisation of currently developed innovative ironmaking technologies after 2020 allows for reaching emission levels consistent with the targets up to 2030–2040, depending upon the market penetration. However, in the following years even in the most radical modernisation scenario, new impulse is needed to align CO2 emissions with sustainability targets. Hydrogen-based ironmaking, enhanced material efficiency, greater share of secondary steel production and CCS/CCU technologies can play the role of such impulse. Delayed and limited mitigation actions will result in much greater amounts of CO2 emitted to atmosphere with unavoidable impact on climate.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
- Climate change mitigation
- Ironmaking
- Best available technologies
- Breakthrough technologies
- Sustainable development scenarios
1 Introduction
Reducing carbon dioxide emissions becomes increasingly important driver behind the technology advancement of the iron and steel industry under emerging paradigm of industrial transformation towards meeting the climate change mitigation targets (Rynikiewicz 2008).
Iron and steel industry is responsible for 6.7 % of all global anthropogenic CO2 emissions (Worldsteel Assoc. 2015a). In the EU its share in total industrial CO2 emissions is 21 % (Croezen and Korteland 2010). In the countries where iron and steel sector plays more dominant role in the economy, its share is more essential—e.g., 30.6 % in Ukraine (Shatokha 2015). Therefore, cutting CO2 emissions in the iron and steel industry is indispensable for reaching the climate change mitigation targets. Ambitious 2DSFootnote 1 of the International Energy Agency (IEA 2014) envisages reduction of CO2 emissions in the iron and steel industry (including cokemaking) by 28 % in 2050 compared to 2011 is envisaged despite an expected increase in crude steel production by 51 % within the same period. This target is difficult to reach, and the fact that the 2DS contradicts both historical and current development trends in this industry has been noted (IEA 2014).
In Fig. 24.1 the statistic data on crude steel production and total CO2 emissions, calculated using CO2 intensity data (Worldsteel Assoc. 2015a) for the period from 2003 (a year starting from which global data for CO2 emissions are being collected by Worldsteel) to 2014, are shown together with the IEA model for the period of 2020–2050 based on low-demand and high-demand variants of 2DS (IEA 2014). Steel production growth decelerates in both IEA variants but—to some extent—might be considered as a continuation of the current trend. However, the levels and the trend for predicted CO2 emissions fully contradict historic data: unlike in any previous period, the production growth and CO2 emissions have to be decoupled from each other. Obviously, such a transition can hardly be possible on the business as usual basis. Even implementation of the best available technologies might not be sufficient, and a disruptive innovation will be required.

Data on crude steel production and CO2 emissions: historic and predicted in IEA 2DS
The integrated steel production route where a blast furnace is used as the major technology to produce iron represents 71 % of world steel production, standing for 82 % of energy consumption and 88 % of CO2 emissions (Laplace Conseil 2013). More specifically, the blast furnace itself consumes nearly a half of energy of the integrated steelmaking factory (Gutowski et al. 2013). Energy sources in the iron and steel industry are almost completely associated with consumption of fossil fuels; hence, substantial cutting of carbon dioxide emission requires delivery of the following targets:
-
Improvement of energy efficiency of the blast furnace ironmaking
-
Development of new and rapid commercialisation of currently developed radically innovative ironmaking technologies allowing to phase out an iron ore agglomeration and a cokemaking
-
Implementation of carbon capture and storage/utilisation technologies
Current paper explores potential of these options and their combinations for decoupling of carbon dioxide emissions from production growth and for reaching the climate change mitigation targets.
2 Methodology
Steelmaking routes considered in this study, their market shares and CO2 emission intensities are presented in Table 24.1. Data on market shares for 2013 are taken based on the Worldsteel statistics (Worldsteel Assoc. 2015c). In 2013 (final data for 2014 are unavailable at a time of this study), 1.8 t CO2 was emitted to atmosphere per tonne of crude steel (Worldsteel Assoc. 2015b); however, emissions for specific steel production routes are not reported by Worldsteel. Literature data on CO2 emission intensity for specific steel production routes vary in very wide range. With the production levels of blast furnace pig iron, DRI products and crude steel in 2013 (via BOF, OHF, EAF and other methods) reported by Worldsteel, we found it possible to balance CO2 emission intensity for the steel production routes by using the figures represented in Table 24.1 in order to obtain the reported 1.8 t CO2 per tonne of crude steel. Share of scrap in the BOF steelmaking was taken as 15 %.
