
Abstract
Several in situ recovery methods have been developed to extract heavy oil and bitumen from deep reservoirs. Once produced, bitumen is transferred to upgraders that convert low-quality oil to synthetic crude oil. However, the heavy oil and bitumen exploitation process is not just high-energy and water-intensive but also has a significant environmental footprint as it produces large amounts of gaseous emissions and wastewater. In addition, the level of contaminants in bitumen requires special equipment. Therefore, nanotechnology has emerged as an alternative technology for in situ heavy oil upgrading and recovery enhancement. Nanoparticle catalysts are an important example of nanotechnology applications. Nanocatalysts portray unique catalytic and sorption properties due to their exceptionally high surface area-to-volume ratio and active surface sites. In situ catalytic conversion or upgrading of heavy oil with the aid of multimetallic nanocatalysts is a promising cost-effective and environmentally friendly technology for production of high-quality oils that meet pipeline and refinery specifications. Further, nanoparticles could be employed as inhibitors for preventing or delaying asphaltene precipitation and coke formation and subsequently enhance oil recovery. Nevertheless, as with any new technologies, there are a number of challenges facing the employment of nanoparticles for in situ catalytic upgrading and recovery enhancement. The main goal of this chapter is to provide an overview of nanoparticle technology usage, such as ultradispersed nanomaterials, for enhancing the in situ catalytic upgrading and recovery processes of crude oil. Furthermore, the chapter sheds lights on the advantages of the employment of nanoparticles in the heavy oil industry and addresses some of the limitations and challenges facing this new technology.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
- Nanoparticles
- Heavy oil
- Upgrading
- Recovery
- Ultradispersed catalysts
- Hydrocracking
- Reaction kinetic modeling
6.1 Introduction
The worldwide demand for energy has been steadily growing during the past decades. The latest published energy outlooks revealed that oil is still the paramount source of energy supply in the near future. Due to the depletion of conventional oil reservoirs and the soaring global demand for energy in recent years, unconventional oil reservoirs have become more attractive and gained interest from researchers and oil companies. However, due to their nature, these resources are hard to extract, process, and transport. Their exploitation process is both high-energy and water-intensive and also has considerable environmental footprints. Furthermore, these resources themselves usually contain components that have unfavorable environmental impacts. Also, these crudes do not meet the pipeline criteria and therefore need to be upgraded to be suitable for pipeline specifications. In situ upgrading is one promising method for recovering these reservoirs. In contrast to surface upgrading, it needs lower financial investment and substantially reduces the environmental hazard related to surface upgrading processes.
Due to the advances occurred in the field of nanotechnology in recent years, these methods have been utilized for heavy oil and bitumen in situ upgrading. One great example of these methods is the application of ultradispersed (UD) nanocatalysts for in situ upgrading of heavy oils and bitumen. Due to their exceptionally high surface area-to-volume ratio and active surface sites, UD nanocatalysts exhibit a unique catalytic and sorption properties. The use of UD nanocatalysts is a cost-effective and environmentally friendly method for recovering and upgrading unconventional reservoirs. Furthermore, these materials can also be used to inhibit or delay asphaltene precipitation, resulting in further oil recovery. However, similar to any other new technology, several challenges and problems are facing the nanoparticle application in the in situ upgrading process.
In this chapter, the recent advances in the field of UD nanocatalysts will be presented. Different aspects of the topic along with potential challenges and opportunities will be discussed. To this end first, a brief review of the current EOR method for heavy oil and bitumen recovery will be described. Next, the UD nanoparticle synthesis and application will be explained. H-donors will be reviewed next. Then the effect of nanocatalysts on the yielded liquid quality will be introduced. Different parameters like variations in crude viscosity, API, and sulfur content upon catalytic upgrading will be presented. After that nanocatalyst transport behavior in the porous media will be explained, followed by modeling the reaction kinetics of the in situ upgrading process. Finally, some issues related to nanoparticle recyclability and their environmental effect will be discussed.
6.2 The Current Enhanced Oil Recovery Processes
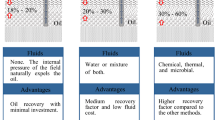
It is estimated that nearly 2.0*1012 of conventional crude oil and 5.0*1012 barrels of heavy oil will remain underground after natural depletion and utilizing the conventional production methods [1]. Enhanced oil recovery (EOR) methods aim to recover this portion of hydrocarbon reservoirs. Typically, EOR processes fall into three categories: thermal recovery, chemical flooding, and miscible displacement methods [2]. Although some researchers consider microbial EOR as a fourth branch, it has not been widely recognized since it has been rarely used in the field.
As a rule, thermal methods are suitable for high-viscosity crudes like heavy oil and bitumen, while chemical and miscible methods are preferred for lighter hydrocarbons like conventional oil. However, the choice of an EOR method depends on a variety of factors like geological characteristics, fluid property, and financial parameters which help the engineers decide on an optimum scenario.
6.3 Thermal EOR Methods
Since the recovery and upgrading of heavy oil and bitumen are the main topics of this book, a brief review of thermal EOR is presented in this section as it is the most prevalent EOR technique for such reservoirs. Thermal EOR has been used for more than 70 years ago and is known as the most sophisticated process to produce crude oil [1]. The best candidates for thermal EOR are mostly heavy oils (10–20° API) and tar sands (≤10°API). Viscosity reduction can be regarded as the most important mechanism to produce heavy crudes in this technique; however, there are other active mechanisms like rock and fluid expansion, steam distillation, and visbreaking. Figure 6.1 shows currently used thermal methods. Thermal EOR generally falls into four categories: hot fluid injection, steam-based methods, in situ operations, and electrical heating. Each of these methods has its own advantages and disadvantages. Furthermore, it is noteworthy to mention that not all these techniques apply to a particular reservoir and their implementation relies on different factors like technical and financial parameters. In the following section, these methods are briefly presented.

Different thermal EOR methods
6.3.1 Hot Fluid Injection
Hot fluid injection techniques refer to methods in which a preheated fluid – usually water – is injected into the reservoir in order to improve the mobility ratio by reducing the oil viscosity. Different fluids like water, air, and solvents might be used in this technique. They might be preheated at the surface or heated using downhole heaters.
In its basic form, hot water is injected into the reservoir to sweep the oil [3]. Hot water is generally an immiscible displacement process in which oil is swept by hot and cold water. Except for some thermal effects, this mechanism is analogous to conventional water flooding, and before selecting this method, the same precautions must be taken that consider the possible consequences of swelling clay.
6.3.2 Steam-Based Methods
Steam-based methods which have been used commercially since the 1960s are believed to be the most advanced EOR techniques implemented in oil reservoirs and therefore have the least uncertainty in comparison with other techniques [4]. However, caution must always be taken while selecting these approaches just like any other EOR method [5].
Like any other thermal EOR method, the main concept behind steam-based processes is to reduce heavy oil viscosity so it can flow easily toward the production wells. Viscosity reduction, however, is not the only active mechanism in this technique, and other mechanisms such as emulsion drive, thermal expansion, solution gas drive, and steam distillation also contribute to the oil recovery process.
One important issue in steam-based processes is to reduce heat loss. If the wells are poorly insulated, then there is a high chance that significant heat loss occurs, resulting in poor performance and changing the technique from steam-based operations to hot water injection instead.
6.3.2.1 Steam Flooding (Steam Drive)
In steam flooding, the steam is continuously injected into the reservoir in order to create a steam zone which reduces the oil viscosity and also retains pressure for the oil displacement [6, 7].
The main difference between hot water injection and steam flooding is the effect of condensing vapor. In steam flooding, the presence of a gas phase results in the light components of the heavy oil to be distilled and carried away. Then by reducing the temperature, this phase would condense and reduce the oil viscosity during condensation, which improves the sweep efficiency [8].
Steam flooding recovery factor is usually higher than hot fluid injection and usually lies between 50 and 60% of the original oil in place, although recovery factors as high as 70% have also been reported [9]. The major drawbacks of this technique are the steam override, excessive heat loss, and higher costs as it is highly energy-intensive [2].
6.3.2.2 Cyclic Steam Stimulation
Cyclic steam stimulation (CSS), also known as huff-and-puff, is a three-stage technique which is operated on a single well. Figure 6.2 shows this process [10]. At first, the steam is injected into a well for a period of 1–3 months. Then the well is shut down, and the steam is allowed to distribute around the wellbore, a phase referred to as a soaking period. Finally, the well is opened to flow. The oil rate increases quickly to high values and stays constant for a while and is then followed by a decline [10]. The production continues until it reaches the economic limit and then the cycle is repeated. The steam-oil ratio for this process changes over time. It usually starts at 1:2 and increases to 1:3 or 1:4 as the number of cycles increases [11]. For this reason, this technique is usually used for one cycle, and then it is converted to the steam drive process.

