
Abstract
Application for usage of sandwich composite structures has been widely used in many engineering fields such as civil construction, marine structure, and offshore use as their characteristics suit for this usage. In this study, comparing the results of three-point bending tests through experimental and finite element analyses of sandwich composite structures has been investigated. This research is conducted with fiberglass and a core material which is carbon from mangrove carbon powder with different cores thickness (8 mm, 9 mm, 10 mm) and two types of sandwich layers (double and triple layers). It was found that, based on the data gained from the simulation, both with highest carbon content (10 mm) recorded the highest stress and strain. For the double layer with 10 mm carbon powder content, the maximum stress is 64.04 MPa while for the triple layer it is 66.22 MPa. When the percentage of the mangrove carbon powder increased or the core’s diameter increased, all the values of maximum stress, maximum strain and maximum displacement also have been increased. This data can be simply used for better understanding, the more layer and higher carbon content of the core, the highest maximum point of stress and strain can withstand before the specimen yield of fails.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
10.1 Introduction
In this modern era, a composite plays an important role to produce a good product with the best mechanical properties. In the engineering applications fields, it is widely used especially in civil construction, marine structure, and offshore use as their characteristics suit for this usage (Bari and Bajaj 2014). Sandwich panels are already applied in design and construction of lightweight transportation systems such as satellites, high speed trains, aircrafts and etc. Sandwich structures were applied in the aerospace industry in 1937 where balsa wood core and cedar plywood face sheets was used in the construction of De Havilland albatross airplane. The first theoretical analysis of the sandwich theory was published during World War II. Theoretical works on sandwich constructions were documented the late 1940s (Reis and Rizkalla 2008). The structure of a sandwich panel is a combination of different materials that are placed together to create the best mechanical properties for the benefit of the sandwich panel structure (Zaid et al. 2015). Further improvement and development can be carried out through the production and engineering process as it plays a dominant role with design, construction, structure and mechanical properties of the product. The faces and core are bonded together by adding an adhesive substance. It is to ensure that the product can achieve a load transfer between the components. It makes use of the properties of each separate component for the structural advantages of the whole assembly, resulting in a very high stiffness-to-weight ratio and a low bending strength-to-weight ratio. Generally, aluminum plates, high-pressure laminates, and glass fiber reinforced plastics are used to create the face mask (Arbaoui et al. 2014). The skins are thin, rigid and very solid. Figure 10.1 shows the basic sandwich panels components.

Sandwich panel components
Thus, a development of the sandwich panel itself has been discussed by doing a further research by using multiple layers of a carbon bio-composite made from mangrove carbon powder as their core. The face of the sandwich panel must have characteristics such as being stiff. By adding another materials which is activated carbon from softwood pine, it will improve its mechanical properties and performance so that it can be utilized in marine application.
In this study, carbon powder has been produced from mangrove tree barks. The numerous mangrove-generated products and services have both conventional and commercial uses. A mangrove tree’s most direct product is its wood, which is either used as fuel or as building material. Certain sections of the tree are also harvested to manufacture corks and floats, colorants, soap substitutes, synthetic fibers and cosmetics, and even fruit, honey, vinegar, salt, or cooking oil meat. In addition, several species of mangroves have important medicinal properties (Zulkarnain et al. 1993). Activated carbon prepared from mangrove wood showed a fairly high iodine number value compared to the coconut shell value. This value, however, is determined primarily by heating time and temperature, as different temperature or time can result in different iodine number value. A certain temperature and time must be chosen to match the specifications for a particular application which requires a certain amount of iodine quantity from activated carbon prepared from mangrove wood, by heating at 500 °C of 3 h, a total value of iodine can be obtained.
This study highlights the improvement and the development of the material use for construction of sandwich panels. It will refer on knowledge and collected data to analyze the performance and the mechanical properties of the panel. For the model it will follow the American Society of Testing and Material (ASTM) and is then analyzed using the finite elements method (FEM) to predict its properties. This study will focus on the mechanical behavior and progressive data using the PTC Creo software to analyze the best characteristic of the panel based on the experiment.
10.2 Methodology
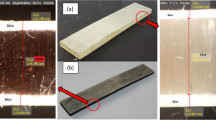
In this study, flexural testing has been performed in order to confirm their mechanical testing performance. It is also known as three-point bending based on ASTM C393-00 standard (Scǎrlǎtescu et al. 2019). The simulation has been done by using finite element analysis (FEA) using a software for two different types of thickness core sandwich panels (ASTM 2016; Biggs 2000). The details for the specimen can be seen in Fig. 10.2. The dimensions for the specimen are: Face thickness (t = 2 mm), 3 types of core thickness = 8 mm, 9 mm, 10 mm, specimen length (L = 90 mm) and intermediate layer = 2 mm.

Overview of specimen with a two-layer core
The materials used in this study has been mangrove carbon powder and this is compatible with the softwood pine data which is extracted from the CREO data base. The details for this data are shown in Table 10.1. To run the FEA simulation, one needs to do several processes which are suitable to identify any abnormalities before finalizing the actual parameters. The general process flow can be obtained from Fig. 10.3.

