
Abstract
An analysis of flowsheets for processing sulfide and oxide copper ores, reagent modes, processing equipment, and flotation indicators in some domestic and foreign processing plants and productions is carried out. Autogenous and semiautogenous mills are commonly used in the primary grinding stage in ore processing plants, which excludes medium and fine crushing. The alternative is high-pressure grinding rolls, which can reduce electricity consumption compared with autogenous and semiautogenous grinding. An increase in the use of large-volume and high-performance ore-processing flotation equipment to maintain the quality and quantity of the product is noted. In addition to ball mills, fine- and ultra-fine-grinding mills in different configurations are widely used in the regrinding stage of the rougher flotation concentrate. An analysis of the flotation reagents to increase the efficiency of the separation process is made, where domestic and foreign approaches to the selection of flotation reagents are given. It should be noted that the combination of primary and secondary collectors is often used in foreign processing plants. Flotation reagents used in the processing of copper sulfide and oxide ores and their costs are presented. The combined circuit of flotation-hydrometallurgical processing of mixed copper ore at the Udokan deposit is considered. The conclusions reveal the current trends in the processing of copper ores, including the choice of equipment.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
INTRODUCTION
According to the International Wrought Copper Council, copper is chiefly used in building construction, equipment manufacturing, and infrastructure. In 2019, global copper consumption was 29.44 million t, which is a 0.5% increase when compared to 2018. According to London Metal Exchanges, the average value per ton of copper in early 2018 and the end of 2019 ranged from $5800 to $7200 [1, 2]. The ever-growing demand for copper ensures the creation of new branch enterprises and the reconstruction and expansion of existing industry clusters both in Russia and abroad.
The choice of copper-ore processing technology depends on its composition, i.e., the sulfide, oxide, carbonate, and copper silicate content.
Leaders in copper ore processing include Chile, Peru, the United States, Australia, China, Russia, Mexico, Kazakhstan, Zambia, and Congo. Chile accounted for almost a third of global copper production in 2018.
The largest volume of processing is currently associated with porphyry copper, copper sandstones and slates, and copper-pyrite deposits in Russia. The ores of sulfide copper-nickel, copper-pyrite deposits, and ores of copper sandstones and slates are primarily processed abroad. The amount of copper in copper sandstones and slates varies from 1 to 6%, in sulfide copper-nickel ores from 1.1 to 4.9%, in copper-pyrite ores from 0.1 to 3%, and in copper-porphyry ores from 0.4 to 1.2%.
Up-to-date technological solutions, effective reagent flotation schemes, high-performance equipment, and integrated approaches when choosing the succession of ore processing are required due to the gradual decline in the copper content of the ore. This paper analyzes the current trends in copper-ore processing in domestic and foreign processing plants.
IMPROVING ORE PROCESSING
Ore-processing plants are currently dominated by flowsheets in which autogenous and semiautogenous (SAG) mills are used in the first stage of grinding and ores with 80% size more than 200 mm have a single grinding stage. Primary crushing is commonly carried out as close as possible to a mine or a quarry. The crushed ore is transported mainly by a belt conveyor system and, more and more rarely, by truck to the processing plant.
The competing option of autogenous and semiautogenous grinding technology is the use of high-pressure grinding rolls (HPGRs). HPGRs are typically used in the third stage of crushing instead of fine crushing, or at high hardness of ores in the fourth stage of crushing, which enables the ore to be softened before ball milling. The ore-processing flowsheet at the Metcalf mill (United States) includes two stages of crushing: coarse crushing in a gyratory crusher and medium crushing in a cone crusher manufactured by Metso (Finland) in a closed circuit with a screen reaching 80% passing 41 mm. Fine crushing is carried out in a grinding roller in a closed circuit with screens and then grinding is carried out in a ball mill in a closed circuit with hydrocyclones up to 80% passing 250 µm [3].