Schematic representation illustrating the top-down and bottom-up approaches for nanocatalyst preparation [45]. Permissions related to the material excerpted were obtained from Bentham Science Publishers, copyright 2012, and further permission should be directed to Bentham Science Publishers; Nassar, N.N., Iron oxide nano adsorbents for removal of various pollutants from wastewater: an overview. Application of adsorbents for water pollution control, 2012: pp. 81–118
There is a great interest in CSS since it has a quick payout; however the final recovery factors are much less than other thermal processes at around 10–40% of the OIIP. Moreover, as this process requires high-pressure injection, some considerations must be considered about the overburden pressure and also the reservoir geology. Like steam flooding, high costs related to steam generation and gravity override are the main concerns in this technique [8].
6.3.2.3 Steam-Assisted Gravity Drainage (SAGD)
SAGD was first proposed by Butler in the 1970s and was first tested for in situ recovery of Alberta bitumen in 1980 [12]. The main concept of SAGD is two parallel horizontal wells which lie on the same vertical plane. The upper well is responsible for high-pressure steam injection which forms a steam chamber that subsequently results in reducing the oil viscosity and drains the reservoir by gravity. The drained oil moves toward the lower well which is a production well, and the fluid is pumped to the surface. There are several important operational and geometric parameters in SAGD operation like rock permeability, reservoir heterogeneity, oil reservoir thickness, and well separation, which needs to be addressed; however high vertical permeability is considered the most important parameter as it is crucial to the performance of this method [13,14,15,16].
SAGD process is highly energy-intensive. This method results in a high amount of greenhouse gas emission, and a large volume of water is required to generate steam. Therefore, some variations of this technique have been proposed to decrease the high energy intensity of the process. VAPEX,Footnote 1 ES-SAGD,Footnote 2 and SAGPFootnote 3 are the most important variations which have been proposed so far.
6.3.2.3.1 VAPEX
Although VAPEX is a variation of a SAGD, it is not a thermal process [17]. The concept behind VAPEX is analogous to SAGD; however instead of steam, a solvent (or a mixture of solvents) is injected into the reservoir. The choice of a solvent depends on reservoir pressure and temperature. Typical solvents are ethane, propane, and butane which are injected along with a carrier gas like N2 or CO2. Viscosity reduction is the main active mechanism in this process for oil recovery. Since viscosity reduction in VAPEX relies on molecular diffusion and mechanical dispersion which are inherently slow processes, its efficiency is less than SAGD. The cost of solvent and probability of subterranean water contamination are among the most important concerns regarding this technique.
6.3.2.3.2 ES-SAGD
ES-SAGD lies between SAGD and VAPEX because it utilizes both steam and solvent in the injection well to reduce the crude viscosity. In fact, ES-SAGD benefits from both steam and solvent in order to increase efficiency with respect to VAPEX and decrease energy intensity compared to SAGD. Typical recovery factors between 40 and 60% have been reported for this process [18].
6.3.2.3.3 SAGP
This is another variation of the SAGD technique. In order to reduce the high energy demand to produce steam in the SAGD process, a non-condensable gas like natural gas or nitrogen is injected into the reservoir along with steam [19].
6.3.3 In Situ Combustion
In situ combustion (ISC) or fire flooding has been around since the 1920s [20,21,22]. This technique has been applied to hundreds of fields so far [23,24,25]; however only a few numbers of projects were economically favorable [25, 26]. ISC is achieved by igniting a portion of OIIP via injection of air or oxygen into the reservoir. This process creates a huge amount of heat which mobilizes the unburnt portion of the reservoir [25, 27]. Unlike steam-based methods in which the heat is transferred from outside of the reservoir, in situ heat creation in ISC results in very low heat loss which makes this technique energy-efficient. Moreover, since all reactions are taken place inside the reservoir, there is a minimal environmental footprint. Furthermore, a great advantage of this method is that ISC is able to partially upgrade the heavy crude and bitumen via thermal cracking. However, there are some drawbacks associated with ISC. The main problem that prevents its widespread usage is the difficulty associated with controlling the process, and gas overriding, channeling, and unfavorable gas-oil mobility ratios are the crucial problems. The main variations of ISC are forward combustion, dry or wet; reverse combustion; high-pressure air injection; THAIFootnote 4; and THAI-CAPRI.Footnote 5
In forward combustion, the combustion front movement is in the same direction as the air flows, but in reverse combustion, it is vice versa. When the air is being injected alone, the process is called dry combustion [28], while water injection can also be used during combustion to recover the heat from the burnt zone which is called wet combustion [29]. Reverse combustion performance in field tests was poor because the process is diminished due to the oxygen consumption before reaching the production well. In contrast to forward or reverse combustion, high-pressure air injection involves low-temperature oxidation of the crude. This process has been implemented on several light oil reservoirs. Due to the importance of THAI and THAI-CAPRI, processes in improving oil recovery, and in situ upgrading of heavy oil and bitumen, these methods are discussed separately in more detail in the following sections.
6.3.4 THAI
The toe-heel-air-injection is a novel process which was first performed by Petrobank in 2006, at Christiana Lake, Alberta, Canada [2]. The technique basically benefits from the ISC concepts; however unlike ISC, it uses a horizontal production well which helps to control the combustion front. In this technique, the air is injected from the vertical well, and then a combustion front is created by igniting a portion of reservoir oil. This front is propagated through the reservoir via a horizontal well from its toe to its heel which finally results in a stable combustion front and also eliminates the gas overriding problem [30, 31].
Another advantage of THAI over conventional ISC is a short-distance displacement of the mobilized oil. In ISC the mobilized oil must move hundreds of feet from the injection well to the vertical production well, whereas in THAI the mobilized oil moves only a couple of feet which yields more oil recovery and higher production rates [32]. Experimental studies show recovery factors as high as 80–85% for THAI which makes it an ideal technique for heavy oil and bitumen recovery [33]. Moreover, THAI is applicable to a higher number of candidate reservoirs compared to other techniques that cannot be used because of low reservoir pressure, high depth, or low thickness.
Partial in situ upgrading of the heavy oil and bitumen is a further benefit of the THAI process that is believed to occur via carbon rejection reactions (thermal cracking) in the coke and mobile oil zone (MOZ). This process is not only beneficial for the amount of oil recovery but also increases the oil quality which makes it easier for transportation and decreases the subsequent refinery operation costs. Experimental studies and pilot tests have shown a decrease of sulfur and heavy metal contents in the partially upgraded oil recovered by THAI [2]. In summary, THAI technique has the following advantages: higher recovery factor (around 80%) compared to the current steam-based or conventional ISC methods; partially upgrading the heavy crude and bitumen which makes them appropriate for pipeline transport and reduced refinery costs; the short flow path of the stimulated oil which reduces the instability associated with the longer flow path in conventional methods; and more environmentally friendly since less greenhouse gas is emitted and smaller surface footprints are associated with it.
Like any other EOR method, there are basic criteria which must be considered when selecting the THAI technique. The followings are some important parameters which need to be accounted for before THAI is chosen for a particular reservoir: there should not be any natural or hydraulic fractures in the reservoir; THAI is applicable in sandstone formations; the minimum thickness of the pay zone must be 6 m; in case of a bottom water drive existence, the thickness should be less than 30% of the oil zone; the viscosity and density of the crude should be higher than 200 mPa s and 900 kg/m3, respectively; reservoir horizontal and vertical permeability should exceed 200 and 50 mD, respectively. Moreover, the value of \( \frac{K_V}{K_H} \) should be more than 0.25; the amount of water cut at the beginning of the THAI should be less than 70%.
It is noteworthy to consider that these are the necessary conditions which should be met before selecting THAI, however, the final decision depends on laboratory screening and reservoir simulation predictions of the process [34].
6.3.5 THAI-CAPRI
Heavy oil and bitumen transportation and refining have always been a major challenge for engineers. Surface upgrading has been used to modify the oil properties in order to meet the pipeline criteria; however surface upgrading can cost up to hundreds of millions of dollars [35]. In situ upgrading therefore seems to be a more favorable choice both financially and environmentally.
The idea of downhole catalytic upgrading using conventional ISC was first proposed by Moore et al. and Weissmann et al. [36,37,38]. In this process, a catalytic bed is placed in the reservoir near the production well. By passing the oil through the catalytic bed at a certain pressure and temperature, the catalytic reactions take place, and the upgraded oil drains into the production well. Although this process was tested successfully by Moore and Weissmann [36,37,38], there are two major problems with conventional ISC. First, the catalysts should be externally heated, and second, as the combustion front is not in contact with the production well, the oil passing the catalyst bed is relatively cold and can cause severe cocking, fouling the catalyst bed.
Despite conventional ISC, the THAI process seems to have great potential for inclusion in catalytic upgrading since its unique well geometries can prepare a suitable medium with desired pressure and temperature for catalyst activation.
As previously discussed in MOZ, thermal cracking reactions take place which can act as a precursor for the catalytic upgrading process in situ (CAPRI). The reactants in this process are combustion gases and water (steam). By passing these reactants through MOZ and their contact with the catalytic bed, the condition is prepared for catalytic upgrading of the previously partially upgraded oil (THAI). The equations governing the above reactions in THAI-CAPRI process are as follows [39]:
Thermal cracking (pyrolysis):
Oxidation of coke (high-temperature oxidation):
Carbon rejection:
Hydrogen addition:
The required hydrogen responsible for upgrading the heavy oil and bitumen is thought to be formed by water-gas shift reactions [39]:
Gasification of hydrocarbon:
Water-gas shift:
There are some challenges with the CAPRI process which need to be addressed before deciding on its application. Heavy oil and bitumen usually contain more than 5% sulfur and a high amount of heavy metals like Ni and Vanadium which can deactivate the catalyst quickly. Moreover, during thermal cracking of heavy oil and bitumen, coke is produced which can cover the catalyst bed and prevents its performance as a catalytic upgrader.
6.3.6 Electrical Heating
This method has not been used as much as the previously mentioned thermal methods. However, there have been some attempts to use electrical heating in order to increase oil recovery and in situ upgrading of the heavy oils. For example, ExxonMobil established a method called Electrofrac. In this technique, a conductive material is placed in hydraulic fractures of an oil shale which then forms a heating element [40]. Although these methods seem promising, they require a huge amount of electrical energy input, which may limit the possibility of their commercial use [2].
6.4 Ultradispersed Nanocatalysts
A catalyst is a substance that changes the rate of a chemical reaction and remains unaltered at the end of the process, making it possible to gain the desired products with a lower energy barrier.
A minimum amount of energy is required for a chemical reaction to occur. Catalysts help to reduce this required energy by providing active sites for adsorption and reaction where the products are created. For a catalytic reaction to occur, it is crucial for the reactant to attach to the catalyst active site. One drawback of conventional catalysts was the deactivation problems which occurred when the connection between catalyst and reactant was lost. For example, during in situ upgrading in the THAI-CAPRI process, coke deposition on catalytic beds usually resulted in their deactivation and affected the performance of the upgrading process.
UD nanocatalysts were developed mainly to overcome the pore plugging problem [41]. Due to their small size, which is usually around 100 nm, UD nanocatalysts offer a greater surface area, which means more active sites, resulting in a longer activation time. Another advantage of the UD nanocatalysts, compared to their conventional supported catalysts, is that the former can flow with the feedstock in the reaction media which makes the reaction time longer. In general, the advantages of nanocatalysts can be categorized as follows:
-
Improved catalytic performance due to their large surface area-to-volume ratio.
-
The increased probability of reactant-catalyst interaction due to the mobilization of nanocatalysts inside the reactor.
-
The absence of any fixed bed and elimination of the necessity of catalyst replacement results in longer run times for conversion.
-
In the absence of any pores in UD nanocatalysts, loss of activity will not occur compared to its supported catalyst counterpart [42].
-
Successful field applications will reduce the operating costs as well as environmental issues associated with bitumen production such as greenhouse gas emission and solid waste by-products [43].
-
Propagation of nanocatalysts inside the porous media and reacting in situ beside bitumen dissolution will result in viscosity reduction of the produced fluid.
Transition metals like Mo, Co, Ni, Fe, and Cr are usually used to form the UD nanocatalyst composition. Molybdenum is the most common transition metal used since it has superior performance in regard to increasing conversion and reducing the boiling point and micro carbon residue (MCR).
6.4.1 Synthesis of Nanoparticles
In order to manufacture nanoparticles, several methods have been proposed so far [41, 42, 44,45,46,47,48]. These methods can be classified into top-down and bottom-up methods as shown in Fig. 6.2 [45]. In top-down approaches, nanoparticles are prepared directly from bulk materials. They use physical methods such as milling or grinding, laser-beam processing, repeated quenching, and photolithography to generate isolated atoms [42]. Bottom-up approaches occur when molecular components as starting materials are linked with chemical reactions, nucleation, and growth processes, to promote the formation of nanoparticles [49,50,51,52,53,54,55,56,57].
Bottom-up methods consist of different approaches for nanocatalyst preparation, such as water-in-oil microemulsions or reversed micelles [41, 46, 52], chemical reduction [50], hot soap [49, 54], sol-gel [56], pyrolysis [57], and spray pyrolysis [55]. The water-in-oil microemulsion method is commonly used for the in situ formation of nanoparticles in a heavy oil matrix. An emulsion preparation is obtained by mixing oil, water, and a stabilizing agent such as surfactant [53]. Microemulsions have specific properties like very low interfacial tension, small microstructure, thermodynamic stability, and translucence, which make them suitable for a variety of applications [58]. The water-in-oil (w/o) microemulsion preparation technique is thoroughly described in the literature [41, 46, 52, 53]. In brief, a w/o emulsion is formed, and then an aqueous solution of corresponding metals is added to it. The sample is mixed for a certain time, and then a base aqueous solution is added to initiate nucleation and the growth of the nanoparticles, which remain stable in the suspension.
Nanocatalyst preparation can be achieved through mixing two reacting systems (one containing the precursor salt and the other a reducing agent) in the form of microemulsions [59]. Capek has reported a comprehensive study on the preparation of nanoparticles in w/o microemulsions with formulations for Fe, Pt, Ni, Au, Cd, Pd, Ag, and Cu. Therefore, microemulsions are deemed as a breakthrough for nanocatalyst preparation, particularly for in situ applications such as bitumen upgrading and recovery. For heavy oil conversion, an emulsion was developed in the presence of water claiming steam cracking of vacuum gas oil (VGO) catalyzed by a catalytic emulsion [60]. Furthermore, a hydroprocessing reaction was successfully catalyzed by implementing a catalytic nanoparticle solution prepared by the decomposition of w/o emulsion [61]. Thompson et al. investigated the Mo nanoparticle reaction performance for Athabasca bitumen upgrading [62]. They explored the formation of mixed oxy-carbides composed of MoO2, MoO3, and MoC as well as the agglomeration of nanocatalysts promoted by surfactant-media interactions in a lab-scale reactor packed with sand particles. In another attempt, a microemulsion method was utilized to prepare Ni, Mo, and Ni-Mo nanoparticle (approximately 10 nm) hydrodesulfurization with the potential of using for both surface and in situ upgrading [63]. Although nanocatalyst synthesis and preparation is believed to be fully established, their stability inside the prepared/reaction media and control over particle size as well as particle recovery and regeneration are still challenging issues that need to be addressed.
UD nanocatalyst mechanical separation and deposition have been investigated based on their movement inside the viscous fluid media in a cylindrical geometry [64]. These parameters were modeled based on 2D and 3D convective-dispersive models. Experimental data was used to validate these models [64]. According to the literature, the dispersion coefficient is a function of fluid medium properties (density, viscosity, and volumetric flux), and a high-dispersion coefficient value demonstrates the particle tendency for sedimentation in a medium [64]. Moreover, the “critical particle diameter” factor was defined to represent the particle deposition tendency [64]. Based on the particle and medium condition (i.e., initial particle concentration, velocity change, and medium viscosity change), sedimentation of UD particles could take place followed by a change in the properties of the medium in a lower or higher critical particle diameter.
Alamolhoda et al. [65] proposed another technique to prepare catalyst for water-gas shift reactions (WGSR). This method avoided the impregnation, drying, and further calcination steps and produced active catalysts for low-temperature WGSR. The preparation method is appropriate and incorporates nickel and cerium efficiently into the silicate MFI structure; however before conducting the WGSR test, the produced catalyst must be activated in hydrogen at a high temperature to reduce the oxidation state of nickel. Therefore, the high surface area of the structured silicate-based catalyst provides a controlled reaction medium, while its pore structure increases the dispersion and lifespan of the catalytic active sites. The authors found that the catalysts produced catalyze and accelerate the WGSR with no methane production at 230°C. During the activity test, nickel catalyzed the WGSR, and cerium promoted the catalyst because of its ability to provide the required oxygen [66].
Particle size and sufficient quantity per volume of reactive oil are two main factors governing the UD nanocatalyst hydro conversion performance. Catalyst activity is dictated by its composition and the degree of dispersion. The catalysts in a well-dispersed condition favor the uptake of hydrogen, which results in the reduction of coke formation. In the following section, the performance of UD nanocatalysts versus conventional catalysts in in situ upgrading will be discussed.
6.5 Proof of Concept
As mentioned in the previous sections, the THAI-CAPRI process is one of the most efficient techniques for bitumen and heavy oil recovery. This technique benefits from both thermal cracking via combustion reactions and catalytic cracking. However catalytic deactivation upon asphaltenes, coke, metal, and heteroatom deposition is a major issue regarding this technique [67, 68]. Moreover, there exist many complications related to fixed-bed pattern design which could be eliminated by UD nanocatalyst application [69].
Hart et al. [70] investigated the performance of UD nanocatalysts in THAI-CAPRI operation and compared it to the conventional fixed-bed catalytic upgrading. Co-Mo/Al2O3 was used as a catalyst in a fixed-bed test at a temperature of 425°C, pressure 20 bar, and residence time of 10 min. A batch reactor was used for these UD nanocatalyst tests. The operational parameters, like residence time and catalyst-to-oil ratio (CTO), were kept the same to guarantee the dynamic similarity. The upgrading performance of each method was evaluated based on API gravity, viscosity reduction, impurity removal, and true boiling point distribution. According to their results, a fixed-bed technique could increase the API around 5.6°, while dispersed ultrafine catalysts enhance the API up to 8.7°. Viscosity is another important parameter which has a tremendous effect on heavy oil transportation.
A fixed bed was able to reduce the initial 1091 mPa s (feed oil) around 97.4%, to 28.4 mPa s. On the other hand, UD nanocatalysts could reduce the viscosity amount down to 7 mPa s which is again superior compared to its fixed-bed counterpart. Product oil true boiling point (TBP) was another criterion which was compared between the above methods. Figure 6.3 shows the TBP distribution results.