Figures for 2050 are based on the assumptions on the best available technologies’ deployment (discussed in Sect. 24.3.1 below).
In order to simplify the analysis, BOF and OHF are considered in a combination where the OHFs are gradually phased out being fully replaced by BOF. For the same reason, production of liquid iron in blast furnaces is combined with that in Corex apparatus. Production of all solid reduced iron products via different (current and future) routes is combined to DRI.
The figures for future CO2 emissions per tonne of crude steel required to reach 2DS targets were taken from the paper of Krabbe et al. (2015) where corporate industrial targets are aligned with the IEA model (IEA 2014).
Penetration of the best available technologies (BAT) and the breakthrough technologies (BT) was calculated based on the S-curve model with following assumptions:
-
All technologies reach saturation levels by 2050.
-
The year of rapid penetration growth is taken as 2025 for the BAT and as 2030 for the BT.
3 Technologies and Scenarios
3.1 Best Available Energy-Saving Technologies
Improvement of the efficiency and reducing of the carbon footprint for existing processes through modernisation of the equipment, energy system optimisation and energy recovery based on the proven solutions require less capital investment compared to implementation of novel technologies and can be easily multiplied through the technology transfer (Lee 2013). In the IEA 2DS energy efficiency improvements play a major role, providing 42 % of the total predicted emission reduction in the iron and steel industry. Significant share of this amount is to be reached through blast furnace improvements, notably in India, China and Ukraine (IEA 2014).
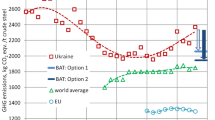
Within the period from 1960 to 2014, the iron and steel industry has reduced its energy consumption per tonne of steel produced by 60 %; however, it is commonly recognised that there is little room for further improvement of energy efficiency on the basis of existing technology (Worldsteel Assoc. 2015a). From 2000 to 2011, energy intensity per one tonne of crude steel decreased by 4.6 % (from 20.7 to 21.7 GJ/t crude steel), although probably more essential improvement was offset by a decline in recycling as a share of total crude steel production from 47 % in 2000 to 29 % in 2011—mostly because China’s steel industry has been developed based on less scrap-intensive BF-BOF route rather than the EAF due to insufficient scrap availability (IEA 2014). Gutowski et al. (2013) show that energy intensity to produce pig iron through blast furnace technology already approaches thermodynamic limit; however, as it can be seen from Fig. 24.2 (data by the IEA), the potential to cut energy consumption varies from country to country in very wide range: for Japan, South Korea, Europe (OECD) and the USA, energy-saving potential is limited within 1–2 GJ per tonne of crude steel, whereas for Ukraine it exceeds 7 GJ per tonne of crude steel. This variety relates to several factors, among which the most important are structure of the industry, conditions of the equipment, BAT penetration and quality of raw materials. As it is seen from Fig. 24.2, blast furnace improvements still have to play a major role in reducing world’s average energy consumption in the iron and steel industry.

Energy-saving potential of the best available technologies (in GJ/t of crude steel and EJ per year) for the world’s major steel-producing countries (IEA 2014)
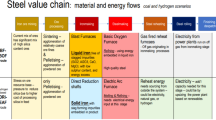
The best available technologies, considered for modernisation of ironmaking in two representative studies by the US Environmental Protection Agency (EPA 2012) and a Reference Report by the Joint Research Centre (JRC) of the European Commission (Pardo et al. 2012), are summarised in Table 24.2. It should be noted that some of these technologies are truly energy saving, whereas some other represent fuel switch from more carbon-intensive coke to coal or hydrocarbons.
In this study we do not distinguish carbon dioxide emissions cutting potential for each technology but consider instead cumulative effect from the BAT deployment in all sub-sectors of the iron and steel industry including iron ore agglomeration, cokemaking, iron and steel making, casting and rolling. According to the IEA modelling (IEA 2010), CO2 emission reduction potential achieved through the BAT deployment accounts for 420 MtCO2 per year, representing 19 % of CO2 emissions in the sector in 2010. Milford et al. (2013) in their forecast use more conservative figure of 14 % based on earlier estimation (IEA 2008). In our study we modelled the effect of BAT deployment for both variants—with 14 and 19 % reduction of CO2 emissions (Table 24.3).
