
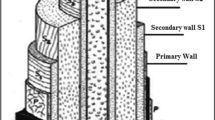
Abstract
Chemically modified fibre-reinforced polymer composites were manufactured by melt mixing method with several fractions of the modified fibres. Before proceeding to melt mixing method, fibres were made compatible by different chemical modifications. The interaction between date palm leaf fibres and polymeric matrix was examined by Fourier transform infrared (FTIR) spectroscopy, whereas the morphology of chemically modified DPL fibres and DPL fibre-reinforced biocomposites (i.e., polyvinylpyrrolidone (PVP)/DPL and polyvinyl alcohol (PVA)/DPL) was studied by using field emission scanning electron microscopic (FESEM) technique. Because of the strong interfacial interaction between polymers and fibres, mechanical properties were improved. It was found that the tensile strength, elongation at break, and loss modulus of polymer composites were compared with that of virgin polymeric matrix of PVP and PVA. The thermal and conducting properties of composites were studied by using thermogravimetric analysis.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
14.1 Introduction
The thought of using natural fibres as reinforcing component in different composite materials is not new, and it has been effectively utilized by various civilizations throughout the world history. As per the earlier literature analysis, a renewed interest on the utilization of natural fibres as binding phase in polymer-based composites has been observed world widely, and this new class of material has been selected as suitable alternative for other fibre-reinforced composites. Fibre-reinforced composites have its own importance in the field of civil infrastructure to provide rehabilitees or retrofit existing structure and also boost the life of the built environment. The up-growing attention toward the sustainable built surroundings has challenged engineers to consider environmental factors, social factors, and energy/resource consumption along with the financial constraints and performance criteria. By the passing of time, fibre-reinforced polymer composites are increasingly being considered as an alternative to traditional civil engineering materials, namely, concrete and steel. The lightweight and noncorrosive nature of fibre-reinforced composites along with its high specific strength and stiffness make these composites interesting with the aim to satisfy the performance criteria. The demand of natural fibre-bound polymer composites has grown fast due to the high performance, significant processing, mechanical properties, low cost, low density, renewability, biodegradability and easy cease to surface modification, relative non-abrasiveness, and wide availability. In recent times, a series of investigation have been performed on fibre-based biocomposite materials. Although natural fibres have some better-quality properties as compared to synthetic fibres, they also have some drawbacks due to their surface polarity such as low-dimensional stability, poor moisture resistant, and limited processing temperature. Natural fibres are chemically modified in order to improve the interfacial adhesion between matrices and fibres. Therefore, different techniques of surface modifications on the natural fibres are applied to enhance the interfacial interaction with the polymeric matrix.
The date palm tree, member of the palm tree community with a scientific name Phoenix dactylifera, is usually found in the Middle East of India and Pakistan, in Northern Africa (Canary Island), and in California (United States). Traditionally, date palm leaves are utilized in fabricating baskets, mats, and ropes in many areas of the world. Competent utilization of this natural resource in synthesizing natural fibre-reinforced composite would have a high optimistic impact on the environment and improve the economic standard of working-class people (Kaddmi et al. 2006). Now, few works have been adopted by various researchers to develop polymer composite materials using fibres, obtained from different potions of date palm leaf. Mahdavi et al. (2010) have investigated the mechanical and morphological properties of wood plastic composites designed by reinforcing the fibres obtained from trunk, rachis, and petiole of date palm tree in high-density polyethylene (HDPE) matrix. It has been noticed that there is a significant difference between the trunk and petiole on fibre length, but rachis has no considerable difference relative to other parts. The tensile strength of fibres obtained from leaves and stems of date palm tree has been investigated and compared with other natural fibres by Rao et al. (2007). They have observed that the measured mechanical strength of date palm fibre is compatible to that of other fibres such as bamboo, banana, coconut, and sisal. Alawar et al. (2009) have studied the effect of different chemical modifications on date palm fibre surrounding the stems of date palm tree. From their investigation, it has been clearly observed that 1 % of NaOH-treated date palm fibre shows the optimum mechanical properties, whereas HCl-treated date palm leaves show a deterioration in mechanical properties. Two types of resins, i.e., phenol formaldehyde and bisphenol, are used for the synthesis of composite panel (Al Sulaiman 2003), and it was observed that the thermal conductivities of the composites vary with the types of resins (Mohanty et al. 2013). It is also noticed that fibre orientation and size have no reckonable effect on the thermal conductivity.