UD nanocatalyst effect on fractions TBP for different systems [70]. Permissions related to the material excerpted were obtained from Elsevier, and further permission should be directed to Elsevier; Hart, A., M. Greaves, and J. Wood, A comparative study of fixed-bed and dispersed catalytic upgrading of heavy crude oil using-CAPRI. Chemical Engineering Journal, 2015. 282: pp. 213–223
According to Fig. 6.3, UD nanocatalysts and fixed-bed catalysts could reduce the residue fraction from 24 vol% in the feedstock to 10 vol% and 13.3 vol%, respectively. Meanwhile, the gasoline fraction was increased from 34.6 vol% in the feedstock to 45.5 vol% for fixed-bed and 56.6 vol% for UD nanocatalysts. This could be attributed to the accessibility of active sites in the case of UD nanocatalysts so that heavy molecules have better access to them, while in fixed-bed catalysts, the long diffusion path length leads to pore plugging and deactivation [71, 72]. It is also noteworthy to mention that thermal cracking alone produced the most residue fraction among all cases, which shows the importance of catalytic cracking in reducing the residue fraction. UD nanoparticles also showed better performance in removing asphaltene, sulfur, and metals from the crude. Table 6.1 shows the amount of unwanted constituent removal for the 4 different scenarios.
Table 6.1 clearly shows that dispersed ultrafine nanoparticles surpass thermal cracking and fixed-bed catalyst techniques. The poorer performance of the fixed-bed catalysts is related to their large size, which results in lower surface area compared to ultrafine catalysts, therefore limiting access to their active sites.
In another study, Galarraga et al. [51] investigated the effectiveness of submicronic multimetallic catalysts in the bitumen hydrocracking process. In this study, NiWMo submicronic catalysts were derived from emulsified metallic aqueous solutions in order to evaluate their impact on bitumen upgrading. The experiments were conducted in a batch reactor at a total pressure of 3.45 MPa, temperature from 320 to 380°C, stirring speed of 500 rpm, and 3–70 h reaction times. They concluded that bitumen upgrading was enhanced by the proposed submicronic multimetallic catalysts by increasing the hydrogen-to-carbon ratio and decreasing both viscosity and coke formation.
6.6 Hydrogen Addition Processes
In the in situ upgrading technology, hydrogen addition processes allow the manipulation of the crude oil molecular composition by breaking bonds and adding hydrogen to those large molecular chains. This process leads to a higher H/C ratio and a slight density reduction of the fluid. In fact, this process makes the large molecules more reactive or more prone to crack. Other reactions eliminate contaminants and improve the quality of the fluid.
Hydrogen addition reactions are summarized in Table 6.2. The main characteristic is that the heavier the feedstock, the higher the severity of the conditions for treatment [61].
As shown in Table 6.2, the main hydroprocesses are as follows: hydrotreating, hydrocracking, and mild hydrocracking. Hydrocracking is classified as a destructive hydrogenation process in which the carbon-carbon bond is broken, followed by hydrogenation. This process leads to saturated products with a lower boiling point. It consists of a combination of cracking, hydrogenation, isomerization, and treating operations [73]. On the other hand, hydrotreating is a nondestructive mild processing condition reaction. Its main objective is to eliminate contaminants like sulfur, nitrogen, oxygen, and metals. The most important hydrotreating processes are hydrodesulfurization (HDS), hydrodemetallization (HDM), hydro denitrogenation (HDN), and hydrogenation of complex structures [74].
6.6.1 Hydrogen Donors
As previously discussed, heavy oils encounter two major problems: transportation and processing. It is proven that both problems can be solved by utilizing upgrading techniques. Hydrogen addition and carbon rejection are two major mechanisms responsible for heavy crude oil upgrading. Carbon rejection is usually performed by delayed coking techniques, while hydrogen addition-based technologies mostly utilize catalytic hydroprocessing.
The benefits of the introduction of hydrogen during in situ upgrading offer much promise. In fact, hydrotreating processes play three important roles for heavy oils: desulfurization, pretreatment for fluid catalytic cracking processes, and hydrocracking [8]. Utilizing hydrogen donors is one approach used to add hydrogen to the upgrading process. The idea of using H-donors was first introduced in 1933 when it was employed for the hydrogenation of coke to treat oil residue. Since then, different H-donors were introduced and utilized for different applications but with the same concept of releasing hydrogen to enhance the specific operations [75].
H-donors are chemical compounds that have the ability to transfer hydrogen to heavy crude oil. Based on hydrogen donor capacity, cost, and degradation conditions, different H-donors have been introduced. It has been proven that the use of H-donors can significantly enhance the upgrading process.
A proper H-donor should be capable of diminishing the retrogressive reactions by capping free radicals. The rate of progressive and retrogressive reactions is controlled by the H-donor quality. Suitable H-donors like tetralin can promote the relative rates of the progressive reactions, whereas weak H-donors like naphthalene advance the retrogressive reactions [76, 77]. In the upcoming sections, different aspects of H-donors and their effect on upgrading will be discussed.
6.6.2 Different Types of H-Donors
Practically any organic compound which has a low oxidation potential can be utilized as an H-donor. The low oxidation potential allows H-donors to transfer the hydrogen(s) to the substrate under mild reaction conditions. The optimum donor selection is related to different parameters like the nature of the reaction, its availability, and its solubility in the reaction medium. Some H-donors are polyaromatics like pyrene, fluoranthene, and basic nitrogen compounds such as quinoline [78, 79]. Tetralin, decalin, and naphthalene are some other H-donors which have been used so far. Although these H-donors are so well known, problems associated with their recovery and reuse and their high prices made researchers use other H-donors like alcohols, hydroaromatic, cyclic ethers, and formic and ascorbic acids [80]. Some researchers have also used certain crude oil fractions as H-donors [81, 82]. These fractions are usually rich in compounds with condensed aromatic rings like alkyl naphthalene and phenanthrenes alkyls. In the following sections, some of the most popular model molecules which are used as H-donors are discussed in more detail.
6.6.3 The Applicability of H-Donors with UD Nanoparticles
In the previous sections, it was proven that the use of UD nanoparticles can overcome the problems associated with catalyst blockage during in situ upgrading of heavy oil. On the other hand, the in situ-generated hydrogen via water-gas-shift is not usually sufficient to diminish the amount of free radical formed during heavy oil pyrolysis, and to assist the upgrading process; an external source of hydrogen is required. H-donor addition is one of the methods which is used to provide the desired amount of hydrogen in the reservoir. Hart et al. [83] investigated the effect of cyclohexane as H-donors in UD catalytic upgrading of heavy oil. The results indicated that the presence of an H-donor could enhance the yield of the upgraded oil and also suppress coke yield [83]. Table 6.3 shows the effect of H-donor in enhancing the liquid yield product and reducing the coke formation. Their results also demonstrated that by choosing the proper donor-oil ratio, upgrading with H-donors present better performance than using the hydrogen atmosphere.
6.6.4 Challenges and Opportunities
There are several methods to introduce hydrogen to the upgrading process. Using H-donors has some benefits over some conventional methods like injecting molecular hydrogen. Due to the low molecular weight of molecular hydrogen, it has a high diffusion capacity and is readily combustible, which results in a high-risk operation [75]. Moreover, using H-donors with thermal processes has some other advantages, including increased distillate yields, lower coke formation, the option of using several compounds depending on the technical and operational issues, and the process can be either pure thermal or catalytic.
On the other hand, like any other operational method, there are some drawbacks associated with H-donors: difficulties associated with H-donor separation from the product stream and the lack of any universal guideline for the H-donor application. The process effectiveness is highly dependent on the operating conditions and crude properties; the operation may not be fully predictable since the exact mechanism behind hydrogen transfer is not understood yet; the performance of external rehydrogenation cycles may be required to justify their cyclical hydrogen transfer.
6.7 Liquid Quality Enhancement
Evaluation of product quality is crucial in any upgrading process to determine the extent of the increased value of heavy feedstocks. Product quality determines the process cost-effectiveness, transportation pipe designs, as well as processing facility specifications [84]. It is therefore necessary to evaluate the quality of the liquid streams produced based on hydrocarbon quality parameters like hydrogen-to-carbon ratio (H/C), API gravity, viscosity, MCR, sulfur, and nitrogen content.
6.7.1 H/C Atomic Ratio
One of the main characteristic properties of heavy oil and bitumen is the low value for the H/C ratio. The H/C ratio for different crude oil cuts is shown in Fig. 6.4 [85]. During the heavy oil upgrading, the H/C ratio increases. Cracking and hydrogenation are two main mechanisms in any thermal upgrading process in which heavy molecules decompose to lighter components with smaller molecules as well as higher H/C ratios [86]. Galarraga and Pereira-Almao [87] employed a batch mode to investigate the catalytic hydroprocessing reactions of Athabasca bitumen. They used nanocatalyst suspension in situ by using heavy oil emulsion and subsequently tested in a batch reactor working at marginal levels of hydrogen and sand for bitumen upgrading.