3.2 The Breakthrough Technologies
The technologies under development with greater degree of radicalness are identified in our study as follows.
Top gas recycling blast furnace (TGR BF) is one of the key technologies initiated in ULCOS project of the EU. It implies an oxygen blast with the PCI injection, separation of the top gas into CO2 and CO + N2 with returning the latter after preheating either into conditional tuyeres or to the lower shaft. TGR BF might be an option for both new enterprises and for brown field modernisation. Technological aspects were worked out at the experimental LKAB blast furnace in Luleå, Sweden. With recirculation ratio of 90 %, coke consumption was down by 25 % which corresponds to cutting 24 % of CO2 (ULCOS 2014).
Authors of comprehensive study (Croezen and Korteland 2010) state that “the TGR process does not give a net reduction in energy consumption as reduced coke consumption is balanced by an increased electric power requirement for CO2 separation. Greenhouse gas emissions are reduced if CO2 is sequestered”. However, modelling by Jin et al. (2015) demonstrates possibility to cut energy consumption by 12.2 % and to reduce net CO2 emissions by 35.7 %, even taking into account CO2 emissions related to energy consumed to separate increased quantity of O2 from the air (to produce oxygen blast) and CO2 from the top gas. However, in cited paper all the top gas produced is either separated or burned to reheat the recycled CO, with zero amount of gas entering energy network of an enterprise, which is hardly economically feasible: at an integrated steelwork, blast furnace top gas is indispensable component of energy mix. Reduction of CO2 emissions by 15 % per tonne of final product is considered in paper by van der Stel (2013), and this figure is taken in our analysis.
Pilot implementation of this technology was planned in 2015 at ArcelorMittal Florange (France); however, in 2013 the project has been suspended. Currently it is being continued in the frames of Low Impact Steelmaking project funded by ArcelorMittal and French government, though future timeline for its commercialisation is unclear.
HIsarna is a reduction smelting technology that combines Cyclone Converter Furnace (CCF) and Smelt Reduction Vessel (SRV) . Both CCF and SRV apparatuses have a long history of development. The CCF has been developed by then Hoogovens company in the 1990s with pilot plant processing 15–20 t of iron ore per hour. Iron ore and oxygen were injected into the cyclone where the burning of gas occurs (initially an artificial gas imitating the gas produced in the SRV was used). The product—partially molten and reduced for 10–20 % ore with temperature of 1450 °C under force of gravity—flows down along the walls (in the pilot plan, it was discharged to the slag ladle).
The SRV HIsmelt (high-intensity iron smelting) dates back to oxygen bottom blowing converter KOBM (Klockner Oxygen Blown Maxhutte ) modified to produce iron. First HIsmelt pilot plant with 2 t of hot metal per hour was launched in Maxhutte in the 1980s. Next pilot plant with 8 t of hot metal per hour was erected in Kwinana (Australia), and a larger plant with design capacity of 0.80 Mt of hot metal per year was launched in 2005 and operated till the end of 2008 as the result of collaboration between Rio Tinto, Nucor Corporation, Mitsubishi Corporation and Shougang Corporation (Rio Tinto 2016). Later on HIsmelt has been relocated from Australia to China. Although commissioning of first Chinese HIsmelt plant with 0.5 Mt capacity was planned yet in 2014, we found no information concerning current status of this project. Moreover, according to the IEA data (IEA 2014), 1.0–1.2 Mt HIsmelt-based steelwork was planned to be operational by 2016 in India, but no further information available for this project as well. However, obviously there exists a long-term experience in scaling up and industrial operation for HIsmelt.
