
Abstract
Elephant grass stalk fibers were extracted using retting and chemical (NaOH) extraction processes. These fibers were treated with KMnO4 solution to improve adhesion with matrix. The resulting fibers were incorporated in a polyester matrix and the tensile properties of fiber and composite were determined. The fibers extracted by retting process have a tensile strength of 185 MPa, modulus of 7.4 GPa and an effective density of 817.53 kg/m3. The tensile strength and modulus of chemically extracted elephant grass fibers have increased by 58 and 41%, respectively. After the treatment the tensile strength and modulus of the fiber extracted by retting have decreased by 19, 12% and those of chemically extracted fiber have decreased by 19 and 16%, respectively. The composites were formulated up to a maximum of 31% volume of fiber resulting in a tensile strength of 80.55 MPa and tensile modulus of 1.52 GPa for elephant grass fibers extracted by retting. The tensile strength and the modulus of chemically extracted elephant grass fiber composites have increased by approximately 1.45 times to those of elephant grass fiber composite extracted by retting. The tensile strength of treated fiber composites has decreased and the tensile modulus has shown a mixed trend for the fibers extracted by both the processes. Quantitative results from this study will be useful for further and more accurate design of elephant grass fiber reinforced composite materials.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The natural fibers from plants such as sisal, banana, hemp, flax, bamboo, jute, coir etc. have special advantages when compared to synthetic fibers like glass, as they are renewable, biodegradable and environment friendly. Several investigators have studied the fiber-surface treatment methods and the resultant effects on the physical and mechanical properties of different fiber-matrix composite systems [1–3]. The treatment is often necessary to get a good reinforcing effect by increasing the adhesion between the fibers and the resin.
The mechanical properties of sisal, banana and hemp fiber composites using novolac resin, with and without maleic anhydride treatment were reported [4]. It was observed that the properties like Young’s modulus, flexural modulus and impact strength increases with maleic anhydride treatment. The environmental degradation behavior of flax fibers and their mechanical properties were investigated [5]. Results showed that upgraded duralin flax fibers absorbed less moisture than untreated green flax fibers, where as the mechanical properties of the upgraded fibers were retained with moisture absorption. Several authors have reported the chemical composition, properties of sisal fibers and their composites by incorporating the fiber in different matrices before and after treatment by different methods [6, 7]. It is observed that the mechanical process yields good quality of fiber compared to retting process, even though the yield is more in the later case.
The structure and fracture properties of bamboo such as modulus and strength were studied [8, 9]. The bamboo has excellent specific strength and modulus compared to those of unidirectional glass fiber reinforced plastics. The tensile strength and modulus varied from 100 MPa to 600 MPa and from 3 GPa to 15 GPa, respectively. The variation in mechanical properties is shown to be a function of the relative fraction of fibers in the specimen. The properties such as tensile strength, tensile modulus, tear strength and elongation at break of bamboo fiber reinforced natural rubber composites, with and without the presence of a bonding agent, was studied [10]. The presence of bonding agent gave shorter curing time and enhanced mechanical properties. The effect of a silane coupling agent Si69 on the curing characteristics and mechanical properties of bamboo fiber filled natural rubber composites were also studied [11]. Some studies were carried out on the flexural behavior of bamboo-fiber-reinforced mortar laminates [12]. The flexural strength value was improved to greater than 90 MPa for the laminates with reformed bamboo plate on the bottom as a tensile layer and fiber-reinforced mortar sheet on the top as a compressive layer. The resistance of bamboo fiber reinforced polypropylene composite (BFRP) and bamboo-glass fiber reinforced polypropylene hybrid composite (BGRP) to hygrothermal aging and their fatigue under cyclic tensile load were studied [13]. Recently, studies on PP based composites using steam exploded bamboo fibers have increased the tensile strength and modulus by about 15% and 30%, respectively [14].