In the present context, we are going to narrate a brief outline of the manufacturing part of chemically modified date palm leave reinforced polymer composites. For the first case, chemically functionalized leaf fibres of date palm have been introduced in polyvinyl alcohol (PVA) to synthesize biocomposite materials by injection molding technique. By using benzoylation, alkaline, permanganate, peroxide, acrylic acid, and maleic anhydride action on date palm leaf fibre, we have achieved various chemical modifications with good interfacial bonding. Here, different wt% of acrylic acid (10, 20, 30, and 40 %)-modified date palm leaf fibres have been mixed up with PVA polymer to fabricate the desired biocomposite materials. Numerous works have been investigated the preparation of polymer composites reinforced with surface-modified natural fibres (Kang and Kim 2011). However, the work relating to polyvinylpyrrolidone (PVP)–PVA composites with reinforcement of chemically modified fibres was merely mentioned in the literature (Mohanty et al. 2013). So further investigation on mechanical, thermal, and conducting properties of PVA/DPL biocomposite with its manufacturing process is undoubtedly a new work and first reported by our research group. Both the fibre and the prepared biocomposites were characterized by Fourier transform infrared (FTIR), X-ray diffraction (XRD), and field emission scanning electron microscopic (FESEM). It was found that the mechanical and thermal properties of the prepared composites are substantially superior as compared to virgin PVP with a little compromise in conducting properties.
14.2 Experimental
The experimental part of this chapter includes materials and manufacturing part in detail. The main raw material, date palm branches, was collected from different areas of Odisha, India. Different essential chemicals such as benzoylchloride, benzoyl peroxide, sodium hydroxide, potassium permanganate, maleic anhydride, acetone, sodium chloride, benzene, starch, and acrylic acid of analytical grade were used with any further purification. Main matrix components, PVP and PVA, were purchased from Merk (India, Mumbai), and these were used as such. All the solutions were prepared in double-distilled water.
14.3 Preparation of DPL Fibre and Its Chemical Modification
14.3.1 DPL Fibre Preparation
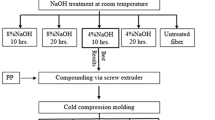
At first, fibres were prepared or made compatible by taking out the strips from date palm leaves and then cutting these into small pieces. After that, these small pieces of fibres were washed with distilled water, followed by drying at 70 °C for 1 day to eradicate the moisture completely. Now, these untreated fibres or so-called prepared fibres were processed for chemical modifications. Different chemical treatments such as benzoylation, alkaline, permanganate, peroxide, acrylic acid, maleic anhydride, and sodium hydroxide were performed to improve the adhesiveness which has been explained as follows. Refer to Table 14.1 for the chemical composition of DPL fibres (Pothan et al. 2010).
14.3.2 Chemical Modifications of DPL Fibres
14.3.2.1 Alkaline Treatment
In case of alkaline modification, at first the so-called prepared fibres of the date palm leaves were thoroughly washed by sodium hydroxide solution (5 wt% NaOH) for 1 h at 80 °C. After that, the NaOH-treated fibres were cooled down to room temperature and rinsed several times with fresh water to remove unreacted NaOH solution (if any) from the fibre surface, and these fibres were then dried at 60 °C for 24 h. This method was adopted to activate the –OH groups on the lignin and cellulose in the fibre. Actually, the addition of aqueous sodium hydroxide in natural fibres leads to the ionization of the –OH groups to the alkoxide which is given as follows (Lei et al. 2007). These resulting fibres were termed as alkaline pretreated fibres.
14.3.2.2 Benzoylation Treatment
It involves the process where alkaline pretreated fibres were first well suspended in 10 % sodium hydroxide and benzoylchloride solution for 15 min. The organic reaction between the cellulosic –OH groups of date palm leaf fibre and benzoylchloride is revealed in Eq. (14.2) and Agrawal et al. (2000). These fibres were then isolated. These fibres were soaked in ethanol for 1 h to remove the excess benzoylchloride and finally washed with fresh water. At last these fibres were dried at 80 °C for 24 h.

14.3.2.3 Permanganate Treatment
In this process, the alkaline pretreated fibres were immersed in KMnO4 solution (0.003 % in acetone) for 1 min. The graft copolymerization scheme of DPL fibres by highly Mn3+ ions during the chemical treatment is given below (Joseph et al. 2000). After that, these fibres were rinsed with fresh water and dried for 24 h at 80 °C.