The semiautogenous grinding process is very susceptible to changes in the particle size and mechanical properties of the incoming ore, which can decrease the ore-processing productivity. In response to this problem, up-to-date solutions like the use of an individual disintegration operation for crushed pebbles in a ball mill or HPGRs are applied to common operations that optimize the performance of SAG mills (additional ball load and recrushing of pebbles with the subsequent return of crushed material to the mill feed). The ore pebbles generated in the SAG mill discharge with a size of –65 + 12 mm after recrushing in a cone crusher to 80% passing 15 mm is fed to an individual ball mill used for pebble grinding in the Mikheevskii Mining and Processing Enterprise (MPE). The crushed ore pebble material is forwarded to the HPGRs operating in a closed circuit with a screen, where the undersized product enters the sump of the ball mill in the Bozshakol Processing Plant in Kazakhstan.
The advantage of autogenous and semiautogenous grinding is the simplicity and reliability of the flowsheet during operation when compared with HPGRs. However, HPGRs can reduce energy costs by 15–30%.
MAIN TRENDS IN PROCESSING COPPER ORES
In recent times, a low copper content in ores has been observed (ores containing 0.2–0.3% copper are used for processing in Canada and the United States, and ores containing at least 0.4% copper are used in Russia [4]) owing to the exhaustion of rich copper resources. The flowsheet of processing copper ores is developed for each particular ore, but there are some general trends in the choice of operations, circuits, reagent options, and equipment. The approaches to processing copper ores and choosing reagents are presented in [5–7].
The flotation process is most often used for copper sulfide ores due to the good floatability of most sulfides. A flotation flowsheet usually includes a rougher stage and several recleaner stages. For porphyry copper sulfide ores, the Palabora processing plant (South Africa), producing 150 000 t of ore per day, uses a flowsheet which consists of rougher and scavenger flotations with regrinding of the rougher flotation concentrate followed by recleaning and yielding a copper concentrate. Its recovery is 80% with a copper grade of 33%.
A similar flowsheet is used in the Josemaria plant (Argentina), producing 50 000 t of ore per day, except for the scavenger floatation step of the rougher tailings. The copper content in the original ores is 0.29%. The final copper concentrate produced contains 25.1% copper with 86% recovery.
The Mikheevskii MPE, producing 18 million t of porphyry copper ore per year (at a grade of 0.4% copper), applies the bulk-differential flowsheet and produces copper and molybdenum concentrates. The flotation feed is the tertiary grinding overflow of 80% passing –65 µm. The copper flotation circuit includes rougher and scavenger flotations, as well as several recleaner stages when rougher and scavenger concentrates are reground with a recleaner concentrate. The rougher bulk concentrate contains 4% copper with 75% recovery. After recleaning, the final copper concentrate produced contains at least 20% copper with 85% recovery.
The plant within the Tominskii MPE produces 28 million t of porphyry copper ore per year, where the initial content of copper in the ores is 0.4%. The rougher flotation feed is the tertiary grinding overflow of 80% passing –65 µm. The flotation circuit includes rougher and scavenger flotations, regrinding and size distribution of the concentrate to an overflow of 80% passing –35 µm, as well as two recleaner operations and a recleaner scavenger operation. The final concentrate contains 20% copper with 85% recovery.
The mineral composition of copper ores delivered to the processing plant (producing 65 000 t per day) in the Santo Domingo project (Chile) [8] includes pyrite, chalcopyrite, bornite, covellite, chalcocite, quartz, carbonates, plagioclases, and aluminosilicate clays. The initial content of copper in the ores is 0.3%, but the concentrate is expected to produce 30% copper with 94% recovery. The projected flowsheet of copper-ore processing will consist of the rougher flotation with regrinding of the concentrate of the rougher, one recleaner flotation to 80% passing –34 µm and followed by recleaning.
For oxide copper ore and some sulfide ores, a combined flotation–hydrometallurgy technology is applied to produce copper concentrate and copper cathodes. The processing of this ore includes ore preparation, flotation, concentrate leaching, and solvent extraction and electrowinning (SXEW). This technology with the flotation extraction of copper sulfides from the leaching cake is meant to be used in the mining and metallurgical plant (MMP) under construction at the Udokan deposit in Russia.