In Europe HIsarna (hybrid of the CCF and HIsmelt) is being developed by Tata Steel in IJmuiden as part of the former ULCOS project in collaboration with Rio Tinto as well as with other steelmaking and engineering companies such as ArcelorMittal, ThyssenKrupp Steel, voestalpine Stahl and Paul Wurth. A former hot metal desulphurisation plant has been revamped with erection of HIsarna pilot plant producing 8 t of pig iron per hour. During pilot campaigns in 2012–2014, a possibility of using various coal grades and an upper limit of productivity were studied. For 2015 it was planned to study peculiarities of long-term operation in order to explore possible drawbacks of design and to prepare upscaling. Reaching of 7 t of pig iron per hour benchmark has been reported constituting 88 % of initially designed productivity (Meijer et al. 2015). Demonstration is planned to finish by 2018 with further upscaling and commercialisation after 2020.
Compared to blast furnace ironmaking, the following advantages of HIsarna are noted:
-
Production cost reduces owing to phasing out coking and sintering/pelletising and possibility to use lower-grade coals and other solid fuels.
-
Adaptability to wide range of raw materials including phosphorous ores, titanomagnetites and quartzites.
-
Low inertia and possibility to adjust operation towards availability of materials and other factors without affecting the product quality.
Another reduction smelting technology, Romelt , is under commercialisation in Myanmar by Russian supplier with production capacity of 0.2 million tonnes per year and commissioning expected in 2016 (Tyazhpromexport 2016). However, very little information about current state of Romelt (technology is being developed since the 1980s) is available; therefore, HIsarna is taken to represent the category of reduction smelting technologies in this study.
HIsarna emits more CO2 than a blast furnace; however, thanks to phasing out cokemaking and sintering, the aggregate CO2 emissions per tonne of crude steel are estimated to be 20 % lower compared to conventional BF-BOF route (Croezen and Korteland 2010).
Finex is the ironmaking technology developed by POSCO in collaboration with Siemens VAI. The prototype of Finex is Corex technology developed by Siemens VAI and commercialised in 1989 in SAR and later in India. Corex has two parts: a shaft furnace for iron ore prereduction and a melter gasifier. Relatively low efficiency of utilising reductive potential of the gas in Corex is followed by much higher CO content in a top gas compared to a blast furnace. Therefore, in terms of energy efficiency and CO2 emission reduction, this technology can compete with traditional blast furnace only if (1) top gas is completely utilised for production of electricity in very efficient generators and (2) if CO2 emission factor at power generation of the grid is above 0.9 kg CO2/kWh (Hu et al. 2009), a case for countries where the electricity generation is mostly coal based.
In 1992 POSCO started the development of a novel Finex technology where—in lieu of a shaft furnace—a cascade of fluidised bed reactors is used to heat up and pre-reduce the ore and a briquetting machine is used to compact pre-reduced ore and coal. These novelties enabled the use of low-grade and fine raw materials. Constructed in 1996 laboratory installation with productivity of 15 t pig iron per day was upscaled in 1999 to a pilot plant with productivity of 150 t per day. In 2003 demonstration plant with Finex apparatus producing 0.6 Mt of pig iron per year has been erected, followed by launching in 2007 of the first commercial plant with production capacity of 1.5 Mt in 2007 at Pohang works. Experience attained allowed to simplify the design and to launch in January 2014 Finex plant with productivity of 2 Mt per year (Lee 2009).
The best result achieved so far is 700 kg of solid fuel per tonne of pig iron that corresponds to 97 % of average fuel consumption in blast furnace technology. With the help of better process control, it is expected to reach in the nearest future the benchmark of 680 kg per tonne with further decrease to 660 kg per tonne that will correspond to 93 and 90 % CO2 emissions compared to blast furnace. Longer-term plans envisage application of the CCS with extraction of 0.7 т CO2 per tonne of pig iron that will cut CO2 emissions by 53 % compared to blast furnace. Finex is oxygen-based technology; hence, the CCS efficiency must be better than for the blast furnace top gas (Yi and Lee 2015). In our paper we consider carbon dioxide cutting potential of Finex as 10 %.
Other innovative technologies such as Ironmaking by Hydrogen Flash Smelting and Molten Oxide Electrolysis being developed under the aegis of the American Iron and Steel Institute, as well as ULCOWIN and ULCOLYSIS initiated in the EU-funded ULCOS project (Wins 2012; Sohn 2008). Hydrogen-based ironmaking is also part of the Japan’s COURSE 50 project (Tonomura 2013). However, these technologies are currently still on early R&D stage with commercialisation planned beyond 2030 or even 2050. Although these technologies are not included to our model, a need to develop them is revealed in the discussion below.