Hydrogen-to-carbon ratio for the various petroleum cuts [86, 88] with permission. Permissions related to the material excerpted were obtained from Elsevier, and further permission should be directed to Elsevier; Hashemi, R., N.N. Nassar, and P.P. Almao, Nanoparticle technology for heavy oil in-situ upgrading and recovery enhancement: Opportunities and challenges. Applied Energy, 2014. 133: pp. 374–387
Their results revealed that nanocatalysts could promote the bitumen upgrading process by significantly increasing the H/C atomic ratio and reducing both viscosity and coke formation [87]. Moreover, a remarkable reduction of sulfur and MCR was also observed. The H/C ratio enhancement as a function of residue conversion for products obtained at 653 K and 3.45 MPa is shown in Fig. 6.5. The graph shows a polynomial trend for H/C ratio enhancement, which clearly provides sufficient evidence for the effectiveness of nanocatalyst presence inside the porous media and effective incorporation of hydrogen within the liquid products. According to these results, nanocatalysts can increase the H/C ratio via hydrocracking followed by the hydrogenation process. Furthermore, higher H/C ratios take place at higher conversion values.

Hydrogen-to-carbon ratio (H/C) of Athabasca bitumen at different conversions of residue for reaction performed at 653 K [87]. Permissions related to the material excerpted were obtained from the American Chemical Society, copyright 2010, and further permission should be directed to the American Chemical Society; Galarraga, C.E. and P. Pereira-Almao, Hydrocracking of Athabasca bitumen using submicronic multimetallic catalysts at near in-reservoir conditions. Energy & Fuels, 2010. 24(4): pp. 2383–2389
6.7.2 Viscosity Reduction and API Enhancement
Viscosity and API are the most important parameters regarding the pipeline specification requirements. One of the main ideas behind any upgrading process is to modify these parameters to make them suitable for fluid transport through the pipeline. For commercial transportation, bitumen API gravity should be in the range of 19–21° API, and bitumen viscosity should be decreased to approximately 250 cP at 283 K [89]. Reported results for both batch and pilot tests indicate the effectiveness of nanocatalysts in lowering the heavy oil and bitumen viscosity after upgrading [64, 87]. Surface upgrading and adding diluent has long been used to reduce the bitumen viscosity [90]. However, recent findings in the field of UD nanocatalyst application showed that these catalysts can be employed in situ to enhance the bitumen quality that can meet pipeline transportation criteria without any diluent addition. These results have been obtained by testing UD nanocatalysts in both batch and packed bed reactors in the presence of hydrogen. The performance of UD nanocatalysts from a batch reactor and packed bed reactor experiment is shown in Fig. 6.6 [87]. According to Fig. 6.6, nanocatalysts could substantially reduce the bitumen viscosity.

Viscosity of liquid products from reaction at constant pressure of 3.45 MPa, temperatures of 593, 623, and 653 K, and at reaction times from 3 up to 70 h [87]. Permissions related to the material excerpted were obtained from Elsevier, and further permission should be directed to Elsevier; Hashemi, R., N.N. Nassar, and P.P. Almao, Nanoparticle technology for heavy oil in-situ upgrading and recovery enhancement: Opportunities and challenges. Applied Energy, 2014. 133: pp. 374–387
Reaction time and temperature are two main parameters affecting the bitumen viscosity. The results (batch and pilot tests) showed that the extent of viscosity reduction increases as the reaction time and temperature increase. The viscosity of the produced fluid is also dependent on the carrier type. The lighter the carrier, the more viscosity reduction will be achieved.
Figure 6.7 displays the results obtained for in situ oil upgrading technology (ISUT) in carbonate rocks already packed with Ni-Mo nanocatalyst [91]. In that method, the recovered vacuum residue from the produced oil is reinjected into the reservoir as a heat carrier along with nanocatalyst and hydrogen to provide the required energy for activating hydro-upgrading reactions. It is seen in Fig. 6.7, when there is less than 7% of VR conversion, there is a decrease of one order of magnitude in viscosity at 100°C. Also, at 35% conversion of VR, the viscosity was decreased by 99.8%. In addition, a reduction in the asphaltene content of 51% and an increment on the API gravity by 8° API were reported [91]. All these properties changed considerably due to the presence of the nanocatalyst; without it, unstable oil would result.

Variation of viscosity based on VR (vacuum residue). Red dot corresponds to feed’s properties [91]. Permissions related to the material excerpted were obtained from Elsevier, and further permission should be directed to Elsevier; Elahi, S.M., et al., In-situ upgrading and enhanced recovery of heavy oil from carbonate reservoirs using nanocatalysts: Upgrading reactions analysis. Fuel, 2019. 252: pp. 262–271
API is another significant parameter that can be evaluated in the bitumen upgrading process. When heavy oil or bitumen is upgraded, it results in lower density products which means higher API gravity of the produced liquid. The results of batch and pilot plant tests revealed a significant increase in API gravity values during the upgrading of Athabasca bitumen in the presence of UD nanocatalysts [92]. According to these results, at different reaction times, the API for UD nanocatalysts is improved compared to their reference tests which lack the UD nanocatalysts. This implies the effectiveness of the UD nanocatalysts for improving the produced liquid quality by creating new reaction pathways and leading to higher levels of upgrading. The effect of the presence UD nanocatalysts in the reaction medium at different temperatures is shown in Fig. 6.8. It can be seen that UD nanocatalysts improved the upgrading process of the Athabasca bitumen.

API gravity of produced liquid samples from porous media at different times in the absence and presence of tri-metallic UD nanocatalysts at pressure of 3.5 MPa, hydrogen flow rate of 1 cm3/min, and temperatures of 593 and 613 K [93]. Permissions related to the material excerpted were obtained from the American Chemical Society, copyright 2014, and further permission should be directed to the American Chemical Society; Hashemi, R., N.N. Nassar, and P. Pereira Almao, In situ upgrading of Athabasca bitumen using multimetallic ultradispersed nanocatalysts in an oil sands packed-bed column: Part 1. Produced liquid quality enhancement. Energy & fuels, 2014. 28(2): pp. 1338–1350
6.7.3 Micro Carbon Reduction
Micro carbon residue is another quality enhancement criteria of a produced liquid after upgrading [92]. MCR content is measured based on the amount of carbon residue which is left behind after the thermal treatment of the heavy feedstocks. A low amount of MCR is desired in the produced liquids since it is a sign of a high-quality product. The obtained results in the literature proved the capability of UD nanoparticles to decrease the MCR amount of liquid products to a suitable extent [51, 94]. For example, the results of a batch reactor test for Athabasca bitumen catalytic hydrocracking showed that by implementing the UD nanocatalysts, the MCR content changed from 16 wt% in the blank experiment to about 11 wt% in the selected experimental conditions [51]. The same observations were also published regarding MCR reduction in produced samples for the continuous mode experiments [93].
6.7.4 Sulfur Removal
There are very strict regulations on the sulfur content of fossil combustibles based on environmental considerations [95], and the amount of sulfur in the final product of the refineries must be decreased to meet the minimum requirements of the environmental regulations. Hydrodesulfurization is considered as one of the most important reactions in hydrotreating processes which involves eliminating the sulfur from petroleum compounds to produce hydrogen sulfide as well as desulfurized compounds [86]. Dispersed catalysts, owing to their effective accessibility, generally show higher percentages of sulfur removal compared with supported catalysts [96,97,98,99].
The results of a sulfur content after upgrading with and without UD nanocatalysts in a continuous mode experiment are shown in Fig. 6.9. It can be seen that the amount of sulfur is decreased with time and temperature. The results also proved the efficiency of UD catalysts to enhance the product quality regarding sulfur content reduction. According to the results, UD nanocatalysts could decrease the amount of sulfur, especially at lower temperature samples. However, one important issue which needs to be considered is that sulfur removal is associated with hydrogen sulfide production, which can negatively impact nanocatalyst implementation inside the porous media.

Sulfur content of produced liquid samples from porous media at different times in the absence and presence of tri-metallic UD nanocatalysts at pressure of 3.5 MPa, hydrogen flow rate of 1 cm3/min, and temperatures of 593 and 613 K [93]. Permissions related to the material excerpted were obtained from the American Chemical Society, copyright 2014, and further permission should be directed to the American Chemical Society; Hashemi, R., N.N. Nassar, and P. Pereira Almao, In situ upgrading of Athabasca bitumen using multimetallic ultradispersed nanocatalysts in an oil sands packed-bed column: Part 1. Produced liquid quality enhancement. Energy & fuels, 2014. 28(2): pp. 1338–1350
6.7.5 Coke Formation Mitigation
In a typical thermal upgrading process, decomposition of heavy feedstocks occurs in the presence of hydrogen that saturate the free radicals and lead the production of lighter components as well as a great amount of coke and a considerable amount of light gas such as methane, ethane, and CO2 [99, 100]. The use of catalysts in the reaction medium can result in fewer amounts of coke since catalysts can create new pathways in the reaction schemes [101].
Heavy oil and bitumen usually contain about 50 wt% of residue fraction with the normal boiling point higher than 818 K [102]. Catalyst deactivation due to metal deposition and coke formation is one major problem associated with the catalyst application in heavy feedstock catalytic upgrading [103]. Therefore, extensive research works have been conducted to improve the activity of the catalyst by introducing UD nanocatalysts which navigate along with the heavy feedstocks as well as catalyzing the upgrading processes [104]. Furthermore, UD nanocatalyst deactivation is less likely to happen than conventionally supported catalysts [105].
According to the literature, the use of nanocatalysts for Athabasca bitumen upgrading showed successful results, confirming the potential application of UD nanocatalysts for upgrading purposes. Tri-metallic nanocatalysts used in batch reactor tests for Athabasca bitumen upgrading could substantially reduce the coke formation with no detriment in residue conversion [87]. However, when the severity of conditions was increased, coke formation increased dramatically. The same results are also obtained for continuous mode experiments which are shown in Fig. 6.10. As stated by Fig. 6.10, the presence of nanocatalysts inside the porous medium significantly improved the quality of produced samples regarding coke content [94].