The extraction of copper minerals from unpayable ores containing a low concentration of copper in the ore (oxide, mixed ores, and secondary sulfide ores) can be affected by the leaching of ground ore followed by solvent extraction and electrowinning. This technology is applied in a number of large copper productions, including Escondida (Chile), Collahuasi (Chile), Buenavista del Cobre (Mexico), and Morenci (United States) [9].
In the Minera Tres Valles mining plant (Chile) [10], the copper ore extracted in a quarry and an underground mine after stockyard blending is crushed in the fourth stages into particles less than 6 mm; then it is mixed with sulfuric acid and water in a sintering machine and fed for heap leaching, which is carried out in 3 months. The leach solution is fed to extraction using an extractive agent, and then electrolysis of the electrolyte solution is performed to obtain copper cathodes.
DIRECTIONS FOR IMPROVING FLOTATION MODES
Xanthates and aerofloats are the most commonly used collectors for sulfide copper minerals in domestic processing plants. The processing of oxide copper ores is worse than that of sulfide copper ores, and the plants apply the split flotation of sulfide and oxide copper minerals, depending on the degree of oxidation. To improve the flotation efficiency of the latter, their surface is sulfidized in advance and then flotation is performed using sulfhydryl collectors (butyl and amyl xanthates). Oxyhydryl collectors such as fatty acids and fatty acid soap are also used for the flotation of oxide copper minerals.
Dithiophosphates, PAX (potassium amyl xanthate), fuel oil, SIPX (sodium isopropyl xanthate), and thionocarbomates are the most commonly used collectors in foreign processing plants. For example, plants such as Higland Valley (Canada) and Bagdad (United States) apply PAX in combination with fuel oil, while the El Salvador plant (Chile) applies a combination of PAX and thionocarbamate. In the Minera Candelaria plant (Chile), AP3894 (Solvay), 6–8 g/t, is used as a primary collector, and at Hostaflot-Lib K (Sansil-Clariant), 3–4 g/t, is used as a secondary collector. Three collectors, including PAX, Sascol 95, and Matcol TC-123, will be used in the projected plant of the Josemaría deposit (Argentina).
The paper [11] presents additional collectors of DK-80 tertiary acetylenic alcohols (2-methyl-3-butyn-2-ol) in combination with AeroMX5152 (15–40% allyl ester of amylxanthogenic acid) and VK‑901B (dialkyldithiophosphate-dialkylthionocarbamate) to improve the flotation efficiency of the porphyry copper ore. Additional collectors based on DK‑80 and DMIPEK tertiary acetylenic alcohols maintain effective interactions with the surface of sulfide minerals, along with primary collectors containing bivalent sulfur in the structure of the functional group.
The study [12] shows that the application of desorbed xanthates that are active toward the gas–liquid interface removes constraints on the formation of the flotation contact. The effect of the desorbed reagents on the water film separating the mineral particle from the air bubble is reinforced with an increase in the length of the xanthate’s hydrocarbon fragment. The paper [13] assesses the ratios of the physical and chemical sorption activities of the reagent applied for the sulfide minerals. The flotation separation selectivity of sulfides is influenced by the liquid volume, which is removed by the desorbed physical and nondesorbed chemical sorptions of the reagent.
Laboratory tests at the Research Institute of Comprehensive Exploitation of Mineral Resources (IPKON) of Russian Academy of Sciences (Moscow) show that new dithiocarbamate, dithiazine, and dithiophosphinate collectors (2-hydroxylpropyl ester of diethyldithiocarbamate acid (HPEDDCA), copper diethyldithiocarbamate (CDDC), perhydro-1,3,5-dithiazine-5-yl-methane (DTZ), and sodium diisobutyl dithiophosphinate (DTPI)) increase the concentrate quality in the gold content by more than 1.5 times and gold recovery by more than 1.5–5.0% when processing refractory minerals [14]. These collectors can also be used in the flotation of goldbearing copper ore.
The testing of new types of flotation reagents such as thermomorphic polymers with functional groups of dithiophosphinate, thioamine, and thiosemicarbazide in the Norilsk Nickel laboratory demonstrates a 12–15% increase in the recovery of platinum, 3–4% for palladium, and 4–6% for copper and nickel from an ore which is rich in these elements [14].