3.3 Scenarios
In this study we explore the pathways towards reaching the sustainability targets, established by the International Energy Agency (IEA 2014).
The IEA considers two options—with low and high demand for steel. The direct CO2 emission reduction target is the same in both options, so greater emission reductions are needed in the high-demand case. In 2 °C scenario (2DS), global population and economic growth are decoupled from energy demand. It optimistically assumes technology development, considering that low-carbon technologies will be cost-effective and that barriers associated with regulatory frameworks and social acceptance will be overcome (IEA 2014).
In the 2DS, by 2050 the largely decarbonised electricity mix depends on fossil fuels just for 20 %—down from 70 % in 2011. Based on this assumption, we consider decreasing of CO2 emissions in the non-integrated EAF-based steelmaking route also by 50 % in 2050 (see Table 24.1). The overall share of the EAF in total crude steel production increases to 37 % by 2025 in 2DS (IEA 2014). In our model the EAF share follows the S-curve, reaching this target as envisaged by the IEA in 2025 and arriving to 40 % in 2050.
We studied four scenarios (Table 24.3) where iron and steelmaking technologies are represented as follows:
-
BAT only scenario involves adoption of the BAT; however, it doesn’t envisage deployment of any breakthrough technologies. Steel production structure doesn’t change: the share of secondary steel production through the EAF method is limited at current 25.8 % level (2014). Finex attains limited commercialisation gaining 1 % of the primary iron production market.
-
BAT + scrap scenario in addition to BAT only implies greater availability of scrap resulting at 40 % of steel production through EAF (36.9 % in scrap EAF and 3.1 % in DRI-EAF; see also Table 24.1) in 2050.
-
BAT + scrap + InnoM scenario in addition to BAT + scrap envisages moderate level of BT deployment. In this scenario 65 % of liquid iron still produced in conventional blast furnaces, 5 % in blast furnaces modified for top gas recycling, 20 % in HIsarna and 10 % in Finex.
-
BAT + scrap + InnoR is the most radical scenario where all remaining blast furnaces are modified to produce just 5 % of total liquid iron with top gas recycling, 85 % of liquid iron is produced in HIsarna and 10 % in Finex.
Two variants are modelled—with 14 and 19 % CO2 cutting achieved via BAT deployment.
4 Results and Discussion
Results of modelling of the scenarios described above are shown in Fig. 24.3. It is obvious that the results achieved via BAT only scenario are very far from the IEA targets. However, increased share of steel production via the EAF (in case if electricity generation is decarbonised to a planned level) in BAT + scrap scenario drastically changes the situation, making CO2 emissions very close to the IEA target in 2030–2033 even in case if BATs’ carbon-cutting efficiency is to 14 %. However, further CO2 emission reduction becomes limited arriving at 1.28 t of CO2 per tonne of crude steel in 2050. This behaviour is connected to the features of the model: both decarbonisation of the EAF production and share of secondary steel production follow the S-curve.

Historic trend and modelling of CO2 emissions for the variants with 14 % (a) and 19 % (b) of CO2 emission reduction achieved by BAT deployment
Moderate deployment of breakthrough technologies in BAT + scrap + InnoM scenario only slightly improves the result compared to BAT + scrap: deviation from the IEA target is delayed for about 5 years, and the emission intensity decreases to 1.22 t of CO2 per tonne of crude steel in 2050.
Most radical modernisation with global deployment of breakthrough technologies in BAT + scrap + InnoR scenario allows for reaching the results consistent with the IEA targets during 2033–2040. However, after that, owing to saturation of the market with BTs, emission intensity also deviates from the IEA target achieving the level of 1.07 t of CO2 per tonne of crude steel in 2050.
For the case where BATs will allow cutting CO2 emissions by 19 % (Fig. 24.3b), the results improve quantitatively both in terms of the emissions intensity achieved and delayed deviation from the IEA pathway. Moreover, for the BAT + scrap + InnoR scenario, CO2 emissions’ cutting essentially exceeds the IEA targets within more than 10-year period. However, even for this scenario, neither BATs nor BTs can deliver result established by IEA by 2050 and beyond.