Structure and physical properties of jute fibers grafted by acrylonitrile and methylmetacrylate monomers in raw and bleached condition were studied [15]. It was concluded that the moisture regain of the fiber after grafting showed a decreasing trend with an increase in grafting percentage and there was no structural change due to grafting. The effect of moisture absorption and some mechanical properties of jute fibers on dewaxing, delignification, bleaching and treatment with jute batch oil-in-emulsion were investigated [16]. The mechanical and thermal properties of composites on alkali treatment of jute fibers were also studied [17, 18]. The properties were improved by using NaOH treatment. The influence of surface modifications of coir fibers involving alkali treatment, bleaching and vinyl grafting on the performance of coir-polyester composites was studied [19]. The mechanical properties of composites like tensile, flexural and impact strengths increased as a result of surface modifications.
Even though, a very large quantity of work has been published on various natural fibers and its composites, an effort has been made in the present work to introduce a new natural fiber i.e. elephant grass as one of the grass fibers and its use as reinforcement in the development of new composites for lightweight structures. Few studies were carried out on the potential use of an un-extracted, nutrient-rich elephant grass lignocellulose for biogas production [20]. The extent of biogas formation is found to depend on the concentration of elephant grass. Modeling of organosolv delignification of elephant grass was carried out by applying the factorial design with phenol and diluted acid solutions [21]. Earlier researchers have reported the tensile properties of elephant grass fibers in literature [22]. Elephant grass (Scientific name: Pennisetum purpureum) is a tall grass that originally came from Africa in 1913. It grows in dense clumps along lake and riverbeds up to 3 m height, where soil is rich. It is yellowish in colour, the stems are about 25 mm diameter near the base, and the leaves are 0.6 to 0.9 m long and about 25 mm wide. Although the elephant grass is available abundantly in nature and is renewable, this potential and economic source compared to other natural fibers is still underutilized.
The overall objective of this work is to investigate the fiber extraction from elephant grass by different methods, its treatment, and the use of these fibers as reinforcement in polymer matrix. A combination of mechanical, retting and chemical methods was used to extract fibers. Development of any composite material involves investigations in four broad areas: (a) delignification and separation of fibers, (b) characterization of the fibers, (c) studies on interaction of the fibers with polymers before and after the treatment, and (d) evaluation of the composite properties. The elephant grass stalk fibers and their composites at various percentage volumes of fiber were tested and characterized to evaluate their mechanical properties.
Methods and materials
First, delignification of elephant grass was considered, followed by a summary of manual and chemical treatments given to the elephant grass strips. After the separation of fibers, the procedure for making the composite specimen was discussed. Finally, the testing of fibers and their composites was described. Unsaturated polyester resin of grade ECMALON 4411 was purchased from Ecmass resins Pvt. Ltd., Hyderabad, India. The resin has a density of 1258 kg/m3, Young’s modulus of 630 MPa, tensile strength of 31.5 MPa and elongation at break of 5%.
Extraction of fibers
The extraction of fibers was done by two methods namely (a) Retting and manual extraction, and (b) Chemical and manual extraction.
(a) Retting and manual extraction method
In this method, the culms of elephant grass were cut at their base and the leaves at the nodes and end of the culms were trimmed. After trimming, the culms were dried in shade for a period of one week. The node portions were removed by cutting, and the culms were separated into pieces of 160 mm length. The short culms separated are composed of exodermis (bark), vascular bundle sheaths, soft tissue cells and endodermis (inner surface layers). The hollow cylindrical portion of culms was taken for extracting fiber and made into four strips peeling them in longitudinal direction. These strips were soaked in water for a period of about 10 days. After this process the strips were subjected to a mechanical process, by beating them gently with a plastic mallet in order to loosen and separate the fiber. The resulting fiber bundle was scrapped with sharp knife and combed until individual fibers were obtained. This fiber is denoted by elephant grass (M).
(b) Chemical and manual extraction method
In this method, the strips of elephant grass were soaked in 0.1-N NaOH solution (4 grams of NaOH crystals per one liter of water) for different periods. After a series of experiments, a period of 72 h was taken as optimum period for chemical treatment. After this, the strips were washed in water and were subjected to the above mechanical process for separation of the fibers. This fiber is denoted by elephant grass (C).