Terpiniol, propylene oxide/butyl alcohol (PO/BA), methyl isobutyl carbinol (MIBC), T-80, Dow 250, pine oil, etc. are used to create flotation froth. The frother is often weak for the recovery of the coarse middlings and poorly selective for fine floating particles. Therefore, a complex of frothing agents is used in ore-processing plants.
Sodium sulfide (100–200 g/t ore) is usually used to sulfidize the surface of oxide copper minerals at domestic plants; sodium hydrosulfide is less common. Foreign plants apply hydrogen sulfide as a sulfidizer (10–150 g/t ore).
Liquid glass (80–150 g/t), NaHS, lime, Akremon D-13, CMC (carboxymethylcellulose) (50–200 g/t), and NaHSO3 most frequently play a depressor role in the flotation of copper minerals. As a depressor for the waste copper-nickel ore in the monomineral fractions of sphalerite, a humate agent exhibit high depressing activity. The use of the humate agent in the bulk flotation operations and in the recleaner operation of the bulk concentrate improves the recovery of nickel and copper into the concentrate without compromising the quality of the latter [15].
One important task in the processing of copper ores is to remove pyrite varying from 10 to 90% in the sulfide copper ores. The pH of pulp affects the depression of pyrite [16].
A main factor influencing the selectivity of the copper-ore flotation process is the pH value. Lime, sodium carbonate, sodium sulfide, liquid glass, sulfuric acid, cyanide, etc., are used to control the pH of the pulp. The Utah Copper plant (United States) performs primary flotation at pH 8.5 and recleaner flotation at pH 9, 5, while the primary and recleaner flotations in the Pinto Valley, Mineral Park and Bagdad plants (United States) are conducted at pH 11.5 [17].
The bulk flotation and the sulfide flotation of copper from atmospheric leaching cake in the future copper ore processing plant at the Udokan deposit is planned to be carried out at pH 9.0–10.5 and 5–6, respectively. Lime milk will be used to form and maintain the pH medium.
One problem in the flotation process is the presence of sludges. Fine particles covering the minerals prevent the attachment of mineral particles to air bubbles. Process selectivity is reduced due to the high adsorption capacity of the sludges towards the agents and ions that are present in the pulp. One way to solve the problems caused by sludges is the preliminary removal of sludges with the use of starvation mode flotation, i.e., at very low doses of the collector. The preliminary classification and further separate preparation of coarse and fine fractions of the crushed ore material also have a positive effect. The method for the flocculation of sludges of sulfide minerals with a hydrophobic polymer such as a butadiene–styrene polymer SK-300X is known. The use of column flotation machines for the selective absorption of sludges is an option to improve the efficiency of processing ores with a high content of fine particles [18].
DIRECTIONS IN THE DEVELOPMENT OF PROCESSING EQUIPMENT
Owing to the involvement of more low-grade and more refractory ores into processing, the production of processing plants is increasing, resulting in the common use of efficient equipment.
In high-productivity processing plants, primary crushing is carried out in gyratory crushers. The Superior MKII gyratory crushers manufactured by Metso (Finland) are used in many plants. The company has recently launched a new line of Superior MKIII crushers having capacities ranging from 5250 to 17 000 t/h. In low-productivity primary crushing plants, jaw crushers are used (e.g., the Nordberg C jaw crushers with capacities ranging from 335 to 1435 t/h, which are manufactured by Metso in Finland).
The HRC3000, the world’s largest roller press (or HPGR)—with a capacity of 4928 t/h—used for fine crushing in a closed circuit with screens from Schenck Process (Germany), 4 × 10 m, was successfully implemented in the Metcalf plant (United States) [3].
SAG mills (Outotec, Finland) work well in SAG operations. The Tominskii MPE is equipped with SAG mills, 11.6 × 8.2 m, fitted with 23 MW gearless drives. Copper Mountain (Canada), producing 40 000 t a day, installed SAG mills, 10.4 × 5.2 m, fitted with a 13.5 MW engine power.
