
Abstract
This chapter introduces the field of Mineral Processing. A mineral processing plant can be divided into four distinct operational units: comminution, concentration, dewatering and pulp transport. Comminution is the process of reducing the particle size of an ore until the free particles of minerals can be separated by available methods. Froth flotation is the most important mineral processing technique to recover sulphide minerals, such as copper, zinc and lead. It uses the differences in physicochemical surface properties of particles of different minerals and gangue to recover a concentrate and leave the gangue as tailing that is discarded. Dewatering is a process of solid–liquid separation achieved by thickening and filtration. Thickening uses the force of gravity to separate the particles from the water by sedimentation in large cylindrical tanks called thickeners, while filtration uses pressure forces to pass the slurry through a cloth and separate it into a filter cake on the cloth and clean water called filtrate. Safe and environmentally friendly deposition of mining waste is a major concern in the mining industry worldwide. Almost all the treated minerals in sulphide concentration plants are deposited as tailings since the recovered product represents a very small percentage of the total tonnage. Water has become a major concern in processing raw materials, in terms of water conservation and reuse. The chapter discusses water consumption in the various stages of concentration and the need to recover most of that water by recycling.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
In the introduction to his book “Mineral Processing Technology”, Barry Wills (1997) gives an excellent and concise account of the process to recover minerals from ores and the technical steps necessary to produce metals or industrial minerals. I will borrow some of his ideas to introduce the subject of solid–liquid separation in the minerals industry.
The extraction of valuable minerals from unwanted rock (gangue) is possible only if the mineral grains, which are to be separated, exist as liberated discrete particles. As the grade of mineral deposits decreases, the valuable minerals often appear in the form of finely disseminated grains in a solid rock (ore). Liberation is achieved by crushing and grinding them down to small sizes, that is, by size reduction.
Separation of mineral and gangue is strongly dependent on the size of the treated ore particles and there is an optimum size range for mineral recovery in all separation processes. Recoveries of both too fine and too coarse particles, that are outside this optimum size range, are low. For a satisfactory overall recovery, the size of the processed particles must therefore be carefully controlled. Because of the reduction in particle size that is required to achieve proper liberation, some over grinding is unavoidable.
A mineral processing plant, usually called the concentrator or mill, may be broadly subdivided into four distinct unit operations: comminution, concentration, dewatering and pulp transport. Comminution is the process of reducing the particle size of an ore until the free particles of minerals can be separated by available methods. Separation of the constituents depends strongly on the degree of liberation of the ore. Since the run-of-mine ore may have sizes in the range of fractions of meters and liberation may be in the range of microns, no unique operation of comminution is possible and several stages of size reductions are necessary.
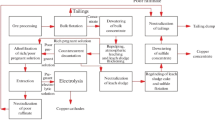
Explosives are used in mining to remove ores from ore bodies and blasting can be considered as the first stage in comminution. See Fig. 1.1. Figure 1.2 shows the flowsheet of a Mineral Processing Plant. In this figure, the blue ellipse represents comminution, the green ellipse shows concentrations and the red ellipse represents dewatering processes. The separation of unit operations is not completely possible in a plant since, during the concentration process, some comminution and some dewatering are necessary.

Blasting in an open pit mine as the first stage in comminution

Simplified flowsheet of the concentrator in Chuquicamata
1.1 Comminution
In a concentrator, comminution takes place as a sequence of crushing and grinding circuits. A circuit consists of a size reduction stage followed by a particle classification stage, a necessary scheme to avoid crushing or grinding to a smaller size than necessary. Within a circuit, particles smaller than a target size leave the circuit and particles larger than that size return to the size reduction stage. Crushing reduces the rock sizes from the run-of-mine ore to such a level, that grinding can be carried out until the mineral and gangue is substantially separated.
Reduction ratio of a comminution stage is the ratio of the maximum particle size in the feed to the maximum size in the product. Crushing is usually a dry process and is performed in several stages, with small reduction ratios, ranging from three to six in each stage. Figures 1.3 and 1.4 show equipment for crushing stages.

Primary crushing stage: gyratory crusher

Secondary or tertiary crushing: cone crusher
Product from crushing enters the tumbling mill section of the concentrator. A tumbling mill is a rotary drum with rods or balls, called grinding media, that reduce the size of the ore particle by impact and by attrition between the grinding media and the ore. Grinding is usually performed wet to provide a feed to the concentration process as slurry. Since the middle of last century, a new type of comminution equipment, the Semi Autogenous Mill or SAG mill, is being used in the mineral industry. This mill, see Fig. 1.5, which is much larger than a conventional ball mill, Fig. 1.6, can replace part of the crushing circuit, the secondary and tertiary crushing, and the primary grinding, with great success.

SAG mill in the foreground, with a secondary ball mill at the side

Secondary grinding circuit with a battery of hydrocyclones
1.2 Concentration
Froth flotation is the most important mineral processing technique to recover sulphide minerals, such as copper, zinc and led. It utilizes the difference in physico-chemical surface properties of particles of different minerals and gangue. After treatment with reagents, these differences in surface properties makes air bubbles attach to valuable minerals and lift them to the pulp surface, where they are recovered and leave the gangue as slurry, called tailing, which is discarded. Figure 1.7 shows a flotation machine for copper flotation.