Surface treatment of fibers
The extracted elephant grass fibers (M) and (C) of 30 grams each were taken separately and were soaked with 11 parts of KMnO4 with a concentration of 0.055% solution in acetone medium and the fibers were air dried. After the surface treatment, the elephant grass (M) and elephant grass (C) fibers were denoted by elephant grass (MK) and elephant grass (CK), respectively.
Composite preparation
Unidirectional composites were prepared using polyester matrix to assess the reinforcing capacity of elephant grass fibers. The quantity of accelerator and catalyst added to resin at room temperature for curing was 1.5% by volume of resin each. Hand lay up method was adopted to fill up the prepared mould with an appropriate amount of polyester resin mixture and unidirectional elephant grass fibers, starting and ending with layers of resin. Fiber deformation and movement should be minimized to yield good quality, unidirectional fiber composites. Therefore, at the time of curing, a compression pressure of 0.05 MPa was applied on the mould and the composite specimens were cured for 24 h. The specimens were also post-cured at 70 °C for 2 h after removing from the mould.
Fiber configuration and percentage volume are two of the most important factors that affect the properties of the composite. In this work, the configuration is limited to unidirectional, continuous elephant grass fibers equal to the length of specimen i.e.160 mm and the composite samples were prepared with five different percentage volumes of elephant grass fibers.
Testing of fibers and composites
It is important to know the properties of fibers, which control the limiting values of the mechanical properties of the composite. According to ASTM D3379-75, the tensile strength of various elephant grass fibers was measured to compare the different fibers extracted by different methods. Each fiber specimen was prepared with a set of five fibers of equal length mounted on a stiff cardboard piece with a gauge length of 50 mm. The ends of the fibers were glued on to the cardboard with epoxy resin and tested at a cross head speed of 0.2 mm/min. The test was carried out for 10 specimens to get a valid average. Tensile strength and tensile modulus were calculated from the load-elongation data and cross-sectional area of fibers. The diameter of the fibers was measured using an optical microscope at five different locations along the gauge length and the average cross-sectional area was calculated by assuming that the fibers were cylindrical in shape.
The unidirectional composite specimens were made as per the ASTM D638 M-89 to measure the tensile properties. The length, width and thickness of specimen were 160, 12.5 and 3 mm, respectively. The percentage volume of fibers in various test specimens varied from 8 to 31. Five identical specimens were prepared for each percentage volume of fiber. The specimens were tested at a crosshead speed of 2 mm/min using an electronic tensometer. The density of the fiber and its composites were measured using picnometric procedure.
Results and discussion
The densities and tensile properties of various elephant grass fibers extracted by different methods were presented in Table 1 for comparison. The density of the elephant grass fiber was very less compared to the established fibers like sisal, jute, coir and banana, which was an attractive parameter in designing lightweight material. The diameter of different fibers under consideration varied between 70 μm to 400 μm. The percentage yield in quantity of fibers extracted by the process of retting was 56 while with that of chemical process was only 25. This difference was due to the maximum removal of lignin material by chemical extraction.
The behavior of fibers obtained by different techniques under tensile load is shown in Fig. 1. The percentage tensile strain of elephant grass (C) is more than that of elephant grass (M), elephant grass (MK) and elephant grass (CK). The average tensile strength of elephant grass (C) fiber is about 23, 58 and 95 % more than that of elephant grass (CK), elephant grass (M) and elephant grass (MK), respectively. The chemical (NaOH) extraction process improves tensile strength and modulus of elephant grass fibers compared to mechanical extraction. In the present study, it is observed that the average tensile modulus of elephant grass (C) fiber is 41 % more than that of the elephant grass (M).

Stress against % strain for various elephant grass fibers
The tensile properties of various natural fibers along with elephant grass fibers were summarized in Table 2 for better comparison [23–25]. Even though the tensile strength and modulus of elephant grass fiber is better than those of coir the percentage elongation at break is much less than that of coir and sisal.