14.3.2.4 Peroxide Treatment
In this method, alkaline pretreated fibres were encrusted with benzoyl peroxide in 6 % acetone solution for half an hour, and then these fibres were washed with distilled water and dried in an oven for 1 day at 80 °C. For a clear understanding, peroxide initiated free radical reaction between DPL cellulose fibres and PVA matrix and is given below (Paul et al. 1997):
14.3.2.5 Maleic Anhydride Treatment
In this anhydride treatment, alkaline pretreated date palm leaf fibres were mixed up with maleic anhydride solution (5 wt% of in acetone) at 65 °C for 3 h. The organic reaction mechanism of maleic anhydride with DPL fibre and PVA matrix is shown in Eq. (14.9) (Joseph and Thomas 1996). Then, these fibres were washed for several times with distilled water to drive away unreacted chemicals from the fibre surface and then dried at 80 °C for 24 h.

14.3.2.6 Acrylic Acid Treatment
According to this procedure, the alkaline pretreated date palm leaf fibres were first swelled in a binary solvent prepared by benzene and water in a proportion of 45/5 cm3 for 15 min at 85 °C. The mechanistic pathway of DPL fibre with acrylic acid is given in Eq. (14.10) (Bledzki et al. 1996). Then these modified fibres were washed in several steps with different reagents: firstly, with an alkaline solution of 1 g L−1 NaOH, then 6 g L−1 NaCl for 15 min, and after that with distilled water for 1 h. Finally, the modified fibres were dried at 80 °C for 24 h in an oven and cooled in a desiccator.
14.4 Manufacturing of DPL Fibre-Based Biocomposites
The early manufacturing method for fibre-reinforced composite structural parts used a hand layup technique. Although hand layup is a reliable process, it is by nature very slow and labor intensive. In recent years, particularly due to the interest generated in the automotive industry, there is more emphasis on the development on manufacturing methods that can support mass production. Bag molding, compression molding, and injection compounding molding represent such manufacturing methods.
Molds are made from metal, usually either steel or aluminum, and precision machined to form the features of the desired part. Injection molding is a manufacturing process for producing parts from both thermoplastic and thermosetting plastic materials. The material is feed into a heated barrel, mixed, and forced into a mold cavity where it cools and hardens to the configuration of the cavity. This kind of molding is widely used for manufacturing to form the features of the desired part.
Injection molding machines (shown in Fig. 14.1) consist of a material hopper, an injection ram or screw-type plunger, and a heating unit. They are also known as presses; they hold the molds in which the components are shaped. Presses are rated by tonnage, which expresses the amount of clamping force that the machine can exert. This force keeps the mold closed during the injection process. Tonnage can vary from less than 5–6,000 tons, with the higher figures used in comparatively few manufacturing operations. The total clamp force needed is determined by the projected area of the part being molded. This projected area is multiplied by a clamp force from 2 to 8 tons for each square inch of the projected areas. As a rule of thumb, 4 or 5 tons in−2 can be used for most products. If the plastic material is very stiff, it will require more injection pressure to fill the mold, thus more clamp tonnage to keep the mold closed. The required force can also be determined by the material used and the size of the part, larger parts require higher clamping force. Advantages of this process include high production rate, design flexibility, relatively low labor, little to no finishing of the parts, minimum scrap losses, and repeatability within tolerances. So it can effectively produce a wide range of materials.

Injection molding machine for processing of treated fibres, PVP and PVP/DPL biocomposites
Date palm (Phoenix dactylifera) leaf (shown in Fig. 14.2b, c) is one such natural resource whose potential as fibre reinforcement in polymer composite has not been explored till date. The genus Phoenix belongs to the Arecaceae family. As a group, there are about 13 different species of Phoenix. Some important species of date palm trees (shown in Fig. 14.2a) are found in India. Hence, various measures have been taken to eradicate this species like manual eradication, biological control, chemical methods, etc. But unfortunately, efforts to manage the weed have not been successful. Alternatively, visualizing the luxuriant growth and vigorous survival of this weed, researchers worldwide are trying to find out the potential economic value for its utilization into value-added products and effective method for its management.