Coke content of produced samples from porous media as a function of reaction time in the absence and presence of tri-metallic UD nanocatalysts at pressure of 3.5 MPa, hydrogen flow rate of 1 cm3/min, and temperatures of 593 and 613 K [94]. Permissions related to the material excerpted were obtained from the American Chemical Society, copyright 2014, and further permission should be directed to the American Chemical Society; Hashemi, R., N.N. Nassar, and P. Pereira Almao, In situ upgrading of athabasca bitumen using multimetallic ultradispersed nanocatalysts in an oil sands packed-bed column: Part 2. Solid analysis and gaseous product distribution. Energy & fuels, 2014. 28(2): pp. 1351–1361
The performance of UD nanocatalysts versus supported catalysts in reducing the amount of coke production is also an important topic. The results of supported catalysts versus dispersed ones demonstrated that during the upgrading of bitumen at typical upgrading conditions, the dispersed catalyst can reduce the coke formation more effectively than the supported catalyst. It was shown, however, that while UD nanocatalysts could reduce the coke formation up to a certain concentration, over which the catalytic particles acted as coke seeds and led to more coke formation [99].
6.8 Gas Emission Reduction
The significant amount of greenhouse gas (GHG) emissions is one of the main concerns related to the current upgrading technologies. Due to the severe side effects which these gases have on the environment, the governments start passing laws that limit the amount of GHG emissions. For example, the province of Alberta was the first in North America to legislate the GHG emission reduction for large industrial facilities [106]. Moreover, increasingly strict legislation limits on the level of fuel contaminants have forced the industry to explore novel cost-effective and environmentally friendly technologies for heavy feedstock processing [107].
In situ upgrading is one possible promising new technology that can enhance the quality of crude oil and decrease the level of contaminants such as sulfur and nitrogen as well as the GHG emissions to appropriate levels [108]. However, there is not sufficient information about the produced gases emitted during the in situ upgrading of heavy oils and bitumen by using nanocatalysts. A recent study by Hashemi et al. [93] explored the efficiency of nanocatalysts on gaseous emission reductions. They concluded that the presence of tri-metallic nanocatalysts promotes the hydrogenation reactions which led to a considerable reduction in CO2 emission. According to their results, at high-pressure and high-temperature conditions, UD nanocatalysts could reduce the CO2 emission by 50%, compared to the conventional medium that lacked nanocatalysts. Furthermore, UD nanocatalysts promote hydrocarbon gas production as a result of hydrocracking which can act as a diffusing solvent for enhancing heavy oil production. It is noteworthy to mention that gas emission during catalytic in situ upgrading is still a challenging topic that needs more laboratory investigations and pilot-scale testing in order to scrutinize its different aspects.
6.9 Nanocatalyst Transport Behavior Inside the Porous Media
In the previous sections, we have discussed the preparation and synthesis of nanocatalysts in a microemulsion system. The next important issue regarding the usage of nanocatalysts for bitumen upgrading would be the feasibility of nanocatalyst transport inside the porous media. This is a crucial topic since the efficiency of the UD nanocatalysts for heavy oil upgrading is highly related to the suitable placement of the nanocatalysts down in the reservoir. Although there have been many reports regarding the transport behavior of nanoparticles in the porous media [109], most of them focused on nanoparticle movement in deep bed filtration for wastewater treatments, so the obtained results are obviously not representative of the reaction conditions which exist in the oil sand base matrix.
In recent years, there have been some efforts to examine nanoparticle transport behavior in the porous media for oil reservoir conditions [93, 109,110,111]. In one attempt the transport behavior of metallic and multimetallic nanoparticles at typical pressure and temperature of the SAGD recovery process were investigated. The results showed the feasibility of the UD nanoparticle propagation in the oil-sand-packed bed column, as neither major permeability reduction nor pore plugging, was observed [93]. According to the results, nanoparticles tend to aggregate in both low and high permeability conditions. Moreover, the deposition tendency of the nanoparticles was highly dependent on the type of the metal, temperature, and sand pack permeability. Figure 6.11 demonstrates the breakthrough curves for different nanoparticle transportations through porous media at high pressure and temperature [111].

Breakthrough curves for different multimetallic NPs suspended in VGO matrices in an oil-sand-packed bed column with clean silica sand of 100–140 mesh size saturated with Athabasca bitumen. Other test parameters are a residence time of 36 h, porosity of 33.7%, pressure of 3.5 MPa, and temperature of 320°C [111]. Permissions related to the material excerpted were obtained from the American Chemical Society, copyright 2012, and further permission should be directed to the American Chemical Society; Hashemi, R., N.N. Nassar, and P. Pereira-Almao, Transport behavior of multimetallic ultradispersed nanoparticles in an oil-sands-packed bed column at a high temperature and pressure. Energy & Fuels, 2012. 26(3): pp. 1645–1655
In another study, the transport behavior of nanocatalysts inside the porous media at a lower temperature was investigated. The results showed that nanocatalysts were able to propagate through the sand medium; however, larger agglomerated particles were filtered out and remained inside the porous media [110]. According to these results, the sand media retained 14–18% of injected UD nanocatalysts, mainly at the bed entrance. However, this retention of nanocatalysts had a negligible effect on the pressure drop and caused no permeability damage inside the experimental medium.
Controlling the particle size during the injection and reaction times is one of the most important and challenging aspects of nanocatalyst transport inside the porous medium. This is crucial since the particle size would affect the pressure drop via permeability reduction, dispersion ability, adsorption affinity, and catalytic activity of nanoparticles inside the medium [93].
Another crucial topic in the sense of transport behavior of the nanocatalysts in the porous media is the mathematical modeling of this transportation. In fact, besides numerous experimental studies, valuable information on the concept of particle mass transfer can be provided by the robust mathematical modeling of nanocatalyst transport behavior inside the porous medium. Several researchers explored the modeling of mass transfer and deposition behavior of fine particles in cylindrical channels [64, 112,113,114,115]. In one of these novel studies [64], a mathematical model for nanocatalyst transport and deposition was developed that considers the geometry of the channel, fluid medium properties and characteristics, particle diameter and concentration, and the effects of the temperature on the particle agglomeration and deposition of nanocatalysts. This 2-D and 3-D convective-dispersive model, which provides the concentration profile of particles immersed in fluid media enclosed in a circular cross-section, was validated by experimental data obtained from an injection rig [64].
In short, nanocatalyst propagation inside the porous media is feasible, and UD multimetallic nanocatalysts could be controllably conveyed through oil sand porous media into a targeted heavy oil reservoir, where they could act as adsorbents/catalysts for the heavy oil upgrading process. However, the results showed that some parts of the injected particles could be retained inside the porous media. Nonetheless, the deposited particles inside the medium can potentially enhance the medium activity [116] and could be estimated by mathematical modeling [64].
6.10 Modeling of Reaction Kinetics
One of the important concepts related to in situ upgrading technology is the modeling of reaction kinetics. Generally, in chemical engineering, kinetic modeling is performed for effective process control and simulation of the reaction vessels. In in situ upgrading technology, process control is also of great importance to monitor the quality, exothermicity, and dilution and to reduce or eliminate the coke formation or oil instability. Therefore, modeling of reaction kinetics for in situ upgrading technology has great importance.
So far, several approaches have been proposed to model the reaction kinetics. Some of these methods are based on lumping techniques, while others used continuous mixture concepts. In general, the following methods have been presented to model the reaction kinetics [117]: lumping techniques, continuous mixture, structure-oriented lumping, and single event models.
Each of the abovementioned methods has its advantages and disadvantages. Due to complexities associated with the presence of large molecules like resins and asphaltenes, the lumping method has shown to be the best way to model the reaction kinetics in the case of bitumen and heavy oil upgrading [118,119,120]. In the following sections, some basic concepts related to kinetics are presented, and then catalytic hydroprocess reaction modeling techniques are discussed.
6.10.1 Kinetics
In order to comprehend the in situ upgrading process kinetics, it is crucial to learn about some basics of the chemical reactions. Reactions can be homogenous or heterogeneous. Reactions can also be classified based on their reversibility. The reaction is called irreversible when it is unidirectional and continues until the reactant is exhausted. On the other hand, reversible reactions can proceed in either direction based on the reactant and product concentration relative to the equilibrium condition. Catalytic heavy oil upgrading is a heterogeneous reaction. In this process, the reactant is adsorbed on the active site of the solid surface (catalyst) and reacts. The adsorption mechanism can be modeled by Langmuir-Hinshelwood isotherms.
It has been proven that the reaction rate constant is temperature dependent. This was first introduced by Svante Arrhenius and is described in the following equation known as Arrhenius equation:
where A, E, R, and T are the pre-exponential factor or frequency factor, activation energy, universal gas constant, and absolute temperature, respectively. Any modeling of reaction kinetics should be able to predict the proper E and A for the desired system.
It is also noteworthy to mention the effect of the catalyst in enhancing the reaction rate based on the above equation. According to the collision theory, the frequency factor A is proportional to the number of collisions which can result in a reaction. Catalysts can provide a larger number of reaction sites and/or decrease the activation energy. Therefore, it can increase the chance of collision which leads to an increase in the frequency factor that finally results in increasing the rate constant and rate of reaction [121].
6.10.2 Reaction Kinetics Models
Different aspects of the heavy oil hydrocracking kinetics have been investigated based on proposed cracking reaction schemes [122,123,124,125]. Modeling the heavy crude oil reactions is a challenging task due to the complexities associated with the crude composition. Heavy crude oils and bitumen comprise thousands of different compounds and, most importantly, large molecules like asphaltenes and resins which make the modeling of reaction kinetic very complex. However, using the traditional lumping method along with defining the pseudo components is a common method for bitumen studies [118,119,120]. Group selection is one of the most important stages in this method. The number of groups will determine the amount of required experimental work for estimating the kinetic parameters. Generally, for modeling the reaction kinetics of bitumen, a first-order rate equation is used [126, 127].
In recent years, due to the advances in nanotechnology and proving the potential of UD catalyst application for enhancing the in situ upgrading process, several studies were performed to securitize the modeling of reaction kinetics for the UD catalytic hydrocracking. These models are mostly based on a famous lump model first proposed by Sanchez [124]. This model, which could precisely predict the product composition of heavy oil after hydrocracking, simply lumps the heavy oil to the following five different groups: residue (R), VGO, distillates (D), naphtha (N), and gases (G).
In a first attempt, Galarraga [58] applied the Sanchez model to study the kinetics of a catalytic hydrocracking process of crude oil. He used Ni-Mo-W UD catalysts for bitumen hydroprocessing in a batch reactor. After Galarraga obtained satisfactory evaluation results, Loria et al. [128] investigated the applicability of the lump model to predict the kinetic parameters at a larger scale in a pilot plant test. The utilized pilot plant in this study is shown schematically in Fig. 6.12.

Experimental setup used for evaluating the bitumen UD catalytic hydrocracking [128]. Permissions related to the material excerpted were obtained from the American Chemical Society, copyright 2011, and further permission should be directed to the American Chemical Society; Loria, H., et al., Kinetic modeling of bitumen hydroprocessing at in-reservoir conditions employing ultradispersed catalysts. Energy & Fuels, 2011. 25(4): pp. 1364–1372
The results indicated that a great reduction in the viscosity of liquid products can occur based on the reaction temperature and residence time. They also proposed a modified model for UD catalytic hydrocracking which is shown in Fig. 6.13.

Modified kinetic model for UD catalysts proposed by Loria et al. [128]. Permissions related to the material excerpted were obtained from the American Chemical Society, copyright 2011, and further permission should be directed to the American Chemical Society; Loria, H., et al., Kinetic modeling of bitumen hydroprocessing at in-reservoir conditions employing ultradispersed catalysts. Energy & Fuels, 2011. 25(4): pp. 1364–1372
In another attempt, Da Silva De Andrade applied the same kinetic model to investigate the applicability of the Sanchez model to predict the kinetic parameters for ultradispersed catalytic hydrocracking of bitumen, vacuum residue, and pitch [129]. Their results demonstrate that the lump model is capable of predicting the kinetic parameter with high accuracy.
6.10.3 Model Description
This model consists of 5 lumps: residue (+550°C), VGO (343–545°C), distillates (216–343°C), naphtha (IBP – 216°C) and gases, and ten first-order reactions. Figure 6.14 shows the lumps and their reactions [124].