Large-volume chambers used for rougher and scavenger flotation operations are now found more often in processing plants. The Outotec TankCell flotation machines (Finland) are available with a nominal volume of chambers up to 630 m3, while the volume of the chamber in the FLSmidth SuperCell flotation machines (Denmark) is up to 600 m3. The use of flotation machines with a chamber volume of 630 m3 at a rougher flotation stage improved recovery by more than 3% at the Buenavista del Cobre (BVC) plant in Northern Mexico and increased the copper content in concentrate by 24%. In flotation machines with the Outotec FloatForce mixing mechanism (Finland), the contact between bubbles and particles in the shear zone between the rotor and stator is maximized. The contact of coarse particles and air bubbles is caused by intensive and smooth mixing, which enable the highest recovery to be obtained due to the decrease in the “removal” of particles from air bubbles [19]. At the flotation process in the plant, there are two parallel sections producing 90 000 and 100 000 t per day, respectively. A single Outotec TankCell e630 flotation machine (Finland) is installed in each section and the volume of the rougher flotation increased from 3043 to 4303 m3.
A single flotation machine with a volume of 630 m3 will be installed in two parallel rougher flotation lines in the plant being designed in Argentina to produce 25 million t of ore a year. It is also expected that seven flotation machines with a volume of 630 m3 will be located in the recleaner–scavenger flotation. In the plant being designed in Chile to produce 100 000 t a day, 14 flotation machines (two rows of seven) with a chamber volume of 600 m3 each will operate in the bulk rougher flotation stage.
Flotation machines with a chamber volume of 300 m3 (Mikheevskii MPE, Tominskii MPE) are installed in the rougher–scavenger flotation stages in modern domestic processing plants. Flotation machines of this type provide about 75% recovery of copper minerals.
The column flotation machines which operate both in conjunction with mechanical flotation machines and independently are widely used in recleaner operations. Their use makes it possible to obtain a high metal content in the concentrate for particles of size <150 μm [20]. The copper content in the recleaner concentrate produced by the Minera Candelaria plant (Chile) is about 30%.
Fine- and ultra-fine-grinding mills such as Metso VertiMill, Stirred Media Detritor (Finland), FLSmidth VXPmill (Denmark), and Outotec HIGmill (Finland) in vertical format and Glencore Technology IsaMill horizontal mill (Australia) are increasingly used for regrinding rougher concentrate instead of drum or tube mills [21]. These regrind mills have a number of advantages over drum mills: a reduction in grinding time, the absence of scrap contamination in the mill product, a decline in the energy intensity of the process, a reduction of grinding medium consumption (by an average of 30%), the required grinding fineness, and simplicity of maintenance, etc.
In addition to the liberation of minerals in the fine fraction, grinding in the IsaMill compared with conventional grinding in a steel medium also has a positive effect on the flotation recovery of minerals, contributing to the speed-up of flotation process at lower reagent consumption and excluding the effect of the steel medium on the surface of minerals. This effect in steel grinding can be partially reduced by increasing the pH and supply of reagents in flotation operations, but the selectivity of the process decreases [22].
In the Josemaria plant (Argentina), a vertical mill with an engine capacity of 11 220 kW to achieve a product size of 80% passing –25 μm will be installed in the regrinding stage of the rougher concentrate. In Georgia, an HIG1100 mill with an engine capacity of 1100 kW has been installed to regrind the rougher concentrate from 80 to 40 μm. In the Sossego plant (Brazil), the product size of the Vertimill is 80% passing ‒44 μm [23]. Three vertical mills VTM3000 (Metso, Finland) with an installed engine capacity of 2237 kW were put into operation in the Talnakh processing plant in Norilsk [24].
In many plants, filter presses are used in the dewatering phases to achieve the required moisture content of the concentrate obtained. These filters, compared with a ceramic disk filter, are most effective for filtering finely ground copper concentrate [25].
COMBINED FLOWSHEET OF COPPER ORE PROCESSING
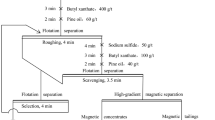
Combined solutions are now used alongside the conventional flowsheet for mixed copper-ore processing. For example, the future MMC of the Udokan deposit in Zabaykalsky Krai will introduce this technology to obtain a bulk flotation concentrate entering the atmospheric leaching and subsequent processing of the solution using the SXEW method. After neutralization, the washed cake of atmospheric leaching will be sent to sulphide flotation. The Fig. 1 shows the primary operations and material flows.