It was reported that the tensile strength of alkali treated or acetylated sisal fiber increases nearly by 10%, where as the tensile modulus decreases by 50–60% approximately [1]. Earlier investigations have reported that the influence of NaOH treatment process on jute fibers lead to an increase in yarn tensile strength and modulus by 120% and 150%, respectively [17]. However, few studies on jute fibers treated with sodium hypochlorite observed that the treatment degrades the fiber colour with maximum loss of tensile strength (20–30%) and with an increase in the fiber elongation characteristics [26]. The tensile strength and modulus of elephant grass (C) fiber are increased by 58 and 41%, respectively compared to those of elephant grass (M) fiber and the KMnO4 treatment has decreased the tensile properties of both the elephant grass fibers. However, the tensile properties of various elephant grass fibers considered in the present study are well comparable with those of other natural fibers presented by earlier authors.
Ultimate tensile strength and modulus of various elephant grass fiber reinforced composites are presented in Table 3. The stress as a function of percentage strain for various elephant grass fiber reinforced composites at highest percentage volume of fiber of 31 is shown in Fig. 2. The plot shows that the stress increases linearly with respect to strain for all composites.

Stress against strain at 31 % volume of fiber for various elephant grass fiber reinforced polyester composites
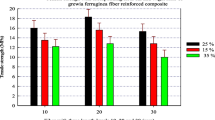
The effect of percentage volume of fiber on tensile strength and modulus for various elephant grass fiber reinforced composites are presented in Fig. 3 and 4. It is observed that the tensile strength of all elephant grass fiber reinforced composites increases with percentage volume of fiber in the order of elephant grass (MK), elephant grass (M), elephant grass (CK) and elephant grass (C). A considerable increase in tensile modulus is observed for elephant grass (CK) and elephant grass (C), and the failure of the specimen is catastrophic without pull out of fiber from the specimen for all composites. At 31 percentage volume of fiber, the tensile strength of elephant grass (C) composite is about 47% higher than that of the elephant grass (M) composite. This enhancement is attributed to the improved wetting of elephant grass (C) fiber with the polyester matrix.

Effect of % volume of fiber on tensile strength for various elephant grass fiber reinforced polyester composites

Effect of % volume of fiber on tensile modulus for various elephant grass fiber reinforced polyester composites
The effect of volume of fiber in the composite on the specific tensile strength and modulus are also shown in Figs. 5 and 6. The specific tensile strength increases linearly with percentage volume of fiber. At higher percentage volumes of fiber the specific tensile strength of elephant grass (C) composite is higher than that of the other composites in the present study. The specific tensile modulus also increases linearly with percentage volume of fiber for all elephant grass composites considered in the study. However, the rate of rise of specific tensile modulus of elephant grass (C) composite with respect to percentage volume of fiber is higher than that of other fiber reinforced composites.

Effect of % volume of fiber on specific tensile strength for various elephant grass fiber reinforced polyester composites

Effect of % volume of fiber on specific tensile modulus for various elephant grass fiber reinforced polyester composites
The tensile strength of sisal fiber reinforced polyester composites treated by different methods increased from 29.66 MPa to 39.48 MPa [27]. The tensile modulus also increased from 1.15 GPa to 2 GPa. It is observed that there is a remarkable gain of 50% in tensile strength of the jute polyester composites treated with acreylonitrile when compared to that of untreated fiber composites [28]. Bamboo-polyester composites exhibit a tensile strength of 102.6 MPa [29]. The effect of alkali (NaOH) treatment on coir in coir-polyester composites improves tensile strength from 21.50 MPa to 26.80 MPa [19]. The tensile strength and modulus of elephant grass (C) fiber composite have increased by 47 and 43%, respectively over those of elephant grass (M) composite, and also greater than those of sisal and coir polyester composites treated by different methods. However, the tensile properties of various elephant grass fiber composites considered in the present study are in good agreement to the composites made from other natural fibers as presented by earlier investigators.