Process flow FEA simulation
10.3 Results and Discussion
For the double layer with 8 mm core, the critical stress that the specimen can withstand has a value of the value 61.38 MPa, the maximum strain is 8.38 × 10−4. From the graph, the specimen received the load of 10 kN at the top surface with constant constrain at the bottom surface. While for the sandwich structure with the double layer of the 9 mm carbon content, a higher stress compared to the 8 mm of carbon content was obtained as 61.62 MPa. For the strain, the sandwich structure with the 9 mm carbon content achieved 1.03 × 10−3. The data for displacement is 3.43 × 10−5 mm when the specimen received the load and the deformation occurred. Based on the simulation data, the pattern shows the value of stress and strain increase when the carbon content increase. For the 10 mm double layer the maximum value of the stress is 64.04 MPa and strain value is 8.87 × 10−4. This stress is the highest compared to 8 and 9 mm. The overview of the simulation for two layers’ and triple layer’s sandwich panels with skin thickness of 9 mm can see in Fig. 10.4. While Fig. 10.5 shows the details for auto meshing.

a Two layers’ sandwich panel b three layers’ sandwich panel

Auto meshing result
Based on the data gained from the simulation, both with highest carbon content (10 mm) recorded the highest stress and strain. For the double layer with the 10 mm carbon content, the maximum stress is 64.04 MPa while for the triple layer it is 66.22 MPa. For the strain, the triple layer with 10 mm carbon content also recorded the highest value which is 9.04 × 10−4 while for the double layer 8.87 × 10−4. This data can be simply used for better understanding, the more layer and higher carbon content of the core, the highest maximum point of stress and strain can withstand before the specimen yield of fails. A comparison between two layers and three layers can be referred to Table 10.2.
From Figs. 10.6, 10.7 and 10.8, there are differences of value of stress, strain, and displacement between all two types of the specimens respectively. The stress simulation results for all types of sandwich panels show that their mechanical stress values are increasing. When the content of the mangrove wood carbon powder layer’s are increased or the sandwich layer’s also increased, all the values of maximum stress, maximum strain and maximum displacement also increased as well. The result obtained also shows the behavior of isotropic materials such as softwood reveal a similar behavior when compressive testing has been performing (Salleh and Kee 2021).

Maximum stress value

Maximum strain value

Maximum displacement value
10.4 Conclusion
In the experimental study, the sandwich structure with double layer (10 mm) was able to withstand about 64.04 MPa of stress while for the triple layer (10 mm) sandwich structure the limit of the stress is 66.22 MPa. For the displacement, the structure with triple layer (10 mm) recorded 5.29 × 10−5 mm the highest while for double layer (10 mm) 3.74 × 10−5 mm. However, it still experiences the limitation and deficiencies such as low of impact strength, low tensile strength, brittleness and low conductivity and others. The results show that the simulation for isotropic powder also has similar finding for the mechanical properties such as tensile and flexural testing (Salleh and Kee 2021).
References
Arbaoui J, Schmitt Y, Pierrot JL, Royer FX (2014) Effect of core thickness and intermediate layers on mechanical properties of polypropylene honeycomb multi-layer sandwich structures. Arch Metall Mater 59(1):11–16
ASTM C393/C393M−16/C393/C393M–16 (2016) Standard core shear properties of sandwich constructions by beam flexure. ASTM 1–8
Bari DD, Bajaj PS (2014) Theoretical flexural behavior of sandwich panel using composite. Mat Int J Res Eng Tech 3(4):826–830
Biggs RM (2000) Finite element modelling and analysis of reinforced-bridge decks
Reis EM, Rizkalla SH (2008) Material characteristics of 3-D FRP sandwich panels. Constr Build Mater 22(6):1009–1018
Salleh Z, Kee GW (2021) Simulation of three-point bending sandwich composite panels through finite element analysis. Adv Struc Mat Des Mar Eng167:35–44
Scǎrlǎtescu DD, Modrea A, Stanciu MD (2019) Three-point bend test to determine the mechanical behavior of the tubes used in water supply networks. Proc Manuf 32:179–186
Zaid NZM, Rejab MRM, Mohamed NAN (2015) Sandwich structure based on corrugated-core. In: Abstract: the 3rd international conference on mechanical engineering research (ICMER 2015)
Zulkarnain Z, Hussein MZ, Badri M (1993) Activated carbon from mangrove wood (Rizophora apiculate). J Pre Char 1(2):169–177
Acknowledgements
The author would like to thank the Ministry of Higher Education (MoHE), Malaysia for providing a grant (FRGS/1/2021/TK0/UNIKL/02/20) to the first author in carrying out and completing this work.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

Cite this chapter
Salleh, Z., Mazlan, M.A.S. (2023). Flexural Characteristic of Carbon Powder Bio-composite with Different Matrix Layer Sandwich Panels. In: Ismail, A., Zulkipli, F.N., Yaakup, S., Öchsner, A. (eds) Materials and Technologies for Future Advancement. Advanced Structured Materials, vol 193. Springer, Cham. https://doi.org/10.1007/978-3-031-38993-1_10
Download citation
DOI: https://doi.org/10.1007/978-3-031-38993-1_10
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-38992-4
Online ISBN: 978-3-031-38993-1
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)