The results of modelling for all scenarios show that well before 2050 another radically new technology (in addition to those analysed in this study and with much higher CO2 cutting potential) shall be developed and rapidly commercialised and/or carbon capture and sequestration/utilisation (CCS/CCU) technologies shall be deployed in order to avoid further increase of greenhouse gases concentration in the atmosphere.
Several ironmaking technologies with very low- or zero-carbon intensity are being developed. In particular, in the mentioned above ULCOLYSIS and Molten Oxide Electrolysis processes , electric potential is used to separate iron and oxygen in molten electrolyte producing liquid iron and oxygen gas by the following summary reaction:
However, this technology still on its fundamental development phase needed to overcome such challenges as stability of anode material (graphite is not acceptable owing to unavoidable CO2 emission carbon, whereas iridium, considered as most promising, is scarce and expensive) and reoxidation of reduced liquid iron. Moreover, this technology is sensible only if the electricity source is fully decarbonised (Wang et al. 2011; Kim et al. 2010).
Several hydrogen-based ironmaking technologies are under development worldwide. In particular flash ironmaking process is being developed by the University of Utah in collaboration with several industrial companies (Sohn 2008). This process is analogue to flash smelting technology, well proven in copper industry and also adapted for production of nickel and lead (Outotec 2016). It has a potential to reduce energy consumption compared to blast furnace ironmaking by 38 %. In case if hydrogen is used as reductant, CO2 emissions will be decreased by 96 %, for natural gas this figure goes down to 61 % and for coal to 31 % (Sohn 2008; Chen et al. 2015). Currently this technology is on the phase of fundamental laboratory experiments and modelling. High cost of hydrogen is mentioned by the developers as the major barrier for commercialisation of this technology (Sohn and Choi 2009).
Generally, the use of hydrogen for metal smelting is considered by the Intergovernmental Panel for Climate Change (IPCC) as a longer-term option for mitigating the industrial CO2 emissions, capable to enter the marketplace only beyond 2030 (IPCC 2007). Various technologies aimed to produce affordable hydrogen with zero- or very low-carbon intensity are being developed nowadays; however, other barriers such as transportation and storage of hydrogen in large quantities shall also be noted (Fekete et al. 2015; Le Duigou et al. 2013).
Other approaches for decreasing carbon footprint from steel industry can also be considered—such as substantially enhanced material efficiency (resulting in the demand for steel decreased below the IEA low-demand model) and more essential share of secondary steel production. Material efficiency scenarios and greater scrap availability scenarios are studied comprehensively in the works by Pauliuk et al. (2013) and Allwood et al. (2010, 2011). Even though both options can be considered as plausible, several challenges are noted such as insufficient quality of secondary steel and lack of control over the capacities to be built in the developing countries despite the availability of unutilised capacities in the developed world (so-called capacity follow demand scenario).
The share of CO2 emissions to be treated through carbon cutting and sequestration or utilisation technologies is shown in Fig. 24.4. Obtained results are generally consistent with IEA scenario envisaging capturing 40 % of the sector’s direct CO2 emissions by 2050 (IEA 2014). In any scenario, to avoid excess of the emissions over IEA targets, CCS/CCU technologies shall be deployed in case if no technology with the carbon intensity lower than that of the technologies included in current analysis is developed and implemented. It should be noted that CCS/CCU technologies still are on early development phase and deployment of CCS may face also social acceptance factor owing to unpredictable effect on the environment.

Share of CO2 capturing in total CO2 emissions for the variants with 14 % (a) and 19 % (b) of CO2 emission reduction achieved by BAT deployment
5 Conclusions
The following conclusions are drawn from the results of this study:
-
1.
Transition to a low-carbon economy in line with the objectives established by the IEA requires rapid and radical modernisation of iron and steel industry.
-
2.
Deployment of the best available technologies is indispensable though not sufficient for cutting CO2 emissions to the extent required by climate change mitigation targets.
-
3.
Increased share of secondary steel produced via the EAF method using gradually decarbonised electricity is a prerequisite for substantial cutting the CO2 emissions. However, problems of scrap availability and quality of secondary steel product shall be addressed.
-
4.