(a) Date palm trees, (b) date palm leaves, and (c) date palm leaf fibres
The fabrication of fibre-reinforced polymer composites involves a special step to mix all the constituting components (chemically modified date palm leaf fibre, PVP, starch, and polypropylene) in order to prepare the raw material. Thermoplastic starch was prepared by the addition of glycerol and water. Initially, the starch was pre-dried at 80 °C for 1 h in the oven .Then, 70 % of starch, 20 % of glycerol, and 10 % of water were mixed and stirred thoroughly for 30 min. After that, the starch was again pre-dried at 80 °C so that water present in it could be evaporated. In order to incorporate the better compatibility between the main matrix of PVP and date palm leaf fibre, thermoplastic starch and a small amount of polypropylene were added to the mixture. The mixture was kept in a vessel closed with aluminum foil to avoid absorption of moisture and was kept for 24 h under at room temperature. Five samples of different chemically modified fibre volume fractions, e.g., 0, 10, 20, 30, and 40 %, were prepared whose detail compositions are given in Table 14.2.
The preparation of raw material is also the same for date palm leaf fibre-reinforced PVA composites; the only difference is in the matrix phase. Here, PVA serves the purpose of forming the matrix phase, instead of PVP.
Fabrication of final composite specimens was performed by injection molding process. Before fabrication, matrix mixture was prepared by micro-compounder. The DSM Xplore 5 and 15 micro-compounder (shown in Fig. 14.3a) is intended for compounding small quantities of material. The compounder houses the unique vari-batch TM concept, which gives the opportunity to select the batch volume via multiple recirculation channels from 3, 7, and up to 15 ml.

(a) Micro-compounder and (b) micro-injection molding machine
The different batches for micro-compounding are prepared as per Table 14.1. The barrel is heated up to the desired temperature. Before filling the compounder with material, the hopper first needs to be connected. Hopper consists of a funnel, a plunger, and a hollow pipe. Material is poured inside the compounder slowly which moves toward the barrel and allows them to melt before they reach the bottom of the barrel. Inside the barrel, the mixing screws are rotating at a speed of 100 rpm, i.e., the compounding speed. During this operation, the drain valve is closed. The operation time has been kept at 5 min. In this method, the materials get dissolved into solvents at high temperatures, and as a result, a high viscous solution is prepared. In order to have the material circulate through the compounder during mixing, it must be viscous enough to develop pressure at the end of the barrel. This pressure will push the mixed material through the recirculation channel. At the end of the compounding time, the flow director valve is turned to outflow position (front), and the compounded material is collected from the exit port. After the material has been extruded from the compounder, the motor is stopped and the barrel is cleaned. DSM Micro 10cc injection molding machine is intended for injection molding which is useful for fabrication of small quantities of materials. The process accuracy and reliability of micro-molding are much better than that of conventional molding. Accuracy and reliability mean higher-quality molded parts with fewer problems. Micro-injection molding (shown in Fig. 14.3b) has various parts such as mold and mold holder, nozzle, pressure cylinder, touch screen (control panel), etc.
The molten materials were forced out of micro-compounder and collected inside a cylinder (nozzle). The composite specimens were prepared by forcing hot polymer through compressed air cylinder into a heated mold. The touch screen fully adjusts the time and level of pressure under which the test specimens are made. The molten materials were filled into the nozzle, and the plunger was moved in an outward direction. Once the nozzle is filled up, it is placed inside the carriage at the right angles with the orifice pointing toward the left. Then the handle was pushed downward to lock the nozzle in the carriage. The machine will only work once the protective cover is closed; the pneumatic system stays locked whenever the protective cover is not closed. The machine was started by pressing the “RUN” key on the touch screen. The mold was taken out by the help of ejection pin when the injection had finished. Then the specimens were removed by the help of tongs when the mold was opened (as shown in Fig. 14.4).

Test specimen
14.5 Standard Techniques Used for Properties Investigation
14.5.1 Instrumentation
-
FTIR characterization of the prepared samples (in the form of KBr pallet) in the form of spectra was recorded by Shimadzu IR Affinity-1 Fourier infrared spectrophotometer in the range of 4,000–400 cm−1.The surface morphology of the prepared biocomposite was studied with the help of Scanning Electron Microscope from Jeol, Japan (model 5200 with magnification of 30,000). The thermal stability of the prepared samples was performed under the nitrogen purge at a heating rate of 10 °C min−1 using a TGA apparatus (model DTG-60, Shimadzu Corporation Japan). XRD patterns of the prepared biocomposites were recorded using an X-ray machine (Rigaku operating at 40 kV and 150 mA).