Flotation cell in a copper concentrator
In most sulfide minerals concentration plants, the general feed to flotation comes from a secondary grinding circuit, which consists of a grinding mill working in closed circuit with a certain number of hydrocyclones. Hydrocyclones are classification devices that separate small from coarse particles by the effect of hydrodynamic forces in a vortex motion. Besides producing this size separation, hydrocyclones act as a solid liquid separator by concentrating the underflow and diluting the overflow. See Fig. 1.6.
Flotation processes are partially insensitive to slurry concentration, as long as the pulp is below 33–35 % solid. This would indicate that a denser hydrocylone overflow would contribute to produce a denser tailing. The last cells of a flotation circuit produce middlings with a low percentage solid. A middling is a piece of ore larger than the liberation size that will not float efficiently. Since this product is diluted, if returned to the regrinding circuit, it will further liberate the particles and will recover additional water.
The grinding-classification-concentration processes, we have been describing, involves the use of a substantial quantity of water. The final concentrate of a flotation plant usually has more water than is allowed in the next process to recover the metal or in concentrate to be sold as such. On the other hand, tailings to be discarded contain a prohibitive amount of water. In both cases, dewatering of the solids must be done to produce a dryer concentrate in the first case, and to recover the most part of the water in the second.
1.3 Dewatering
Dewatering is a process of solid–liquid separation achieved by thickening and filtration. Thickening uses the force of gravity to separate the particles from the water by sedimentation in large cylindrical tanks called thickeners, while filtration uses pressure forces to pass the slurry through a cloth and separate it into a filter cake on the cloth and clean water called filtrate. Often dewatering is difficult, especially when the treated particles are very fine as required for concentration. In such cases, size enlargement may be beneficial. This is accomplished by coagulation and flocculation, both of which use the bonding of particles in larger agglomerates by electrical or other bonding forces.
Figures 1.8 and 1.9 show two methods of solid–liquid separation, thickening and filtration respectively.

View of a conventional thickener for copper tailings

Band filter for tailing filtration
1.4 Tailings Disposal
Safe and environmentally friendly deposition of mining waste is a major concern in the mining industry world-wide. In sulphide concentration plants, almost the total tonnage of treated mineral is deposited as tailings since the recovered product represents a very small percentage of the total tonnage. In the copper industry, for example, 98 % of the treated ore will be disposed as waste, together with a significant amount of water. To compensate for the increasing production costs associated with decreasing mineral content of the ores, successful mining activities today relay on the treatment of high daily tonnage of ores, for example 200,000 tons per day in the copper industry. The transport, deposition and storage of mine tailings must move large volumes of low density slurries, from which a large amount of the water will be lost by evaporation.
Figures 1.10 and 1.11 show the transport, discharge and deposition of copper tailings in a copper concentrator.

Tailing channel in a Chilean copper mine

Discharge of tailings into a tailing dam
For waste minimization in the minerals industry, it is essential to learn how to dewater and handle suspensions at very high concentrations. Such materials are non-Newtonian fluids affected by shear and compression. Figure 1.12 shows the discharge of a material at very high concentration which behaves as a Non-Newtonian fluid (Fig. 1.13).

Material behaving as a non-Newtonian tailing

Copper concentrate transport to the world market in one of Chile’s copper mines
1.5 Water Management
Chile is a predominantly a mining and agricultural country. In the desert north, the mining, agriculture and fresh water industries compete for water resources. The consumption of water, as an average for the country in 1999, was 1,350 m3/s with the following distribution by economic activity (Renner 2005):
• Agriculture | 84.6 % |
• Other industries | 6.5 % |
• Mining | 4.5 % |
• Potable water | 4.4 % |
In the mining industry, consumption of water depends on the metal recovery process used. Froth flotation uses around 0.72 m3/ton of ore and hydrometallurgy 0.30 m3/ton of ore. In the end, the part of the water in concentrators is lost at the tailing dam, where only around 60–70 % of the water can be recovered. Losses are related to retention of water as moisture by the deposited solid and evaporation from the clear water pond. The total water consumption by the mining industry in Chile in the year 2010 was 300 million m3/year and a projection for 2026 is 631 million m3/year. The scarcity of water made the Chilean mining industry to install, in 2010, its first big copper concentrator Esperanza operated totally with sea water.
The cost of water in the mining industry depends on local conditions. For example, in desert areas the price of fresh water in 2010 was (Concha 2001):
• Fresh water | 0.50 US$/m3 |
• Recovered process water | 0.18 US$/m3 |
• Sea water | 1.20 US$/m3 |
• Desalinized sea water | 2.20 US$/m3 |
In non-desert areas the cost of fresh water can be as low as 0.2 US$/m3.
1.6 Conclusions
Faced with the need to produce concentrates with adequate moisture for a safe transportation to the world market, and the necessity to recover water from the tailings to lower operating costs by diminishing fresh water requirements, to avoid pollution and reduce liability associated with contamination of land and water sources, the mining industry needs technical knowledge and scientific research in the areas of Solid–liquid Separation, especially in Thickening, Filtration, Rheology and Suspension Transport.
The purpose of this textbook is to give the basic knowledge necessary to comprehend the problems of solid–liquid separation in the mineral industry.
References
Barry, W. (1997). Mineral processing technology (6th ed.). Oxford: Butterworth-Heinemann.
Concha, F. (2001). Manual de Filtración y Separación. Concepción: Cettem Ltd.
Renner, P. (2005). Opportunities for sustainable development in the use of water resources by the Chilean Mining Industry, keynote address. Addendum to the Proceedings of the International Seminar on Paste and Thickened Tailings, Santiago, Chile, April 59–66.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Copyright information
© 2014 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Concha A., F. (2014). Introduction. In: Solid-Liquid Separation in the Mining Industry. Fluid Mechanics and Its Applications, vol 105. Springer, Cham. https://doi.org/10.1007/978-3-319-02484-4_1
Download citation
DOI: https://doi.org/10.1007/978-3-319-02484-4_1
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-02483-7
Online ISBN: 978-3-319-02484-4
eBook Packages: EngineeringEngineering (R0)