Proposed kinetic model for the UD catalytic hydroprocessing of bitumen [124]. Permissions related to the material excerpted were obtained from the American Chemical Society, copyright 2005, and further permission should be directed to the American Chemical Society; Sánchez, S., M.A. Rodríguez, and J. Ancheyta, Kinetic model for moderate hydrocracking of heavy oils. Industrial & engineering chemistry research, 2005. 44(25): pp. 9409–9413
A kinetic expression is formulated for each component as a function of mass fraction and the kinetic constant which is shown below:
where k, r, and y are reaction constant [h−1], reaction rate [h−1], and component mass fraction [wt%], respectively.
The results indicated that the proposed lump model could predict the kinetic parameters with an average percentage error of 3.11% and an overall correlation coefficient of 0.978, which indicates the suitability of the model for analyzing the UD catalytic hydrocracking of heavy oil and bitumen. There are also other studies which focused on the kinetics of the decomposition of bitumen and asphaltenes in the presence of the nanocatalysts. These studies also revealed some important aspects of the nanocatalyst hydrocracking and also the importance of the reaction kinetics modeling for such processes [130,131,132,133,134].
In another study, Elahi et al. [91] used the same lump model for heavy oil catalytic upgrading reactions in carbonate rocks. They found that the first reaction of the model (conversion of residue to VGO) played the most important role in the upgrading reactions and that reactions 7 and 9 do not have a significant impact on the overall reaction scheme, due to the negligible k values obtained. They therefore concluded that the gases were produced mainly from the residue and the naphtha cuts. Also, the authors found that the proposed model could successfully predict the products’ distribution with an average error of 6% and with a good correlation to Arrhenius law.
6.11 Other Important Topics
6.11.1 Nanocatalyst Recycling
Nanocatalysts along with hydrogen incorporation aim to enhance the produced liquid quality via catalytic hydrocracking. As previously discussed, the fast deactivation of conventionally supported catalysts is one of the major disadvantages compared to UD nanocatalysts. UD nanocatalysts can also provide a desirable level of reaction activity and an option to implement at the well level [135]. Recyclability of the used nanocatalysts is a key bottleneck for their in situ application because recycling can lead to cost-saving as well as reducing the environmental footprint. Peluso, E. et al. [136] proposed a promising alternative for the downhole upgrading process. In this technique, nanocatalysts are injected inside the porous media through an injector well, and the upgraded oil is produced via recovery well. Produced liquid from the reservoir contains some active nanocatalysts inside the non-distillable residue which can be recycled and reinjected to the porous reservoir [136].
Understanding the nanocatalyst behavior with respect to stability and recyclability potential is of paramount importance since it can lead to favored economic outcomes. In one promising work, Peluso [136] demonstrated the feasibility of UD nanocatalyst recycling, although there is still the chance of particle agglomeration. However, the lack of extensive study in this area is quite tangible. In order to capture the main aspects of nanocatalyst recycling potential and challenges, it is crucial to perform more laboratory investigations and pilot-scale testing to make this technique economically beneficial for the existing heavy oil industry.
6.11.2 Environmental Effect of Nanoparticles
Nanotechnology is the science of controlling matters at the nanoscale [137], promising to enhance economics in different fields ranging from transportation to agriculture to health [138]. Over the last decade, numerous nanomaterials have been introduced to the marketplace [139] with direct and indirect application in society. Despite this fact, the effect of nanoparticles’ exposure to human health and the environment is not clearly studied. Some research on this subject raised questions about the effects of these materials on humans and the environment [140]. From the environmental point of view, the benefits of nanoparticles are limited by potential challenges that may be difficult to predict. In addition, there is not sufficient information about the manufacturing, usage, and disposal of the nanomaterials and any associated risks from the exposure to nanomaterials [141]. Furthermore, detection methods, measurement, and analyzing and tracing the nanomaterials are still an ongoing area of research and development [142].
Nanoparticle applications as adsorbent/catalyst for heavy oil upgrading and recovery is a quite new and challenging chemical process, which like other areas of nanotechnology are faced with both opportunities and challenges. In this chapter, several challenges regarding the nanoparticle’s application were addressed; however, there are still other issues which need to be fully scrutinized. For example, it is shown that some portions of injected nanofluids remain underground [93]. But the long-term effect of these deposited nanoparticles has not been studied. Furthermore, some operational issues like the possibility of groundwater contamination by the synthesized nanocatalysts should also be considered as an operational failure risk. Produced sustainable nanocatalysts show higher activity, higher selectivity, more efficient recovery, as well as durability and recyclability in a cost-effective process.
6.12 Conclusions
Due to their unique properties, nanoparticles have tremendous potential in oil and gas industry applications especially in the field of in situ catalytic upgrading of the heavy oils and bitumen. The in situ employment of nanoparticles would result in more oil recovery, as well as quality enhancement in all three produced phases of liquid, gas, and solid. Nanocatalysts demonstrate that they can enhance oil quality by viscosity reduction and API enhancement and are able to decrease the sulfur, nitrogen, metal, and MCR contents of the heavy oils via catalytic upgrading, which substantially increases the crude quality. Furthermore, they could considerably decrease GHG emissions.
Another important issue regarding the in situ application is the nanoparticle transport behavior in the porous media. The results exhibited that experimental studies along with mathematical modeling of the nanoparticle penetration inside the porous media and the reaction kinetics of the process can provide valuable information which helps to design a successful upgrading process.
Although the results obtained so far are a harbinger of the paramount effects of nanoparticles in the recovery and upgrading of the heavy oils and bitumen, there is still a long way ahead and a number of limitations and challenges which need to be addressed. For example, mass production of required nanoparticles, the stability of the produced volume, and the control over the size of the nanoparticles are some important topics that should be addressed in any industrial applications. Moreover, environmental considerations must be fully scrutinized before any mass usage of the nanoparticles in order to mitigate the associated risks. In this regard, nanoparticle recovery and reusing could be very promising in terms of process, economic, and environmental footprint reduction.
Notes
- 1.
Vapor extraction.
- 2.
Expanding solvent SAGD.
- 3.
Steam and gas push.
- 4.
Toe-heel-air-injection.
- 5.
Catalytic upgrading process in situ.
References
Thomas, S. (2008). Enhanced oil recovery-an overview. Oil & Gas Science and Technology-Revue de l'IFP, 63(1), 9-19.
Shah, A., Fishwick, R., Wood, J., Leeke, G., Rigby, S., & Greaves, M. (2010). A review of novel techniques for heavy oil and bitumen extraction and upgrading. Energy & Environmental Science, 3(6), 700-714.
Dietz, D. N. (1967, April). Hot-water drive. In 7th World Petroleum Congress. OnePetro.
Curtis, C., Kopper, R., Decoster, E., Guzman-Garcia, A., Huggins, C., Knauer, L., Minner, M., Kupsch, N., Linares, L.M., Rough, H. & Waite, M. (2002). Heavy-oil reservoirs. Oilfield Review, 14(3), 30-51.
Lake, L. W., Schmidt, R. L., & Venuto, P. B. (1992). A niche for enhanced oil recovery in the 1990s. Oilfield Review;(Netherlands), 4(1).
Ali, S. M. (1982, March). Steam Injection Theories-A Unified Approach. In SPE California Regional Meeting. OnePetro.
Meldau, R. F. (1979). Current steamflood technology. J Petrol Technol, 31(10), 1332-1342.
Speight, J. G. (2013). Enhanced recovery methods for heavy oil and tar sands. Elsevier.
W. G. Graves, J.E.L.D. Cardenas, M. E. Gurfinkel, A. W. Peats, Heavy oil. 2007: Working Document of the NPC Global Oil & Gas Study
Owens, W. D., & Suter, V. E. (1965). Steam stimulation–newest form of secondary petroleum recovery. Oil and Gas J, 82-87.
Alberta Chamber of Resources. 2002: Oil Sands Technology Roadmap
Butler, R. M. (1985). A new approach to the modelling of steam-assisted gravity drainage. Journal of Canadian Petroleum Technology, 24(03), 42-51.
Akin, S., & Bagci, S. (2001). A laboratory study of single-well steam-assisted gravity drainage process. Journal of petroleum science and engineering, 32(1), 23-33.
Kamath, V. A., Sinha, S., & Hatzignatiou, D. G. (1993, May). Simulation study of steam-assisted gravity drainage process in ugnu tar sand reservoir. In SPE Western Regional Meeting. OnePetro.
Queipo, N. V., Goicochea, J. V., & Pintos, S. (2002). Surrogate modeling-based optimization of SAGD processes. Journal of Petroleum Science and Engineering, 35(1-2), 83-93.
S. Purkayastha, Control and Optimization of Steam Injection for Steam-Assisted Gravity Drainage (SAGD)
Das, S. K., & Butler, R. M. (1995, October). Extraction of heavy oil and bitumen using solvents at reservoir pressure. In Technical meeting/petroleum conference of the South Saskatchewan section. OnePetro.
Gates, I. D. (2007). Oil phase viscosity behaviour in expanding-solvent steam-assisted gravity drainage. Journal of Petroleum Science and Engineering, 59(1-2), 123-134.
Jiang, Q., Butler, R., & Yee, C. T. (1998, June). The steam and gas push (SAGP)-2: mechanism analysis and physical model testing. In Annual Technical Meeting. OnePetro.
Grant, B. F., & Szasz, S. E. (1954). Development of an underground heat wave for oil recovery. Journal of Petroleum Technology, 6(05), 23-33.
Howard, F. A. (1923). U.S. Patent No. 1,473,348. Washington, DC: U.S. Patent and Trademark Office.
Wolcott, E. R. (1923). U.S. Patent No. 1,457,479. Washington, DC: U.S. Patent and Trademark Office.
Ali, S. M. (1972). A current appraisal of in-situ combustion field tests. Journal of Petroleum Technology, 24(04), 477-486.