-
Mechanical Property: Tensile tests of the prepared samples were carried out using INSTRON 3382, a servo hydraulic static testing machine having 5 kN load cell. In this case, test specimens were prepared as per ASTM D 638 specification, i.e., 165 mm in length and 3.2 mm in thickness. In order to realize the change in property with fibre content, at each fibre loading, e.g., 0, 10, 20, 30, and 40 %, five samples were tested at a crosshead speed of 2 mm min−1 out of which average readings were taken at each fibre loading. A 50 mm extensometer was used to get displacement readings. All tests were performed with controlled humidity of 54 ± 5 % at room temperature (23 ± 2 °C).
-
The measurement of flexural strength was done by INSTRON 3382, a servo hydraulic static testing machine, using three-point bending method. Specimens for flexural test were prepared according to ASTM D790-99 standard with dimensions 127 × 12.7 × 3.2 mm3. In order to realize the change in property with fibre content, at each fibre loading, e.g., 0, 10, 20, 30, and 40 %, five samples were tested at a crosshead speed of 1 mm min−1, and the bending stress was calculated from the measured load as per the equation given below:
$$ \delta =W{L}^3/48EI $$where W = maximum load (N)
-
δ = displacement (mm)
-
I = moment of inertia (mm4)
-
E = Young’s modulus (Mpa)
-
L = distance between the support span (mm)
-
-
For the prepared samples, impact tests were carried out as per ASTM D 256 with the help of pendulum type Izod impact testing machine. Specific hammer velocity and hammer weight 3.46 m s−1 and 0.905 kg, respectively, were maintained during experiment. At the time of testing, specimens were clamped vertically as a cantilever beam and then struck by a single swing of the pendulum released from the clamp. Three consistent results were selected for each fibre loading in PVA matrix.
-
For dynamic mechanical thermal analysis (DMTA), test the prepared biocomposite sheets which were sliced with average typical dimensions of 32 × 13 × 3 mm3 according to ASTM D 5026 standards. This measurement was performed with a DMA Q 800 TA instrument at a frequency of 1 Hz with heating from 33 to 160 °C at a heating rate of 2 k min. The instrument was equipped for rectangular samples and working at shear mode. The maximum shear strain was equal to 0.2 %.
-
The glass transition temperature which was taken as the onset temperature of the specific heat increment was measured with differential scanning calorimetry (DSC) Q 20 TA calorimeter. This was performed under argon atmosphere from 49 to 260 °C with a heating rate of 10 °C min−1.
14.6 Explanations of Evidenced Results
14.6.1 FTIR Analysis of Polymer Composites
The chemical interaction between the functional groups present in DPL and PVP is characterized by FTIR study. The FTIR results of chemically modified DPL fibre and PVP along with DPL fibre-reinforced PVP biocomposite with 26 wt% of fibre loading are compared and shown in Fig. 14.5a. The observed sharp peak at 2,900 cm−1 may be due to the C–H stretching, whereas a week peak at 1,680 cm−1 corresponds to the presence of ester group formed after treatment with acrylic acid. However, the FTIR spectrum of treated DPL fibre gives a broad peak at 3,480 cm−1 indicating the presence of some unreacted –OH peak of the fibre. The observed peak at 1,750 cm−1 may be due to stretching vibration of carbonyl groups (>C = O) of PVP along with its N–H peak at 3,600 cm−1. The FTIR of PVP/DPL biocomposites consists of the carbonyl peak of PVP and the –OH peaks along with the ester peak of DPL fibre which gives the evidence regarding the formation of biocomposites.

(a) FTIR spectra of treated fibres PVP and PVP/DPL biocomposites and (b) treated fibres PVA and PVA/DPL biocomposites [Polym. Compos. 15:1062–1070 (2013), Fibres Polym. 15, 1062–1070 (2014)]
Figure 14.5b gives the comparative study of FTIR results of chemically modified DPL fibre, virgin PVA, and DPL fibre-reinforced PVA biocomposite with 28 wt% fibre loading. The FTIR spectrum of treated DPL fibre shows a broad peak at 3,400 cm−1 indicating the presence of –OH functional group in the fibre surface, whereas the sharp peak at 2,900 cm−1 may be due to the C–H stretching. The peak observed at 1,740 cm−1 in the case of DPL fibre may be due to stretching vibration of carbonyl (>C = O) groups that are attached to the fibre backbone. The presence of –OH functional groups of PVA matrix can be realized from the broad peak of FTIR spectrum at about 3,300 cm−1. It is noticed that the FTIR peak of carbonyl group at 1,740 cm−1 of DPL fibre is present for PVA/DPL biocomposite and absent for virgin PVA. This gives the supportive information regarding the formation of PVA/DPL biocomposite.