Flowsheet of the processing of copper ore at the Udokan deposit.
The products of the MMC are KM-0 copper cathodes and copper concentrate (copper content >45%). One of the main reasons for choosing the combined processing of copper ore from the Udokan deposit was its material composition. The main copper carriers in the ore are chalcocite, bornite, and the copper sulfate brochantite. The accessory minerals are sulfides (covellite and chalcopyrite), copper sulfate (antlerite), and carbonates (malachite and azurite). The head grade of copper in the ore is 1–2% and the oxidation state is ~60% [26]. The decision to use the combined technology for processing ores with the ultimate recovery of copper into a bulk concentrate (~90%), its low copper content (~5–6% copper), and the decrease in copper loss with tailings was taken after numerous tests.
The ore processing flowsheet includes crushing, grinding to a size of 80% passing –180 μm, the first bulk flotation with regrinding of the flotation tailings to a size of 80% passing –74 μm, the second bulk flotation, thickening and filtration of the bulk concentrate, atmospheric sulfuric leaching of thickened bulk flotation concentrate, filtration of the leaching solution, extraction and reextraction of pregnant leach solution to prepare the pure electrolytic conductor (free from contamination), electrolysis of copper from the reextract, neutralization of atmospheric leaching cake, its regrinding to 80% passing –25 μm, rougher sulfide flotation with two recleaners, and dewatering of sulfide flotation concentrate.
The following reagents will be used in the bulk flotation operation: butyl xanthate as a copper collector (40–100 g/t), sodium sulfide as a sulphidizer (50–200 g/t), and methylisobutylketone (MIBK) as a frothing agent (10 g/t). The reagent mode of sulfide flotation includes depressor liquid glass (15–35 g/t), collector butyl xanthate (5–15 g/t), and frothing agent MIBK (5–10 g/t). About 88% of copper with its content exceeding 45% will be extracted into the copper sulfide flotation concentrate.
Concerning the equipment for the processing plant of the Udokan MMC, the use of Outotec large-volume TankCell chambers (Finland) with their volume of 300 m3 may be noted. The Outotec HIGmill bead mills (Finland) will be used to regrind the atmospheric leaching cake. The filtration of the bulk concentrate with a particle size of 60–100 µm will be carried out using Outotec Larox press filters (Finland) with a filtration area of 1314 m2 up to a moisture content of 20% and a copper concentrate with a particle size of 25 µm and a filtration area of 198 m2 up to a moisture content of 17%. The relatively high moisture content is due to the properties of the waste materials in the concentrate.
CONCLUSIONS
Much attention is given to the grinding technology (semiautogenous grinding/HPGR) in selecting and optimizing the process flowsheet for copper ore. In the autogenous and semiautogenous grinding technology, of special interest is the optimization of the circuit for pebble recrushing using separate grinding.
The choice of the process flowsheet for copper ore is greatly influenced by the industrial type of the deposit and the oxidation state of the ore. The flotation process is widely used for sulfide ores, but flotation and hydrometallurgy processes are used for oxide and mixed ores.
In the flotation process of sulfide ores, butyl xanthate is mostly used either independently or in combination with dithiophosphates or thionocarbamates. In Russia, it has been used as the main collector for copper ores for a long time. Ethyl xanthate and aerofloats are commonly used in foreign plants. They remain of limited use in Russia because of their higher cost.
Pine oil, MIBK, and cresylic acid are used as a frothing agent in the flotation process of copper sulfide minerals.
At present, the development of new flotation reagents is focused on their selectivity, environmental safety, and efficiency. Since the development and testing of a new reagent are usually time- and resource-consuming, a long period of time is required to develop and introduce the reagent into the technological process of the plant. Time-tested reagents are favoured in developing reagent modes in new processing plants.