Rapid and wide commercialisation of currently developed innovative technologies after 2020 allows for reaching emission level consistent with the IEA targets up to 2030–2040, depending upon market penetration. However, even in the most radical modernisation scenario, new impulse is needed to align the emissions with sustainable targets. Hydrogen-based ironmaking, enhanced material efficiency, greater share of secondary steel production and CCS/CCU technologies can play the role of such an impulse.
-
5.
Delayed and limited mitigation actions will result in much greater amounts of CO2 emitted to the atmosphere with unavoidable impact on climate.
Notes
- 1.
A scenario where global warming shall be limited to 2 °C.
References
Allwood JM, Cullen JM, Milford RL (2010) Options for achieving a 50% cut in industrial carbon emissions by 2050. Environ Sci Technol 44:1888–1894
Allwood JM, Ashby MF, Gutowski TG, Worrell E (2011) Material efficiency: a white paper. Resour Conserv Recycl 55:362–381
Chen F, Mohassab Y, Jiang T, Sohn HY (2015) Hydrogen reduction kinetics of hematite concentrate particles relevant to a novel flash ironmaking process. Metall Mater Trans B 46:1133–1145
Croezen H, Korteland M (2010) Technological developments in Europe: a long-term view of CO2 efficient manufacturing in the European region. Commissioned by Climate Action Network Europe CAN, CE Delft
EPA (2012) Available and emerging technologies for reducing greenhouse gas emissions from the iron and steel industry. US Environmental Protection Agency, North Carolina
Fekete JR, Sowards JW, Amaro RL (2015) Economic impact of applying high strength steels in hydrogen gas pipelines. Int J Hydrog Energy 40:10547–10558
Gutowski TG, Sahni S, Allwood JM, Ashby MF, Worrell E (2013) The energy required to produce materials: constraints on energy-intensity improvements, parameters of demand. Phil Trans R Soc A 371:20120003. doi:10.1098/rsta.2012.0003
Hu C, Han X, Li Z, Zhang C (2009) Comparison of CO2 emission between COREX and blast furnace iron-making system. J Environ Sci Suppl 21:S116–S120
IEA (2008) Energy technology transitions for industry: strategies for the next industrial revolution. OECD/IEA, Paris
IEA (2010) Energy technology perspectives: scenarios & strategies to 2050. OECD/IEA, Paris
IEA (2014) Energy technology perspectives: harnessing electricity’s potential. OECD/IEA, Paris
IPCC (2007) IPCC fourth assessment report: climate change 2007. 7.12.1 Longer-term mitigation options. https://www.ipcc.ch/publications_and_data/ar4/wg3/en/ch7s7-12.html. Accessed 01 Jan 2016
Jin P, Jiang Z, Bao C, Lu Y, Zhang J, Zhang X (2015) Mathematical modeling of the energy consumption and carbon emission for the oxygen blast furnace with top gas recycling. Steel Res Int 86. doi:10.1002/srin.201500054
Kim H, Paramore J, Allanore A, Sadoway DR (2010) Stability of iridium anode in molten oxide electrolysis for ironmaking: influence of slag basicity. ECS Trans 33:219–230
Krabbe O, Linthorst G, Blok K, Crijns-Graus W, van Vuuren DP, Höhne N, Faria P, Aden N, Pineda AC (2015) Aligning corporate greenhouse-gas emissions targets with climate goals. Nat Clim Chang 5:1057–1060. doi:10.1038/nclimate2770
Laplace Conseil (2013) Impacts of energy market developments on the steel industry. In: 74th session of the OECD Steel Committee, Paris
Le Duigou A, Quéméré M-M, Marion P et al (2013) Hydrogen pathways in France: results of the HyFrance3 project. Energy Policy 62:1562–1569
Lee K-H (2009) POSCO solutions towards low carbon & green growth. Australia-Korea/Korea-Australia Green Business Forum, Sydney
Lee S-Y (2013) Existing and anticipated technology strategies for reducing greenhouse gas emissions in Korea’s petrochemical and steel industries. J Clean Prod 40:83–92
Meijer K, Zeilstra C, Treadgold C, van der Stel J, Peeters T, Borlée J, Skorianz M, Feilmayr C, Goedert P, Dry R (2015) The HIsarna ironmaking process. In: METEC & 2nd ESTAD, Düsseldorf