14.6.2 XRD Analysis of Polymer Composites
In order to make a structural analysis, XRD patterns of PVP and PVP/DPL composites have been illustrated in Fig. 14.6a. XRD peak at 2θ of 16° and a broad peak at 22° may be due to the crystalline phase of PVP. For PVP/DPL biocomposites, the left side shift of peaks at 2θ values of 15.5° and 21° is due to the change in crystallinity of PVP in the form of prepared biocomposite. The crystallinity of virgin PVA was also reflected through the observed diffraction peak at 2θ value of 20.5°, and in a comparative study, it is also found in the same place for PVA/DPL biocomposites (Fig. 14.6b). However, the most interesting fact is that the crystallinity of PVA is remained unaltered even after formation of biocomposites. The final conclusion, drawn from XRD study, is the same as for FTIR results.

(a) Comparative XRD curves of PVP and PVP/DPL biocomposites and (b) PVA and PVA/DPL biocomposites [Polym. Compos. 15:1062–1070 (2013), Fibres Polym. 15, 1062–1070 (2014)]
14.6.3 Morphological Analysis Polymer Composites
The surface texture of the prepared biocomposites was captured through FESEM images of PVP/DPL biocomposite with 26 wt% treated fibre (shown in Fig. 14.7). Change in surface morphology with the incorporation of fibres was compared from FESEM images. For the first biocomposite, i.e., PVP/DPL biocomposite, chemically modified fibres are found to be debundled and distinct with fibre dimension of about 1 μm, represented in Fig. 14.7c. On the other hand, FESEM images of DPL fibre-reinforced PVP biocomposites represent almost a uniform distribution of DPL fibres within PVP matrix forming different flexes of biocomposites (Fig. 14.7d). The average width of the flex is found at around 4–5 μm, and FESEM images of biocomposite also indicate compatible interfacial adhesion between DPL filler and PVP matrix. Figure 14.7a presents the FESEM images of both chemically modified fibre and 28 wt% fibre-treated DPL fibre-reinforced PVA biocomposite. The surface morphology of the second biocomposite, i.e., PVA/DPL biocomposite, is interesting. By the close vision, it is also noticed that DPL fibres are not pulled out from PVP matrix, creating a polymer coating on the surface of the DPL fibres. However, some sort of local agglomeration within PVA polymeric matrix was observed as black patches in FESEM images of the prepared DPL fibre-reinforced PVA biocomposite. Better compatibility of DPL/PVA biocomposite can be well explained by the uniform dispersion of chemically modified DPL fibre within the PVA matrix. Furthermore, DPL fibres were not pulled out from the thermoplastic matrix as the first biocomposites and were covered by polymers.

(a, b) FESEM of DPL fibre, (c) PVA/DPL (28 wt%), and (d) PVP/DPL biocomposites [Polym. Compos. 15:1062–1070 (2013), Fibres Polym. 15, 1062–1070 (2014)]
14.7 Properties of Polymer Composites
In Table 14.3, the mechanical strength of DPL/PVA biocomposite with different wt% of DPL fibre loading is illustrated. As the DPL fibre content exceeds 28 wt%, the matrix coverage is appearing insufficient with the appearance of many voids leading to poor interfacial adhesion. According to common law of short fibre composites, it is noticed from Table 14.3 that the mechanical properties are observed more at 28 % of fibre content as discussed in the previous section. From Table 14.3, it is noticed that the Young’s modulus was increased with an increase in fibre loading. A drastic rise in tensile properties is observed at 28 wt% of fibre loading of DPL fibre-reinforced PVA biocomposites. After crossing 28 wt% fibre loading, the modulus decreases with an increase in fibre loading as it is observed in the case of tensile strength. The reason behind the decrease in modulus after 28 wt% of DPL fibre content can be explained from the fact that at higher fibre content, the fibres act as flaws and crazing occurs, whereas the sharp increase of modulus at 28 wt% fibre content indicates that the matrix with reinforcement has become more stiff and can withstand higher stress at the same strain level. After 28 wt%, the further fibre loading causes a generation of stress concentration areas which lower the stiffness of biocomposite. Similar type of trend also occurs in case of flexural properties of the prepared biocomposites, and it is found that the flexural strength of the biocomposite increases initially compared to virgin PVA matrix. A competent stress transfer between PVA and natural fibre occurs due to the addition of date palm leaf fibres. The rise in peak value (36.290 MPa) happens at 28 wt% DPL fibre loading. After that, it decreases subsequently which may be realized from the fact that higher fibre loading encourages fibre-to-fibre interaction and leads to some sort of fibre agglomeration within PVA polymeric matrix.