Conclusions
The yield of elephant grass fiber extracted by the chemical and manual process is less when compared to the retting and manual process, because of maximum removal of ligneous material due to the chemical treatment. The percentage tensile strain of elephant grass (C) fiber is higher than that of the other fibers. The tensile strength and modulus of elephant grass (C) fiber is higher than that of the other fibers in the present study. The tensile strength of all fiber reinforced composites considered in the present study increases with percentage volume of fiber. The tensile strength of elephant grass fiber (C) composite is higher than that of other composites and the tensile strength of the elephant grass (MK) composite is less than that of the other composites in the present study. The tensile modulus of all composites increases with percentage volume of fiber. The rate of increase of tensile modulus for elephant grass (C) composite is higher than that of the other composites.
The elephant grass is available abundantly in nature and the extraction of its fiber is simple, and cheaper. In addition, the density of elephant grass fiber is less compared to that of the fibers explored earlier, makes it suitable in making the composites used for lightweight structures.
References
Yang GC, Zeng HM, Li JJ, Jian NB, Zhang WB (1996) Acta Sci Naturalium Univ Sunyat 35:53
Ei-Naggar AM, Ei-Hosamy MB, Zahran AH, Zondy MH (1992) Am Dyestuff Rep 81:40
Sabaa MW (1991) Polym Degradation St 32:209
Mishra S, Naik JB, Patil YP (2000) Com Sci Tech 60:1729
Stamboulis A, Baillie CA, Peijs T (2001) Composites: Part A 32:1105
Li Y, Mai Y-W, Lin Y (2000) Com Sci Tech 60:2037
Mukherjee PS, Satyanarayana KG (1984) J Mater Sci 19:3925
Amada S, Untao S (2001) Composites: Part B 32:451
Amada S, Munekata T, Nagase Y, Ichikawa Y, Shimizu H (1997) Composites: Part B. 28:13
Ismail H, Edyham MR, Wirjosentono B (2002) J Polym Test 21:139
Ismail H, Shuhelmy S, Edyham MR (2002) Eur Polym J 38:39
Yao W, Li Z (2003) Cem Concr Res 33:15
Thwe MM, Liao K (2003) Com Sci Tech 63:375
Okubo K, Fujii T, Yamamoto Y (2004) Composites: Part A 35:377
Kundu SK, Ray PK, Sen SK, Bhaduri SK (1995) J Appl Polym Sci 55:543
Mannan KM, Talukder MAI (1997) Polymer 38:2493
Gassan J, Bledzki AK (1999) J Appl Polym Sci 71:623
Ghanshyam SC, Bhatt SS, Inderjeet K, Singha AS, Kaith BS (2000) Polym Degrad Stab 69:261
Rout J, Mishra m, Tripathy SS, Najak SK, Mohanty AK (2001) Com Sci Tech 61:1303
Ekpenyong KI, Arawo JDE, Melaiye A, Ekwenchi MM, Abdullahi HA (1995) J Fuel 74:1080
Vega A, Bao M, Lamas J (1997) J Bio Tech 61:1
Kovier K (2001) Fiber reinforced concrete. The cement and concrete Institute, Midrand
Gethamma VG, Mathew KT, Lakshminarayana R, Thomas S (1998) Polymer 39:1483
Paul A, Thomas S (1997) J Appl Polym Sci 63:247
Romildo DTF, Karen S, George LE, Ghavami K (2000) Cem Concr Compos 22:127
Khan F, Ahmad SR (1996) Polym Degradation St 52:335
Singh B, Gupta M, Verma A (1996) Polym Compos 17:910
Saha AK, Das S, Basak RK, Bhatta D, Mitra BC (2000) J Appl Polym Sci 78:495
Jain S, Jindal UC, Rakesh K (1993) J Mater Sci Lett 12:558
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Rao, K.M.M., Prasad, A.V.R., Babu, M.N.V.R. et al. Tensile properties of elephant grass fiber reinforced polyester composites. J Mater Sci 42, 3266–3272 (2007). https://doi.org/10.1007/s10853-006-0657-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-006-0657-8