Processing plants are increasingly provided with high-performance ore-processing equipment. An increase in the use of large-volume flotation machines with chamber volumes from 300 to 630 m3 is noted. The preference for their small number over a large number of flotation machines with a smaller chamber volume helps reduce capital and operating expenditures. Column flotation machines in recleaner flotation operations are widely used in the foreign processing plants. They can reduce the area of equipment installation due to their design, in addition to the efficient separation of particles smaller than 150 μm.
Metso VertiMill mills (Finland) are used to open minerals in the regrinding stage; the Glencore Technology IsaMill (Australia) and Outotec HIGmill (Finland) mills are used for fine grinding. These mills are designed in different types of configurations, which makes it possible to place them in small areas, using less energy for grinding to the required grain size when compared with drum mills.
REFERENCES
The IWCC Statistical Bulletin. http://www.coppercouncil.org/iwcc-statisticsand-data. Accessed November 3, 2020.
LME Copper. https://www.lme.com/en-GB/Metals/Nonferrous/Copper#tabIndex=0. Accessed November 3, 2020.
Baranov, V.F., The use of foreign experience in the development of a reconstruction option for the Zhezkazgan concentration complex, Obogashch. Rud, 2020, no. 1, pp. 54–59.
Avdokhin, V.M., Osnovy obogashcheniya poleznykh iskopaemykh. Uchebnoe posobie dlya vuzov (Fundamentals of Mineral Processing. Student’s Book for Institutions of Higher Education), vol. 2: Tekhnologii obogashcheniya poleznykh iskopaemykh (Mineral Processing Technologies), Moscow: Gornaya Kniga, 2017.
Kurchukov, A.M., The control algorithm reagent conditions of flotation copper-nickel ores on the basis of optimizing the ionic parameters, J. Min. Inst., 2011, vol. 189, pp. 292–294.
Boduen, A.Ya., Ivanov, B.S., and Ukraintsev, I.V., Copper concentration from sulfide ore: State-of-the art and prospects, Non-Ferrous Met. (Moscow, Russ. Fed.), 2015, no. 1, pp. 17–20.
Ivanov, B.S., Boduen, A.Ya., and Petrov, G.V., Russian pyrite copper-zinc ores: Processing problems and technological prospects, Obogashch. Rud, 2014, no. 3, pp. 7–13.
Santo Domingo Technical Report, January 2019. https://capstonemining.com/operations/santo-domingo/ default.aspx. Accessed November 2, 2020.
ICSG Releases the 2019 Directory of Copper and Copper Alloy Fabricators, The International Copper Study Group (ICSG). https://capstonemining.com/operations/santo-domingo/default.aspx. Accessed January 10, 2020.
Minera Tres Valles. https://mineratresvalles.com/. Accessed October 28, 2020.
Yushina, T.I., Purev, B., D’Eliya Yanes, K.S., and Namuungerel, B., Increasing the efficiency of flotation of porphyry copper ores using additional collectors based on acetylene alcohols, Materialy Mezhdunarodnogo soveshchaniya “Problemy i perspektivy effektivnoi pererabotki mineral’nogo syr’ya v 21 veke (Plaksinskie chteniya-2019)”, Irkutsk, 9–14 sentyabrya 2019 g. (Proc. Int. Conference “Problems and Prospects for Effective Processing of Mineral Raw Materials in the 21st Century (Plaksin Readings-2019)”, Irkutsk, September 9–14, 2019), Irkutsk: Reprocentr A1, 2019, pp. 140–144.
Kondrat'ev, S.A., Moshkin, N.P., and Konovalov, I.A., Collecting ability of easily desorbed xanthates, J. Min. Sci., 2015, vol. 51, no. 4, pp. 830–838.
Kondrat’ev, S.A., Moshkin, N.P., and Burdakova, E.A., Optimized activity ratio for different types of reagent attachment at sulfide minerals, J. Min. Sci., 2015, vol. 51, no. 5, pp. 1021–1028.
Post-Event Press Release of Conference “Flotation Reagents 2017”. https://chem.ru/nauka-i-tehnologiya/425-post-reliz-konferencii-flotacionnye-reagenty-2017.html. Accessed January 10, 2021.