The same trend like tensile and flexural strengths is also observed for Izod impact strength, with the maximum impact strength (i.e., 4.307 kJ m−2) at 28 wt% of DPL fibre loading. After that, it decreases as fibre content increases. It is clear that dynamic mechanical properties of a composite material depend on the fibre content, compatibilizer, fibre orientation, and board of testing. An investigation is carried out to find out the effect of frequency on the dynamic mechanical analysis of DPL fibre-reinforced PVA biocomposite with 28 wt% of fibre; DMTA test was performed over a temperature range of 20–180 °C at a heating rate of 10 °C min−1. From the dynamic mechanical thermal properties of the biocomposite, the damping peak (tan δ) was found to be 0.1090 delta at temperature of 73.87 °C (Fig. 14.8b). The thermal gravimetric analysis results of PVA and PVA/DPL biocomposites were compared in Fig. 14.8c. Storage modulus and loss modulus of the prepared biocomposite were measured, and it was found that the storage modulus of the biocomposite was 2,550.68 MPa at 41.41 °C, whereas the loss modulus was 190.6 MPa at a temperature of 64.99 °C (Fig. 14.8a).

(a, b, c) Temperature dependence of storage, loss modulus, and TGA of PVA/DPL biocomposites and (d, e, f) temperature dependence of storage and loss modulus of PVP/DPL biocomposites [Polym. Compos. 15:1062–1070 (2013), Fibres Polym. 15, 1062–1070 (2014)]
For PVP/DPL biocomposite with dynamic mechanical and thermal properties, the damping peak (tan δ) of the biocomposite is found to be 0.3415 delta at a temperature of 124.72 °C, whereas for PVP matrix, it is 0.3915 delta at 107.09 °C (Fig. 14.8e). From the storage moduli and loss moduli results of both matrix and biocomposite, it is found that the storage modulus of the biocomposite is 2,893 MPa at 30.48 °C, whereas that of the PVP is 2,389 MPa at 30.35 °C. Further, the loss modulus of biocomposite is 248.20 MPa at a temperature of 30.88 °C, whereas it is 210.2 MPa for PVP at a temperature of 30.18 °C (Fig. 14.8d, f).
Tensile strength data of prepared biocomposites were plotted against different weight percentage of acrylic acid-treated DPL fibres (shown in Fig. 14.5a). The actual wt% of DPL fibre at optimum strength has been obtained by regression analysis. The data fit very well by second-degree polynomial with regression coefficient (R2-value) of 0.9736 (Fig. 14.9a), which gives the optimum strength (i.e., 20.19 ± 61.06 MPa) at 28 wt% of fibre loading, and this weight percentage of DPL fibre has been considered as the optimum fibre percentage for the development of PVA/DPL biocomposites for subsequent studies. From Fig. 14.5, it is noticed that the tensile strength increases first with DPL fibre loading and reaches a maximum value and then further decreases. Similarly, in Fig. 14.9b, the measured tensile strength data of prepared biocomposites have been plotted against the above weight percentage of acrylic acid-treated DPL fibres, and it is observed that the tensile strength first increases with fibre loading and further decreases after reaching a maximum value.

(a) Second-degree polynomial curve in tensile test results of various wt% (b) and tensile strength of PVP/DPL biocomposites at different wt% of fibre loading [Polym. Compos. 15:1062–1070 (2013), Fibres Polym. 15, 1062–1070 (2014)]
14.8 Conclusion
The DPL/PVP and DPL/PVA biocomposites have been fabricated by reinforcing chemically modified DPL fibres through melt mixing technique. The chemical interaction of polymers with fibres has been evidenced by FTIR which indicates the uniform distribution of fibres in PVP and PVA matrix. The optimum mechanical properties of PVP/DPL and PVA/DPL biocomposites have been observed at 26 and 28 wt% of fibre loading, respectively. The storage modulus, loss modulus, and tan δ values have been compared with neat polymers. From the study of the rheological properties, it can be stated that the improvement in the above properties may lead to easy processability of biocomposites. The conducting property of biocomposites has been compromised with substantial improvement in thermal and mechanical properties. Due to the hydrophobic and easily processable nature, prepared biocomposites can be utilized as water- and chemical-resistant packaging materials. Prepared DPL/PVA materials may be used in automotive, housing, and other industrial applications. These biocomposites can also act as a competent reinforcement for concrete composites to avoid accidental facture of concrete surface.