Brigham, W. E., Satman, A., & Soliman, M. Y. (1980). Recovery correlations for in-situ combustion field projects and application to combustion pilots. Journal of Petroleum Technology, 32(12), 2132-2138.
Chu, C. (1977). A study of fireflood field projects (includes associated paper 6504). Journal of Petroleum Technology, 29(02), 111-120.
Cheih, C. (1982). State-of-the-art review of fireflood field projects (includes associated papers 10901 and 10918). Journal of Petroleum Technology, 34(01), 19-36.
Lake, L. W. (1989). Enhanced oil recovery.
Martin, W. L., Alexander, J. D., & Dew, J. N. (1958). Process variables of in situ combustion. Transactions of the AIME, 213(01), 28-35.
Dietz, D. N., & Weijdema, J. (1968). Wet and partially quenched combustion. Journal of Petroleum Technology, 20(04), 411-415.
Greaves, M., & Al-Shamali, O. (1996). In situ combustion isc process using horizontal wells. Journal of Canadian Petroleum Technology, 35(04).
Greaves, M., Tuwil, A. A., & Bagci, A. S. (1993). Horizontal producer wells in in situ combustion (ISC) processes. Journal of Canadian Petroleum Technology, 32(04).
Kendall, R., Chopra, S., Lines, L. R., Schmitt, D. R., & Batzle, M. L. (2010). Using time-lapse seismic to monitor the toe-to-heel-air-injection (THAI™) heavy-oil production process. In Heavy Oils: Reservoir characterization and production monitoring (pp. 275-284). Society of Exploration Geophysicists.
Greaves, M., Xia, T. X., Turta, A. T., & Ayasse, C. (2000, April). Recent laboratory results of THAI and its comparison with other IOR processes. In SPE/DOE Improved Oil Recovery Symposium. OnePetro.
Ameli, F., Alashkar, A., & Hemmati-Sarapardeh, A. (2018). Thermal Recovery Processes. Fundamentals of Enhanced Oil and Gas Recovery from Conventional and Unconventional Reservoirs.
Suncor, E., & Canadian Heavy Oil Association. (2005). Proceedings of the 2005 SPE/PS-CIM/CHOA International Thermal Operations and Heavy Oil Symposium: Heavy Oil: Integrating the Pieces.
Moore, R. G., Laureshen, C. J., Mehta, S. A., Ursenbach, M. G., Belgrave, J. D. M., Weissman, J. G., & Kessler, R. V. (1999). A downhole catalytic upgrading process for heavy oil using in situ combustion. Journal of Canadian Petroleum Technology, 38(13).
Weissman, J. G., Kessler, R. V., Sawicki, R. A., Belgrave, J. D. M., Laureshen, C. J., Mehta, S. A., ... & Ursenbach, M. G. (1996). Down-hole catalytic upgrading of heavy crude oil. Energy & fuels, 10(4), 883-889.
Weissman, J. G., & Kessler, R. V. (1996). Downhole heavy crude oil hydroprocessing. Applied Catalysis A: General, 140(1), 1-16.
Greaves, M., & Xia, T. (2001, June). CAPRI-Downhole catalytic process for upgrading heavy oil: Produced oil properties and composition. In Canadian international petroleum conference. OnePetro.
Secure Fuels from Domestic Resources, The Continuing Evolution of America’s Oil Shale and Tar Sands Industries (U.S. Department of Energy, 2007), pp. 28–29
Husein, M. M., & Nassar, N. N. (2008). Nanoparticle preparation using the single microemulsions scheme. Current Nanoscience, 4(4), 370-380.
Niemeyer, C. M. (2001). Nanoparticles, proteins, and nucleic acids: biotechnology meets materials science. Angewandte Chemie International Edition, 40(22), 4128-4158.
Almao, P. P. (2012). In situ upgrading of bitumen and heavy oils via nanocatalysis. The Canadian Journal of Chemical Engineering, 90(2), 320-329.
Khoudiakov, M., Gupta, M. C., & Deevi, S. (2005). Au/Fe2O3 nanocatalysts for CO oxidation: a comparative study of deposition–precipitation and coprecipitation techniques. Applied Catalysis A: General, 291(1-2), 151-161.
Nassar, N. N. (2012). Iron oxide nanoadsorbents for removal of various pollutants from wastewater: an overview. Application of adsorbents for water pollution control, 81-118.
Nassar, N. N., & Husein, M. M. (2007). Study and modeling of iron hydroxide nanoparticle uptake by AOT (w/o) microemulsions. Langmuir, 23(26), 13093-13103.
Somorjai, G. A., Tao, F., & Park, J. Y. (2008). The nanoscience revolution: merging of colloid science, catalysis and nanoelectronics. Topics in Catalysis, 47(1), 1-14.
Wang, D., Xie, T., & Li, Y. (2009). Nanocrystals: Solution-based synthesis and applications as nanocatalysts. Nano Research, 2(1), 30-46.
Alivisatos, A. P., Johnsson, K. P., Peng, X., Wilson, T. E., Loweth, C. J., Bruchez, M. P., & Schultz, P. G. (1996). Organization of'nanocrystal molecules' using DNA. Nature, 382(6592), 609-611.
Bock, C., Paquet, C., Couillard, M., Botton, G. A., & MacDougall, B. R. (2004). Size-selected synthesis of PtRu nano-catalysts: reaction and size control mechanism. Journal of the American Chemical Society, 126(25), 8028-8037.
Galarraga, C. E. (2011). Upgrading Athabasca bitumen using submicronic NiWMo catalysts at conditions near to in-reservoir operation.
Gobe, M. (1983). Preparation and characterization of monodisperse magnetite sols in W/O microemulsion.
Hellweg, T. (2002). Phase structures of microemulsions. Current opinion in colloid & interface science, 7(1-2), 50-56.
Murray, C., Norris, D. J., & Bawendi, M. G. (1993). Synthesis and characterization of nearly monodisperse CdE (E= sulfur, selenium, tellurium) semiconductor nanocrystallites. Journal of the American Chemical Society, 115(19), 8706-8715.
Pluym, T. C., Powell, Q. H., Gurav, A. S., Ward, T. L., Kodas, T. T., Wang, L. M., & Glicksman, H. D. (1993). Solid silver particle production by spray pyrolysis. Journal of aerosol science, 24(3), 383-392.
Shen, S. C., Hidajat, K., Yu, L. E., & Kawi, S. (2004). Simple hydrothermal synthesis of nanostructured and nanorod Zn–Al complex oxides as novel nanocatalysts. Advanced Materials, 16(6), 541-545.
Yao, Y. L., Ding, Y., Ye, L. S., & Xia, X. H. (2006). Two-step pyrolysis process to synthesize highly dispersed Pt–Ru/carbon nanotube catalysts for methanol electrooxidation. Carbon, 44(1), 61-66.
Galarraga, C. E., Scott, C., Loria, H., & Pereira-Almao, P. (2012). Kinetic models for upgrading athabasca bitumen using unsupported NiWMo catalysts at low severity conditions. Industrial & engineering chemistry research, 51(1), 140-146.
Capek, I. (2004). Preparation of metal nanoparticles in water-in-oil (w/o) microemulsions. Advances in colloid and interface science, 110(1-2), 49-74.
Pereira, P., Marzin, R., Zacarias, L., Cordova, J., Carrazza, J., & Marino, M. (1999). U.S. Patent No. 5,885,441. Washington, DC: U.S. Patent and Trademark Office.
Vasquez, A. (2007, February). Synthesis, characterization and model reactivity of ultra dispersed catalysts for hydroprocessing. In Masters Abstracts International (Vol. 47, No. 03).
Thompson, J., Vasquez, A., Hill, J. M., & Pereira-Almao, P. (2008). The synthesis and evaluation of up-scalable molybdenum based ultra dispersed catalysts: effect of temperature on particle size. Catalysis letters, 123(1), 16-23.
Lapeira, C. C. (2009). Development of a new methodology for preparing nanometric Ni, Mo and NiMo catalytic particles using transient emulsions (Doctoral dissertation, University of Calgary, Department of Chemistry).
Molina, L., & Javier, H. (2009). Transport of catalytic particles immersed in fluid media through cylindrical geometries under heavy oil upgrading conditions (Vol. 70, No. 12).
Alamolhoda, S., Vitale, G., Hassan, A., Nassar, N. N., & Pereira Almao, P. (2019). Development and characterization of novel combinations of Ce‐Ni‐MFI solids for water gas shift reaction. The Canadian Journal of Chemical Engineering, 97(1), 140-151.
Li, Y., Fu, Q., & Flytzani-Stephanopoulos, M. (2000). Low-temperature water-gas shift reaction over Cu-and Ni-loaded cerium oxide catalysts. Applied Catalysis B: Environmental, 27(3), 179-191.
Hart, A., Shah, A., Leeke, G., Greaves, M., & Wood, J. (2013). Optimization of the CAPRI process for heavy oil upgrading: effect of hydrogen and guard bed. Industrial & Engineering Chemistry Research, 52(44), 15394-15406.
Shah, A. A., Fishwick, R. P., Leeke, G. A., Wood, J., Rigby, S. P., & Greaves, M. (2011). Experimental optimization of catalytic process in situ for heavy-oil and bitumen upgrading. Journal of Canadian Petroleum Technology, 50(11), 33-47.
Ortiz-Moreno, H., Ramírez, J., Sanchez-Minero, F., Cuevas, R., & Ancheyta, J. (2014). Hydrocracking of Maya crude oil in a slurry-phase batch reactor. II. Effect of catalyst load. Fuel, 130, 263-272.
Hart, A., Greaves, M., & Wood, J. (2015). A comparative study of fixed-bed and dispersed catalytic upgrading of heavy crude oil using-CAPRI. Chemical Engineering Journal, 282, 213-223.
Noguera, G., Araujo, S., Hernández, J., Rivas, A., Mendoza, D., & Castellano, O. (2012). A comparative activity study of a new ultra-dispersed catalyst system for a hydrocracking/hydrotreating technology using vacuum residue oil: Merey/Mesa. Chemical Engineering Research and Design, 90(11), 1979-1988.
Panariti, N., Del Bianco, A., Del Piero, G., & Marchionna, M. (2000). Petroleum residue upgrading with dispersed catalysts: Part 1. Catalysts activity and selectivity. Applied Catalysis A: General, 204(2), 203-213.
Speight, J. G. (1981). The Desulfurization of Heavy Oils and Residua, Mercel Dekker. Inc., NY, 119-127.
Leprince, P. (2001). Petroleum refining. Vol. 3 conversion processes (Vol. 3). Editions Technip.
Alemán-Vázquez, L. O., Torres-Mancera, P., Ancheyta, J., & Ramírez-Salgado, J. (2016). Use of hydrogen donors for partial upgrading of heavy petroleum. Energy & Fuels, 30(11), 9050-9060.
Albertazzi, S., Rodríguez-Castellón, E., Livi, M., Jiménez-López, A., & Vaccari, A. (2004). Hydrogenation and hydrogenolysis/ring-opening of naphthalene on Pd/Pt supported on zirconium-doped mesoporous silica catalysts. Journal of Catalysis, 228(1), 218-224.
Liu, Y., & Fan, H. (2002). The effect of hydrogen donor additive on the viscosity of heavy oil during steam stimulation. Energy & fuels, 16(4), 842-846.
Satchell Jr, D. P. (2009). U.S. Patent No. 7,594,990. Washington, DC: U.S. Patent and Trademark Office.
E.L. Wilson Jr, W.N. Mitchell, Hydrogen-donor coal liquefaction process, USA Patent US 4210518, 1980
Derbyshire, F. J., Mitchell, T. O., & Whitehurst, D. D. (1981). U.S. Patent No. 4,292,168. Washington, DC: U.S. Patent and Trademark Office.
Chen, Q., Gao, Y., Wang, Z. X., & Guo, A. J. (2014). Application of coker gas oil used as industrial hydrogen donors in visbreaking. Petroleum science and technology, 32(20), 2506-2511.
Langer, A. W., Stewart, J., Thompson, C. E., White, H. T., & Hill, R. M. (1962). Hydrogen donor diluent visbreaking of residua. Industrial & Engineering Chemistry Process Design and Development, 1(4), 309-312.
Hart, A., Lewis, C., White, T., Greaves, M., & Wood, J. (2015). Effect of cyclohexane as hydrogen-donor in ultradispersed catalytic upgrading of heavy oil. Fuel Processing Technology, 138, 724-733.
Martínez-Palou, R., de Lourdes Mosqueira, M., Zapata-Rendón, B., Mar-Juárez, E., Bernal-Huicochea, C., de la Cruz Clavel-López, J., & Aburto, J. (2011). Transportation of heavy and extra-heavy crude oil by pipeline: A review. Journal of petroleum science and engineering, 75(3-4), 274-282.