Milford RL, Pauliuk S, Allwood JM, Müller DB (2013) The Roles of Energy and Material Efficiency in Meeting Steel Industry CO2 Targets Environ Sci Technol 47: 3455−3462
Outotec (2016) http://www.outotec.com/en/About-us/Our-technologies/Smelting/Flash-smelting-Flash-converting/. Accessed 01 Jan 2016
Pardo N, Moya JA, Vatopoulos K (2012) Prospective scenarios on energy efficiency and CO2 emissions in the EU Iron & Steel Industry. EUR 25543 - Joint Research Centre - Institute for Energy and Transport. doi:10.2790/64264
Pauliuk S, Milford RL, Müller DB, Allwood JM (2013) The steel scrap age. Environ Sci Technol 47:3448–3454
Rio Tinto (2016). HIsmelt process. http://www.riotinto.com/ironore/hismelt-process-10659.aspx. Accessed 01 Jun 2016
Rynikiewicz C (2008) The climate change challenge and transitions for radical changes in the European steel industry. J Clean Prod 16:781–789. doi:10.1016/j.jclepro.2007.03.001
Shatokha V (2015) The sustainability of the iron and steel industries in Ukraine: challenges and opportunities. J Sustain Metall. doi:10.1007/s40831-015-0036-2
Sohn HY (2008) AISI/DOE technology roadmap program for the steel industry. TRP 9953: Suspension hydrogen reduction of iron oxide concentrate: final project report, Utah. http://www.osti.gov/scitech/servlets/purl/929441/. Accessed 01 Jan 2016
Sohn HY, Choi ME (2009) A novel green ironmaking technology with greatly reduced CO2 emission and energy consumption. In: Gupta GS, Lollchund MR (eds) international conference on the advances in theory of ironmaking and steelmaking. Allied Publishers Pvt. Ltd, Bangalore, pp 9–27
Tonomura S (2013) Outline of course 50. Energy Procedia 37:7160–7167
Tyazhpromexport (2016) http://www.tyazh.ru/en/projects/metallurgicheskij_kompleks9/. Accessed 01 Jan 2016
ULCOS (2014) ULCOS top gas recycling blast furnace process. Final report. European Commission, EUR 26414. doi:10.2777/59481
van der Stel J (2013) Top gas recycling blast furnace developments for ‘green’ and sustainable ironmaking. Ironmak Steelmak 40:483–489
Wang D, Gmitter AJ, Sadoway DR (2011) Production of oxygen gas and liquid metal by electrochemical decomposition of molten iron oxide. J Electrochem Soc 158:51–54
Wins T (2012) The low carbon future of the European steel sector: presentation for the EU Parliament. http://ccap.org/resource/the-low-carbon-future-of-the-european-steel-sector/
Worldsteel Assoc. (2015a) Steel’s contribution to a low carbon future and climate resilient societies. Worldsteel position paper. https://www.worldsteel.org/publications/position-papers/Steel-s-contribution-to-a-low-carbon-future.html. Accessed 01 Jan 2016
Worldsteel Assoc. (2015b) Sustainability indicators. https://www.worldsteel.org/statistics/Sustainability-indicators.html. Accessed 01 Jan 2016
Worldsteel Assoc. (2015c) Statistics archive. https://www.worldsteel.org/statistics/statistics-archive.html. Accessed 01 Jan 2016
Yi S-H, Lee H-G (2015) The recent update of innovative ironmaking process FINEX. In: 2nd international conference advances in metallurgical processes & materials, Kyiv
Acknowledgements
This work is partially supported by the European Commission through the EUClim project 564689-EPP-1-2015-1-UAEPPJMO-MODULE funded under Erasmus + Programme (Jean Monnet Modules).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Shatokha, V. (2016). Potential of Best Available and Radically New Technologies for Cutting Carbon Dioxide Emissions in Ironmaking. In: Cavaliere, P. (eds) Ironmaking and Steelmaking Processes. Springer, Cham. https://doi.org/10.1007/978-3-319-39529-6_24
Download citation
DOI: https://doi.org/10.1007/978-3-319-39529-6_24
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-39527-2
Online ISBN: 978-3-319-39529-6
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)