14.9 Future Prospective
Due to the lightweight nature and easy cease of chemical modification of date palm leaf fibres and its efficiency to introduce an improvement in tensile and flexture strength to the fibre-reinforced biocomposite, it can be effectively used as reinforcing component in different polymer-based biocomposites which can be used as an alternative to civil construction materials. In future perspective, other strong bio-fibres (elephant grass, sisal grass, sabai grass, coconut fibres) on the same type of chemical modification can be used as competent reinforcing component in the formation of lightweight and strong biocomposite which can be a suitable alternative for heavyweight civil engineering materials.
References
Agrawal R, Saxena NS, Sharma KB, Thomas S, Sreekala MS (2000) Activation energy and crystallization kinetics of untreated and treated oil palm fiber reinforced phenol formaldehyde composites. Mater Sci Eng A 277:77–82
Alawar A, Hamid MA, Kaabi A (2009) Characterization of treated date palm tree fiber as composite reinforcement. Compos Part B Eng 40:601–609
Al-Sulaiman FA (2003) Date palm fiber reinforced composite as a new insulating material. J Energy Res 27:1293–1297
Bledzki K, Reihmane S, Gassan J (1996) Properties and modification methods for vegetable fibers for natural fiber composites. J Appl Polym Sci 59:1329–1336
Joseph K, Thomas S (1996) Effect of chemical treatment on the tensile properties of short sisal fiber reinforced polyethylene composites. Polymer 37:5139–5149
Joseph K, Mattoso LHC, Toledo RD, Thomas S, de Carvalho LH, Pothen L, Kala S, James B, Carlos S (eds) (2000) Natural fiber reinforced thermoplastic composite. Embrapa, USP-IQSC, UNESP, Brazil, pp 159–201
Kaddmi H, Dufresne A, Khelifi B, Bendhaou A, Taourirte M, Raihane M, Issartel N, Sautereau H, Gerard J, Sami N (2006) Short palm tree fibers–thermoset matrices composites. Compos Part A Appl Sci Manuf 37:1413–1417
Kang JT, Kim SH (2011) Improvement in the mechanical properties of polyactide and bamboo fiber biocomposites by fiber surface modification. Macromol Res 19:789–796
Lei Y, Wu Q, Yao F, Xu Y (2007) Preparation and properties of recycled HDPE/natural fiber composites. Compos Part A Appl Sci Manuf 38:1664–1674
Mahdavi S, Kermanian H, Varshoei A (2010) Comparison of mechanical properties of date palm fiber polyethylene composites. BioResources 5:2391–2403
Mohanty JR, Das SN, Das HC, Swain SK (2013) Effect of chemically modified date palm leaf fiber on mechanical, thermal and rheological properties of polyvinylpyrrolidone. Polym Compos 15:1062–1070
Mohanty JR, Das SN, Das HC, Swain SK (2014) Effective mechanical properties of polyvinylalcohol biocomposites with reinforcement of date palm leaf fiber. Fibers Polym 15:1062–1070
Paul A, Joseph K, Thomas S (1997) Effect of surface treatments on the electrical properties of low density polyethylene composites reinforced with short sisal fiber. Compos Sci Technol 57:67–79
Pothan LA, George CN, Jacob M, Thomas S (2010) Mechanical performance of short banana/sisal hybrid fiber reinforced polyester composites. J Compos Mater 41:2371–2386
Rao KMM, Prasad AVR, Babu MNVR, Rao KM, Gupta AVSSKS (2007) Tensile properties of elephant grass fiber reinforced polymer composites. J Mater Sci 42:3266–3272
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2015 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Swain, S.K., Sahoo, G., Sarkar, N. (2015). Manufacturing of Chemically Modified Date Palm Leaf Fibre-Reinforced Polymer Composites. In: Salit, M., Jawaid, M., Yusoff, N., Hoque, M. (eds) Manufacturing of Natural Fibre Reinforced Polymer Composites. Springer, Cham. https://doi.org/10.1007/978-3-319-07944-8_14
Download citation
DOI: https://doi.org/10.1007/978-3-319-07944-8_14
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-07943-1
Online ISBN: 978-3-319-07944-8
eBook Packages: Biomedical and Life SciencesBiomedical and Life Sciences (R0)