Usmanova, N.F., Markosyan, S.M., Timoshenko, L.I., and Pasyuga, D.V., The use of a humate reagent as a depressant under the flotation of copper-nickel ores, Materialy Mezhdunarodnogo soveshchaniya “Problemy i perspektivy effektivnoi pererabotki mineral’nogo syr’ya v 21 veke (Plaksinskie chteniya-2019)”, Irkutsk, 9–14 sentyabrya 2019 g. (Proc. Int. Conference “Problems and Prospects for Effective Processing of Mineral Raw Materials in the 21st Century (Plaksin Readings-2019)”, Irkutsk, September 9–14, 2019), Irkutsk: Reprocentr A1, 2019, pp. 164–166.
Kostovic, M., Lazic, P., Vucinic, D., Deusic, S., and Tomanec, R., Factorial design of selective flotation of chalcopyrite from copper sulfides, J. Min. Sci., 2015, vol. 51, no. 2, pp. 380–388.
Zanin, M., Lambertc, H., and Du Plessisc, C.A., Lime use and functionality in sulphide mineral flotation: A review, Miner. Eng., 2019, no. 143, pp. 1–14.
Kienko, L.A. and Voronova, O.V., Selective flotation of fine-ingrained carbonate-fluorite ore in pulp of increased dispersion uniformity, J. Min. Sci., 2014, vol. 50, no. 1, pp. 176–181.
World's Largest Flotation Machines Increase Copper and Molybdenum Recovery in Mexico. OUTOTEC. https://www.outotec.ru/products-andservices/newsletters/minerva/minerva-vypusk-1-2019/samye-bolshie-flotomashiny-vmire-pozvolili-uvelichit-izvlechenie-medi-i-molibdena-v-meksike-/. Accessed January 10, 2020.
Column Flotation Machines - Maximize Extraction from Fine Minerals. OUTOTEC. https://www.outotec.ru/products-and-services/newsletters/minerva/minerva-3-2017/flotation-columns-getting-the-most-from-fine-ores/. Accessed January 10, 2020.
Nikolaeva, N.V., Romashev, A.O., Aleksandrova, T.N., and Fadina, A.V., Intensification of technologies for weakening and disintegration of polydisperse mineral complexes of different genesis with using mills Isamill, Gorn. Inf.-Anal. Byull., 2013, no. 10, pp. 97–101.
Increase of Flotation Recovery. https://www.isamill.com/ru/isamilladvantages/Pages/Improved-Flotation-Recovery.aspx. Accessed January 10, 2021.
Bergerman, M.G., De RennoMachado, L.C., Kronemberger, V., and Delboni, H., Jr., Copper concentrate regrind at Sossego Plant using vertical mill-An evaluation on the first years of operation, Proc. 26th Int. Mineral Processing Congress (IMPC), New Delhi, September 24–28, 2012, paper no. 298, pp. 00432–00441.
New Vertical Mills are being Commissioned at the TOF, Nornickel. https://www.nornickel.ru/news-and-media/press-releases-and-news/na-tof-vvodyatsyavekspluatatsiyu-novye-vertikalnye-melnitsy-/?dateStart= 1467320400&dateEnd=1469998799&type=news. Accessed January 9, 2020.
Kozhonov, A.K., Molmakova, M.S., and Duishonbaev, N.P., Identifying possible causes of problems in the dewatering of flotation products, Vestn. Magnitogorsk. Gos. Tekh. Univ. im. G.I. Nosova, 2018, vol. 16, no. 3, pp. 17–24.
Denisov, M.E., Rudnev, B.P., Krylova, L.N., and Kuchmina, Yu.S., Processing technology for Udokan copper ore with sulfuric-acid pre-leaching, Gorn. Inf.-Anal. Byull., 2015, no. 10, pp. 100–104.
Funding
This work was supported by the Russian Foundation for Basic Research, project no. 20-55-12002.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
The authors declare that there is no conflict of interest.
Additional information
Translated by N. Bogacheva
About this article

Cite this article
Aleksandrova, T.N., Orlova, A.V. & Taranov, V.A. Current Status of Copper-Ore Processing: A Review. Russ. J. Non-ferrous Metals 62, 375–381 (2021). https://doi.org/10.3103/S1067821221040027
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S1067821221040027