Billon, A., & Bigeard, P. H. (2001). Chapter 10. Hydrocracking. Petroleum refining.
Gates, B. C., Katzer, J. R., & Schuit, G. C. (1979). Chemistry of catalytic processes. Mcgraw-Hill College.
Galarraga, C. E., & Pereira-Almao, P. (2010). Hydrocracking of Athabasca bitumen using submicronic multimetallic catalysts at near in-reservoir conditions. Energy & Fuels, 24(4), 2383-2389.
Hashemi, R., Nassar, N. N., & Almao, P. P. (2014). Nanoparticle technology for heavy oil in-situ upgrading and recovery enhancement: Opportunities and challenges. Applied Energy, 133, 374-387.
Pauls, R. W., Abboud, S. A., & Turchenek, L. W. (1996). Pollutant deposition impacts on lichens, mosses, wood and soil in the Athabasca Oil Sands area.
Anderson, B. S., Chambers, J. I., & McMurray, D. R. (1995, June). Market Outlook For Athabasca Bitumen--The Economics of Location. In SPE International Heavy Oil Symposium. OnePetro.
Elahi, S. M., Scott, C. E., Chen, Z., & Pereira-Almao, P. (2019). In-situ upgrading and enhanced recovery of heavy oil from carbonate reservoirs using nano-catalysts: Upgrading reactions analysis. Fuel, 252, 262-271.
Hassan, A., Carbognani, L., & Pereira-Almao, P. (2008). Development of an alternative setup for the estimation of microcarbon residue for heavy oil and fractions: Effects derived from air presence. Fuel, 87(17-18), 3631-3639.
Hashemi, R., Nassar, N. N., & Pereira Almao, P. (2014). In situ upgrading of Athabasca bitumen using multimetallic ultradispersed nanocatalysts in an oil sands packed-bed column: Part 1. Produced liquid quality enhancement. Energy & fuels, 28(2), 1338-1350.
Hashemi, R., Nassar, N. N., & Pereira Almao, P. (2014). In situ upgrading of athabasca bitumen using multimetallic ultradispersed nanocatalysts in an oil sands packed-bed column: Part 2. Solid analysis and gaseous product distribution. Energy & fuels, 28(2), 1351-1361.
Breysse, M., Djega-Mariadassou, G., Pessayre, S., Geantet, C., Vrinat, M., Pérot, G., & Lemaire, M. (2003). Deep desulfurization: reactions, catalysts and technological challenges. Catalysis Today, 84(3-4), 129-138.
Farshid, D., Reynolds, B. Process for upgrading heavy oil using a highly active slurry catalyst composition. USA Patent, US7431823B2, 2008
M.R. de Agudelo, C. Galarraga, Catalyst for the simultaneous hydrodemetallization and hydroconversion of heavy hydrocarbon feedstocks. USA patent US4729980A, 1988
de Agudelo, M. R., & Galarraga, C. (1991). A stable catalyst for heavy oil processing: III. Activity and selectivity. The Chemical Engineering Journal, 46(2), 61-68.
Kennepohl, D., & Sanford, E. (1996). Conversion of Athabasca bitumen with dispersed and supported Mo-based catalysts as a function of dispersed catalyst concentration. Energy & Fuels, 10(1), 229-234.
Sanford, E. C. (1995). Conradson carbon residue conversion during hydrocracking of Athabasca bitumen: Catalyst mechanism and deactivation. Energy & fuels, 9(3), 549-559.
Newson, E. (1975). Catalyst deactivation due to pore-plugging by reaction products. Industrial & Engineering Chemistry Process Design and Development, 14(1), 27-33.
Altgelt, K. H. (1993). Composition and analysis of heavy petroleum fractions. CRC press.
Ancheyta, J., Rana, M. S., & Furimsky, E. (2005). Hydroprocessing of heavy petroleum feeds: Tutorial. Catalysis today, 109(1-4), 3-15.
Pereira-Almao, P. (2007, May). Fine tuning conventional hydrocarbon characterization to highlight catalytic upgrading pathways. In Proceedings of Variability of the Oil Sands Resource Workshop, Lake Louise, AB.
Lee, D. K., Koon, P. S., Yoon, W. L., Lee, I. C., & Woo, S. I. (1995). Residual oil hydrodesulfurization using dispersed catalysts in a carbon-packed trickle bed flow reactor. Energy & fuels, 9(1), 2-9.
Jordaan, S. M. (2011). Governance of Impacts to Land and Water Resources from Oil Sands Development in Alberta. Laboratory on International Law and Regulation, UC San Diego, La Jolla.
Gosselin, P., Hrudey, S. E., Naeth, M. A., Plourde, A., Therrien, R., Van Der Kraak, G., & Xu, Z. (2010). Environmental and health impacts of Canada’s oil sands industry. Royal Society of Canada, Ottawa, ON, 10.
McEachern, P. (2009). Environmental management of Alberta's oil sands.
Zamani, A., & Maini, B. (2009). Flow of dispersed particles through porous media—deep bed filtration. Journal of Petroleum Science and Engineering, 69(1-2), 71-88.
Zamani, A., Maini, B., & Pereira-Almao, P. (2010). Experimental study on transport of ultra-dispersed catalyst particles in porous media. Energy & Fuels, 24(9), 4980-4988.
Hashemi, R., Nassar, N. N., & Pereira-Almao, P. (2012). Transport behavior of multimetallic ultradispersed nanoparticles in an oil-sands-packed bed column at a high temperature and pressure. Energy & Fuels, 26(3), 1645-1655.
Adamczyk, Z., & Van De Ven, T. G. (1981). Deposition of particles under external forces in laminar flow through parallel-plate and cylindrical channels. Journal of Colloid and Interface Science, 80(2), 340-356.
Brady, J. F. (1994). The long-time self-diffusivity in concentrated colloidal dispersions. Journal of Fluid Mechanics, 272, 109-134.
Sarimeseli, A., & Kelbaliyev, G. (2004). Modeling of the break-up of deformable particles in developed turbulent flow. Chemical engineering science, 59(6), 1233-1240.
Yoshioka, N., Karaoka, C., & Emi, H. (1972). On the deposition of aerosol particles to the horizontal pipe wall from turbulent stream. Kagaku Kogaku, 36(9), 1010-1016.
Hashemi, R., Nassar, N. N., & Pereira Almao, P. (2013). Enhanced heavy oil recovery by in situ prepared ultradispersed multimetallic nanoparticles: A study of hot fluid flooding for Athabasca bitumen recovery. Energy & Fuels, 27(4), 2194-2201.
Ancheyta, J., Sánchez, S., & Rodríguez, M. A. (2005). Kinetic modeling of hydrocracking of heavy oil fractions: A review. Catalysis Today, 109(1-4), 76-92.
Gray, M. R. (1990). Lumped kinetics of structural groups: hydrotreating of heavy distillate. Industrial & engineering chemistry research, 29(4), 505-512.
Martens, G. G., & Marin, G. B. (2001). Kinetics for hydrocracking based on structural classes: Model development and application. AIChE journal, 47(7), 1607-1622.
Singh, J., Kumar, M. M., Saxena, A. K., & Kumar, S. (2005). Reaction pathways and product yields in mild thermal cracking of vacuum residues: A multi-lump kinetic model. Chemical Engineering Journal, 108(3), 239-248.
Gray, M. R. (2015). Upgrading oilsands bitumen and heavy oil. University of Alberta.
Alhumaizi, K. I., Akhmedov, V. M., Al-Zahrani, S. M., & Al-Khowaiter, S. H. (2001). Low temperature hydrocracking of n-heptane over Ni-supported catalysts: study of global kinetics. Applied Catalysis A: General, 219(1-2), 131-140.
Krishna, R., & Saxena, A. K. (1989). Use of an axial-dispersion model for kinetic description of hydrocracking. Chemical engineering science, 44(3), 703-712.
Sánchez, S., Rodríguez, M. A., & Ancheyta, J. (2005). Kinetic model for moderate hydrocracking of heavy oils. Industrial & engineering chemistry research, 44(25), 9409-9413.
Scherzer, J., & Gruia, A. J. (1996). Hydrocracking science and technology. Crc Press.
Köseoḡlu, R. Ö., & Phillips, C. R. (1987). Kinetics of non-catalytic hydrocracking of Athabasca bitumen. Fuel, 66(6), 741-748.
Köseoḡlu, R. Ö., & Phillips, C. R. (1988). Kinetic models for the non-catalytic hydrocracking of Athabasca bitumen. Fuel, 67(7), 906-915.
Loria, H., Trujillo-Ferrer, G., Sosa-Stull, C., & Pereira-Almao, P. (2011). Kinetic modeling of bitumen hydroprocessing at in-reservoir conditions employing ultradispersed catalysts. Energy & Fuels, 25(4), 1364-1372.
Da Silva De Andrade, F. J. (2014). Kinetic modeling of catalytic in situ upgrading for Athabasca bitumen, deasphalting pitch and vacuum residue (Master's thesis, Graduate Studies).
Nassar, N. N., Hassan, A., Luna, G., & Pereira-Almao, P. (2013). Kinetics of the catalytic thermo-oxidation of asphaltenes at isothermal conditions on different metal oxide nanoparticle surfaces. Catalysis today, 207, 127-132.
Nassar, N. N., Hassan, A., Luna, G., & Pereira-Almao, P. (2013). Comparative study on thermal cracking of Athabasca bitumen. Journal of thermal analysis and calorimetry, 114(2), 465-472.
Nassar, N. N., Hassan, A., & Pereira-Almao, P. (2011). Application of nanotechnology for heavy oil upgrading: Catalytic steam gasification/cracking of asphaltenes. Energy & Fuels, 25(4), 1566-1570.
Nassar, N. N., Hassan, A., & Pereira-Almao, P. (2012). Thermogravimetric studies on catalytic effect of metal oxide nanoparticles on asphaltene pyrolysis under inert conditions. Journal of thermal analysis and calorimetry, 110(3), 1327-1332.
Nassar, N. N., Hassan, A., & Vitale, G. (2014). Comparing kinetics and mechanism of adsorption and thermo-oxidative decomposition of Athabasca asphaltenes onto TiO2, ZrO2, and CeO2 nanoparticles. Applied Catalysis A: General, 484, 161-171.
Nares, H. R., Schachat, P., Ramirez-Garnica, M. A., Cabrera, M., & Noe-Valencia, L. (2007, April). Heavy-crude-oil upgrading with transition metals. In Latin American & caribbean petroleum engineering conference. OnePetro.
Peluso, E. (2011). Hydroprocessing full-range of heavy oils and bitumen using ultradispersed catalysts at low severity (Vol. 73, No. 05).
Bergeson, L. L., & Auerbach, B. E. T. H. A. M. I. (2004). Reading the small print. In Environmental Forum (Vol. 21, No. 2, pp. 30-32). THE ENVIRONMENTAL LAW INSTITUTE.
Morris, J., & Willis, J. (2007). US Environmental Protection Agency nanotechnology white paper. US Environmental Protection Agency, Washington, DC.
Kahan, D. M., & Rejeski, D. (2009). PRoject on emeRging nanotechnologies.
Nel, A., Xia, T., Mädler, L., & Li, N. (2006). Toxic potential of materials at the nanolevel. science, 311(5761), 622-627.
Thomas, T., Thomas, K., Sadrieh, N., Savage, N., Adair, P., & Bronaugh, R. (2006). Research strategies for safety evaluation of nanomaterials, part VII: evaluating consumer exposure to nanoscale materials. Toxicological Sciences, 91(1), 14-19.
Breggin, L. K., & Carothers, L. (2006). Governing uncertainty: the nanotechnology environmental, health, and safety challenge. Colum. J. Envtl. L., 31, 285.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

Cite this chapter
Ashoorian, S., Montoya, T., Nassar, N.N. (2021). Nanoparticles for Heavy Oil Upgrading. In: Nassar, N.N., Cortés, F.B., Franco, C.A. (eds) Nanoparticles: An Emerging Technology for Oil Production and Processing Applications. Lecture Notes in Nanoscale Science and Technology, vol 32. Springer, Cham. https://doi.org/10.1007/978-3-319-12051-5_6
Download citation
DOI: https://doi.org/10.1007/978-3-319-12051-5_6
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-12050-8
Online ISBN: 978-3-319-12051-5
eBook Packages: EngineeringEngineering (R0)